
Zarządzanie produkcją i
usługami
dr inż. Izabela Horzela

Sterowanie produkcją
i usługami
Produkcja
wszelka działalność ludzka, której celem
jest wytwarzanie określonych dóbr
materialnych, przynoszących zyski
producentowi i zaspokajająca potrzeby
społeczne
proces produkcyjny, powiązane ze sobą i
wzajemnie uwarunkowane procesy pracy
(
w zarządzaniu
)

Usługa
Usługa to działanie podejmowane w celu
zaspokojenia określonej potrzeby (lub
potrzeb) klienta i realizowane z udziałem
klienta, często - w celach komercyjnych
Usługa może obejmować czynności
niematerialne (np. porada) i materialne
(opracowanie dokumentacji)

Zarządzanie
całokształt działań zmierzających do
realizacji funkcji zewnętrznych i
wewnętrznych organizacji, dla zapewnienia
możliwie optymalnych efektów
zestaw działań, obejmujący:
planowanie i podejmowanie decyzji
organizowanie
kierowanie ludźmi
kontrolowanie
System produkcyjny
System produkcyjny stanowi celowo
zaprojektowany i zorganizowany układ:
materialny
energetyczny
informacyjny
eksploatowany przez człowieka i służący
wytwarzaniu określonych produktów w
celu zaspokojenia potrzeb klientów
Proces i system produkcyjny
Proces produkcyjny
to proces
transformacji, czyli przekształcenia wektora
wejścia systemu produkcyjnego w wektor
wyjścia
System produkcyjny
to celowo
zaprojektowany i zorganizowany układ
materialny, energetyczny i informacyjny
eksploatowany przez człowieka i służący
produkowaniu dóbr (świadczeniu usług) w
celu zaspokajania różnych potrzeb
konsumenta
System produkcji i zarządzania
Do systemu produkcji zalicza się:
wektor wejścia X
wektor wyjścia Y
procesy przetwarzania wektora wejścia X w
wyjścia Y
sprzężenie materialne, energetyczne i
informatyczne
natomiast…
Do systemu zarządzania zalicza się:
proces zarządzania systemem
sprzężenia informacyjne
Istota zarządzania w produkcji
zsynchronizowanie w czasie wszelkich
dostaw aby
skrócić do minimum czas
oczekiwania materiału
czy półwyrobu
na obróbkę albo montaż
minimalizacja czasu
pomiędzy
wyprodukowaniem, a włączeniem wyrobu
do normalnej eksploatacji

Istota zarządzania w produkcji
zapewnienie właściwych środków
transportu
, środków technicznych
ułatwiających magazynowanie i
wyszukiwanie potrzebnych w danym
momencie materiałów, półwyrobów lub
wyrobów
obniżenie
do minimum
strat w transporcie
i magazynowaniu
, czyli zaprojektowaniu
takiej struktury, która zapewni ograniczenie
dróg transportowych, minimalizację
przeładunków i jej pracochłonności

Zarządzanie produkcją
Zarządzanie produkcją
związane jest
bezpośrednio z działalnością podstawową
Obejmuje ono:
planowanie operacyjne (przygotowanie
produkcji)
wytwarzanie wyrobów / świadczenie usług
sterowanie produkcją

Sterowanie produkcją
Wprowadzenie
Sterowanie produkcją
sterowanie produkcją to zespół działań
zmierzających do uzyskania przez system
produkcyjny i przedsiębiorstwo,
oczekiwanych, założonych uprzednio,
efektów
warunkiem koniecznym sterowania
produkcją jest opracowanie
planów
,
które powinny określić efekty
Sterowanie produkcją
Podstawową rolę odgrywają
główne
plany produkcji
(taktyczne oraz
operacyjne)
taktyczne określają plany realizacji
poszczególnych zleceń w okresach
tygodniowych
operacyjne dotyczą najczęściej bieżącego
dnia
Sterowanie produkcją
W ramach planów operacyjnych na
podstawie dokumentacji produktu i
opracowanego procesu
technologicznego, określane jest
zapotrzebowanie na materiały BOM
(
Bills of Materiał
) oraz zasoby
niezbędne do jego wykonania

Struktura wyrobu (BOM)
Sterowanie produkcją podział
Sterowanie produkcją podzielić można:
według kryterium obszaru
według kryterium budowy systemu
sterowania,
według kryterium podstawowych zadań
sterowania
Sterowanie produkcją – kryterium
obszaru
Sterowanie produkcją wg
kryterium
obszaru
dzieli się na:
sterowanie nadrzędne, rozumiane w
sensie używanego wyżej określenia
sterowanie produkcją, obejmujące
obszar procesu produkcyjnego
sterowanie podrzędne, czyli sterowanie
przepływem materiału, obejmujące proces
wytwórczy łącznie z zapotrzebowaniem na
materiały niezbędne w tym procesie,

Sterowanie produkcją - kryterium
budowy
Sterowanie produkcją podzielić wg
kryterium budowy
systemu sterowania na:
sterowanie w układzie otwartym
obejmuje
sprzedaż, zaopatrzenie i produkcje – zmierza
do pełnej zgodności z planem
sterowanie w układzie zamkniętym
wykorzystuje pętle sprzężenia zwrotnego, w
związku z czym możliwe jest dokonywanie
korekt w działaniu systemu produkcyjnego
zgodnie z aktualnymi warunkami pracy
systemu,

Sterowanie produkcją – kryterium
zadaniowe
Sterowanie produkcją podzielić można
według
kryterium podstawowych
zadań
sterowania na sterowanie:
terminowo-ilościowe
zapasami
jakością
kosztami
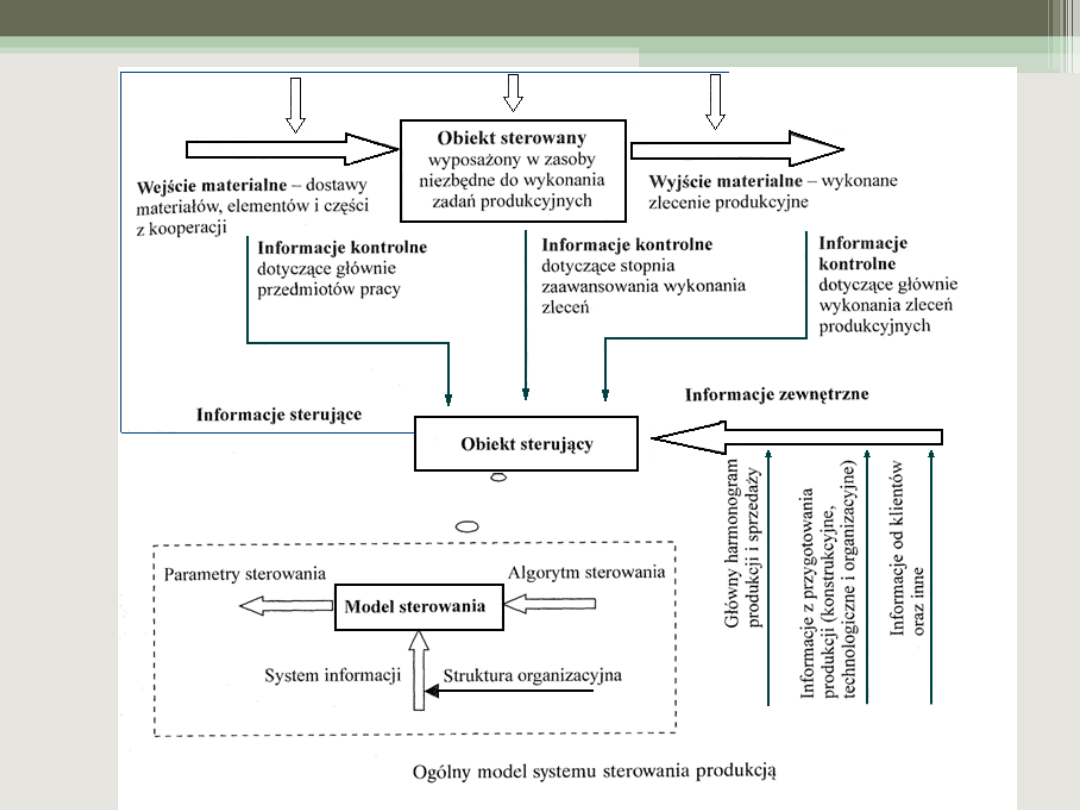
Projektowanie systemu
sterowania
polega na określeniu:
Projektowanie systemu
sterowania
informacje kontrolne to na przykład:
określenie terminu uruchomienia
produkcji partii części pozwala na
kontrolowanie parametrów takich jak:
poziom zapasu robót w toku
bilans zdolności produkcyjnej,
wyprzedzenie czasowe
parametry te stanowić będą informacje
sterujące
produkcją lub przepływem materiału
Projektowanie systemu
sterowania
model sterowania
ma określić, co
zrobić w przypadku gdy do systemu
wprowadzona zostanie informacja
sterująca
system informacji
– definiuje go
zawartość informacji wejściowej i
wyjściowej, jak również częstotliwość jej
przesyłania
Projektowanie systemu
sterowania
narzędzia sterowania
, czyli środki
techniczne niezbędne do pozyskiwania i
przetwarzania informacji, np.
sprzęt komputerowy,
radiomodemy umożliwiające lokalizację
partii części w przepływie materiału w
systemie produkcyjnym
kody kreskowe identyfikujące produkt
Projektowanie systemu
sterowania
struktura organizacyjna ośrodka
sterowania
określenie struktury jest konieczne ze
względu na fakt, że podejmowania decyzji
związanych ze sterowaniem zazwyczaj
odbywa się na różnych poziomach
struktury zarządzania
konieczne jest określenie w systemie
sterowania ośrodków podejmowania
decyzji jak i informacji, które muszą być
dostarczone do danego ośrodka
Sterowanie produkcją - czas
W każdym systemie sterowania produkcją
istotną rolę odgrywa
czynnik czasu
procesy, określane są jako zmiany
dokonywane w czasie
ważnym elementem systemów sterowania
są
harmonogramy
tworzone przy
założeniu, że jedna z osi układu
współrzędnych jest osią czasu
jednostkowy czas jest różny w zależności
od przeznaczenia systemu sterowania

Terminy w sterowaniu
produkcją
W odniesieniu do systemów sterowania
wyróżnić można
termin wzorcowy
- określony na podstawie
obliczeń,
termin limitowy
- określony z lewostronnym
lub prawostronnym ograniczeniem czasowym
operacji (określony stwierdzeniami „nie
wcześniej niż..." lub „nie później niż... ),
termin dyrektywny
- występuje określony
przedział czasu, w którym powinna być
wykonana operacja

Okres i horyzont planistyczny
Okres planistyczny jest to okres, dla
którego system sterowania opracowuje
harmonogram przepływu produkcji
Horyzont planistyczny - to najbardziej
odległy na współrzędnej czasu punkt
ograniczający ostatni okres planistyczny
Sprawność systemu
sterowania
Sprawność systemu
sterowania
Sterowanie produkcją

Plany operacyjne i plany
produkcji
Dla potrzeb sterowania produkcją
opracowywane są:
plany zagregowane
plany produkcji
plany operacyjne

Plany operacyjne i plany
produkcji
plany zagregowane pokazują kompleksową
produkcję dla grup produktów lub części
technologicznie podobnych, najczęściej
wykonywane w zestawieniach miesięcznych
plany produkcji pokazują produkcję w ujęciu na
poszczególne produkty lub części
plany operacyjne związane są bezpośrednio z
obciążeniem stanowisk produkcyjnych w
krótkich jednostkach terminowania

Plany operacyjne i plany
produkcji
Opracowanie planów pozwala na
uzyskanie zadowalającej produktywności
Podstawą tworzenia planów są konkretne
zamówienia klienta
Wstępem do pozyskania zamówienia jest
odpowiedź na złożone przez klienta
zapytanie ofertowe
dotyczące:
ceny
terminu realizacji zamówienia
Plany produkcji a zamówienie
klienta
Zamówienia złożone przez klienta
stanowią podstawę do sporządzenia
planów produkcji
Zamówienie
to złożona przez klienta
deklaracja dokonania zakupu, zapłaty i
odbioru zgodnie z warunkami
określonymi w ofercie lub katalogu albo
deklaracja weryfikowana w trakcie
negocjacji
Plany
produkcji/operacyjne/zagregowane
W
planach produkcji
uwzględnia się
poszczególne zamówienia, plany te
stanowią podstawę do sterowania
zasobami materiałowymi i zasobami
produkcyjnymi
Plany zagregowane
sporządza się na
podstawie wszystkich złożonych i
przyjętych do realizacji zamówień

Plany
produkcji/operacyjne/zagregowane
Plany operacyjne
umożliwiają
realizację procesów wytwórczych
związanych z otrzymanymi od klientów
zamówieniami
przy stworzeniu warunków do minimalizacji
kosztów wytwarzania i wysokiego stopnia
wykorzystania urządzeń technologicznych
W formie uzgodnionej i skierowanej do
realizacji przyjmują one postać
harmonogramów
Harmonogram w sterowaniu
produkcją
Harmonogramy
są graficznym
przedstawieniem przyjętego do realizacji
planu - najczęściej planu operacyjnego
Na podstawie harmonogramu
kontrolowana jest realizacja planu oraz
podejmowane ewentualne działania
korekcyjne
Planowanie operacyjne i wynikające z nich
harmonogramy obejmują następujące
czynności:
przydzielanie określonych operacji do stanowisk
produkcyjnych,
alokację pracowników i odpowiedniego
wyposażenia tych stanowisk,
ustalanie kolejności prac na każdym stanowisku
produkcyjnym
Harmonogram związany z planem operacyjnym
musi ponadto zapewnić:
kontrolę realizacji operacji,
wprowadzanie zmian do planu i harmonogramu
wynikających z bieżącej sytuacji na stanowiskach
produkcyjnych
Plan operacyjny a
harmonogram

Plany operacyjne dla usług
Specyficzny problem planowania
operacyjnego występuje w przypadku
tworzenia
planu usług
w proces zaangażowany jest
bezpośrednio klient!
mogą w takim przypadku tworzyć się
kolejki,
a czas oczekiwania na wykonanie procesu
jest niezwykle istotny
usługi są wykonywane w chwili wystąpienia
potrzeby

Przygotowanie planów
Plan operacyjny i harmonogram jego
realizacji przygotować można, stosując:
Przygotowanie planów
system umów
firma umawia się wcześniej z klientem na termin
wykonania danej usługi co zwiększa
wykorzystanie zasobów
słaba strona to czas oczekiwania oraz straty, jeśli
klient odwołuje wcześniej umówioną usługę
system ustalonych terminów
usługa świadczona jest dla wielu klientów w tym
samym czasie (np. rozkład lotów linii lotniczych)
w określonych sytuacjach (np. braku miejsc)
klient nie zostanie obsłużony
system ten jest korzystny z punktu widzenia
wykorzystania zasobów
Przygotowanie planów
system opóźnionej dostawy
usługa jest opóźniona gdyż klient umawia się,
że zostanie ona zrealizowana w określonym
terminie;
firma może zmieniać wydajność i liczbę
wykonywanych zleceń;
opóźnienie w harmonogramie jest możliwe,
gdy nie powoduje to niedogodności dla klienta
system FIFO
klienci obsługiwani są w kolejności ich
przybycia (np. banki, kasy supermarketów
itd.).

Sterowanie produkcją
Sterowanie zasobami materiałowymi
Sterowanie zasobami
materialnymi
Sterowanie zasobami materiałowymi,
a szczególnie przepływami strumieni
materialnych i informacyjnych o charakterze
sterującym i kontrolnym jest podstawą
procesów logistycznych w przedsiębiorstwie
Procesy logistyczne koncentrują się głównie
w fazie:
zaopatrzenia (zakupu) i dystrybucji
produkcji - w odniesieniu do transportu
półwyrobów między stanowiskami
produkcyjnymi
Strumienie materialne
strumieniami materialnymi
są zasoby
materiałowe, do których zaliczamy:
materiały wyjściowe, półwyroby, zespoły i
podzespoły oraz części, przetwarzane dalej w
procesie wytwórczym w gotowe produkty,
roboty w toku - materiały częściowo
przetworzone, ale nie znajdujące się jeszcze
w postaci wymaganej przez klienta,
wyroby gotowe,
materiały pomocnicze
Cykl zaopatrzenia
W fazie zaopatrzenia procesu
logistycznego istotną rolę odgrywa
cykl
zaopatrzenia
Cykl zaopatrzenia składa się z cyklu:
Cykl zaopatrzenia
W praktyce często występują zakłócenia
tych cykli, nieprawidłowości te nazywane
są
„kosztami niepewności”
Koszty te są wymierne i są to głównie
koszty wynikające z tworzenia lub
powiększania zapasów - czyli
koszty
zapasów
Planowanie zapotrzebowania
materiałowego MRP
Planowanie zapotrzebowania
materiałowego (MRP) posługuje się planem
produkcji w celu zaplanowania zaopatrzenia w
materiały niezbędne do wytwarzania produktów
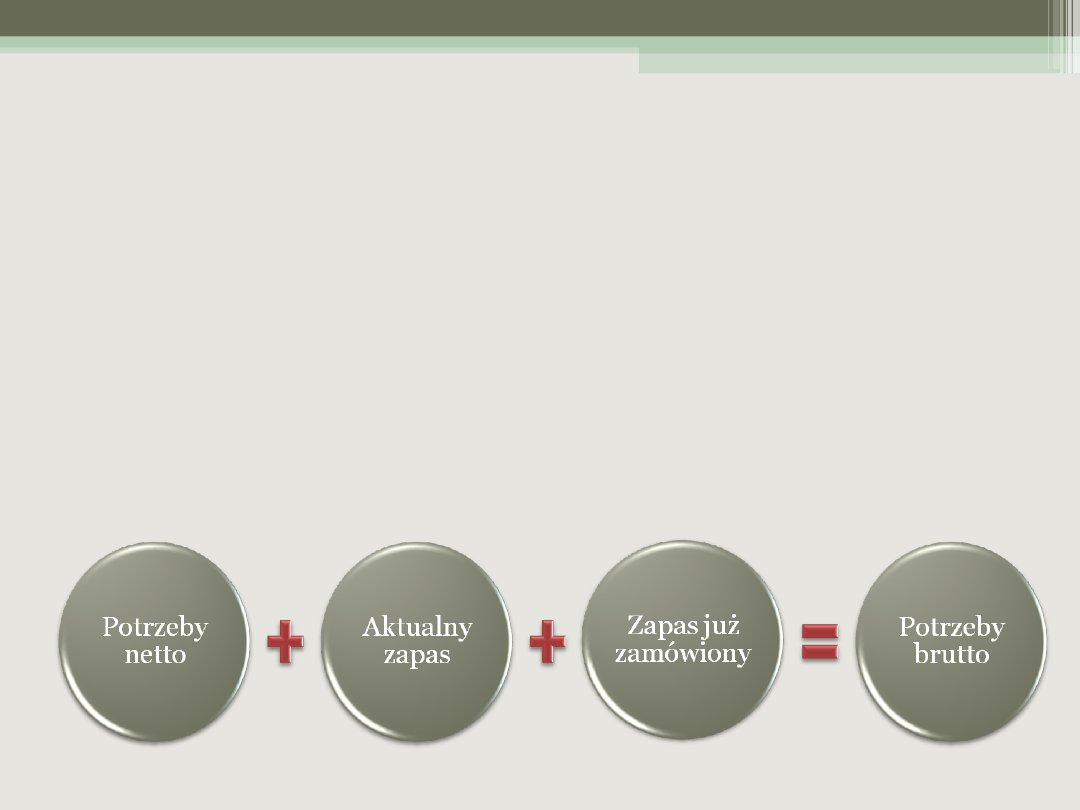
Planując zapotrzebowanie materiałowe,
rozróżnić należy potrzeby brutto (określane na
podstawie BOM) od potrzeb netto

MRP
stanowi jeden z najważniejszych członów
informatycznego systemu zarządzania
produkcją
umożliwia utrzymanie stosunkowo
niskiego poziomu zapasów przy
dokładnym planie produkcji
wymaga określenia zbioru struktury
wyrobu (BOM) oraz informacji o stanie
rejestrów magazynowych
IMF
(Inventory
Master File)

Podstawa MRP
Plan
produkcji
Wykaz
materiałów
Stan
magazynó
w
Bieżące
zapasy
Wysłane
zamówieni
a
Zapotrzebowani
e materiałów
brutto
Wykaz
materiałów do
zakupu
Zapotrzebowani
e materiałów
netto
Sterowanie produkcją
Sterowanie zasobami produkcyjnymi

Sterowanie zasobami
produkcyjnymi
Dominacja produkcji dostosowanej do
potrzeb i wymagań klienta powoduje, że:
w coraz mniejszym stopniu produkuje się
na magazyn
natomiast w coraz większym stopniu na
zamówienie klienta
Mierniki zdolności
produkcyjnej
Konieczne jest określenie
zdolności
produkcyjnej
systemu produkcyjnego, a
więc jego zasobów, które można
udostępnić, by wykonać określone
zamówienie klienta
Do podstawowych mierników zdolności
produkcyjnej można zaliczyć:
produktywność częściową
wydajność
Mierniki zdolności
produkcyjnej
produktywność częściowa
określona
jako wielkość produkcji uzyskanej z
jednostki zasobu
przykładami produktywności częściowej
mogą być:
produktywność pracy określona liczbą
zmontowanych sztuk wyrobu na godzinę
pracy pracownika
produktywność energii - liczba jednostek
produktu na kilowatogodzinę

Mierniki zdolności
produkcyjnej
wydajność -
odnosi się przede wszystkim
do urządzeń technologicznych i określa
maksymalną ilość produktu jaka może być
wytworzona w określonym czasie, na
przykład:
obrabiarka może wykonać określoną ilość
wyrobów o danej pracochłonności w
jednostce czasu
w samolocie liczba siedzeń określa
wydajność, czyli maksymalną liczbę
pasażerów w czasie jednego lotu itd.

Wykorzystanie zdolności
produkcyjnej
Stopień wykorzystania zdolności
produkcyjnej to stosunek efektywnej
zdolności produkcyjnej do aktualnej
zdolności produkcyjnej
Wyróżnia się trzy poziomy zdolności
produkcyjnej:
I.
potencjalna zdolności produkcyjnej
II.
aktualna zdolność produkcyjna
III.
efektywna zdolność produkcyjna

Wykorzystanie zdolności
produkcyjnej

Zdolność produkcyjna
stopień wykorzystania /
sprawność
Stopień
wykorzystania
zdolności
produkcyjnej
efektywna zdolność
produkcyjna
aktualna zdolność
produkcyjna
100
%
Sprawność
zdolności
produkcyjnej
efektywna zdolność
produkcyjna
potencjalna zdolność
produkcyjna
100
%
Związek sterowania zapasami i
sterowania produkcją
Sterowanie produkcją
Harmonogramowanie

Wprowadzenie do
harmonogramowania
sterowanie zasobami produkcyjnymi pozwala na
zbilansowanie możliwości produkcyjnych
systemu i zadań produkcyjnych, które będą w
systemie produkcyjnym wykonywane

Harmonogram
Harmonogram jest to wykres lub opis
poszczególnych operacji (zadań)
uwzględniający jednostki terminowania, w
których te operacje (zadania) będą
wykonywane
W zarządzaniu produkcją szczególną rolę
odgrywają plany operacyjne
(krótkoterminowe) i związane z nimi
harmonogramy operacyjne
Harmonogram
Harmonogramy operacyjne
zależne są
od tego, czy wytwarzanie odbywa się:
na zapas (produkcja na magazyn MTS)
na bezpośrednie zlecenie (produkcja na
zamówienie MTO
Harmonogram na zapas
W przypadku produkcji na magazyn –
MTS
harmonogram jest stały w określonym
horyzoncie planistycznym
Praca systemu produkcyjnego
skoncentrowana jest na jednym produkcie
(w danym horyzoncie planistycznym)
Należy
równoważyć przepływu
materiału
(balansowanie) przez
pojedyncze stanowiska robocze lub ich
grupy
Harmonogram na zlecenie
w przypadku produkcji na zamówienie
MTO
produkty zamawiane są przez konkretnych
klientów w różnych odmianach i różnej
wielkości zamówienia, napływającego w
różnych terminach
harmonogram ulega częstym korektom
wynikającym głównie z konieczności dokonania
zmian w obciążeniu stanowisk na skutek:
napływu nowego priorytetowego zlecenia,
zakłóceń wynikających z awarii
absencji
złego wykonania operacji
Produkcja na zamówienie MTO
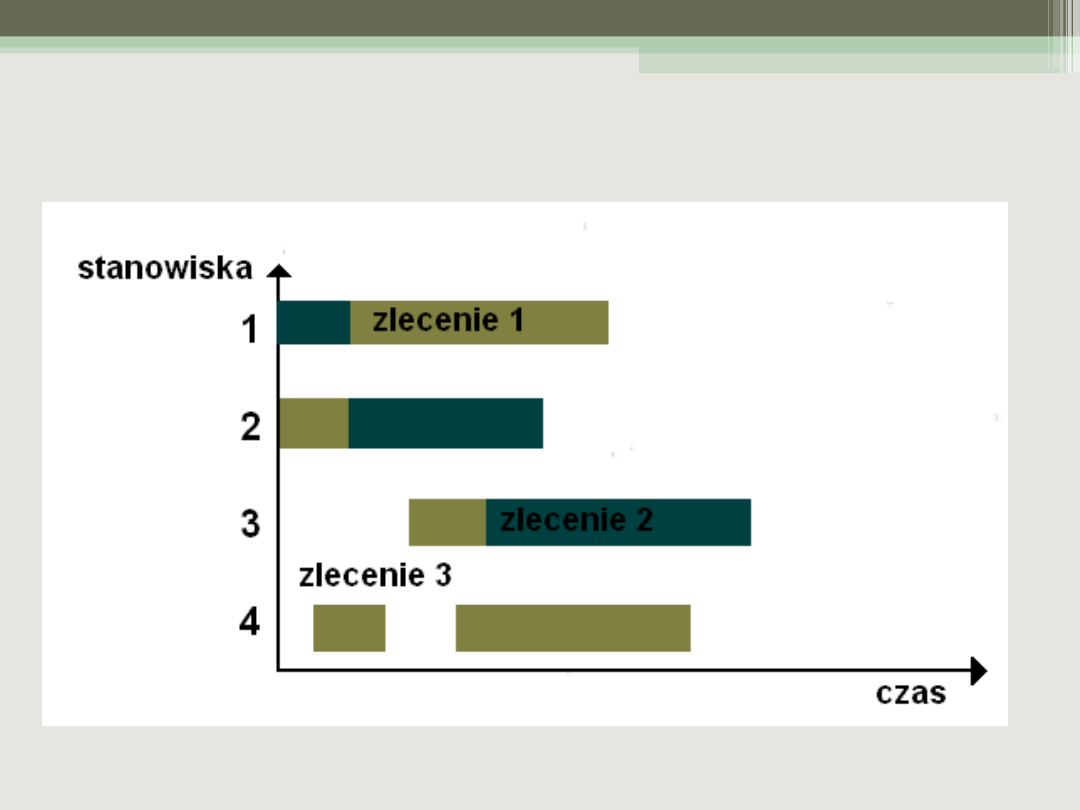
Istota harmonogramowania
Najczęstszym sposobem przedstawienia
harmonogramów jest wykres Gantta
(harmonogram Gantta)
Harmonogram ten sporządzany jest w
układzie współrzędnych, w którym:
oś odciętych (x) jest osią czasu
oś rzędnych (y) stanowią stanowiska
operacje są „paskami„, których długość
odpowiada czasowi realizacji danej operacji
znalezienie najlepszej kombinacji
zleceń produkcyjnych i zasobów
Harmonogram Gantta
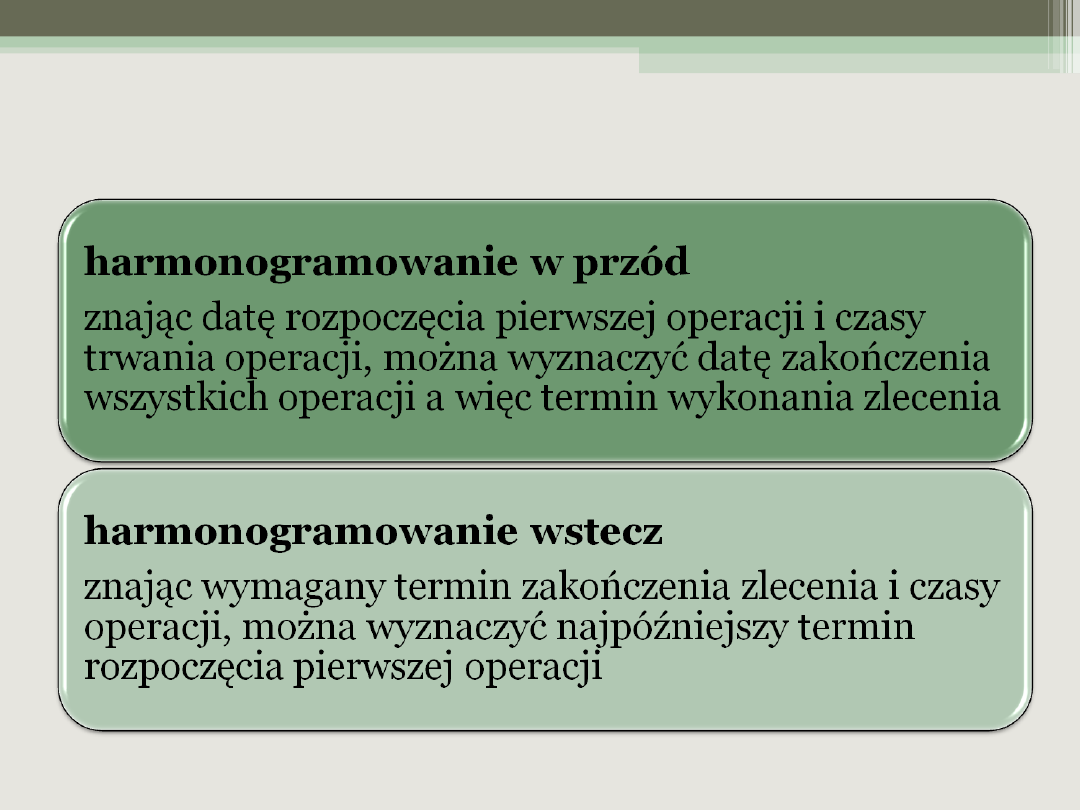
Rodzaje harmonogramów
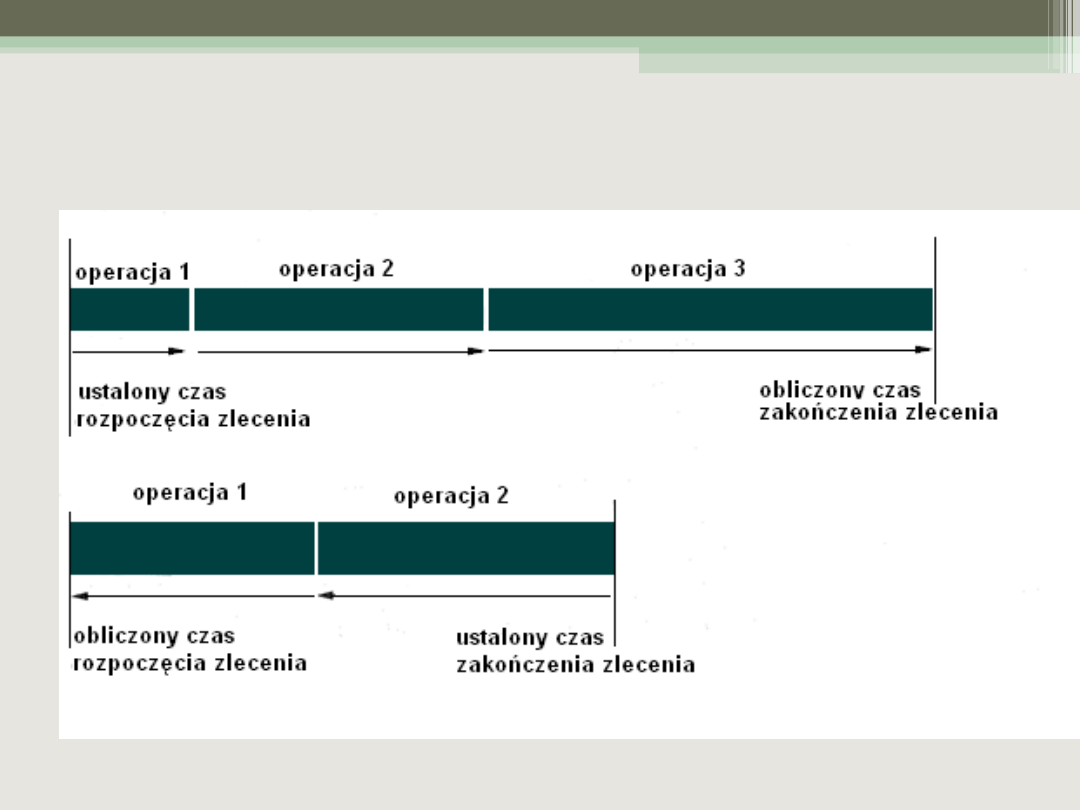
Harmonogramowanie w przód i
wstecz
Zasady harmonogramowania
Sterowanie produkcją
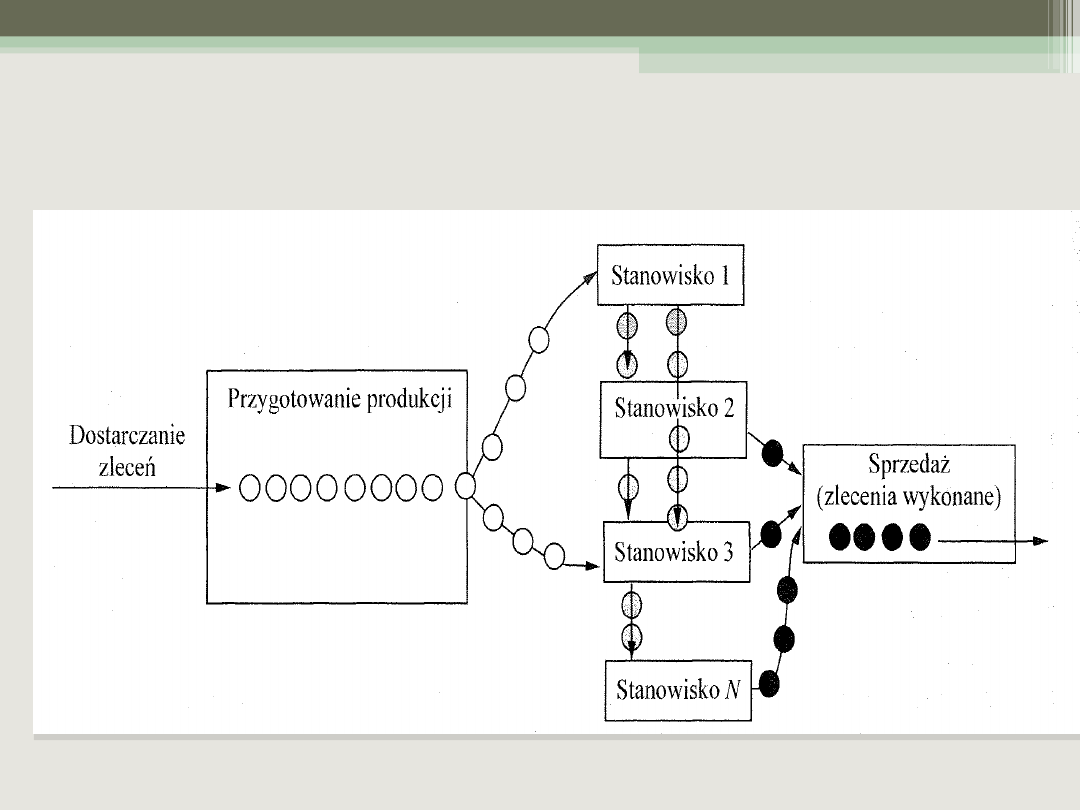
Sterowanie przepływem produkcji
Wprowadzenie
Sterowanie przepływem produkcji
powinno zapewnić bezkolizyjny przepływ
strumienia produkcji przez wszystkie
stanowiska pracy, na których
wykonywane są operacje procesu
wytwórczego
Zakłócenia w bezkolizyjnym przepływie
produkcji tworzą tzw.
wąskie gardła

Piły
P2
P1
Szlifierki
S2
S1
Tokarki
T3
T2
T1
Frezarka
F1
P1
P2
T3
T2
T1
S2
S1
F1
WĄSKI
E
GARDŁ
O
operacje
w
yd
a
jn
o
ść
st
a
n
o
w
is
k
Wąskie gardło to
element zasobów
niezbędnych do
realizacji procesu
produkcyjnego, który,
aby uzyskać
maksymalną produkcję,
jest w procesie
zużywany w 100%
Sterowanie przepływem
produkcji
Metody sterowania przepływem
produkcji
właśnie na czas – JIT
optymalizacja przebiegu procesów
produkcyjnych – OPT (Optimized
Production Technology)

JIT
Współczesne systemy zarządzania oparte są
na filozofii zarządzania znanej pod ogólną
nazwą Just in Time - właśnie na czas
JIT kojarzone jest błędnie tylko i wyłącznie
z zaopatrzeniem materiałowym, podczas
gdy w rzeczywistości filozofia ta zwraca
uwagę na
wszystkie problemy
powodujące hamowanie działań
podejście do systematycznego eliminowania
marnotorastwa w dowolnej organizacji

Obszar zainteresowań JIT
gospodarka materiałowa
eliminacja czasu przestojów
eliminacja zbędnych operacji
technologicznych i przemieszczeń
niezawodność urządzeń technicznych -
TPM (Total Productive Main-tenance
jakość - TQM (Total Quality Management)
dostawcy
pracownicy
Obszar zainteresowań JIT
GM
- wg JIT zapasy ukrywają problemy
występujące w zarządzaniu, ich tworzenie jest
sposobem na aktualne rozwiązanie problemu, lecz
nie wskazuje na przyczyny powstawania
problemu
eliminacja czasu przestojów
(downtime)
szczególnie związana ze zmianami wynikającymi z
procesu produkcji (np. zmiany oprzyrządowania);
eliminacja zbędnych operacji
technologicznych i przemieszczeń
- w
generalnym założeniu zmierza się do eliminacji z
procesu prac zbędnych, nic dodających wartości
Obszar zainteresowań JIT
niezawodność urządzeń technicznych
zwanych
TPM (Total Productive Maintenance) związana jest
szczególnie z profilaktyką obsługi urządzeń
technologicznych
jakość
- TQM zakłada się, że nie produkuje się
braków, każdy brak kosztuje i bardziej celowe jest
zapobieganie brakom niż ich naprawa
dostawcy
- JIT zakłada pełną współpracę z
dostawcami, „jeśli wygrywamy to razem, jeśli
przegrywamy to również razem"; jest to koncepcja
pełnej współpracy opartej o wzajemne zaufanie,
pracownicy
- zmiany „świata pracownika" w „świat
profesjonalisty";
w świecie pracownika liczy się: szef, działanie i
zadania
w świecie profesjonalisty liczy się: klient, rezultat i
proces
OPT
metoda optymalizacji przebiegów
produkcyjnych opracowana została przez
izraelskiego fizyka E.M. Goldratta
nazywana jest także teorią więzów lub
ograniczeń.
OPT opiera się na podstawowym założeniu,
że wąskie gardła (zasoby krytyczne CR –
Critical Resources) determinują
działanie całego systemu produkcyjnego
zwiększenie produktywności polega na
eliminowaniu wąskich gardeł
Zasady OPT
godzina stracona w wąskim gardle jest godziną straconą dla
całego systemu, godzina oszczędzona poza wąskim gardłem nie
ma istotnego znaczenia dla systemu produkcyjnego
Zasady OPT
zwiększenie produkcji przez zasoby niekrytyczne powoduje
powstanie zapasów, gdyż zasoby krytyczne nie są w stanie
wykorzystać tej produkcji

Zasady OPT
wielkość partii produkcyjnej nie musi być wcale stała, może się
zmieniać w poszczególnych fazach procesu technologicznego
oraz w zależności od harmonogramu produkcji

Zasady OPT
sumowanie optymalnych warunków pracy poszczególnych
stanowisk wcale nie musi w efekcie dawać optymalnych
warunków pracy całego systemu

Podsumowanie
Dziękuję za uwagę
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
- Slide 65
- Slide 66
- Slide 67
- Slide 68
- Slide 69
- Slide 70
- Slide 71
- Slide 72
- Slide 73
- Slide 74
- Slide 75
- Slide 76
- Slide 77
- Slide 78
- Slide 79
- Slide 80
- Slide 81
- Slide 82
- Slide 83
- Slide 84
- Slide 85
- Slide 86
- Slide 87
- Slide 88
- Slide 89
Wyszukiwarka
Podobne podstrony:
badanie potrzeb szkoleniowych kadry zarzdzajcej o pracownikach produkcyjnych
Produkty przeciwwskazane w chorobach jelit II
Ewolucja marketingu era produkcyjna, sprzedazowa, marketingowa Rynek definicja
download Zarządzanie Produkcja Archiwum w 09 pomiar pracy [ www potrzebujegotowki pl ]
Przygotowanie PRODUKCJI 2009 w1
PodMar 5a (istota produktow)
Wyklad 2 zarzadzanie produkcja
strategie produktu
Referat Inżynieria Produkcji Rolniczej
Produkt turystyczny 2
zarządanie produkcją 5
zarządanie produkcją 2
Przetworstwo produktow rolniczych
organizacja produkcji budowlanej6
Komputerowe systemy zarządzania produkcją
więcej podobnych podstron