
ANALIZA PRZYCZYN
I SKUTKÓW
NIEZGODNOŚCI
FMEA
FAILURE MODE AND EFFECTS
ANALYSIS
TREŚĆ
• Cele i korzyści ze stosowania
metody
• Etapy przeprowadzenia
• Zakres przygotowania w metodzie
• Zakres selekcjonowania w
metodzie
• Zakres analizowania w metodzie
• Zakres oceny
prawdopodobieństwa (P)
• Zakres oceny skutków (S)
• Zakres oceny wykrycia (D)
• Zakres oceny ryzyka (RPN)
CELE I KORZYŚCI
STOSOWANIA FMEA
• Identyfikacja potencjalnych występowania
usterek
• Identyfikacja przyczyn i skutków każdej z
usterek
• Ustalanie częstotliwości, skutków i wykrycia
usterek
• Ustalanie działań korekcyjnych dla
niezgodności
• Eliminacja barier informacyjnych między
komórkami
• Eliminacja niezgodności produktu w fazie
projektu
• Zwiększenie zrozumienia zadań na
stanowiskach
PRZYCZYNY
STOSOWANIA FMEA
• Większe skomplikowanie produktów i usług
• Większe wymagania odnośnie jakości
produktu
• Większe wymagania co do bezpieczeństwa
produktu
• Większe powiązanie projektu z procesem
wytwarzania
• Nacisk na redukcje zamrożonego kapitału
• Większy nacisk na zmniejszanie kosztów
reklamacji
ETAPY
PRZEPROWADZENIA FMEA
DECYDOWANIE
OCENIANIE
ANALIZOWANIE
SELEKCJONOWANIE
PRZYGOTOWANIE
ETAPY
FMEA
PRZYGOTOWANIE
ZESPOŁU FMEA
FINANSE
JAKOŚĆ
ZAOPATRZENIE MARKETING
PRODUKCJA
PLANOWANIE
ROZWÓJ
ETAPY
FMEA
ZAKRES SELEKCJONOWANIA
W METODZIE FMEA
POLITYKA PRZEDSIĘBIORSTWA
• produkty wysokiej jakości,
• troska o wizerunek przedsiębiorstwa,
• oszczędność.
ZADANIA PUBLICZNE
• ustawy i rozporządzenia,
• normy i przepisy bezpieczeństwa,
• zasady ochrony środowiska.
OCZEKIWANIA KLIENTÓW
• niezawodność i trwałość,
• okres ważności i zachowanie wartości,
• dobra obsługa klienta.
ZAKRES ANALIZOWANIA
IDENTYFIKACJI
• Nazwa procesu, produktu, usługi
• Miejsce w którym występuje produkt, proces,
usługa
• Komórka organizacyjna odpowiedzialna za
produkt
• Inne związane z wyrobem usługą wydziały
• Dostawca zewnętrzny komponentu produktu,
usługi
• Osoba odpowiedzialna za wykonanie FMEA
• Data wykonania pierwszego FMEA i
późniejszych korekt
ZAKRES ANALIZOWANIA
PRODUKTU
OBSŁUGI
EKONOMII
MATERIAŁ
GEOMETRIA
NIEZAWODNOŚĆ
FUNKCJONALNOŚĆ
ANALIZOWANIE
PRODUKTU
ZAKRES ANALIZOWANIA
PROCESU
DECYDOWANIE
O DALSZYM
PRZEBIEGU
ORGANIZACJA
USUWANIA
BRAKU
CHARAKTERYSTYKI
STANU JAKOŚCI
MOŻLIWOŚCI
SAMOKONTROLI
MOŻLIWOŚCI
PROCESU
BEZPIECZEŃSTWO
PROCESU
PRZYDATNOŚĆ
PROCESU
ANALIZOWANIE
PROCESU
ZAKRES ANALIZOWANIA
SPRAWDZIANÓW
• Istotnym jest określenie wszelkich obecnych
sprawdzianów i mechanizmów, które są
przewidziane do wykrywania lub zapobiegania
usterkom
Sprawdziany można podzielić na te które:
• zapobiegają wystąpieniu usterki,
• umożliwiają wykrycie usterki i prowadzą do korekcji,
• pozwalają jedynie na wykrycie usterki.
Sprawdziany mogą dotyczyć:
• testowania wyrobu,
• przeglądu projektu,
• przeglądu oferty,
• testów i badań,
• badań symulacyjnych.
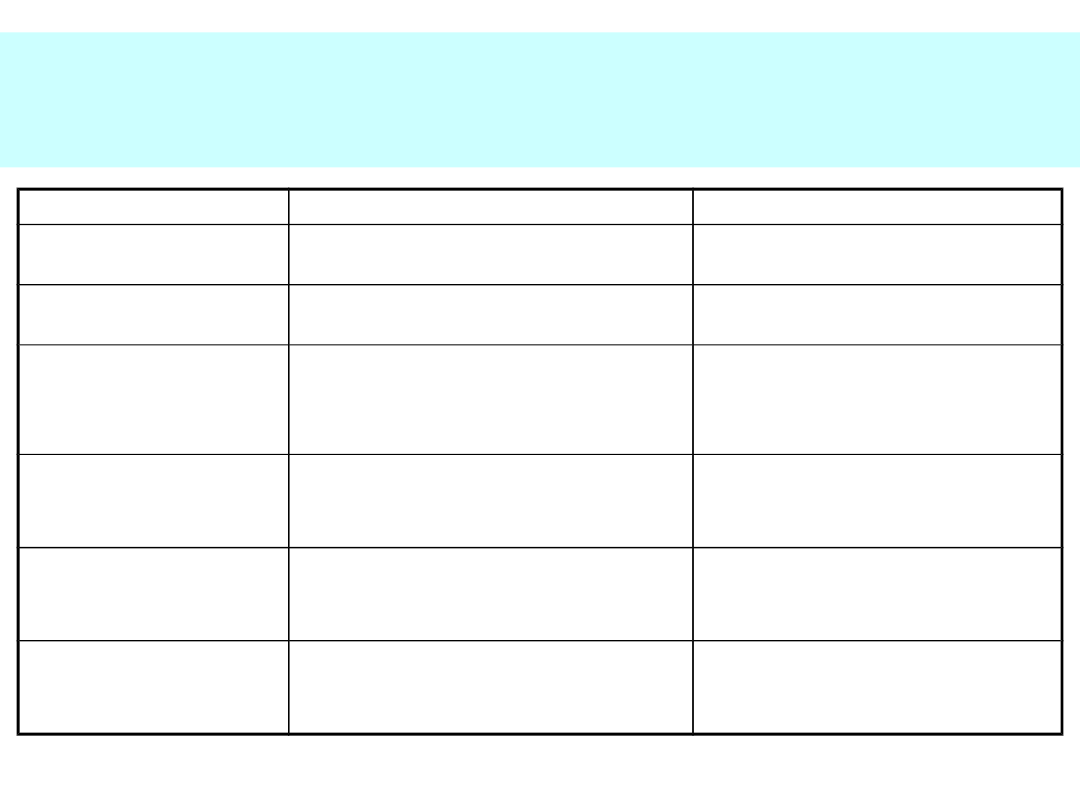
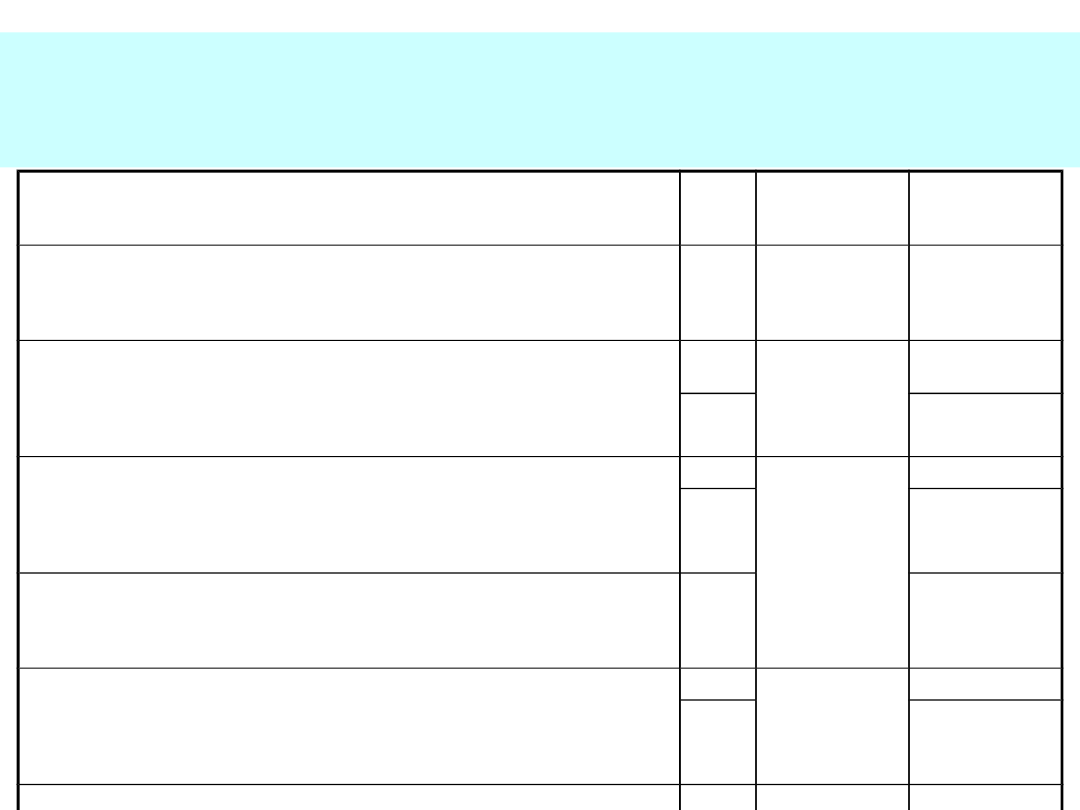
PORÓWNANIE FMEA WYROBU
ORAZ FMEA PROCESU
Wyszczególnienie
FMEA wyrobu
FMEA procesu
Kryterium analizy
Własności funkcjonalne wyrobu
podczas użytkowania
Przebieg procesu
Przedmiot analizy
Cały wyrób, podzespoły, części
Fazy procesów obróbki i
montażu
Pytania na które
udziela się
odpowiedzi
Jakie przyczyny mogą
powodować całkowity lub
częściowy zanik danej funkcji
wyrobu?
Jakie wady (problemy) mogą
się pojawić w danej fazie
procesu i jaki może być ich
wpływ na wady konstrukcji?
Przykłady określeń
wad
Pęknięcie elementu
Brak styku
Brak przepływu medium
Za mała trwałość
Zimny lut
Niewłaściwa masa
Przykłady określeń
przyczyn wad
Błędy w konstrukcji
Błędy obsługi
Wpływ otoczenia
Błędy człowieka
Niewłaściwe metody
Niewłaściwy materiał
Przykłady określeń
skutków
Awaria / zanik funkcji
Zmniejszenie osiągów
Zagrożenie zdrowia / życia
Niezgodność z wymaganiami
Zmniejszona wydajność
Wysokie koszty
ZAKRES OCENY
PRAWDOPODOBIEŃSTWA
ZDARZENIA
• Ocena, czyli wartościowanie
prawdopodobieństwa przy pomocy punktów,
polega na oszacowaniu, w jakim stopniu
doświadczenie wskazuje na nieuchronne bądź
spodziewane wystąpienie problemu.
• Oceniając prawdopodobieństwo wystąpienia
należy zwrócić uwagę na to, że jest ono
badane niezależnie od możliwego znaczenia
usterki od prawdopodobieństwa
wcześniejszego wykrycia przed eksploatacją
lub obróbką.
P- LPW- LICZBA PRIORYTETOWA
WYSTĘPOWANIA
Kryteria
LPW
Częstość
zdarzenia
( na rok)
Częstość
wystąpienia
Bardzo niskie prawdopodobieństwo wystąpienia. Proces jest
pod kontrolą statystyczną, zdolność procesu wynosi co
najmniej x+/-4δ w granicach tolerancji. Nie występują
problemy.
1
Nieprawdop
odobne
1 na 1 000
000
Niskie prawdopodobieństwo wystąpienia. Proces jest pod
kontrolą statystyczną, zdolność procesu wynosi co najmniej
x+/-4δ w granicach tolerancji. Zdarza się rzadko, ale należy
sprawdzić konstrukcję i/lub proces oraz usunąć następstwa
niezgodności.
2
Bardzo
rzadko
Rzadko
1 na 150
000
3
1 na 15 000
Przeciętne prawdopodobieństwo wystąpienia. Proces jest pod
kontrolą statystyczną, zdolność procesu wynosi mniej niż x+/-
4δ w granicach tolerancji. Zdarza się i wynika to z
porównywalnych rozwiązań. Należy zastosować środki
zmierzające do usunięcia słabych punktów procesu.
4
Przeciętnie
1 na 2 000
5
1 na 400
Średnie prawdopodobieństwo wystąpienia, przypadkowe
wystąpienie niezgodności. Proces jest pod kontrolą
statystyczną, zdolność procesu wynosi co najmniej x+/-2,5δ w
granicach tolerancji.
6
1 na 80
Wysokie prawdopodobieństwo wystąpienia, częste defekty.
Proces jest pod kontrolą statystyczną, zdolność procesu
wynosi mniej niż x+/-2,5δ w granicach tolerancji. Powtarza się
stale, konstrukcja i/lub proces muszą być gruntownie
zrewidowane.
7
Często
1 na 20
8
1 na 8
Bardzo duże prawdopodobieństwo wystąpienia. Wcześniej, czy
później wystąpi defekt. Jest prawie pewne, że występuje
poważny błąd w założeniach. Konstrukcja musi być od nowa
przemyślana i inaczej rozwiązana.
9
Bardzo
często
1 na 3
10
1 na 2
ZAKRES OCENY SKUTKÓW
NASTĘPSTW ZDARZENIA
• Ocenie czyli punktacji podlega
prawdopodobieństwo, że klient otrzyma
wadliwy produkt i że na niego zareaguje.
• Ocena skutku powinna uwzględniać jedynie
sam skutek, a nie częstotliwość jego
występowania.
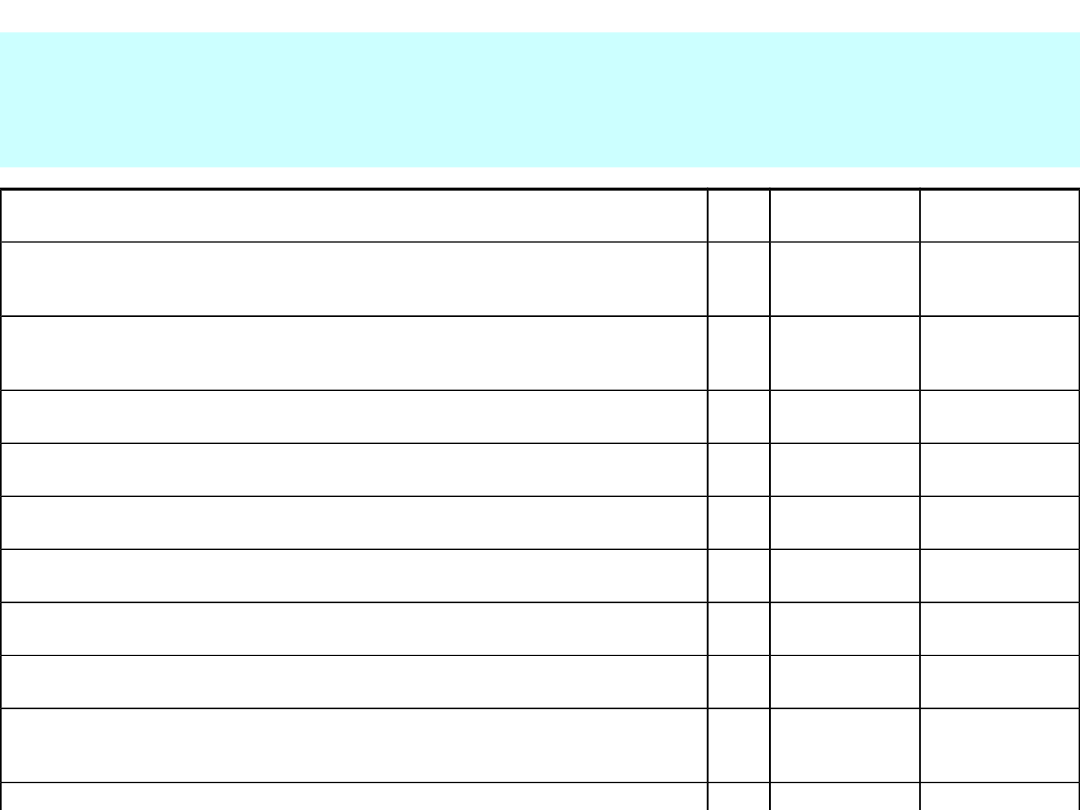
S- LPZ- LICZBA PRIORYTETOWA
ZNACZENIA SKUTKÓW
Kryteria
LPZ
Skutek
Praktycznie żadna usterka, nie mająca konsekwencji w obniżeniu
funkcjonalności produktu, nie zauważona przez klienta.
1
Żaden
Nieznaczna usterka, nie mająca konsekwencji w obniżeniu funkcjonalności
produktu, nie zauważona przez klienta.
2
Bardzo mały
Małe konsekwencje, powodujące tylko nieznaczne utrudnienia dla klienta
wskutek małego obniżenia funkcjonowania produktu - brak elementu.
3
Mały
Bardzo umiarkowana usterka, powodująca utrudnienia dla klienta, jego
niezadowolenie lub utrudnienia z powodu obniżenia funkcjonowania
komponentu.
4
Bardzo
umiarkowany
Umiarkowana usterka, powodująca utrudnienia dla klienta, jego
niezadowolenie lub utrudnienia z powodu obniżenia funkcjonowania
komponentu.
5
Umiarkowany
Odczuwalna usterka, powodująca utrudnienia dla klienta, jego
niezadowolenie lub utrudnienia z powodu obniżenia funkcjonowania
komponentu i wpływ na inne.
6
Odczuwalny
Wysokie niezadowolenie klienta z powodu rodzaju niezgodności. Brak
działania podzespołu lub urządzenia i wpływ na funkcjonowanie innych
elementów.
7
Wysokie
Bardzo wysokie niezadowolenie klienta z faktu brak działania systemu bez
naruszenia bezpieczeństwa.
8
Bardzo wysokie
Bardzo ciężkie konsekwencje usterki, mogące powodować obniżenie
bezpieczeństwa i/lub niezgodność z przepisami. Niebezpieczeństwo braku
funkcjonowania systemu.
9
Bardzo ciężkie
Nadzwyczaj ciężkie konsekwencje usterki, mogące powodować obniżenie
bezpieczeństwa i/lub niezgodność z przepisami. Brak funkcjonowania
systemu.
10
Nadzwyczaj
ciężkie
ZAKRES OCENY
PRAWDOPODOBIEŃSTWA
WYKRYCIA
• Chodzi o wykrycie usterki przed wydaniem
produktu klientowi lub przed przekazaniem
go do dalszej obróbki.
• Punktacja dotyczy skuteczności systemu
kontroli i/lub zabezpieczenia procesu w całym
łańcuchu działań.
• Przyjmujemy założenie, że usterka wystąpiła i
oceniamy skuteczność wszystkich ogniw
kontroli aż do wykrycia usterki.
D- LPO- LICZBA PRIORYTETOWA
PRAWDOPODOBIEŃSTWA
WYKRYCIA
Kryteria
LPO
Wykrywalno
ść
Częstość
wystąpienia
Bardzo niskie prawdopodobieństwo przeoczenia, że produkt z
usterką mógłby zostać wysłany do klienta. Środki kontroli pewnie
wykryją usterkę.
1
Absolutnie
pewne
1 na 1 000
000
Niskie prawdopodobieństwo wykrycia przeoczenia. Usterka jest
widoczna „gołym okiem”. Środki kontroli w wysokim stopniu
wykryją usterkę.
2
Bardzo
wysokie
1 na 150 000
Bardzo niskie prawdopodobieństwo wykrycia przeoczenia. Usterka
może być widoczna „gołym okiem”. Duża szansa wykrycia usterki.
3
Wysoka
1 na 15 000
Relatywnie niskie prawdopodobieństwo wykrycia przeoczenia.
Usterka może być wykryta przez kontrolę działania.
4
Relatywnie
wysoka
1 na 2 000
Mierzalne prawdopodobieństwo wykrycia przeoczenia. Istnieje
realna szansa wykrycia usterki.
5
Mierzalne
1 na 400
Umiarkowane prawdopodobieństwo przeoczenia. Usterka łatwa do
wykrycia przez automatyczną kontrolę lub kontrolę działania.
6
Mała
1 na 80
Bardzo małe prawdopodobieństwo przeoczenia usterki. Wzrokowa
albo ręczna kontrola w 100% zależna od człowieka.
7
Bardzo mała
1 na 20
Prawie niemożliwe wykrycia przeoczenia. Mała możliwość wykrycia
przeoczenia.
8
Prawie
niemożliwa
1 na 8
Wysokie prawdopodobieństwo przeoczenia. Testowanie nie jest
możliwe lub usterka jest ukryta. Proces jest bardzo słabo
kontrolowany
9
Praktycznie
niemożliwe
1 na 3
Absolutnie niemożliwe wykrycie usterki. Środki kontroli, którymi
dysponuje organizacja nie są w stanie wykryć błędu
10
Absolutnie
niemożliwe
1 na 2
WSKAŹNIK OCENY
PRIORYTETU RYZYKA - RPN
• Na podstawie punktacji poszczególnych
elementów ryzyka poszczególnych elementów
ryzyka uwzględniającej wystąpienie (P),
znaczenie (S) i wykrycie (D) usterki oblicza się
dla każdej usterki wskaźnik ryzyka RPN.
• Wskaźnik jest iloczynem punktów przyznanych
oddzielnie za wystąpienie (P), znaczenie (S) i
wykrywalność (D). RPN = PxSxD
• Priorytet ryzyka (RPN) umożliwia
porównywanie różnych niezgodności i
obejmuje skalę:
• od 1 – bez ryzyka,
• 125 – ryzyko średnie,
• do 1000 – ryzyko maksymalne.
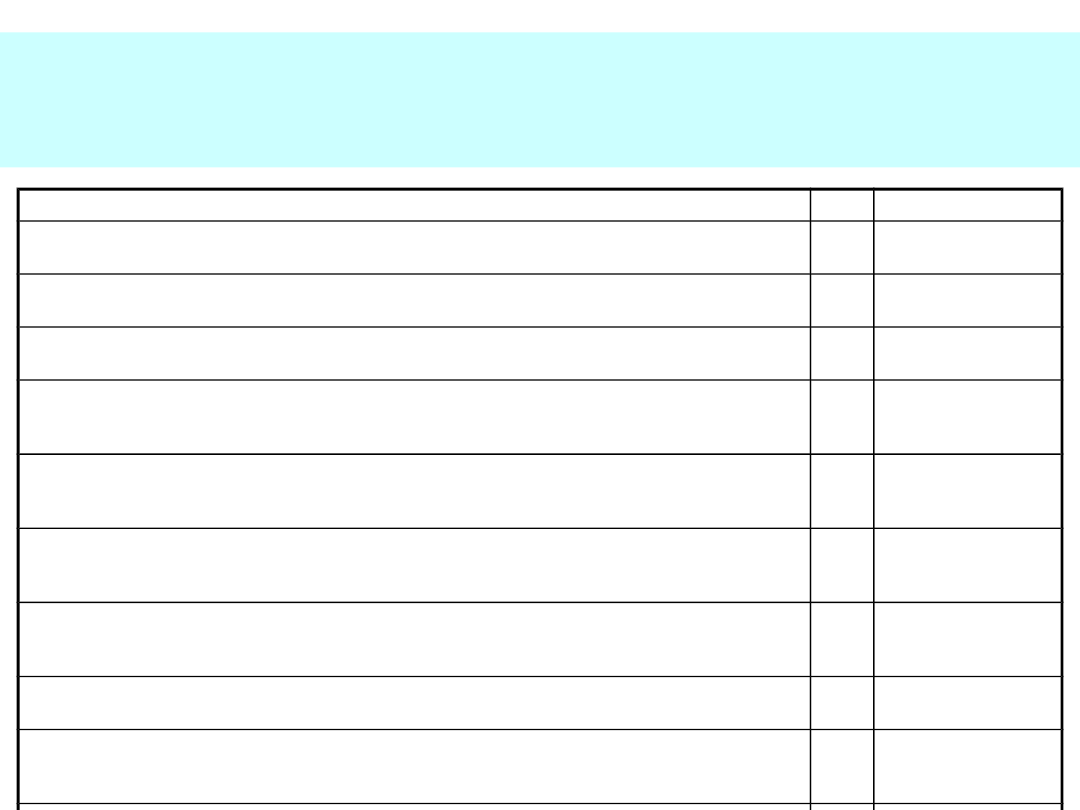
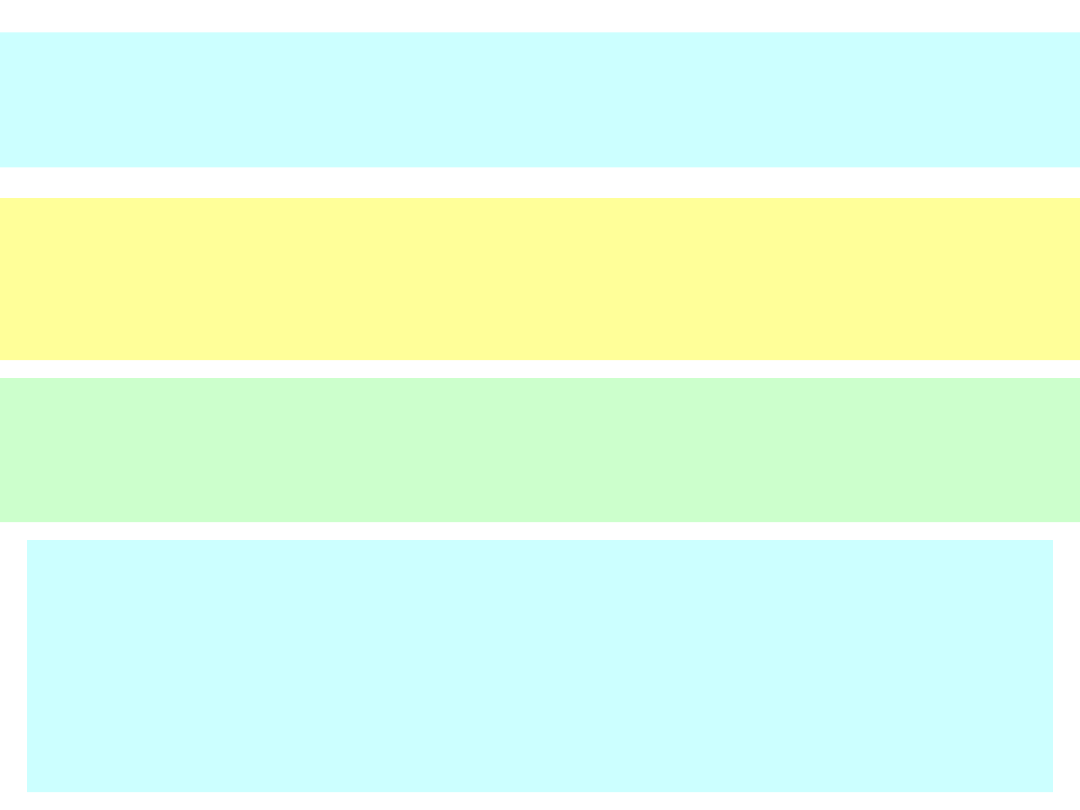
UOGÓNIONA SKALA
NIEZGODNOŚCI RPN
Ocena
Określenie niezgodności
Potrzeba
działania
P
S
D
RP
N
1
1
1
1
Przypadek idealny
Nie
1
1
10
10
Bezpieczne opanowanie problemu
Nie
1
10
1
10
Błąd dociera do klienta
Nie
10
1
1
10
Częsty błąd pewność wykrycia, ale kosztowny
Tak
1
10
10
100
Błąd może przeniknąć do klienta
Tak
10
1
10
100
Częsty błąd, może przeniknąć do klienta
Tak
10
10
1
100
Częsty błąd o dużym znaczeniu
Tak
10
10
10
100
0
Błąd w rozwiązaniach
Tak
P - wystąpienie
S - skutek
D - wykrycie
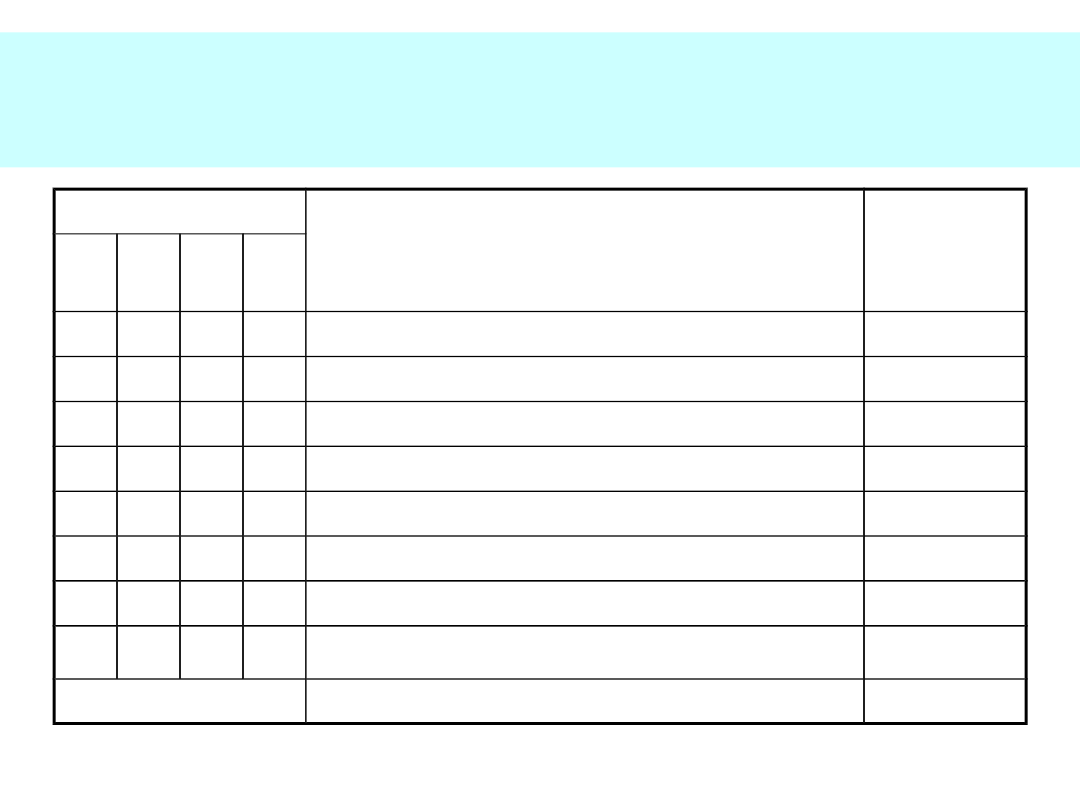
OCENA RYZYKA PROCESU
PRODUKCJI METODĄ FMEA
Potencjalne usterki
Przewidywane skutki
Przyczyny błędów
Kryteria oceny
P
S
D
RPN
1.Termin podpisania umowy i
realizacji zamówienia. (długi
termin pomiędzy
podpisaniem a realizacją)
-mniejszy zysk od
założonego,
- zmiana warunków
technicznych u klienta (inne
warunki, będące
przedmiotem umowy).
-długi okres oczekiwania na
materiały (granulat),
-brak wyznaczonej osoby do
rozplanowania produkcji.
6
3
10
180
2. Przedstawiciel handlowy
nie rozpoznał oczekiwań
klientów.
- opóźnienie w realizacji
zlecenia,
- wycofanie się klienta z
umowy,
- straty finansowe dla firmy.
- brak kompetencji
przedstawiciela handlowego,
- kierownictwo nie jest
świadome kwalifikacji jakie
posiadają pracownicy z
Działu Produkcji.
9
10
3
270
3. Pracownicy sami muszą
starać się o dokumentację
czy kartę produkcji
realizowanego wyrobu.
- zdobyta dokumentacja
techniczna nie zawsze jest
aktualna,
- długi czas realizacji
zlecenia,
- niezadowolenie klienta.
- nieświadomość
kierownictwa,
- zła komunikacja,
- kierownictwo wyższego
szczebla nie orientuje się w
możliwościach Działu
Produkcji.
3
3
5
45
4. Zła koordynacja pomiędzy
„Firmą A” a „Firmą B” w
kwestii realizacji produkcji.
-opóźnienia w realizacji
zlecenia,
- zamówienie złych
opakowań przez „Firmę A”,
-- zdenerwowanie i
niezadowolenie klienta.
- brak dobrej, skutecznej
komunikacji,
- częste kontakty na
poziomie „Firmy A” i „Firmy
B” opierają się
niekompetencji pracowników.
8
2
5
80
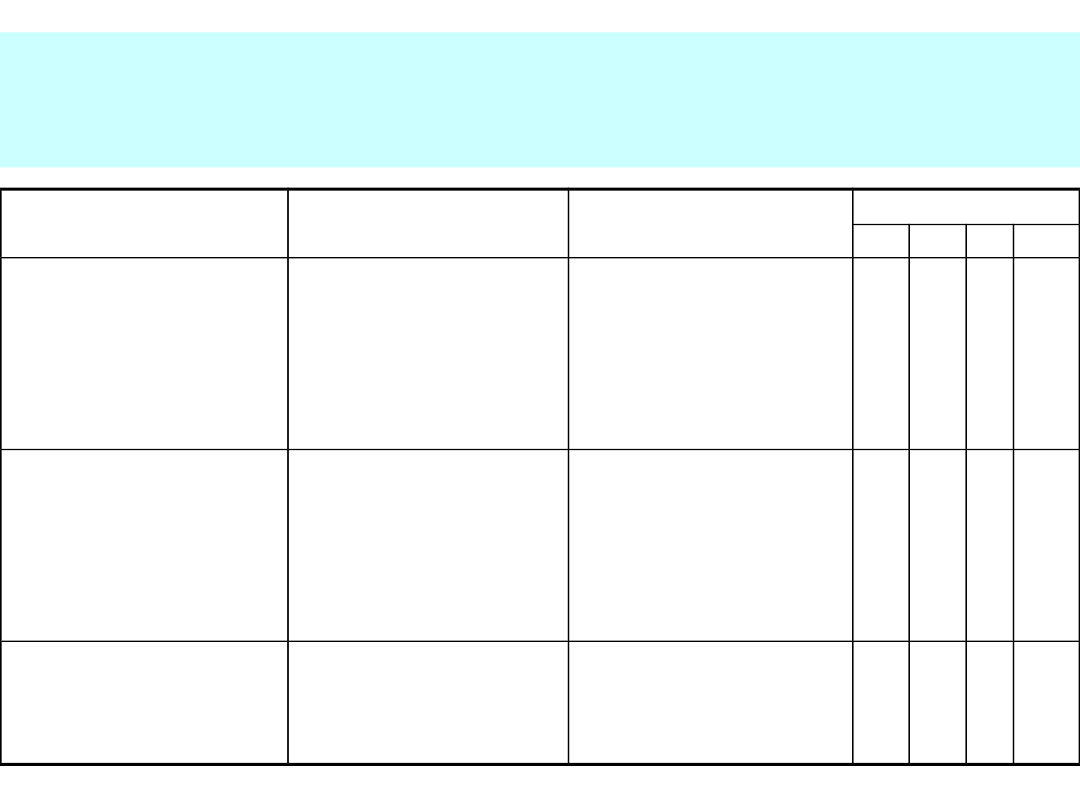
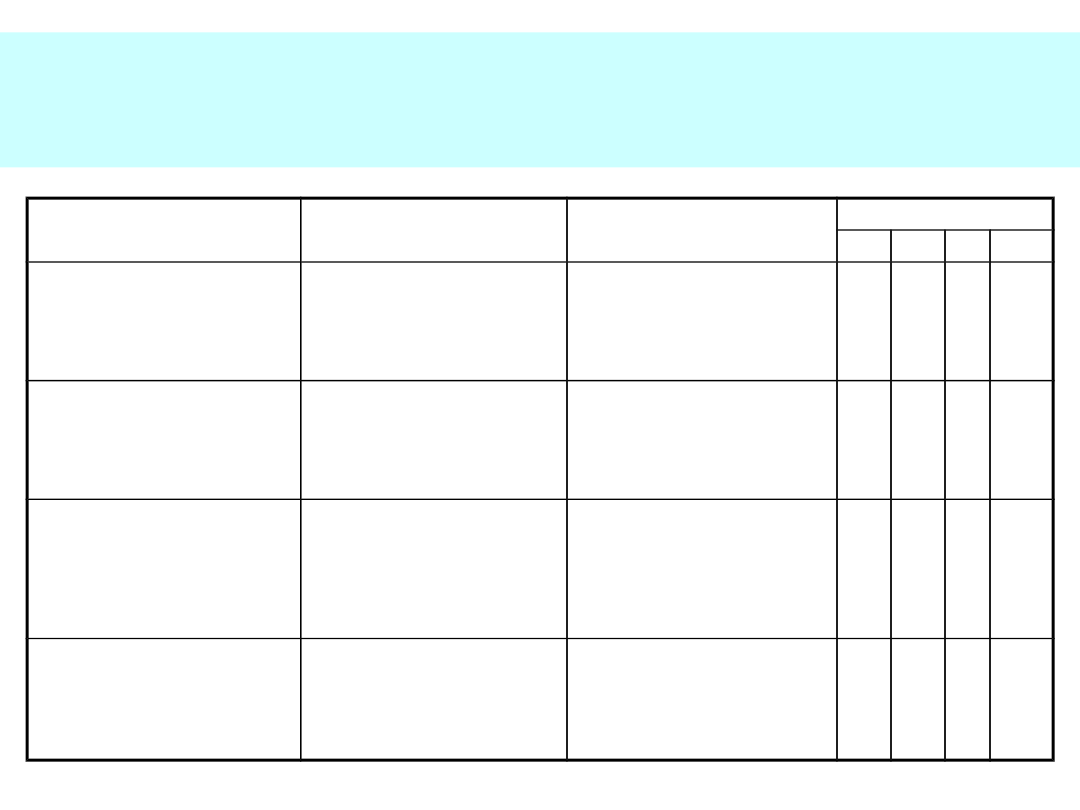
OCENA RYZYKA PROCESU
ZAKUPÓW METODĄ FMEA
Potencjalne usterki
Przewidywane skutki
Przyczyny błędów
Kryteria oceny
P
S
D
RPN
1. Dostawca nie
zagwarantował dostarczenia
półproduktu na czas.
- nie wypełnienie planów
produkcyjnych,
- długi czas realizacji
zamówienia (opóźnienia),
- nie wywiązanie się z umów
zawartych z klientami,
- strata finansowa dla firmy,
- zdenerwowanie i
niezadowolenie klienta.
- brak dostępu do siedzib
dostawców,
- brak optymalnej komunikacji
z dostawcami, dotyczącej
swych wymagań i
terminowości dostawy,
- brak nadzoru najwyższego
kierownictwa nad procesem
zakupu.
5
8
6
240
2. Niedokładnie
zidentyfikowano potrzeby i
specyfikacje wyrobu
zakupywanego.
- nieterminowa dostawa
zamawianego wyrobu,- długi
czas realizacji zlecenia,-
opóźnienia w planach
produkcyjnych.
-nieoznaczenie potrzeb i
kryteriów organizacji
dotyczących zakupionych
wyrobów,
- brak identyfikacji i
identyfikowalności wyrobu
(nowy dostawca),
brak dokumentacji dotyczącej
potrzeb materiałowych i
półproduktów,
4
6
6
144
3. Zła koordynacja między
„Firmą A” a dostawcami w
kwestii oszacowań kosztów
wyrobu kupowanego
(parametry, cena, dostawa).
- mniejszy zysk od założonego
lub jego całkowity brak,
- nieoczekiwana niższa jakość
wyrobu od planowanego.
-zła komunikacja,
-brak historii zamówień
(dokumentacji, zapisów),
-nieefektywne negocjacje,
- brak kontroli.
3
5
5
75
ZAGADNIENIA
• Znaczenie skrótu FMEA
• Skład zespołu zajmującego się FMEA
• Sposób wyboru przedmiotu do analizy FMEA
• Opis rodzaju usterki (niezgodności) w metodzie
FMEA
• Czynniki podlegające wartościowaniu w
metodzie FMEA
• Wartości wskaźnika RPZ dla poziomu średniego
• Dokumenty wykorzystywane w analizie FMEA
BIBLIOGRAFIA
• Braband J.: Beschraenktes Risiko QZ 53 2008
• Karaszewski R.: Total Quality Management.
Toruń 1999
• Muhlemann A.P.: Oakland J.S., Lockyer K.G.,
Zarządzanie, produkcja i usługi, PWN,
Warszawa 1995
• Mueller D.H., Tietjen T.: FMEA Praxis. Das
Komplett-paket fuer TRaining und Anwendung,
Wyd. Hanser 2000.
• Hamarol A., Mantura Wł.: Zarządzanie jakością
PWN Warszawa-Poznań 1998
• Wawak S.: Zarządzanie jakością. Teoria i
praktyka, Wydawnictwo Helikon One Press,
Gliwice 2002
Document Outline
- Slide 1
- TREŚĆ
- CELE I KORZYŚCI STOSOWANIA FMEA
- PRZYCZYNY STOSOWANIA FMEA
- ETAPY PRZEPROWADZENIA FMEA
- PRZYGOTOWANIE ZESPOŁU FMEA
- ZAKRES SELEKCJONOWANIA W METODZIE FMEA
- ZAKRES ANALIZOWANIA IDENTYFIKACJI
- ZAKRES ANALIZOWANIA PRODUKTU
- ZAKRES ANALIZOWANIA PROCESU
- ZAKRES ANALIZOWANIA SPRAWDZIANÓW
- PORÓWNANIE FMEA WYROBU ORAZ FMEA PROCESU
- ZAKRES OCENY PRAWDOPODOBIEŃSTWA ZDARZENIA
- P- LPW- LICZBA PRIORYTETOWA WYSTĘPOWANIA
- ZAKRES OCENY SKUTKÓW NASTĘPSTW ZDARZENIA
- S- LPZ- LICZBA PRIORYTETOWA ZNACZENIA SKUTKÓW
- ZAKRES OCENY PRAWDOPODOBIEŃSTWA WYKRYCIA
- D- LPO- LICZBA PRIORYTETOWA PRAWDOPODOBIEŃSTWA WYKRYCIA
- WSKAŹNIK OCENY PRIORYTETU RYZYKA - RPN
- UOGÓNIONA SKALA NIEZGODNOŚCI RPN
- OCENA RYZYKA PROCESU PRODUKCJI METODĄ FMEA
- OCENA RYZYKA PROCESU ZAKUPÓW METODĄ FMEA
- ZAGADNIENIA
- BIBLIOGRAFIA
Wyszukiwarka
Podobne podstrony:
ORG STA41 7 03 10B
ORG STA31 1 03 10B
PRO OBS42 1 03 10B
WIZ OBS22 2 03 10B
UJE PRO213 2 03 10B
MOD KOA 7 03 10B
Met. oceny proj. inwest.-zadania 03.2009
03 PEiM Met opisu ukł elektr doc (2)
elektro info projekt 2007 03 rys 10b
Edukacja plastyczna z met 6.03, Pedagogika, Studia, PWiPP
06 24 03 2010 met bad ped
05 17 03 2010 met bad ped
04 10 03 2010 met bad ped
elektro info projekt 2007 03 rys 10b
03 03 03 2010 met bad ped
Met nauk społ 09 03, 20 04, 11 05, 1
07 31 03 2010 met bad ped
09 03 2010 met bad ped ćwiczenia
więcej podobnych podstron