„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Piotr Zarębski
Wykonywanie elementów przedmiotów ortopedycznych
z tworzyw sztucznych 322[13].Z1.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr Zbigniew Kaźmierak
dr n med. Marcin Pencuła
Opracowanie redakcyjne:
mgr inż. Piotr Zarębski
Konsultacja:
mgr Ewa Łoś
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 322[13].Z1.06
„Wykonywanie elementów przedmiotów ortopedycznych z tworzyw sztucznych”, zawartego
w modułowym programie nauczania dla zawodu technik ortopeda.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1. Klasyfikacja tworzyw sztucznych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Otrzymywanie polimerów i ich struktura
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
15
4.2.3. Ćwiczenia
16
4.2.4. Sprawdzian postępów
16
4.3. Tworzywa termoplastyczne, elastomery, silikony
17
4.3.1. Materiał nauczania
17
4.3.2. Pytania sprawdzające
22
4.3.3. Ćwiczenia
22
4.3.4. Sprawdzian postępów
23
4.4. śywice syntetyczne
24
4.4.1. Materiał nauczania
24
4.4.2. Pytania sprawdzające
29
4.4.3. Ćwiczenia
29
4.4.4. Sprawdzian postępów
30
4.5. Wykonywanie laminatów
31
4.5.1. Materiał nauczania
31
4.5.2. Pytania sprawdzające
33
4.5.3. Ćwiczenia
33
4.5.4. Sprawdzian postępów
34
4.6. Zastosowanie tworzyw sztucznych w rozwiązaniach konstrukcyjnych
przedmiotów ortopedycznych
35
4.6.1. Materiał nauczania
35
4.6.2. Pytania sprawdzające
37
4.6.3. Ćwiczenia
38
4.6.4. Sprawdzian postępów
39
4.7. Wytwarzanie elementów przedmiotów ortopedycznych z tworzyw sztucznych
40
4.7.1. Materiał nauczania
40
4.7.2. Pytania sprawdzające
48
4.7.3. Ćwiczenia
49
4.7.4. Sprawdzian postępów
50
4.8. Powłoki ochronne z tworzyw sztucznych
51
4.8.1. Materiał nauczania
51
4.8.2. Pytania sprawdzające
54
4.8.3. Ćwiczenia
54
4.8.4. Sprawdzian postępów
55
5.
Sprawdzian osiągnięć
56
6.
Literatura
61

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o podstawowych rodzajach
tworzyw sztucznych, ich otrzymywaniu i właściwościach oraz zastosowaniu przy produkcji
przedmiotów ortopedycznych.
W poradniku zamieszczono:
–
wymagania wstępne – wykaz umiejętności jakie powinieneś posiadać, aby bez
problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie opanujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań, których zaliczenie potwierdzi
opanowanie wiadomości i umiejętności określone w programie jednostki modułowej,
–
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
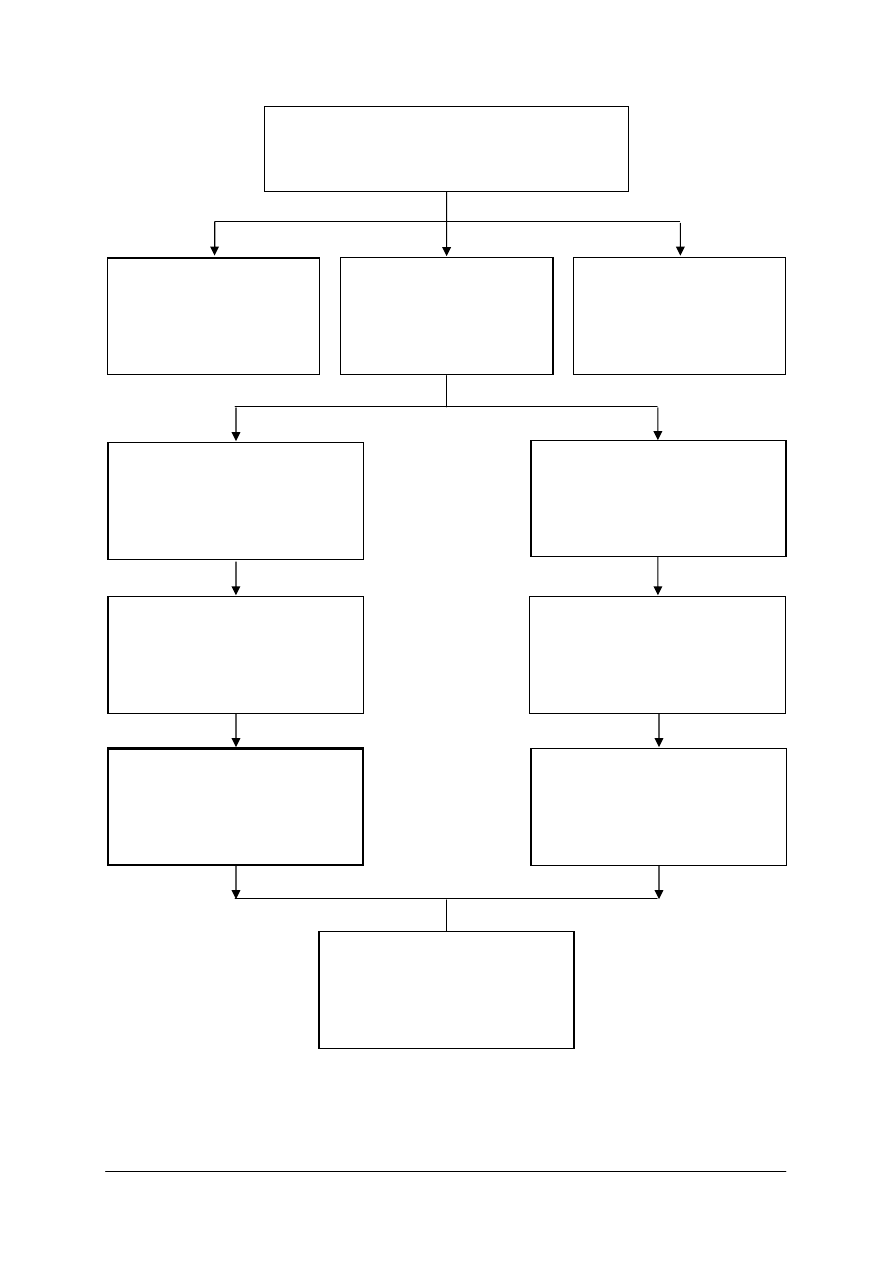
Schemat układu jednostek modułowych
322[13].Z1
Podstawy wytwarzania przedmiotów
ortopedycznych
322[13].Z1.03
Użytkowanie urządzeń
elektrycznych
i sterowanych
automatycznie
322[13].Z1.01
Poslugiwanie się
dokumentacją techniczną
322[13].Z1.02
Wykonywanie obróbki
ręcznej i mechanicznej
materiałów
322[13].Z1.04
Wykonywanie elementów
przedmiotów ortopedycznych
z materiałów metalowych
322[13].Z1.07
Wykonywanie elementów
przedmiotów ortopedycznych
z materiałów włókienniczych
322[13].Z1.05
Wykonywanie elementów
przedmiotów ortopedycznych
z drewna
322[13].Z1.08
Wykonywanie elementów
przedmiotów ortopedycznych
ze skóry
322[13].Z1.06
Wykonywanie elementów
przedmiotów ortopedycznych
z tworzyw sztucznych
322[13].Z1.09
Wykonywanie odlewów
gipsowych w technice
ortopedycznej
322[13].Z1.10
Dobieranie konstrukcji
mieszanych w protetyce
ortopedycznej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
korzystać z różnych źródeł informacji,
–
posługiwać się symbolami chemicznymi,
–
zapisywać reakcje chemiczne,
–
opisywać sposoby przerobu ropy naftowej, gazu ziemnego i węgla kamiennego oraz
powstające w ich wyniku produkty,
–
posługiwać się dokumentacją techniczną,
–
wykonywać obróbkę ręczną i mechaniczną materiałów,
–
użytkować urządzenia elektryczne i sterowane automatycznie,
–
współpracować w grupie,
–
przestrzegać przepisów bezpieczeństwa i higieny pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować tworzywa sztuczne,
−
scharakteryzować proces otrzymywania polimerów i ich strukturę,
−
scharakteryzować tworzywa termoplastyczne, elastomery i silikony oraz żywice
syntetyczne,
−
posłużyć się urządzeniami, aparaturą, narzędziami i przyborami do wykonania laminatów
i tworzyw sztucznych,
−
wykonać laminowanie elementów przedmiotów ortopedycznych,
−
zastosować tworzywa sztuczne do produkcji przedmiotów ortopedycznych i sprzętu
rehabilitacyjnego,
−
wykonać z tworzyw sztucznych proste elementy i przedmioty,
−
wykonać powłoki ochronne z tworzyw sztucznych,
−
zabezpieczyć i zmagazynować materiały i wyroby z tworzyw sztucznych,
−
wykonać pracę zgodnie z przepisami bezpieczeństwa i higieny pracy oraz ochrony
przeciwpożarowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Klasyfikacja tworzyw sztucznych
4.1.1. Materiał nauczania
Nazwą „tworzywa sztuczne” obejmuje się tę grupę materiałów, których podstawowym
składnikiem są syntetyczne lub półsyntetyczne organiczne związki wielkocząsteczkowe.
Produkowane początkowo jako materiały zastępujące deficytowe tworzywa naturalne,
wkrótce stały się materiałami pełnowartościowymi, posiadającymi wiele cennych zalet, jakich
nie wykazują tworzywa naturalne. Dynamiczny rozwój przemysłu tworzyw sztucznych
obserwuje się zwłaszcza w ostatnim pięćdziesięcioleciu. Wyraża się on nie tylko
w ilościowym wzroście produkcji tworzyw, ale przede wszystkim w szybkim rozszerzeniu ich
asortymentu czy to na drodze wynalazków nowych tworzyw, czy też modyfikacji właściwości
tworzyw już znanych. Motorem tych procesów jest z jednej strony szybki rozwój techniki,
stwarzający zapotrzebowanie na tworzywa o określonych właściwościach, z drugiej zaś
postępy nauk chemicznych umożliwiające dokonywanie nowych syntez.
Tworzywa sztuczne, zwane także plastomerami, są tworzywami na podstawie polimerów
syntetycznych, otrzymywanych w wyniku polireakcji z produktów chemicznej przeróbki
węgla, ropy naftowej i gazu ziemnego lub polimerów naturalnych, uzyskiwanych przez
chemiczną modyfikację produktów pochodzenia naturalnego (celuloza, kauczuk, białko).
Zwykle zawierają określone dodatki barwników lub pigmentów, katalizatorów, napełniaczy,
zmiękczaczy, utleniaczy itd.
Koniecznym staje się, zatem usystematyzowanie dużej grupy znanych już tworzyw
sztucznych. Kryteria podziału mogą być różne, dlatego też nie istnieje na razie jednolity,
ogólnie przyjęty system klasyfikacyjny.
Najczęściej stosowane są dwie klasyfikacje: chemiczna i technologiczna.
Klasyfikacja chemiczna
Klasyfikacja chemiczna przyjmuje pochodzenie i sposób otrzymywania tworzyw za
kryterium podziału. Rozdziela je, więc najpierw na dwie nierówne grupy: tworzywa naturalne
modyfikowane, stanowiące ok. 5% ogólnej produkcji tworzyw sztucznych, oraz tworzywa
sztuczne pełnosyntetyczne, które stanowią resztę, a więc ok. 95°/o produkcji tych materiałów.
Tworzywa naturalne modyfikowane, zwane również półsyntetycznymi, są wytwarzane na
drodze przeróbki chemicznej naturalnych wielkocząsteczkowych związków, bez naruszenia
struktury łańcuchów węglowych tych związków.
Zależnie od rodzaju surowców dzieli się je na:
–
tworzywa celulozowe, wśród których rozróżnia się pochodne celulozy i celulozę
regenerowaną (celofan, sztuczny jedwab, celuloid, folie),
–
tworzywa kauczukowe, pochodne kauczuku naturalnego,
–
tworzywa białkowe (galalit, włókna białkowe i kleje).
Tworzywa sztuczne pełnosyntetyczne dzieli się zależnie od rodzaju polireakcji, jaka
zachodzi przy ich wytwarzaniu, na:
−
tworzywa polimeryzacyjne (polietylen, polipropylen, polistyren, polichlorek winylu,
polioctan winylu, poliizobutylen, polimetakrylany i policzterofluoroetylen),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
−
tworzywa polikondensacyjne (fenoplasty i aminoplasty, poliamidy, poliestry,
poliwęglany i silikony),
−
tworzywa poliaddycyjne (poliuretany i żywice epoksydowe).
Polimeryzacja jest polireakcją łańcuchową, zachodzącą dzięki obecności wiązań
nienasyconych lub na skutek rozerwania nietrwałego pierścienia monomeru, bez wydzielania
produktów ubocznych i bez przegrupowania atomów. Tą metodą otrzymuje się m.in.
polichlorek winylu, polistyren, polioctan winylu, polimetakrylan metylu i polietylen.
Polikondensacja
polega
na
stopniowej
kondesacji
monomerów
i
zachodzi
z wydzieleniem produktów ubocznych. W związku z tym skład chemiczny polikondensatu
różni się od składu chemicznego monomeru. W wyniku polikondensacji otrzymuje się żywice
fenolowe, aminowe, poliestrowe oraz większość poliamidów.
Poliaddycja jest polireakcją stopniową podobnie jak polikondensacja, ale bez wydzielania
produktów ubocznych. Często natomiast towarzyszy jej przemieszczenie atomu wodoru
w monomerze, przez co budowa meru w polimerze różni się od budowy monomeru.
Przykładem poliaddycji jest otrzymywanie żywic epoksydowych i poliuretanów.
Klasyfikacja technologiczna
Klasyfikacja chemiczna nie uwzględnia właściwości tworzyw, nie jest, więc użyteczna
w przetwórstwie tworzyw. Dlatego też często stosowana jest klasyfikacja technologiczna,
w której jako kryterium podziału bierze się pod uwagę właściwości użytkowe
i technologiczne tworzyw.
Przede wszystkim rozróżnia się tu 2 grupy tworzyw, różniących się pewnymi
właściwościami mechanicznymi: elastomery i plastomery.
Elastomery to tworzywa, które w normalnej temperaturze wykazują odkształcenie
elastyczne, powyżej 100% czyli tworzywa, które po dużym odkształceniu wykazują zdolność
prawie natychmiastowego powrotu do postaci pierwotnej (trudno je np. zerwać – należą do
nich kauczuk naturalny oraz wszelkie kauczuki syntetyczne).
Plastomery to tworzywa, które w temperaturze pokojowej ulegają nieznacznym
odkształceniom elastycznym (poniżej 100%), natomiast odkształcają się plastycznie lub
ulegają takim zmianom, jak rozerwanie czy pękanie. Do tej grupy zalicza się wszystkie
pozostałe tworzywa, niebędące elastomerami - a ich wspólnymi cechami są: niewielka
gęstość, elektroizolacyjność, dość dobre właściwości mechaniczne, spawalność, możliwość
klejenia, duża gładkość powierzchni i estetyczny wygląd.
Plastomery dzielą się na tworzywa:
−
termoplastyczne,
−
termoutwardzalne,
−
chemoutwardzalne.
Tworzywa termoplastyczne (termoplasty) pod wpływem ogrzewania do określonej
temperatury stają się plastyczne, po oziębieniu zaś twardnieją. Proces ten jest odwracalny.
Jest to z punktu widzenia technologii przetwórstwa tworzyw cecha bardzo istotna, gdyż
w stanie plastycznym łatwo można z tych tworzyw formować wyroby o dowolnych
kształtach, które utrwala się następnie przez oziębienie. Zmiany temperatury prowadzą
zasadniczo tylko do zmian cech fizycznych tworzyw termoplastycznych, w niewielkim tylko
stopniu do zmian chemicznych. Proces formowania może być zatem powtarzany
wielokrotnie, a odpady produkcyjne i wyroby zużyte mogą stanowić surowiec wtórny

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
przydatny do powtórnego procesu przetwórczego. Tworzywa termoplastyczne stanowią dużą
grupę tworzyw, gdyż zalicza się do nich wszystkie tworzywa polimeryzacyjne oraz niektóre
polikondensacyjne, a także kilka tworzyw pochodnych celulozy.
Tworzywa
termoutwardzalne
(duroplasty)
zachowują
się
w
podwyższonych
temperaturach inaczej niż termoplastyczne; najpierw miękną i w tym stanie dają się
formować, następnie jednak zachodzą procesy sieciowania, w wyniku których tworzywa stają
się twarde, nietopliwe i nierozpuszczalne. Nie mogą być więc powtórnie formowane.
Do tej grupy tworzyw należą feno - i aminoplasty.
Tworzywa chemoutwardzalne wymagają do utwardzenia dodatku odpowiednich
substancji chemicznych zwanych utwardzaczami. Substancje te, przyłączając się do
cząsteczek żywicy, tworzą między nimi mostki sieciujące cały układ. Reakcje te zachodzą już
w temperaturze pokojowej, przebiegają jednak znacznie szybciej w temperaturze
podwyższonej. Wyrobów uformowanych z tworzyw chemoutwardzalnych nie można
powtórnie formować. Do żywic tej grupy należą np. żywice epoksydowe i nienasycone
żywice poliestrowe.
Inne podziały tworzyw sztucznych
Tworzywa sztuczne jako przedmiot obrotu handlowego mogą mieć postać żywic,
tłoczyw lub półproduktów.
śywice
Występują zwykle w postaci ciekłej. Mogą zawierać rozmaite dodatkowe substancje
podnoszące właściwości użytkowe żywic, zgodnie z ich przeznaczeniem. Wśród żywic
technicznych wyróżnić:
−
żywice lane służące do wytwarzania odlewów,
−
żywice przeznaczone do formowania przedmiotów skorupowych, wzmocnionych
włóknem szklanym,
−
żywice klejowe,
−
żywice powłokowe do wytwarzania powłok antykorozyjnych,
−
żywice impregnacyjne,
−
żywice dla przemysłu odlewniczego do wytwarzania rdzeni.
Tłoczywa
Służą do formowania wyrobów w warunkach podwyższonej temperatury i ciśnienia. Jako
podstawowy składnik zawierają żywice termoplastyczne lub termoutwardzalne.
Tłoczywa termoplastyczne, zwane również granulatem, zawierają zwykle niewielki
dodatek środków pomocniczych. Wytwarza się z nich przedmioty metodą wtrysku lub
wytłaczania.
Tłoczywa termoutwardzalne zawierają zazwyczaj oprócz żywicy dużą ilość środków
pomocniczych, przede wszystkim napełniaczy, a także plastyfikatorów, pigmentów itp.
Tłoczywa te przetwarza się metodą prasowania, a wyroby gotowe noszą nazwę wyprasek.
Półprodukty są dostarczane w różnych postaciach, np. jako błony, folie, płyty, rury, pręty,
węże. Płyty, rury i pręty mogą być również wykonane z laminatów.
Laminaty
Czyli wyroby warstwowe, są otrzymywane z wielu warstw nośnika nasyconego żywicą
termo- lub chemoutwardzalną i złączonych w jedną całość, zwykle przez sprasowanie
w odpowiedniej temperaturze. Jako nośnik stosowane są arkusze papieru, tkaniny bawełniane,
z włókna szklanego itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Folie
Są otrzymywane metodą wytłaczania, kalandrowania lub odlewania i mają postać arkuszy lub
ciągłych taśm albo rękawa.
Tworzywa sztuczne według typów użyteczności dzielą się na tworzywa konstrukcyjne
o dostatecznej twardości i wytrzymałości mechanicznej, tworzywa zmiękczone, które nie
zachowują trwale nadanych im kształtów, lecz zachowują swoje wymiary i są dostatecznie
wytrzymałe na rozciąganie (np. folie, sztuczne skóry), tworzywa porowate, które dzielą się na
miękkie (plastyczne) i twarde (sztywne), przeznaczone na izolacje cieplne i akustyczne,
tworzywa adhezyjne, tj. kleje i kity, tworzywa powłokowe, tj. wyroby lakierowe i na powłoki
specjalne oraz tworzywa włókiennicze, przeznaczone do wyrobu włókien syntetycznych.
Rozróżnia się tworzywa konstrukcyjne, do wyrobu przedmiotów użytkowych (w postaci
tłoczyw, czyli proszków do prasowania, żywic lanych, płyt, folii, laminatów itd.), tworzywa
adhezyjne, do łączenia różnych materiałów (kleje, kity, cementy), tworzywa impregnacyjne
(do uszlachetniana drewna, papieru i tkanin) oraz tworzywa powłokowe do ochronnego lub
dekoracyjnego pokrywania gotowych wyrobów.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to są tworzywa sztuczne?
2.
Jak dzielimy tworzywa sztuczne ze względu na proces ich powstawania?
3.
Co to są plastomery i elastomery?
4.
Podaj klasyfikację tworzyw sztucznych ze względu na właściwości fizyczne
i technologiczne?
5.
Jak dzielimy tworzywa sztuczne ze względu na ich zastosowanie?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj klasyfikacji tworzyw sztucznych ze względu na pochodzenie i sposób
otrzymywania, właściwości użytkowe i technologiczne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych kryteria klasyfikacji tworzyw sztucznych,
2)
opracować podział tworzyw biorąc pod uwagę skład chemiczny,
3)
opracować klasyfikację technologiczną tworzyw sztucznych,
4)
dokonać podziału tworzyw sztucznych według typów użyteczności.
5)
podać przykłady zastosowania tworzyw sztucznych.
Wyposażenie stanowiska pracy:
–
katalogi tworzyw sztucznych,
–
próbki tworzyw sztucznych,
–
papier formatu A4, długopis,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Ćwiczenie 2
Dokonaj podziału tworzyw sztucznych biorąc pod uwagę postacie handlowe tworzyw.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych kryteria klasyfikacji tworzyw sztucznych,
2)
opracować podział tworzyw biorąc pod uwagę obrót handlowy,
3)
scharakteryzować poszczególne rodzaje tworzyw dopuszczone do obrotu handlowego.
Wyposażenie stanowiska pracy:
–
katalogi tworzyw sztucznych,
–
próbki tworzyw sztucznych,
–
papier formatu A4, długopis,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
podać definicje tworzyw sztucznych?
2)
dokonać podziału tworzyw sztucznych ze względu na proces ich
powstawania?
3)
wyjaśnić co to są plastomery i elastomery?
4)
przedstawić klasyfikacje tworzyw sztucznych ze względu na ich
właściwości fizyczne i technologiczne?
5)
przedstawić podział tworzyw sztucznych ze względu na ich
zastosowanie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2.
Otrzymywanie polimerów i ich struktura
4.2.1. Materiał nauczania
Polimery są substancjami złożonymi z makrocząsteczek, charakteryzujących się
regularnym lub nieregularnym powtarzaniem się w nich ugrupowań atomów, zwanych
monomerami, jednego lub kilku rodzajów.
Polimery otrzymuje się w reakcjach łączenia ze sobą pojedynczych cząsteczek prostych
związków, zwanych monomerami, w długie łańcuchy. Reakcje te dzielą się na dwie
podstawowe grupy: reakcje polimeryzacji i polikondensacji.
Reakcją polimeryzacji nazywamy proces łączenia się cząsteczek monomeru w łańcuch,
któremu nie towarzyszy powstawanie żadnych produktów ubocznych. Typowym przykładem
jest reakcja polimeryzacji etylenu:
nCH
2
= CH
2
→…..CH
2
─CH
2
─CH
2
─CH
2
─CH
2
─CH
2
─…….
Etylen
Polietylen
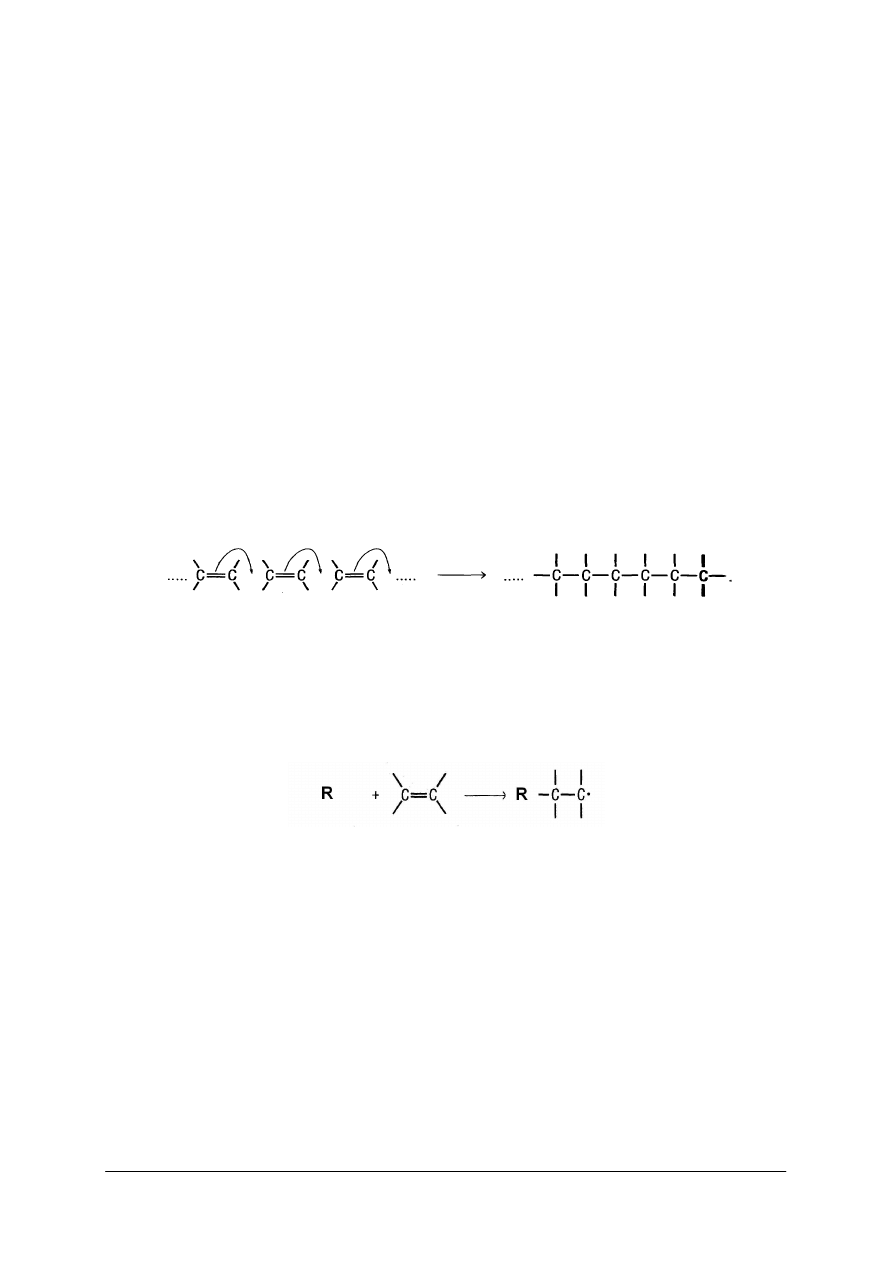
W reakcjach polimeryzacji wiązanie pomiędzy dwoma merami tworzy się najczęściej
kosztem rozerwania wiązania podwójnego C=C lub C=O. Można to przedstawić
następującym schematem:
Reakcje polimeryzacji mogą przebiegać zgodnie z wieloma różnymi mechanizmami.
Jeden - polimeryzacja rodnikowa – przebiega w następujący etapach:
−−−−
wytworzenie rodników inicjujących polimeryzację – mogą to być bardzo różne związki
chemiczne, które pod wpływem promieniowania (np. nadfioletowego), wysokiej
temperatury lub odpowiednich reagentów wytwarzają wolne rodniki,
−−−−
przyłączenie rodnika inicjującego do cząsteczki monomeru,
−−−−
wydłużanie łańcucha ( rodnik reaguje z kolejnymi cząsteczkami monomeru, wydłużając
łańcuch polimeru,
−−−−
zakończenie łańcucha, łańcuch mógłby rosnąć w nieskończoność – jednak następuje jego
przerwanie np. na skutek przyłączenia innego rodnika.
Drugą możliwością tworzenia wiązań pomiędzy merami jest wykorzystanie w tym celu
reakcji otwierania pierścieni. Przykładem tego typu reakcji jest metoda produkcji stylonu -
włókna syntetycznego należącego do grupy poliamidów.
Reakcje polikondensacji charakteryzują się tym, że powstają w nich proste produkty
uboczne, najczęściej woda. W ten sposób powstaje na przykład łańcuch polipeptydowy
z aminokwasów. Wiązanie łączące dwa mery powstaje tu w wyniku kondensacji dwóch grup
funkcyjnych, które mogą ze sobą reagować.
Polimery o budowie łańcuchowej, otrzymane w reakcjach polimeryzacji lub
polikondensacji, poddaje się często, w celu poprawienia ich właściwości użytkowych,
procesowi sieciowania. Sieciowaniu można poddawać te polimery, których łańcuchy
zawierają reaktywne grupy funkcyjne lub wiązania wielokrotne. W wyniku ogrzewania tych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
polimerów z odpowiednimi związkami, zwanymi utwardzaczami, następuje łączenie się
łańcuchów ze sobą, prowadzące do powstania jeszcze większych cząsteczek.
Właściwości fizyczne polimerów wynikają przede wszystkim z bardzo dużych mas
cząsteczkowych tych substancji. Masy te przekraczają na ogół 10 000 u, a mogą osiągać
nawet kilkadziesiąt milionów u. Należy przy tym zdawać sobie sprawę z faktu, że niemal
wszystkie polimery, z jakimi mamy do czynienia, nie są indywidualnymi związkami, lecz
mieszaninami związków różniących się długością łańcucha. Większość polimerów to
substancje stałe o różnej twardości, elastyczności, wytrzymałości mechanicznej i cieplnej,
barwie itd. Szczególnie ważne z praktycznego punktu widzenia jest zachowanie się
polimerów podczas ogrzewania. Polimery, które ulegają stopieniu w temperaturze niższej od
temperatury ich rozkładu, noszą nazwę polimerów termoplastycznych. Należy do nich
większość polimerów otrzymywanych w reakcjach polimeryzacji. Wyroby z nich można
formować przez odlewanie, wytłaczanie lub wtryskiwanie pod ciśnieniem do odpowiednich
form.
Wyroby z polimerów, których nie można stopić, otrzymuje się w wyniku polimeryzacji
lub polikondensacji dwustopniowej. Najpierw otrzymuje się polimer o stosunkowo małej
masie cząsteczkowej, zwany żywicą, będący na ogół cieczą o dużej lepkości. Po wlaniu
żywicy do formy poddaje się ją procesowi dalszej polimeryzacji lub polikondensacji oraz
często także procesom sieciowania, prowadzącym do jej utwardzenia. Polimery tego typu
noszą nazwę termoutwardzalnych lub chemoutwardzalnych, w zależności od sposobu
utwardzania żywicy.
Ze względu na budowę makrocząsteczki dzielą się na: liniowe, rozgałęzione, usieciowane
(trójwymiarowe). Pierwsze powstają z cząsteczek dwufunkcyjnych, a ich długość jest
100÷1000 razy większa od ich średnicy. Makrocząsteczki rozgałęzione powstają z cząsteczek
dwufunkcyjnych oraz z nieznacznej liczby monomerów, trójfunkcyjnych lub przypadkowych
zanieczyszczeń, ewentualnie na skutek ubocznych reakcji w łańcuchu głównym.
Makrocząsteczki
usieciowane,
o
złożonym
układzie
trójwymiarowym,
powstają
z monomerów dwu lub więcej funkcyjnych, w wyniku wytworzenia poprzecznych powiązań
między łańcuchami. Budowa makrocząsteczek w istotny sposób wpływa na właściwości
polimerów.
Polimery o makrocząsteczkach liniowych lub rozgałęzionych zachowują spójność dzięki
działaniu sił przyciągania Van der Waalsa, proporcjonalnych do masy cząsteczkowej lub
długości łańcucha. W rezultacie polimery składające się z cząsteczek o odpowiednio długich
łańcuchach są ciałami stałymi, o tym większej wytrzymałości i twardości, im dłuższe są
łańcuchy, a polimery składające się z łańcuchów krótkich są substancjami ciekłymi.
W przypadku makrocząsteczek usieciowanych o właściwościach decyduje stopień
usieciowania.
Mała
liczba
usieciowań
nadaje
polimerowi
dużą
elastyczność,
nierozpuszczalność, ale zdolność pęcznienia w rozpuszczalnikach. Duża liczba usieciowań
powoduje zwiększenie sztywności, nietopliwość i brak pęcznienia.
Polimery ze względu na strukturę można podzielić na całkowicie bezpostaciowe oraz na
częściowo bezpostaciowe, a częściowo krystaliczne. Polimery krystalizują dość trudno
i zwykle obok uporządkowanych obszarów krystalicznych zawierają obszary bezpostaciowe.
Zdolność polimeru do krystalizacji zależy od chemicznej i geometrycznej budowy
makrocząsteczki oraz od wielkości sił międzycząsteczkowych. Im prostsza i bardziej
regularna jest budowa cząsteczek i im większe są siły międzycząsteczkowe, tym polimer
łatwiej krystalizuje.
Polimery o budowie krystalicznej mają większą gęstość, sztywność i wyższą temperaturę
mięknięcia w stosunku do polimerów bezpostaciowych. Zależnie od warunków krystalizacji
polimer może mieć różny stopień krystaliczności, a także krystality różnej wielkości
i kształtu, co w oczywisty sposób wpływa na jego właściwości.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
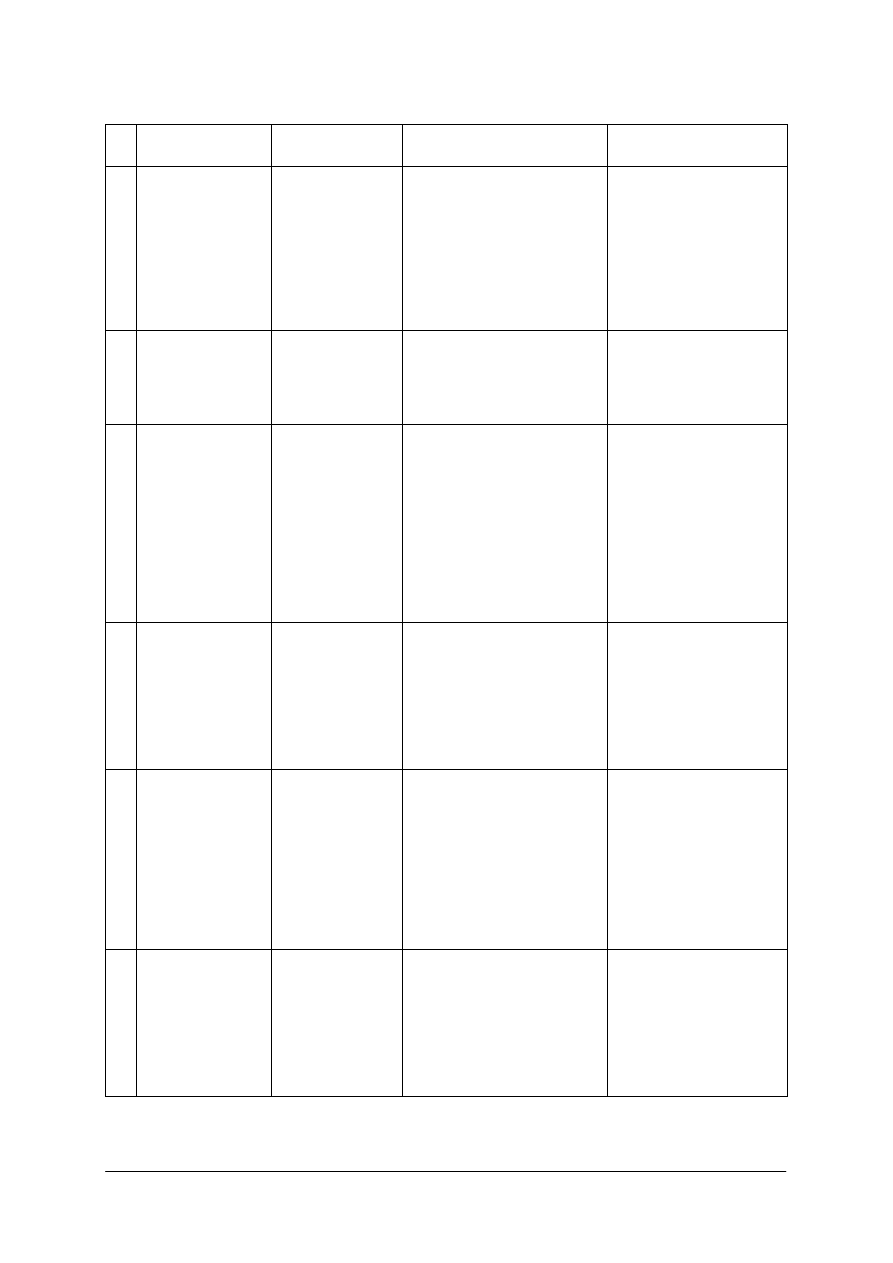
Tabela. 1. Budowa, właściwości i zastosowania niektórych polimerów otrzymywanych przez polimeryzację.
Lp.
Nazwa i wzór
polimeru.
Nazwa zwyczajowa
i wzór monomeru.
Właściwości fizyczne
i chemiczne
Zastosowania
1 Polietylen
Etylen (eten)
Bezbarwne lub mlecznobiałe,
prześwitujące ciało stałe,
wykazuje dużą odporność na
działanie stężonych kwasów
i zasad oraz większości
rozpuszczalników organicznych
z wyjątkiem węglowodorów
i tłuszczów; mała wytrzymałość
cieplna (ok. 80ºC); palny.
Folie opakowaniowe,
butelki i inne pojemniki na
wodę i chemikalia, skrzynki
na butelki i produkty
spożywcze, zabawki,
drobne wyroby
galanteryjne.
2 Polipropylen
Propylen
Właściwości podobne do
polietylenu, odznacza się
większą niż polietylen
wytrzymałością cieplną,
mechaniczna i chemiczną.
Takie jak polietylen,
ponadto wyrabia się z niego
sznurki oraz worki do
pakowania ziemniaków
i innych płodów rolnych.
3 Polichlorek winylu
(PCW)
Chlorek winylu
(chloroeten)
Mlecznobiałe ciało stałe, często
barwione na różne kolory
i zawierające dodatek
plastyfikatory, wykazuje dobrą
odporność na kwasy, reaguje
z roztworami zasad; mała
wytrzymałość cieplna, wrażliwy
na większość rozpuszczalników
organicznych, ale odporny na
tłuszcze, odporny na czynniki
atmosferyczne; niepalny.
Opakowania do produktów
spożywczych, izolacje do
przewodów elektrycznych,
płytki i wykładziny
podłogowe, zabawki,
drobne wyroby
galanteryjne.
4 Politetrafluoroetylen
(teflon)
Tetrafluoroetylen
Białe ciało stałe, „tłuste”
w dotyku, odznaczające się
niezwykle dużą odpornością
chemiczną (nie są znana żadne
rozpuszczalniki teflonu) oraz
cieplną (od -100 do +350ºC)
dobra wytrzymałość
mechaniczna; niepalny.
Powłoki reaktorów
chemicznych oraz naczyń
kuchennych, uszczelki
i inne części aparatury
chemicznej.
5 Polistyren
Styren
Bezbarwne, przezroczyste ciało
stałe o znacznej wytrzymałości
mechanicznej, ale stosunkowo
kruche; odporny na działanie
związków nieorganicznych z
wyjątkiem stężonych kwasów,
rozpuszcza się w większości
rozpuszczalników organicznych
mała wytrzymałość cieplna,
palny.
Pojemniki, pudełka, słoiki
i inne opakowania, zabawki,
obudowy i inne elementy
sprzętu gospodarstwa
domowego i urządzeń
elektronicznych, drobne
wyroby galanteryjne.
6 Polimetakrylan
metylu (plexiglas)
Metakrylan metylu
Bezbarwne ciało stałe o dużej
przezroczystości i dobrej
wytrzymałości mechanicznej,
rozpuszczalny w większości
rozpuszczalników organicznych
oraz roztworów kwasów i zasad
odporny na temperaturę do
100ºC; palny.
Szyby nietłukące
i przepuszczające
promieniowanie
nadfioletowe, soczewki,
części urządzeń
elektronicznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
7 Polioctan winylu
Octan winylu
Bezbarwne ciało stałe o dość
małej wytrzymałości
mechanicznej i cieplnej,
wrażliwy na działanie stężonych
kwasów i zasad oraz wielu
rozpuszczalników organicznych
wykazuje dobrą przyczepność
do powierzchni wielu
materiałów; palny.
Farby emulsyjne i lakiery
oraz kleje stosowane
w stolarstwie
i introligatorstwie.
8 Polialkohol
winylowy
Nie ma monomeru
Bezbarwne ciało stałe o dobrej
wytrzymałości mechanicznej,
rozpuszczalny w wodzie(!),
trudno rozpuszczalny
w rozpuszczalnikach
organicznych trudno palny.
Farby emulsyjne i kleje, po
utrwaleniu nadaje się do
wyrobu elementów
aparatury chemicznej, folii
i włókien.
9 Poliakrylonitryl
Akrylonitryl
Bezbarwne ciało stałe; w formie
włókna wykazuje dużą
wytrzymałość na rozciąganie;
odporny na działanie większości
rozpuszczalników organicznych
oraz zimnych roztworów
kwasów i zasad; odporny na
temperaturę do 200ºC; niepalny.
Włókna syntetyczne do
produkcji odzieży (anilana)
oraz tkanin technicznych,
sznurów i lin, np. sieci
rybackich.
10 Poliformaldehyd
Aldehyd
mrówkowy
Bezbarwne ciało stałe o dobrej
wytrzymałości mechanicznej i
cieplnej, odporny na większość
rozpuszczalników organicznych
ulega działaniu stężonych
kwasów i zasad, trudno palny.
Elementy precyzyjnych
urządzeń mechanicznych;
koła zębate, kasety
fotograficzne, panewki
łożysk itp.
Zależnie od możliwości zastosowania do produkcji wyrobów użytkowych wyróżniamy:
−
tworzywa konstrukcyjne – stanowiące główna część składową przedmiotu, najistotniejszą
z punktu widzenia wytrzymałości,
−
tworzywa adhezyjne – kleje i lepiszcza, stosowane do łączenia poszczególnych
elementów konstrukcyjnych lub spajające ciała rozdrobnione,
−
tworzywa powłokowe – służące do wytwarzania trwałych powłok ochronnych na
powierzchni przedmiotów wykonanych z innych tworzyw,
−
tworzywa impregnacyjne – stosowane jako dodatek do tworzyw konstrukcyjnych w celu
nadania im określonych właściwości specjalnych (sztywność, wytrzymałość).
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to są polimery?
2.
Jak dzielimy polimery ze względu na budowę cząsteczki?
3.
Jak powstają polimery?
4.
Jaka jest struktura polimerów?
5.
Jak dzielimy tworzywa sztuczne w zależności od możliwości zastosowania do produkcji
wyrobów użytkowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2.3. Ćwiczenia
Ćwiczenie 1
Sklasyfikuj polimery i opisz sposób ich otrzymywania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
4)
odszukać w materiałach dydaktycznych kryteria podziału polimerów i informacje na
temat ich otrzymywania,
5)
dokonać podziału polimerów,
6)
przedstawić w formie schematu proces otrzymywania polimerów.
Wyposażenie stanowiska pracy:
−
katalogi tworzyw sztucznych,
−
próbki tworzyw sztucznych,
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Określ właściwości fizyczne i zastosowanie wybranych polimerów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych kryteria podziału polimerów, informacje na
temat ich otrzymywania i właściwości fizycznych,
2)
wypisać w formie tabeli cechy wybranych polimerów i ich zastosowanie,
Wyposażenie stanowiska pracy:
−
katalogi tworzyw sztucznych,
−
próbki tworzyw sztucznych,
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić pojęcie polimery?
2)
podzielić polimery ze względu na budowę cząsteczki?
3)
scharakteryzować proces otrzymywania polimerów?
4)
wskazać zastosowanie polimerów w przemyśle?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.3.
Tworzywa termoplastyczne, elastomery, silikony
4.3.1. Materiał nauczania
Tworzywa termoplastyczne są zbudowane z makrocząsteczek liniowych, rzadziej
rozgałęzionych, dzięki czemu są odwracalnie plastyczne w podwyższonych temperaturach,
a twarde w temperaturze otoczenia. Z wyjątkiem policzterofluoroetylenu są rozpuszczalne na
zimno lub na gorąco (polietylen). Przetwórstwo tworzyw termoplastycznych polega na
ogrzaniu ich do stanu plastycznego, odpowiednim ukształtowaniu i następnym ochłodzeniu.
Stosuje się prasowanie wtryskowe (do produkcji przedmiotów o dowolnym kształcie),
wytłaczanie (do produkcji prętów, rur, kształtowników i płyt, a także powlekania
przewodów), kalandrowanie (do produkcji folii), formowanie wtórne (wyginanie, tłoczenie)
półwyrobów najczęściej w postaci folii lub płyt. Tworzywa termoplastyczne można spawać,
zgrzewać oraz kleić.
Rys.1.Tworzywa termoplastyczne
Do najważniejszych tworzyw termoplastycznych zalicza się polietylen, polipropylen,
polistyren, poliamidy, polimetakrylan metylu i polichlorek winylu.
Polietylen
Jest tworzywem elastycznym o dużej odporności na działanie wody i większości
czynników chemicznych, odznacza się dobrymi właściwościami izolacyjnymi i dużą
udarnością. Może być stosowany w zakresie temperatury od -70º do +70ºC. Jest przerabiany
za pomocą wytłaczania, formowania wtryskowego i rozdmuchiwania lub prasowania (płyty).
Polietylen stosuje się podczas wytwarzania powłok ochronnych oraz do laminowania.
Przedmioty ortopedyczne wykonuje się z płyt formowanych na gorąco, po wygrzaniu
w suszarce, na pozytywach gipsowych (rozgrzanych) lub na modelach drewnianych,
za pomocą kształtowania ręcznego (w rękawicach ochronnych) – obciskania na modelu silnie
napiętą elastyczną tkaniną lub metodą próżniową. Z tworzywa tego wytwarza się także folię
stosowaną jako opakowania w przemyśle spożywczym, na namioty foliowe w ogrodnictwie,
do wykładania zbiorników wodnych itp. Metodą wtryskową wytwarza się z polietylenu
artykuły gospodarstwa domowego, części dla przemysłu elektrotechnicznego, skrzynki
akumulatorów, opakowania, zabawki i wiele innych drobnych przedmiotów. Polietylen jest
stosowany do powlekania przewodów i kabli elektrycznych, zwłaszcza wysokiej
częstotliwości oraz kabli telewizyjnych i podmorskich.
Z tworzywa tego produkuje się również rury do zimnej wody i kanalizacyjne oraz dreny, folie
z klejem do pokrywania pola operacyjnego, strzykawki, rękawice chirurgiczne, łączniki do
drenów itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Polipropylen
Jest jednym z najlżejszych tworzyw sztucznych. Może być stosowany w zakresie
temperatury od -5º do +100ºC. Przez dodanie etylenu i napełniaczy, jak włókno szklane
i azbest, jest odporny również na niższe temperatury. Odznacza się dużą odpornością na
działanie czynników chemicznych, dużą udarnością oraz dobrymi właściwościami
dielektrycznymi. Polipropylen przetwarza się metoda wtryskową i wytłaczania. Jest
stosowany do produkcji opakowań farmaceutycznych, pojemników do przechowywania
agresywnych chemikaliów oraz elementów aparatury i sprzętu medycznego. Jako tworzywo
konstrukcyjne jest stosowany w przemyśle maszynowym i samochodowym na osłony
i obudowy. Znajduje również zastosowanie na włókna do produkcji tkanin przemysłowych
i odzieży. W technice ortopedycznej znalazł zastosowanie głównie do produkcji niektórych
gorsetów i ortez łuskowych.
Polistyren
Jest produktem polimeryzacji styrenu. Odporny na działanie alkoholi, olejów, kwasów,
zasad i wody, rozpuszcza się w niektórych węglowodorach i ketonach. Odznacza się dobrą
przezroczystością, gładką powierzchnią i można go barwić na dowolne kolory. Jest jednym
z najlżejszych tworzyw sztucznych. Może być stosowany w zakresie temperatury od -40º do
+75ºC. Jest przetwarzany głównie za pomocą formowania wtryskowego oraz wytłaczania.
Istnieje dużo gatunków polistyrenu zarówno niskoudarowego jak i wysokoudarowego. Jest
jednym z najlepszych dielektryków i dlatego wykonuje się z niego drobne elementy
w przemyśle elektromaszynowym i samochodowym. Jest odporny na działanie kwasów
i dlatego nadaje się do wykonywania skrzynek akumulatorowych. W przemyśle
motoryzacyjnym z polistyrenu wykonuje się różnego rodzaju gałki, uchwyty, tablice
rozdzielcze, kierunkowskazy itp. Tworzywa piankowe produkowane z polistyrenu stosuje się
jako izolatory termiczne w budowie samochodów – chłodni. Z polistyrenu produkuje się
również folię używaną między innymi do pakowania produktów spożywczych z wyjątkiem
tłuszczy i alkoholi. Z polistyrenu wytwarza się bardzo dużo przedmiotów użytkowych, jak
np. zabawki, płytki ścienne, galanterię łazienkową, talerze, tacki obudowy aparatów
telefonicznych.
Ma
również
duże
zastosowanie
w
przemyśle
maszynowym,
elektromaszynowym i radiowo-telewizyjnym jako tworzywo konstrukcyjne do wytwarzania
drobnych części odbiorników radiowych i telewizyjnych, osłony silników elektrycznych itd.
Wadami polistyrenu są: mała odporność cieplna, kruchość, mała udarność i twardość
powierzchniowa oraz palność.
Poliamidy
Są częściowo krystalicznymi liniowymi produktami polikondensacji, w których
występuje grupa amidowa. Są odporne na działanie wielu rozpuszczalników organicznych,
olejów i tłuszczów, nie są odporne na działanie kwasów i zasad. Odznaczają się dobrymi
właściwościami mechanicznymi, dużą twardością, odpornością na ścieranie oraz dużą
udarnością. Nie wykazują toksycznego działania ani właściwości elektrostatycznych, mają
mały współczynnik tarcia. Zakres temperatury użytkowania wynosi od -40º do +100ºC. Są
przetwarzane za pomocą formowania wtryskowego, wytłaczania, nakładania powłok
i wytwarzania włókien. Poliamidy są wytwarzane w postaci różnie barwionych tłoczyw do
wtrysku, folii, włókien, żyłek, bloków do obróbki mechanicznej oraz proszku do pokrywania
metali przez natrysk płomieniowy.
Poliamidy znalazły zastosowanie w przemyśle włókienniczym i maszynowym. Ponad
połowa produkcji światowej poliamidów jest przeznaczona na wytwarzanie włókien,
a następnie tkanin z tych włókien (nylon, steelon, perlon). Tkaniny poliamidowe znalazły
duże zastosowanie szczególnie na tzw. kordy do opon samochodowych oraz na taśmy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
w przenośnikach taśmowych, na tkaniny do filtrowania cieczy, nierozciągliwe pasy
transmisyjne oraz jako tworzywa nietoksyczne w przemyśle chemicznym i spożywczym.
Włókna poliamidowe są używane do wyrobu obić i pokryć tapicerskich oraz pasów
bezpieczeństwa w samochodach. Poliamidy stosuje się także do wyrobu łożysk ślizgowych,
których zaletami są: duża trwałość, mały współczynnik tarcia, mała ścieralność, dobre
tłumienie drgań, cicha praca, sprężystość, odporność na czynniki chemiczne i niski koszt
produkcji. W przemyśle motoryzacyjnym z poliamidów wykonuje się tulejki zwrotnic,
gniazda kuliste drążków kierowniczych, tulejki wieszaków resorów, pływaki gaźników itp.
Poliamidy znalazły szerokie zastosowanie do produkcji kół zębatych. Z poliamidów
wykonuje się również zbiorniki paliwa, kanistry oraz folie. W medycynie znalazły
zastosowanie do produkcji strzykawek, różnych łączników a w technice ortopedycznej do
wyrobu części kul i lasek. Stosuje się także poliamidy ciekłe w postaci roztworów głownie do
wykonywania przedmiotów laminowanych o konstrukcji skorupowej.
Polimetkrylan metylu (szkło organiczne)
Tworzywo akrylowe (żywice akrylowe) znane także pod nazwą Plexiglasu, Perspexu itd.,
jest doskonale przezroczystym tworzywem, który łatwo daje się kształtować, polerować
i obrabiać mechanicznie. Jest odporny na działanie światła, wody, rozcieńczonych kwasów
i zasad, alkoholu 40%, terpentyny, benzyny, olejów mineralnych, natomiast rozpuszcza się
w większości rozpuszczalników organicznych. Wytwarzany w postaci płyt, bloków prętów
i rur znalazł szerokie zastosowanie na szyby lotnicze i samochodowe, soczewki, szkiełka
zegarkowe i odblaskowe, reflektory, artykuły gospodarstwa domowego, elementy maszyn
biurowych i instrumentów muzycznych, elementy dekoracyjne itd. Szkło organiczne stosuje
się na szyby, szczególnie wtedy, gdy jest wymagana duża krzywizna lub skomplikowane
kształty. Szyby te przepuszczają promienie nadfiołkowe i dlatego są często używane
w autobusach turystycznych. Z zabarwionych płyt szkła organicznego produkuje się szyby
przeciwodblaskowe. Szkło organiczne jest używane do produkcji szyb bezpiecznych
warstwowych (laminowanych). Ze szkła organicznego wykonuje się również klosze lamp,
szyby przyrządów kontrolnych, klosze świateł sygnalizacyjnych samochodu, elementy
aparatury optycznej i chemicznej, szyby aparatów telewizyjnych, szkła zegarków itp.
W medycynie znalazł zastosowanie w okulistyce, stomatologii, w technice ortopedycznej
do wytwarzania kołnierzy i gorsetów szkieletowych oraz ortez kończyn typu łuskowego.
Polichlorek winylu (PCW)
Jest białym proszkiem o temperaturze mięknięcia 70ºC, odpornym na działanie kwasu
solnego, siarkowego i azotowego (rozcieńczonego), rozcieńczonych wodorotlenków sodu
i potasu, olejów, wody, amoniaku, alkoholu i benzyny. Ma dobre właściwości mechaniczne
i elektroizolacyjne oraz jest niepalny. W zależności od użytych dodatków rozróżnia się
polichlorek winylu twardy, zawierający określone ilości stabilizatorów, środków smarujących
i pigmentów, ale nie zawierający zmiękczaczy, i polichlorek winylu miękki, zawierający
zmiękczacze, napełniacze, rozcieńczalniki, stabilizatory i pigmenty.
Polichlorek winylu twardy (zwany też winidurem)
Formuje się na gorąco przez wytłaczanie, prasowanie i wtrysk. Półwyroby w postaci płyt,
kształtek, prętów, rur, folii i kształtowników odznaczają się dobrymi właściwościami
wytrzymałościowymi i łatwo poddają się formowaniu na gorąco i obróbce mechanicznej.
Można je także spawać i kleić. Z rur są wykonywane rurociągi dla przemysłu chemicznego,
instalacje wodociągowe, kanalizacyjne i gazowe, z kształtowników- elementy budowlane
i meblowe, z płyt i folii – zbiorniki, wykładziny chemicznie odporne, wanny elektrolityczne
i do trawienia, materiały biurowe itd., z folii cienkich – opakowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Polichlorek winylu miękki
Zależnie od rodzaju i ilości zmiękczacza charakteryzuje się określoną elastycznością,
twardością, udarnością i wydłużeniem przy zerwaniu. Formuje się go przez wytłaczanie,
prasowanie, kalandrowanie, wtrysk i odlewanie. Można go zgrzewać i kleić. Z miękkiego
polichlorku winylu są produkowane węże o średnicy 1÷80 mm, i grubości ścianek 0,3÷10
mm,
stosowane
w
przemyśle
chemicznym,
spożywczym,
elektrotechnicznym,
motoryzacyjnym i w medycynie. Węże o grubości ścianek 0,3÷0,35 mm służą do
porcjowanego pakowania benzyny, olejów, środków piorących itd. Kształtowniki o różnych
przekrojach i wymiarach stosuje się w budownictwie (poręcze, listwy wykończeniowe,
uszczelki okienne), w przemyśle maszynowym, samochodowym i obuwniczym. Płyty służą
do wyrobu uszczelek odpornych na korozję i jako wykładziny wanien galwanicznych, z folii
wykonuje się wykładziny dachowe i uszczelnienia budowlane, odzież ochronną, płaszcze
przeciwdeszczowe i worki, z folii wzmacnianych tkaniną siatkową – plandeki, osłony,
przenośne nadmuchiwane hale, garaże, cieplarnie, ciężką odzież ochronną, z folii
przezroczystych – odzież, opakowania, pokrowce, osłony, taśmy klejące, izolujące.
Spieniony polichlorek winylu twardy jest trudno palnym materiałem dźwiękochłonnym,
stosowanym na izolację w budownictwie oraz jako materiał konstrukcyjny w budownictwie
łodzi ratunkowych i sportowych, w przemyśle lotniczymi motoryzacyjnym.
Spieniony polichlorek winylu miękki jest materiałem bardzo elastycznym, tłumiącym
drgania. Stosowany jest jako folia odzieżowa, maty izolacyjne, do wyrobu hełmów
ochronnych oraz jako materiał tapicerski w meblarstwie i motoryzacji.
W technice ortopedycznej produkuje się z tworzyw winylowych lejki, elementy nośne protez,
aparaty ortopedyczne, rękawice kosmetyczne, ręce protezowe, wkładki ortopedyczne,
pokrycia ciałopodobne protez, epitety.
Elastomery
Tworzywa polimeryczne charakteryzujące się zdolnością prawie natychmiastowego
powrotu po dużym odkształceniu do postaci pierwotnej ( w temperaturze otoczenia)
to wszystkie kauczuki, zarówno naturalny, jak i syntetyczne.
Kauczuk naturalny
Jest produktem roślinnym, otrzymywanym głównie z lateksu drzew kauczukowych
rosnących w klimacie tropikalnym, a także z niektórych roślin występujących w klimacie
umiarkowanym. Lateks, czyli sok drzew kauczukowych wyglądem przypominający mleko,
jest wodną emulsją cząsteczek kauczuku.
Z lateksu drzew plantacyjnych wyrabia się dwa rodzaje kauczuku o nazwach handlowych
smoked sheet (kauczuk wędzony) i pale crepe (jasna krepa). Oprócz tego z odpadów
produkcyjnych krepy jasnej produkuje się różne odmiany tzw. krepy brunatnej. Kauczuki
wyrabia się również z lateksu drzew dzikich. Kauczuk otrzymuje się w wyniku koagulacji
lateksu za pomocą kwasu mrówkowego lub octowego. Przed koagulacją lateks poddaje się
filtracji i rozcieńczeniu woda do stężenia 15÷17 % suchej substancji w przypadku kauczuku
wędzonego i do 20 % - w przypadku krepy. Koagulat po przemyciu wodą poddaje się
suszeniu, a odmianę smoked sheet jednoczesnemu wędzeniu do uzyskania złotawo-
bursztynowego koloru. Poszczególne odmiany kauczuku są dostarczane w postaci płyt
prasowanych lub pakowanych w bele o masie ok. 100 kg. Odmiana SMR jest produkowana
wg najnowszej technologii w postaci okruchów lub granulek, prasowanych w bloki o masie
32÷36 kg.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Kauczuki syntetyczne
Są to materiały otrzymywane przez polimeryzację związków organicznych, wykazujące
cechy fizyczne kauczuku, mogące natomiast różnić się od niego pod względem chemicznym.
Ogólnie dzielą się na dienowe i niedienowe.
Do najczęściej stosowanych kauczuków syntetycznych należą:
−
Kauczuki butadienowe charakteryzujące się bardzo dobrą odpornością na ścieranie
i powstawanie spękań, bardzo dobrą elastycznością w szerokim zakresie temperatur,
dobrymi, dobrymi właściwościami dynamicznymi i niezłą odpornością na starzenie.
Stosowane głównie w przemyśle oponowym, ale również na taśmy przenośnikowe,
izolacje, kable i artykuły stosowane w obniżonej temperaturze.
−
Kauczuki butadienowo – akrylonitrylowe odporne na działanie olejów i materiałów
pędnych. Stosowane na węże do paliw ciekłych i olejów na uszczelki, wykładziny.
−
Kauczuki butadienowo – styrenowe wykazujące dużą odporność na ścieranie,
na powstawanie spękań, o dobrych właściwościach mechanicznych. Są podstawowymi
kauczukami syntetycznymi stosowanymi na wielką skalę w produkcji opon, artykułów
technicznych, obuwia i innych wyrobów gumowych.
−
Kauczuki chloroprenowe wulkanizowane tlenkami metali, wykazujące bardzo dobrą
odporność chemiczną na oleje i rozpuszczalniki. Niepalne. Stosowane na olejoodporne
i niepalne węże, przenośniki taśmowe pracujące w wyższych temperaturach, wykładziny.
−
Kauczuki izoprenowe czyli tzw. syntetyczne kauczuki naturalne, o budowie
cząsteczkowej i właściwościach bardzo podobnych do kauczuku naturalnego. Stosowane
na opony i różne artykuły techniczne.
−
Kauczuki butylowe wykazujące po wulkanizacji dobrą odporność chemiczną na działanie
środków utleniających, kwasów i zasad, odporność na oddziaływanie podwyższonych
temperatur, ozonu i wody, małą przepuszczalność gazów i par. Stosowane głównie na
dętki rowerowe, motocyklowe i samochodowe, na artykuły techniczne dla motoryzacji,
płyty wykładzinowe, amortyzatory, węże do pary i gorących cieczy, taśmy
przenośnikowe, kleje, tkaniny gumowane, okrycia ochronne.
−
Kauczuki akrylowe wykazujące bardzo dobrą odporność na działanie wyższych
temperatur oraz chemiczne działanie smarów i olejów, odporność na starzenie pod
wpływem tlenu i ozonu oraz wytrzymałość na wielokrotne zginanie. Stosowane głównie
dla przemysłu samochodowego.
−
Kauczuki wielosiarczkowe (tiokole) odznaczające się doskonałą odpornością na działanie
olejów i rozpuszczalników, małą przepuszczalnością gazów oraz odpornością na
starzenie atmosferyczne, ozon i światło. Wydzielają nieprzyjemny zapach, są mało
odporne na działanie wyższych temperatur, a także mają niskie właściwości
mechaniczne. Zależnie od masy cząsteczkowej i budowy chemicznej tiokole mają postać
ciekłą lub stałą. Tiokole stałe są stosowane na uszczelki odporne na benzynę, węże
do paliw i farb, membrany do gazomierzy, wałki poligraficzne, opony kablowe. Tiokole
ciekłe są stosowane do wyrobu kitów i mas uszczelniających dla lotnictwa, przemysłu
okrętowego, samochodowego i budownictwa.
−
Kauczuki silikonowe charakteryzujące się bardzo dobrą odpornością na wysoką
temperaturę w środowisku suchego powietrza, odpornością na niską temperaturę,
dobrymi
właściwościami
elektroizolacyjnymi
w
podwyższonej
temperaturze,
odpornością na starzenie pod wpływem światła, tlenu, ozonu, dobrą odpornością
chemiczną na działanie wodnych roztworów kwasów, zasad i soli. Stosowane
w lotnictwie, kosmonautyce i technice rakietowej, elektrotechnice, w przemyśle
maszynowym i samochodowym.
−
Kauczuki fluorowe wykazujące doskonałą odporność na działanie kwasów utleniających,
węglowodorów aromatycznych, olejów technicznych, cieczy hydraulicznych, bardzo

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
dobrą odpornością na wysoką temperaturę, dobre właściwości mechaniczne po
wulkanizacji, małą przepuszczalność gazów oraz niepalność. Stosowane w lotnictwie,
technice kosmicznej oraz w przemyśle samochodowym i chemicznym.
Silikony
To grupa polimerów otrzymywanych w reakcjach polikondensacji. Jest to obszerna grupa
związków, których wspólną cechą jest łańcuch utworzony z połączonych ze sobą na przemian
atomów tlenu i krzemu, przy czym z atomami krzemu związane są po dwie grupy alkilowe
lub arylowe. Taki łańcuch nosi nazwę łańcucha, polisiloksanowego. W zależności od rodzaju
grup oraz długości łańcucha polsiloksanowego silikony są oleistymi cieczami lub
elastycznymi ciałami stałymi, o właściwościach podobnych do kauczuku. Charakteryzują się
bardzo wysoką odpornością termiczną oraz chemiczną, a także dużą stałością właściwości
fizycznych przy zmianach temperatury. Największe znaczenie praktyczne spośród
wielkocząsteczkowych związków krzemoorganicznych mają polisiloksany. W zależności od
warunków prowadzenia hydrolizy i polikondensacji można otrzymać polsiloksany o różnych
właściwościach i różnym przeznaczeniu. Najczęściej otrzymuje się oleje silikonowe, smary,
kauczuki i żywice.
Oleje silikonowe dzięki swoim cennym i specyficznym właściwościom znalazły
zastosowanie w wielu różnych dziedzinach gospodarki, a w szczególności jako oleje
hydrauliczne najwyższej klasy, oleje smarne w urządzeniach precyzyjnych, media grzewcze,
oleje do pomp dyfuzyjnych, ciekłe dielektryki, środki przeciwprzyczepne i do hydrofobizacji,
jako dodatki do farb, emalii, lakierów, past, maści i kosmetyków.
Kauczuki silikonowe stosowane są do wyrobu uszczelek, materiałów elastycznych
pracujących w wysokich temperaturach, a także popularnych obecnie mas uszczelniających
i kitów. W technice ortopedycznej znalazły zastosowanie di wykonywania epitet sutka.
śywice silikonowe mają zastosowanie jako termoutwardzalne żywice lakiernicze,
do laminatów, jako tłoczywa oraz do hydrofobizacji.
Większość tworzyw silikonowych stanowi odmiany zupełnie nietoksyczne i obojętne
względem tkanek żywego organizmu.
4.3.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to są tworzywa termoplastyczne?
2.
Jak powstają tworzywa termoplastyczne?
3.
Jakie tworzywa zaliczane są do tej grupy tworzyw?
4.
Czym charakteryzują się tworzywa termoplastyczne?
5.
Gdzie znalazły zastosowanie tworzywa termoplastyczne?
6.
Co to są elastomery i gdzie znalazły zastosowanie?
7.
Jakie kauczuki wyróżniamy i gdzie znalazły zastosowanie?
8.
Czym charakteryzują się najczęściej stosowane kauczuki syntetyczne?
9.
Czym charakteryzują się silikony?
10.
Jakie zastosowanie mają silikony?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wypisz ważniejsze tworzywa termoplastyczne. Określ do wyrobu, jakich przedmiotów
używane są poszczególne tworzywa.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych kryteria podziału termoplastów i informacje na
temat ich otrzymywania,
2)
dokonać podziału tworzyw termoplastycznych,
3)
poszukać w dostępnej literaturze informacji na temat wykorzystania tworzyw
termoplastycznych w przemyśle,
4)
w zakładach wytwarzających sprzęt ortopedyczny zebrać informacje do wyrobu jakich
przedmiotów ortopedycznych lub ich elementów wykorzystywane są termoplasty,
5)
zebrane informacje zapisać w formie tabelarycznej.
Wyposażenie stanowiska pracy:
−
katalogi tworzyw sztucznych,
−
próbki tworzyw sztucznych,
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Określ do wyrobu, jakich przedmiotów używane są tworzywa silikonowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat silikonów i ich otrzymywania,
2)
dokonać podziału silikonów,
3)
poszukać w dostępnej literaturze informacji na temat wykorzystania silikonów w przemyśle,
4)
w zakładach wytwarzających sprzęt ortopedyczny zebrać informacje do wyrobu jakich
przedmiotów ortopedycznych lub ich elementów wykorzystywane są tworzywa silikonowe,
5)
zebrane informacje zapisać w formie tabelarycznej.
Wyposażenie stanowiska pracy:
−
katalogi tworzyw sztucznych,
−
próbki tworzyw sztucznych,
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić co to są tworzywa termoplastyczne i jak powstają?
2)
wymienić tworzywa zaliczane do tej grupy?
3)
scharakteryzować tworzywa termoplastyczne, elastomery i silikony?
4)
wskazać zastosowanie tworzyw termoplastycznych, elastomerów
i silikonów w przemyśle?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.4.
śywice syntetyczne
4.4.1.
Materiał nauczania
śywice utwardzalne (duroplasty) cechuje przestrzennie usieciowana budowa, tworząca
się pod wpływem podwyższonej temperatury (tworzywa termoutwardzalne) lub czynników
chemicznych (tworzywa chemoutwardzalne). W związku z tym cechuje je sztywność
stabilność wymiarowa, nierozpuszczalność i nietopliwość oraz doskonałe właściwości
elektroizolacyjne. Główną ich wadą jest kruchość (zmniejsza się ją przez stosowanie
napełniaczy i nośników) i niemożność powtórnego formowania.
Duroplasty stosuje się w postaci mieszanek do tłoczenia, laminatów, tworzyw
piankowych, tworzyw wzmacniających, żywic technicznych, klejów, lakierów.
Do najważniejszych duroplastów należą: fenoplasty, aminoplasty, polimery ninasycone,
żywice epoksydowe i niektóre żywice silikonowe.
Fenoplasty
Są tworzywami termoutwardzalnymi na podstawie żywic fenolowoformaldehydowych,
otrzymywanych w wyniku polkondensacji fenoli z formaldehydem. Właściwości żywic
zmieniają się w szerokich granicach, zależnie od stosunku ilości reagentów, środków
modyfikujących, katalizatorów, stopnia odwodnienia. Ogólnie dzielą się na żywice techniczne
do wyrobu tłoczyw, żywice lane (na odlewy), kleje, kity i spoiwa, żywice modyfikowane (do
wyrobu lakierów i emalii), żywice impregnacyjne (do wyrobu laminatów), tworzywa
piankowe. Tłoczywa fenolowe charakteryzują się łatwością przetwórstwa, dobrymi
właściwościami mechanicznymi i termicznymi wyrobów oraz stosunkowo niską ceną.
Właściwości i zastosowanie poszczególnych tłoczyw wynikają z użytej żywicy i napełniacza.
śywice napełniane mączką drzewną są używane do wyrobów powszechnego użytku, części
elektrotechnicznych, obudowy aparatów radiowych, telefonicznych, elektrycznych,
fotograficznych oraz mniej odpowiedzialne części maszyn. Z tłoczyw zawierających azbest
lub azbest i opiłki metalowe wykonuje się okładziny cierne hamulców i sprzęgieł. śywice
fenolowe lane służą do wyrobu galanterii, uchwytów narzędzi, wzorników, form itd.
Laminaty stosowane są na części elektrotechniczne i części maszyn. Piankowe tworzywa
fenolowe są stosowane na izolacje cieplne i akustyczne, opakowania oraz elementy
dekoracyjne.
Aminoplasty
Są
tworzywami
termoutwardzalnymi
na
podstawie
żywic
mocznikowych
i melaminowych, otrzymywanych w wyniku polikondensacji związków aminowych
z formaldehydem. Wyroby z nich cechuje twardość, sztywność, odporność na działanie wody
i rozpuszczalników, odporność cieplna, bezwonność i bezbarwność, możliwość dowolnego
barwienia. Stosowane są w postaci tłoczyw, laminatów, tworzyw piankowych, klejów do
drewna, wyrobów lakierniczych i żywic technicznych do uszlachetniania w papiernictwie,
włókiennictwie i garbarstwie. Tłoczywa aminowe wytwarza się z żywic melaminowych
i melaminowych modyfikowanych poliamidem. Jako napełniacze stosuje się bieloną celulozę
papierniczą lub włókno szklane.
Laminaty aminowe wytwarza się z żywic melaminowych na nośniku papierowym.
Cechuje je gładka, błyszcząca powierzchnia, odporna na zarysowania, działanie wielu
czynników chemicznych i przedmiotów nagrzanych do 150ºC. Jako tworzywa dekoracyjne
znajdują szerokie zastosowanie na wykładziny ścienne i meblowe. Można je kleić klejami
mocznikowymi utwardzalnymi na zimno lub neoprenowymi. Płyty grawerskie stosuje się
m.in. na tabliczki znamionowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Z żywic melaminowych produkowane są również laminaty na nośniku z włókien
szklanych, stosowane na elementy elektroizolacyjne i konstrukcyjne w urządzeniach
elektrycznych narażonych na wilgoć. Z żywic mocznikowych są produkowane tworzywa
piankowe charakteryzujące się bardzo małą gęstością, małą przewodnością cieplną
i niepalnością, a stosowane jako materiał termoizolacyjny i dźwiękochłonny.
śywice poliestrowe nienasycone
Tworzywa chemoutwardzalne, przed utwardzeniem w postaci gęstego, żółtawego syropu,
utwardzające się w temperaturze otoczenia po dodaniu inicjatorów (nadtlenek benzoilu,
nadtlenek heksanonu) w ilości ok. 4% i aktywatora (naftenian kobaltu) w ilości 0,4%.
Zależnie od budowy wyjściowej żywicy i metody jej utwardzenia końcowy produkt może być
elastyczny lub twardy i kruchy.
śywice poliestrowe cechuje duży skurcz przy utwardzaniu (6÷8%). Można go zmniejszyć
stosując napełniacze w postaci koalinu, mączki kwarcowej itd. Stosuje się je jako lane (do
zalewania elementów aparatury elektrotechnicznej i radiowej oraz do konserwacji preparatów
biologicznych i medycznych), lakiernicze i do wytwarzania laminatów na nośniku szklanym.
Laminaty poliestrowe używane są jako materiały konstrukcyjne do budowy łodzi, jachtów,
nadwozi samochodowych, w budownictwie, na zbiorniki do benzyny i chemikaliów.
śywice epoksydowe
To tworzywa chemoutwardzalne na zimno lub na gorąco, w zależności od użytego
utwardzacza. śywice epoksydowe cechuje doskonała przyczepność do wszystkich prawie
tworzyw, a zwłaszcza do metali, dobre właściwości mechaniczne i elektryczne, odporność na
działanie czynników atmosferycznych i chemicznych, mała nasiąkalność wodą. Można
je stosować z napełniaczami lub bez napełniaczy.
śywice epoksydowe są stosowane w postaci lanej (elementy urządzeń chemicznych
i elektrotechnicznych), laminatów na nośniku z włókien szklanych (zbiorniki, łodzie,
karoserie samochodowe, elementy szybowców), klejów do metali i lakierów izolacyjnych
i antykorozyjnych.
śywice silikonowe
Wielkocząsteczkowe związki krzemu, pośrednie między substancjami organicznymi
i nieorganicznymi o bardzo zróżnicowanych właściwościach (elastyczne, twarde i bardzo
twarde), stosowane w postaci tłoczyw (na kształtki elektroizolacyjne), laminatów na nośniku
z włókien szklanych lub azbestowych (elementy transformatorów i maszyn elektrycznych)
oraz lakierów.
Identyfikacja tworzyw sztucznych
Badania identyfikacyjne przeprowadza się celem rozpoznania i sklasyfikowania
nieznanego tworzywa sztucznego. Najczęściej identyfikacja ta opiera się na wyglądzie
zewnętrznym próbki. Niektóre tworzywa sztuczne można jednoznacznie identyfikować już za
pomocą bardzo prostych obserwacji (na przykład celuloid potarty ręka lub o ubranie wydziela
charakterystyczny zapach kamfory, natomiast wyroby z polistyrenu rzucone na płytę stołu
dają brzęczący odgłos szklano-metaliczny, podczas gdy inne tworzywa dają odgłos głuchy).
Aby szybko przeprowadzić rozpoznanie tworzywa, poszczególne badania powinny być ujęte
w pewien konsekwentny system.
Metody rozpoznawania tworzyw sztucznych.
1.
Określenie wyglądu zewnętrznego próbki i porównanie jej z wzorcami tworzyw
sztucznych już zidentyfikowanych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Przy oględzinach określa się następujące cechy:
−
przezroczystość, przeświecanie lub barwa (przykładowo niektóre tworzywa nie
występują np. nigdy w barwach jasnych, część tworzyw jest przezroczysta, inne są tylko
przeświecające),
−
dźwięk, jaki wydaje próbka po rzuceniu jej na blat stołu z pewnej wysokości (np.
polistyren daje prawie metaliczny odgłos, natomiast polietylen i polipropylen odgłos
głuchy),
−
gładkość powierzchni (niektóre tworzywa, np. polietylen, mają powierzchnię, która
przypomina w dotyku parafinę, a np. polistyren ma powierzchnię błyszczącą, gładką
i twardą).
W tabeli 2 podano przykłady rozpoznawania tworzyw sztucznych na podstawie wyglądu
i właściwości zewnętrznych.
2.
Badania identyfikacyjne na podstawie rozkładu termicznego.
Badanie polega na spaleniu rozdrobnionego tworzywa w płomieniu palnika i obserwacji
zjawisk zachodzących w trakcie kontaktu z płomieniem. Następnie wyjmuje się próbkę
z płomienia i obserwuje dalej. Jeżeli próbka pali się, należy płomień zdmuchnąć, po czym
obserwować powstające dymy i określić ich zapach oraz wygląd popiołu.
Podczas badania należy zwrócić uwagę na następujące zjawiska:
−
czy tworzywo w ogóle pali się. Czy pali się w płomieniu palnika, a gaśnie po
wyciągnięciu,
−
czy zapalone pali się dalej samo, czy pali się gwałtownie powodując odpryskiwanie,
rodzaj płomienia tworzywa (świecący, kopcący), barwę płomienia, układ barwy,
iskrzenie w płomieniu itd.,
−
czy tworzywo się topi, czy się topi kropelkami lub ciągnie nitki, czy się zwęgla, czy
pęcherzykuje lub rozwarstwia itp.,
−
jaki jest zapach gazów wydzielających się po zagaszeniu płomienia.
3.
Zachowanie się tworzywa wobec rozpuszczalników i odczynników chemicznych.
Rozpuszczalność tworzyw sztucznych w rozpuszczalnikach organicznych i w wodzie jest
także istotną cechą charakterystyczną ułatwiającą rozpoznanie danego tworzywa. Jednakże
ocena rozpuszczalności tworzyw należy do prób uzupełniających wyniki poprzednich badań.
Analizę rozpoczyna się od sprawdzenia rozpuszczalności w rozpuszczalnikach, w wodzie
oraz w roztworach kwasów i zasad. Wiele rodzajów tworzyw nie rozpuszcza się
w pospolitych rozpuszczalnikach Nie ulegają łatwo rozpuszczeniu żywice fenolowe,
mocznikowe, formaldehydowe, melaminowo-formaldehydowe, aniltnowo-formaldehydowe,
tworzywa ligninowe, a także poliamidy, polietylen i policzterofluoroetylen.
śywice fenolowe w słabym stopniu rozpuszcza stopiony α-naftol lub β-naftol oraz
rezorcyna.
Poliamidy rozpuszczają się w krezolu i 60% kwasie solnym Z niewielkimi wyjątkami
(takimi, jak kwas poliakrylowy, alkohol poliwinylowy, eter poliwinylowo-metylowy
i metyloceluloża) polimery nie rozpuszczają się w wodzie. Pozwala to często zaszeregować
tworzywo do właściwej grupy polimerów. Badając próbkę w rozpuszczalniku obserwuje się
jej zachowanie (pęcznienie, żelowanie, rozpuszczanie) na zimno i gorąco. Tworzywa, które
będą się rozpuszczały, powodują zmętnienie i zmianę gęstości. W wyniku częściowego
rozpuszczania nastąpić może zmiana postaci tworzywa, wyglądu (powierzchnia staje się
lepka, matowa), przyrost objętości. Uwzględnia się zachowanie próbki tworzywa podczas
zmydlania w stężonym roztworze wodorotlenku sodowego lub w 30% kwasie siarkowym
Badanie wykonuje się analogicznie do prób rozpuszczania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.
Gazy, które powstają, zbiera się w wodzie i sprawdza się ich odczyn. Na podstawie
reakcji barwnych klasyfikuje się tworzywa do następujących grup:
a)
odczyn kwaśny, obecność chloru: polichlorek winylu i jego kopolimery, polichlorek
winylidenu, chtorokauczuk, policzterofluoroetylen, chloropren,
b)
odczyn kwaśny, zapach octu: polioctan winylu, octan celulozy,
c)
odczyn alkaliczny: aminoplasty,
d)
odczyn obojętny, zapach formaldehydu: poliformaldehyd.
Obecność charakterystycznych grup anionowych lub pojedynczych anionów w tworzywie
pozwala podzielić je na następujące grupy:
a)
obecność azotu i brak chloru: azotan celulozy, aminoplasty, poliamidy, poliakrylonitryl,
b)
obecność azotu, siarki i fosforu: galalit,
c)
obecność chloru i brak azotu: polichlorek winylu, polichlorek winylidenu,
chlorokauczuk, chlorowany poliester,
d)
d - obecność siarki: silikony.
Jeżeli powyższe metody identyfikacji tworzyw sztucznych są niewystarczające i zachodzi
konieczność poznania struktury oraz budowy wewnętrznej tworzywa, reakcji zachodzących
w polimerze, oceny stopnia krystaliczności polimeru, określenia udziału poszczególnych
tworzyw w kopolimerze itp. to konieczne staje się zastosowanie innych metod badań.
Tabela 2. Rozróżnianie tworzyw sztucznych na podstawie wyglądu i właściwości zewnętrznych.
Lp.
Postać, wygląd i właściwości
zewnętrzne tworzywa
Tworzywo lub grupa tworzyw
1
Tworzywo przezroczyste,
bezbarwne lub zabarwione
może być: polistyren (kształtki małe), polimetakrylan metylu
(kształtki, płyty, bloki), celuloza regenerowana (folie, włókna),
octan celulozy (folie, cienkie płyty, włókna, kształtki),
poliwęglany (płyty, kształtki), polichlorek winylu suspensyjny
(folie, profile i rurki wytłaczane), polietylen (tylko bardzo cienkie
folie), wyjątkowo poliamidy i nienapełnione aminoplasty
2
Tworzywo przeświecające, ale
nie całkowicie przezroczyste
może być: jak w poz. 1, ale wypełnione albo polietylen
i polipropylen (folie – kształtki wtryskowe, profile i rurki
wytłaczane, granulaty wtryskowe), aminoplasty ( w cienkich
warstwach) napełnione celulozą
3
Termoutwardzalne wypraski lub
tłoczywa o jasnych, czystych
barwach
mogą być: aminoplasty
nie mogą być: fenoplasty
4
Folie
może być: celuloza regenerowana (celofan, tomofan), polietylen,
polichlorek winylu zmiękczony lub folie sztywne z polichlorku
niezmiękczonego; rzadziej poliamidy, octan celulozy, polistyren,
poliwęglany
nie mogą być: żadne tworzywa usieciowane, jak fenoplasty
i aminoplasty
5
Włókna
może być: celuloza regenerowana, poliamidy, octan celulozy,
sztuczna wełna (lanital), poliestry liniowe nie mogą być: jak
w pozycji 4
Pianki (poroplasty)
a) sztywne nietermoplastyczne
mogą być: fenoplasty (barwa ciemna: brunatno-różowa,
brązowa..)
aminoplasty (barwa jasna, przeważnie biała); usieciowane
poliuretany (barwa jasna lub dowolna), celuloza regenerowana
(niezupełnie sztywna, nietermoplastyczna, po zwilżeniu wodą
znacznie wiotczeje)
6
b) elastyczne termoplastyczne
może być: spieniony (ekspandowany) polichlorek winylu
(nieplastyfikowany lub uplastyczniony, barwa biała, kremowa lub
szaro-żółta), poliuretany (białe, przeświecające lub o barwie
dowolnej), polistyren (śnieżno-biały)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
7
Profile miękkie, rurki, żyłki
może być: zmiękczony polichlorek winylu (barwy różne – od
białej do czarnej), polietylen, polipropylen, teflon (mają barwę
mleczną lub przeświecającą), rzadziej poliamidy (żyłki
bezbarwne, mleczne, przeświecające lub różnobarwne), azotan-,
octan- i octanomaślan celulozy (mogą mieć barwę różną)
nie moga być: wszystkie tworzywa termo- i chemoutwardzalne
8
Profile sztywne, rury (długie,
wytłaczane)
może być: nieplastifikowany polichlorek winylu, tzw. winidur
(barwa na ogół czerwona, czerwonobrunatna, brązowa lub
popielata)
nie mogą być: wszystkie tworzywa termo- i chemoutwardzalne
oraz tworzywa wybitnie plastyczne
9
Armatura sanitarna
(wodno – kanalizacyjna)
mogą być: poliamidy (na ogół barwy szaro-kremowej,
przeświecającej w cienkich warstwach), nieplastifikowany
polichlorek winylu (przeważnie barwy czerwonej), używany
głównie jako armatura chemoodporna
10
Laminaty z nośnikiem
papierowym (płyty) lub
tekstylnym (płyty albo krótkie
rury) lub elementy wykrawane z
płyt, barwa żółtobrunatna do
brązowej
mogą być: fenoplasty, niekiedy wypraski z tworzyw fenolowych
skrawkowych (duże skrawki tekstylne np. bawełniane,
przypominające strukturą laminaty)
11
Laminaty dekoracyjne o
barwach żywych lub wzorzyste
mogą być: aminoplasty (mogą mieć wewnątrz ciemniejszy rdzeń
z laminatu fenoloformaldehydowego, z płyty pilśniowej,
paździerzowej itp.)
nie mogą być: fenoplasty i inne tworzywa
12
Laminaty zbrojone mata lub
tkaniną szklaną
mogą być: laminaty epoksydowo - lub poliestrowo - szklane nie
barwione, barwy żółtej lub barwione na różne kolory, na ogół
przeświecające – często płyty faliste w cienkich warstwach, pod
światło widoczna struktura nośnika
13
Kity chemoodporne napełnione
mogą być: żywice fenolowo-formaldehydowe, poliestrowe,
rzadziej: furanowe i poliuretanowe
śywice ciekłe lub stałe
a) barwy żółtawej
(nienapełnione)
14
b) ciemne (nienapełnione)
mogą być: żywice fenolowe lane (stałe), żywice poliestrowe
i epoksydowe (ciekłe i nieutwardzone lub stałe utwardzone –
niektóre żywice epoksydowe-nieutwardzone mogą być stałe, ale
termoplastyczne) lub kleje mocznikowe (bezbarwne, przeważnie
w roztworze, czasem białe proszki rozpuszczalne w wodzie, mają
wyraźny zapach formaliny); ciekłe żywice poliestrowe – zapach
styrenu, fenolowe – zapach fenolu, żywice fenolowe (przeważnie
rezolowe) – zapach fenolu
15
Płyty bezbarwne i przezroczyste
o dużej grubości, grube odlewy
może być: polimetakrylan metylu
Odlewy grube o wadze do kilku
kilogramów:
a) w cienkich warstwach
przezroczyste, ale żółtawe
mogą być: nienapełnione odlewy żywic poliestrowych
i epoksydowych
16
b) nieprzezroczyste
mogą być: jak w poz. 17a, ale napełnione oraz poliamidy
formowane przetłoczenie pod ciśnieniem
nie mogą być: wypraski z tłoczyw (fenoplasty, aminoplasty),
wypraski termoplastyczne otrzymywane wtryskowo (rzadko
przekraczają masę 0,5 kg)
Granulaty wtryskowe
a) różne
może być: polistyren, polietylen, polipropylen, poliamidy, octan
celulozy, octanomaślan celulozy
b) bezbarwne, ale
przeświecające
(mleczne)
polietylen, polipropylen, poliamidy
17
c) jak w poz. b, lecz w dotyku
przypominające parafinę
polietylen lub polipropylen (pływają w wodzie)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.4.2.
Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonywania
ćwiczeń.
1.
Co to są duroplasty i czym się charakteryzują?
2.
W jakiej postaci stosowane są duroplasty?
3.
Czym charakteryzują się najczęściej stosowane duroplasty termoutwardzalne?
4.
Czym charakteryzują się najczęściej stosowane duroplasty chemoutwardzalne?
4.4.3. Ćwiczenia
Ćwiczenie 1
Sklasyfikuj duroplasty termoutwardzalne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat żywic syntetycznych
(duroplastów) i ich otrzymywania,
2)
dokonać podziału duroplastów,
3)
poszukać w dostępnej literaturze informacji na temat wykorzystania duroplastów
termoutwardzalnych w przemyśle,
4)
w zakładach wytwarzających sprzęt ortopedyczny zebrać informacje do wyrobu jakich
przedmiotów ortopedycznych lub ich elementów wykorzystywane są duroplasty
termoutwardzalne,
5)
zebrane informacje zapisać w formie tabelarycznej.
Wyposażenie stanowiska pracy:
−
katalogi tworzyw sztucznych,
−
próbki tworzyw sztucznych,
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Sklasyfikuj duroplasty chemoutwardzalne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat żywic syntetycznych
(duroplastów) i ich otrzymywania,
2)
dokonać podziału duroplastów,
3)
poszukać w dostępnej literaturze informacji na temat wykorzystania duroplastów
chemoutwardzalnych w przemyśle,
4)
w zakładach wytwarzających sprzęt ortopedyczny zebrać informacje do wyrobu jakich
przedmiotów ortopedycznych lub ich elementów wykorzystywane są duroplasty
chemoutwardzalne,
5)
zebrane informacje zapisać w formie tabelarycznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Wyposażenie stanowiska pracy:
−
katalogi tworzyw sztucznych,
−
próbki tworzyw sztucznych,
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić co to są duroplasty?
2)
sklasyfikować duroplasty?
3)
scharakteryzować duroplasty?
4)
wskazać zastosowanie duroplastów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.5.
Wykonywanie laminatów
4.5.1. Materiał nauczania
Specyficzną grupą tworzyw sztucznych są laminaty. Otrzymuje się je w ten sposób, że
nasyca się półpłynnym polimerem o małej masie cząsteczkowej (żywicą) odpowiednie
materiały (najczęściej tkaniny, papier, włókna szklane itd.), nadające tworzywu wytrzymałość
mechaniczną i prowadzi polimeryzację lub polikondensację dalej, aż do otrzymania
wielkocząsteczkowego polimeru o pożądanych cechach użytkowych. Często wykorzystuje się
tu także procesy sieciowania polimerów łańcuchowych.
Laminaty to tworzywa warstwowe, składające się z szeregu warstw zbrojeniowych
przesyconych żywicą, zapewniającą po utwardzeniu sztywność i zdolność zachowania
kształtu, gdy wewnętrzne warstwy stanowią szkielet wytrzymałościowy.
Wykonuje się je na pozytywach gipsowych, wykruszanych po utwardzeniu z wnętrza
laminatu lub na wieloczęściowych modelach trwałych, usuwanych fragmentami od środka po
ukończeniu żelowania, impregnowanych od zewnątrz warstwą folii z polichlorku winylu lub
powłoką lakierniczą. Nałożone następnie na pozytyw lub model warstwy dzianiny
ortopedycznej i tkaniny szklanej nasyca się żywicą metodą otwartą, za pomocą pędzla bądź
rozprowadzając ręcznie z obciśnięciem obwojami opaski z folii, bądź też w podciśnieniu
w hermetycznej komorze foliowej podłączonej do aparatury próżniowej.
Podstawowe wyposażenie stanowiska roboczego stanowią:
−
stół warsztatowy z urządzeniem wyciągowym i aparaturą próżniową, składającą się
z komory próżniowej z kilkoma końcówkami i pompy próżniowej,
−
waga laboratoryjna,
−
regał na żywice i substancje pomocnicze oraz drobniejsze wyposażenie,
−
stół do rozkroju folii,
−
zgrzewarka do folii lub żelazko,
−
nagrzewnica lub pistolet grzejny,
−
wsporniki do osadzenia wałków folii,
−
suszarka i wiele drobniejszego wyposażenia.
Należy zwracać uwagę na zapewnienie dobrej wentylacji pomieszczenia. Przystępując do
wykonywania laminatów w podciśnieniu należy przygotować rękawy z folii (PCW lub PAW)
grubości 0,08÷0,12 mm, skrojonej stosownie do potrzeb i zgrzewanej brzeżnie na zakładkę
szerokości 10÷20 mm, za pomocą zgrzewarki lub żelazka z termostatem nastawionym na
pozycję „bawełna”. Rękawy foliowe muszą wystawać 150÷200 mm poza oba końce
pozytywu.
Rękaw wewnętrzny – impregnujący – naciąga się po wytalkowanej powierzchni
pozytywu, łącząc obciąganie wzdłużne z wtłaczaniem powietrza z górnej części zaciśniętego
rękawa pod folię, co ułatwia procedurę.
Po naciągnięciu rękawa domasowuje się go ściśle do powierzchni pozytywu,
wygładzając wszelkie fałdy za pomocą nagrzewnicy lub pistoletu grzejnego, poczym
zawiązuje się ściśle na szczycie pozytywu i wokół próżniowej rury ssącej.
Nierówności fałd i węzła szczytowego można uniknąć, stosując pokrycie dwuczęściowe
płatem folii, zgrzewanego strumieniem gorącego powietrza z brzegiem nałożonego wcześniej
czepca z folii, co zapewnia gładkość zakończenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
W przypadku dużej złożoności kształtów pozytywu, utrudniającej nałożenie rękawa,
można stosować płynną folię z roztworu polialkoholu winylowego, z którego po odparowaniu
rozpuszczalnika pozostaje powłoka ochronna impregnująca powierzchnię gipsową.
Skład takiego roztworu może być bardzo różny: od 5 części wagowych granulowanego
polialkoholu winylowego, 50 części wagowych spirytusu etylowego i tyluż części wagowych
wody do 50 części wagowych PAW, tyluż części spirytusu i 20–30 części wagowych wody.
Użycie spirytusu denaturowanego, zabarwiającego roztwór na niebiesko, pozwala uniknąć
przypadkowych przerw w powłoce ochronnej.
Niektórzy stosują impregnowanie pozytywów pastą ze zwykłego mydła o konsystencji
wazeliny, nakładaną ręcznie na powierzchnię gipsu.
Warstwy zbrojeniowe laminatu stanowią: dzianina ortopedyczna w postaci węża
o różnych średnicach ( od 60 do 300 mm), produkowana w metrach bieżących z przędzy
bawełnianej, oraz tkanina lub mata szklana, a nawet wata bawełniana i filc. Nakłada się je
warstwami, zwykle po 3 – 5 warstw dzianiny, zależnie od jej grubości, rodzaju przedmiotu
i indywidualnych potrzeb. Następnie wzmacnia - zwłaszcza w miejscach silnie obciążanych
2–3 warstwami tkaniny szklanej, umieszczonymi między środkowymi warstwami dzianiny.
Tkanina szklana nie może sięgać do brzegów przedmiotu, bo odkryte włókna szklane
drażnią i uszkadzają skórę pacjenta. Czasami nie stosuje się jej zupełnie, zastępując o wiele
bezpieczniejszą watą. Pierwsza warstwa dzianiny musi pokrywać otwory przepustowe rury
ssącej, przecinające ostrymi brzegami nie chronioną folię, co zaburza podciśnienie,
utrudniając formowanie laminatu.
Nałożone na pozytyw warstwy zbrojeniowe pokrywa się następnie drugim rękawem folii,
otwartym od góry, a zawiązywanym szczelnie na rurze ssącej poniżej otworów
przepustowych.
Następnie wlewa się od góry mieszaninę przeznaczoną do żelowania, zawiązuje rękaw
nad nią i włącza podciśnienie, ręcznie wyciskając żywicę w dół i rozprowadzając
równomiernie za pomocą elastycznego sznura lub gumowej rurki.
Równocześnie ciśnienie atmosferyczne obciska folię, wyrównując grubość ściany
i modelując kształty przyszłego laminatu.
Na zakończenie zawiązuje się rękaw na szczycie pozytywu, odcinając resztę nie
rozprowadzonej żywicy i pozostawia całość do ukończenia żelowania.
Czasem wlewa się żywicę przez wprowadzony pod folię dren gumowy zakończony od
góry lejkiem, wypełniając rękaw od dołu.
Inną modyfikacją tego postępowania jest laminowanie w zawieszeniu (szczytem pozytywu
ku dołowi) z zastosowaniem nakładanego na kończące się u nasady pozytywu warstwy
zbrojeniowe szczelnego cylindra próżniowego. Cylinder ten podłączony jest do pompy
próżniowej i odsysa nadmiar żywicy wlewanej od góry w rękaw, uszczelniony następnie
podwójnymi przewiązaniami na powierzchni cylindra. śywica, gromadząca się początkowo
w dole, przemieszcza się w górę pod wpływem podciśnienia, w czym można dopomóc
masowaniem ręcznym.
Podobnymi sposobami laminuje się skorupowe elementy nośne protez, łączące leje
protezowe z sąsiednimi zespołami konstrukcyjnymi, na indywidualnie kształtowanych
rdzeniach z parafiny, wytapianych następnie przez specjalne otwory po zakończeniu
żelowania.
Wykonywanie laminatów mieszanych, z żywic twardych i miękkich, dokonuje się
w sposób frakcjonowany. Najpierw wlewa się strumień żywicy miękkiej, rozprowadzanej
zwykłym sposobem, a następnie żywicę twardą, zapełniającą pozostałą przestrzeń komory
próżniowej rękawa, po czym następuje wspólne żelowanie, dające w wyniku jednolity
nierozdzielny laminat ze ścianami o różnej twardości.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Ilość żywicy zużywanej do wykonywania laminatów waha się w dość szerokich
granicach, określonych kształtem i wielkością oraz grubością powłoki przedmiotu.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to są laminaty?
2.
Jak powstają laminaty?
3.
Jakie urządzenia, narzędzia i przybory służą do wykonywania laminatów?
4.
Na czym polega laminowanie?
4.5.3. Ćwiczenia
Ćwiczenie 1
Opracuj wykaz urządzeń, narzędzi i przyborów, w które powinno być wyposażone
stanowisko do laminowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat wykonywania laminatów,
2)
w czasie pobytu w zakładach ortopedycznych zapoznać się z wyposażeniem stanowiska
do laminowania,
3)
sporządzić wykaz urządzeń, narzędzi i przyborów, w które powinno być wyposażone
stanowisko do laminowania.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wykonaj lej protezowy z żywicy syntetycznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat wykonywania elementów
protez z żywicy,
2)
dobrać urządzenia, narzędzia i przybory niezbędne do wykonania leja z żywicy,
3)
sprawdzić stan techniczny sprzętu,
4)
przygotować materiały potrzebne do wykonania leja,
5)
wykonać laminowanie według obowiązującego algorytmu wykonania.
Wyposażenie stanowiska pracy:
−
materiały potrzebne do wykonania laminowania,
−
wyposażenia stanowiska do laminowania,
−
algorytm wykonania leja,
−
przykładowa dokumentacja techniczna wykonania laminatów,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
−
eksponaty elementów przedmiotów ortopedycznych wykonane z laminatów,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić co to są laminaty?
2)
wyjaśnić jak powstają laminaty?
3)
dobrać urządzenia, narzędzia przybory do wykonania laminatów?
4)
wykonać laminowanie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.6.
Zastosowanie
tworzyw
sztucznych
w
rozwiązaniach
konstrukcyjnych przedmiotów ortopedycznych
4.6.1. Materiał nauczania
Protezy części twarzy
Ubytki twarzy powodujące znaczne oszpecenie chorego są często przyczyną
przygnębienia, urazów i obciążeń psychicznych. Osiągnięcia współczesnej chirurgii
wytwórczej umożliwiają odtwarzanie brakujących części twarzy za pomocą zabiegów
plastycznych. Jednak w szeregu przypadków zamiast zabiegów chirurgicznych stosuje się
odtwarzanie protetyczne.
Polega ono na zastępowaniu brakujących części twarzy (nosa, małżowiny usznej, okolicy
oczodołu, policzków) protezami zewnętrznymi.
W odróżnieniu od protez wszczepianych w głąb tkanek w zabiegu operacyjnym protezy
zewnętrzne twarzy pokrywają ubytki bez wprowadzenia trzonu protezy pod powłoki ciała.
Wskazanie do stosowania protez zewnętrznych twarzy istnieje w przypadkach, gdy chorzy nie
mogą być poddani chirurgicznym zabiegom odtwórczym.
Wymagania stawiane materiałom na protezy, a szczególnie ich właściwościom
fizycznym, chemicznym oraz oddziaływaniu na tkanki, są bardzo duże. Tworzywo, z którego
wykonuje się protezę twarzy powinno mieć następujące cechy (większość tych wymagań
odnosi się także do materiałów stosowanych na protezy innych części ciała) :
−
nie może być toksyczne ani oddziaływać drażniąco na tkanki,
−
powinno trwale barwić się na kolor skóry oraz podbarwiać już po sporządzeniu protezy,
−
nie może mieć zapachu,
−
w pewnym stopniu powinno być przeświecające (na podobieństwo skóry),
−
ma być zdatne do stosowania zarówno w postaci materiału sztywnego, jak i trwale
miękkiego, elastycznego,
−
powinno mieć niewielki ciężar właściwy,
−
musi być trwałe, zachowujące stałość nadanego 'kształtu, odporne na działanie
zwiększonej temperatury, słońca, wody i tłuszczów,
−
łatwo się zmywać,
−
nie może wchłaniać wody i flory bakteryjnej,
−
powinno być złymi przewodnikiem ciepła,
−
nie może być łatwopalne,
−
powinno się łatwo poddawać kształtowaniu i obróbce,
−
nie powinno być kosztowne,
−
powinno trwale łączyć się mechanicznie z elementami umocowującymi.
Spośród tworzyw sztucznych używanych do wykonywania protez twarzy najszerzej
stosowana jest masa akrylowa zarówno sztywna jak i elastyczna. Do wykonywania protez
elastycznych używa się także masy składającej się z polichlorku winylu, zmiękczacza oraz
stabilizatora (najczęściej stearynian wapnia).
W ostatnich latach do wykonywania protez twarzy stosuje się kauczuki silikonowe
(miękkie, elastyczne, łatwo kształtowalne w formach gipsowych). Łatwo można je barwić i są
odporne na zabrudzenia.
Tworzywa sztuczne stanowią w różnych swych postaciach korzystny, bardzo potrzebny,
a nieraz nieodzowny element wyposażenia medycznego. Szczególne zastosowanie znalazły
tworzywa sztuczne do produkcji elementów ortopedycznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Piankowe tworzywa sztuczne stanowią idealny materiał na wyroby stanowiące
ortopedyczne zaopatrzenie stopy, do których należą: ochraniacze przeciwdociskowe,
ochraniacze palucha, podkładki metatarsalne, ochraniacze palców stopy, prostowniki palców
młotkowanych, półksiężycowa wkładka podpalcowa, korektor koślawości palucha, elastyczny
wzmacniacz dolnego stawu skokowego, fiksator stawów skokowych, fiksator palcowo
metatarsalny i wkładki supinacyjno – matatarsalne. Wszystkie te wyroby wytwarzane są bądź
ze spienionego lateksu kauczuku naturalnego, bądź z gąbki poliuretanowej.
Zastosowanie tworzyw sztucznych do budowy gorsetów ortopedycznych wpłynęło na
znaczne zmniejszenie ich ciężaru, zwiększyło ich estetykę, ułatwiło zachowanie higieny oraz
przyczyniło się do zmniejszenia pracochłonności i szybszego wykonania.
Jednym z tworzyw, produkowanych specjalnie do budowy gorsetów, jest porowaty
polietylen, ale najczęściej stosowanym materiałem w ich produkcji są lite płyty z polietylenu.
Szczególnie popularny do tego celu jest polietylen o nazwie Ortholen.
Nadaje się on również do sporządzania protez kończyn, wkładek oraz innych przedmiotów
zaopatrzenia ortopedycznego.
W celu wykonania pełnego gorsetu używa się również nasyconych tworzywami sztucznymi
bandaży, które po zanurzeniu w rozpuszczalniku ulegają zmiękczeniu, a po obandażowaniu
pozytywu gipsowego tworzą twardą skorupę. Ponadto przy produkcji gorsetów wykorzystuje
się następujące tworzywa; plexidur, laminaty z żywicy epoksydowej lub poliestrowej,
plexiglas.
Protezy kończyn górnych wykonuje się z laminatów epoksydowych, poliestrowych,
acetylocelulozowych. Zaletą ich jest łatwość formowania, odporność na korozję, dobra
wytrzymałość mechaniczna. Jako wypełnienia wzmacniającego używa się tkaniny szklanej,
stilonowej i bawełnianej.
Do wytwarzania zewnętrznej powłoki protez kosmetycznych najodpowiedniejszym
materiałem jest tworzywo elastyczne, odporne na ścieranie, dające się łatwo formować i barwić
na dowolne kolory, m.in.: polichlorek winylu, poliwinylobutyral, żywice poliestrowe, guma
z kauczuku naturalnego, kauczuk chloroprenowy, poliuretany otrzymane z poliestrów.
Protezy kończyn dolnych podobnie jak górnych, wykonuje się z laminatów
epoksydowych i poliestrowych. Stosuje się również ortholen do wykonywania podudzi,
natomiast jako wypełnienie używany jest kauczuk silikonowy. Do produkcji stopy protezowej
stosuje się kauczuki chloroprenowe, kopolimery butadienowo – styrenowe, żywicę
poliestrową, elastomery poliuretanowe, polichlorek winylu.
Tworzywa sztuczne znalazły także zastosowanie w innych obszarach medycynu
np: ortopedii. Przykładem mogą byś tworzywa sztywniejące.
Tworzywami sztywniejącymi nazywamy tworzywa z opasek lub płyt z materiałów
włókienniczych,
nasyconych
półsyntetycznymi
lub
syntetycznymi
związkami
wysokopolimerycznymi rozpuszczalnymi w zimnej lub gorącej wodzie bądź w acetonie.
Tworzywa te po przejściowym zmiękczeniu ponownie twardnieją, niekiedy nieodwracalnie,
tworząc materiały konstrukcyjne.
Szyny i aparaty ustalające wykonane przy użyciu bandaży, tkanin i tworzyw sztucznych
można podzielić na cztery typy:
−
opaski typu Boforsa,
−
opaski gipsowe modyfikowane tworzywami sztucznymi,
−
nadmuchiwane łupki z folii lub laminatów foliowych,
−
aparaty ustalające z laminatów wzmacnianych materiałami włókienniczymi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Opaski typu Boforsa są to opaski z dzianiny, które po zanurzeniu w rozpuszczalniku
organicznym stają się plastyczne, kleiste i w takiej postaci mogą być uformowane
na odpowiedni kształt.
Istnieją dwie odmiany bandaży typu Boforsa. Jedną z nich stanowią bandaże z dzianiny
bawełnianej (lub z włókna sztucznego) nasyconej emulsją termoplastycznego tworzywa
sztucznego, np. polimetakrylanu metylu, polistyrenu, polioctanu winylu, różnych estrów:
eterów celulozy, estrów kwasu akrylowego, kopolimerów octanu winylu i kwasu
krotonowego i innych tworzyw rozpuszczalnych w łatwo dostępnych lotnych
rozpuszczalnikach, np. w octanie etylu lub w acetonie. Tego typu bandaże wyglądem
przypominają nieco opaski gipsowe, ponieważ emulsja polimeru jest tylko luźno związana
z włóknami dzianiny. Całość sprawia, więc wrażenie bandaża napudrowanego bardzo
miałkim proszkiem, pozostającym na rękach i częściowo osypującym się. Opaski takie
sporządza się w ten sposób, że przesącza się je wodną dyspersją emulsyjnie
polimeryzowanego tworzywa, a następnie odparowuje wodę i suszy. Druga odmiana jest
bardziej praktyczna (ze względu na brak osypującego się proszku). Są to bandaże wykonane
z dwóch różnego rodzaju włókien: włókna stanowiącego konstrukcyjne wzmocnienie
bandaża, nie rozpuszczalnego w rozpuszczalnikach organicznych (bawełnianego,
poliamidowego a nawet szklanego) i włókna z rozpuszczalnego tworzywa termoplastycznego,
najczęściej z octanu celulozy.
Opatrunki ustalające gipsowe posiadają podstawowe wady jak duży ciężar i trudności
z utrzymaniem ich w czystości; zaletą ich jest łatwość wykonywania przedmiotów
ortopedycznych wprost na ciele chorych. Gipsowe opatrunki ortopedyczne muszą być jednak
stosunkowo grube.
Ostatnio stosuje się modyfikacje opasek gipsowych w postaci domieszki żywic
melaminowo-formaldehydowych, polioctanu winylu lub innych tworzyw sztucznych, które
przyspieszają osiągnięcie pełnej wytrzymałości i ogólnie podnoszą wytrzymałość
mechaniczną opaski gipsowej.
Nadmuchiwane szyny unieruchamiające z folii są jednym z nowszych rozwiązań
w unieruchamianiu kończyn po złamaniach i zranieniach. Łupki takie wykonuje się
z podwójnej folii lub laminatu foliowego {np. z poliamidu laminowanego polietylenem)
w postaci rękawów włożonych jeden w drugi, zespawanych ze sobą i zaopatrzonych
w wentyl. Utworzoną w ten sposób „rurę” z podwójnych ścianek folii napełnia się
powietrzem przez wentyl zwrotny, przy czym wewnętrzna „rura” rozdymając się
unieruchamia kończynę i działa jednocześnie jako opatrunek uciskowy.
Ciężar takich opatrunków unieruchamiających jest w porównaniu z gipsem znikomo
mały, jednakże stosowane mogą być jedynie jako krótkotrwałe unieruchomienie
prowizoryczne, transportowe. Całkowite unieruchomienie kończyny uzyskać można przy
wytworzeniu dość wysokiego ciśnienia wewnątrz „rury”, ale okrężny ucisk kończyny
w niedługim czasie powoduje ból wskutek jej niedokrwienia.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie cechy powinno mieć tworzywo, z którego wykonuje się protezy?
2.
Jakie tworzywa sztuczne wykorzystuje się do produkcji protez kończyn górnych
i dolnych?
3.
Jakie tworzywa sztuczne wykorzystuje się do produkcji ortez?
4.
Jakie tworzywa sztuczne wykorzystuje się do produkcji sprzętu rehabilitacyjnego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.6.3. Ćwiczenia
Ćwiczenie 1
Dobierz tworzywa sztuczne do wykonania protezy modułowej kończyny dolnej
po amputacji na poziomie uda.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat tworzyw sztucznych
wykorzystywanych w technice ortopedycznej,
2)
sporządzić wykaz elementów protezy które wykonane będą z tworzywa sztucznego,
3)
określić rodzaj tworzywa sztucznego które należy użyć do budowy elementu protezy.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
katalogi protez kończyn dolnych,
−
katalogi tworzyw sztucznych,
−
eksponaty protez modułowych,
−
eksponaty elementów protez wykonanych z tworzyw sztucznych,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Dobierz tworzywa sztuczne do wykonania przedmiotów zaopatrzenia ortopedycznego
stopy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat tworzyw sztucznych
wykorzystywanych w technice ortopedycznej,
2)
sporządzić wykaz przedmiotów zaopatrzenia ortopedycznego stopy, które mogą być
wykonane z tworzywa sztucznego,
3)
określić rodzaj tworzywa sztucznego, które należy użyć do budowy elementu
określonego rodzaju zaopatrzenia ortopedycznego stopy.
4)
Wykonać zestawienie w układzie tabelarycznym.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
katalogi zaopatrzenia ortopedycznego stopy,
−
katalogi tworzyw sztucznych,
−
eksponaty przedmiotów ortopedycznych do zaopatrzenia stopy,
−
eksponaty przedmiotów ortopedycznych wykonane z tworzyw sztucznych,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Ćwiczenie 3
Wykonaj wkładkę do uniesienia sklepienia poprzecznego i podłużnego stopy
z zastosowaniem tworzyw sztucznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat tworzyw sztucznych
wykorzystywanych w technice ortopedycznej,
2)
wykonać obrys stopy,
3)
dobrać materiały do wykonania wściółki,
4)
dobrać odpowiednie peloty sklepienia podłużnego i poprzecznego,
5)
wykroić elementy wkładki,
6)
połączyć poszczególne elementy za pomocą klejenia,
7)
wykonać dopasowanie całości wkładki do obuwia standardowego,
8)
wykonać obróbkę wykańczająca.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
katalogi zaopatrzenia ortopedycznego stopy,
−
katalogi tworzyw sztucznych,
−
eksponaty przedmiotów ortopedycznych do zaopatrzenia stopy,
−
eksponaty przedmiotów ortopedycznych wykonane z tworzyw sztucznych,
−
materiały do wykonania wkładki,
−
narzędzia do wykonania wkładki,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić cechy tworzyw sztucznych z których wykonywane
są protezy?
2)
dobrać rodzaj tworzywa sztucznego do wykonania określonego
elementu zaopatrzenia ortopedycznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.7.
Wytwarzanie elementów przedmiotów ortopedycznych
z tworzyw sztucznych
4.7.1. Materiał nauczania
Wkładki ortopedyczne
Wkładki ortopedyczne do obuwia, w zależności od zadań, jakie mają spełniać, posiadają
wielką różnorodność kształtów i właściwości mechanicznych. Wykonywane są jako wkładki
sztywne, półsztywne, elastyczne. Różnorodność ich wynika stąd, że inne wymagania stawiane
są wkładkom korekcyjnym specjalnym, które mają kompensować i korygować ciężkie
zniekształcenia stopy, inne zaś tym, które mają jedynie stanowić podparcie podeszwy stopy
w przypadkach niedomogi sklepień podłużnego lub poprzecznego bądź dawać odciążenie
miejsc bolesnych.
Mało, który problem w technice zaopatrzenia ortopedycznego jest przedmiotem tak
znacznej różnorodności i rozbieżności poglądów jak problem wkładek ortopedycznych,
dlatego też wyczerpujące naświetlenie sprawy nie może być dokonane w tej pracy.
W wykonawstwie wkładek rozróżniać można dwa tryby zaopatrzenia. Pierwszy, to
zaopatrzenie indywidualne, pracochłonne, kosztowne, lecz najbardziej komfortowe i jedyne,
jeśli chodzi o wkładki specjalne, drugi — to zaopatrzenie standartowe, masowe, polegające
na prefabrykowaniu gotowych kształtek, które dobiera się tak, jak gotowe obuwie.
Lekkie metale, skóra, korek, filc — są to materiały ciągle jeszcze szeroko stosowane,
w mniejszym zakresie stosowane są tworzywa sztuczne. Do wyrobu wkładek używany jest
miedzy innymi kauczuk naturalny, syntetyczny (lateksy), elastomery poliuretanowe,
polimetakrylany i inne.
Materiał
odpowiedni
na
wkładki
powinien
być
wytrzymały
mechanicznie,
nieodkształcalny, elastyczny i higieniczny, a w aspekcie masowego zaopatrzenia mało
kosztowny. Czyniono próby użycia winiduru, materiał okazał się jednak mało przydatny
z powodu pękania. Podobnie próby wykonywania wkładek sztywnych z laminatów, żywic
poliestrowych i epoksydowych wzmacnianych włóknem szklanym nie dały produktu
o lepszych właściwościach niż wkładki wykonane z duraluminium i to zarówno pod
względem pracochłonności wykonania, jak i wartości użytkowej.
Upośledzenie perspiracji stopy jest wadą wielu materiałów tworzywowych, którą próbuje
się zmniejszyć przez wykonywanie konstrukcji siatkowych, ażurowych.
W Niemczech znany jest materiał pod nazwą „sadur”, będący produktem kopolimeryzacji
metakrylanu metylu i akrylonitrylu w postaci płyt termoplastycznych o temp. mięknienia
125°C i utrzymujących nadany kształt w temperaturze nie przekraczającej 70°.
Bardzo przydatny jest materiał pod nazwą ortholen (tworzywo polietylenowe), który jest
plastyczny w temp. 180°C i który można również wyklepywać na zimno na odpowiednio
mocnych kopytach.
Wkładki ortopedyczne mają za zadanie korygować zniekształcenia stopy i przede
wszystkim podpierać patologicznie obniżone jej sklepienia podłużne (w osi długiej stopy)
i poprzeczne (w osi poprzecznej przedniej części stopy); są one dobrze tolerowane i spełniają
należycie swoją rolę tylko wówczas, gdy są precyzyjnie indywidualnie domodelowane do
każdej stopy. Wszelkie „dobieranie” wkładek spośród gotowych, produkowanych seryjnie,
nie daje wyników całkowicie zadowalających.
„Dopasowywanie” przez obróbkę mechaniczną nieznacznie tylko poprawia sytuację i jest
bardzo pracochłonne, jeżeli wykonane ma być rzetelnie. Rzutuje to na koszty i czas
wykonania. W tym stanie rzeczy praktyczniejszego rozwiązania problemu należy szukać
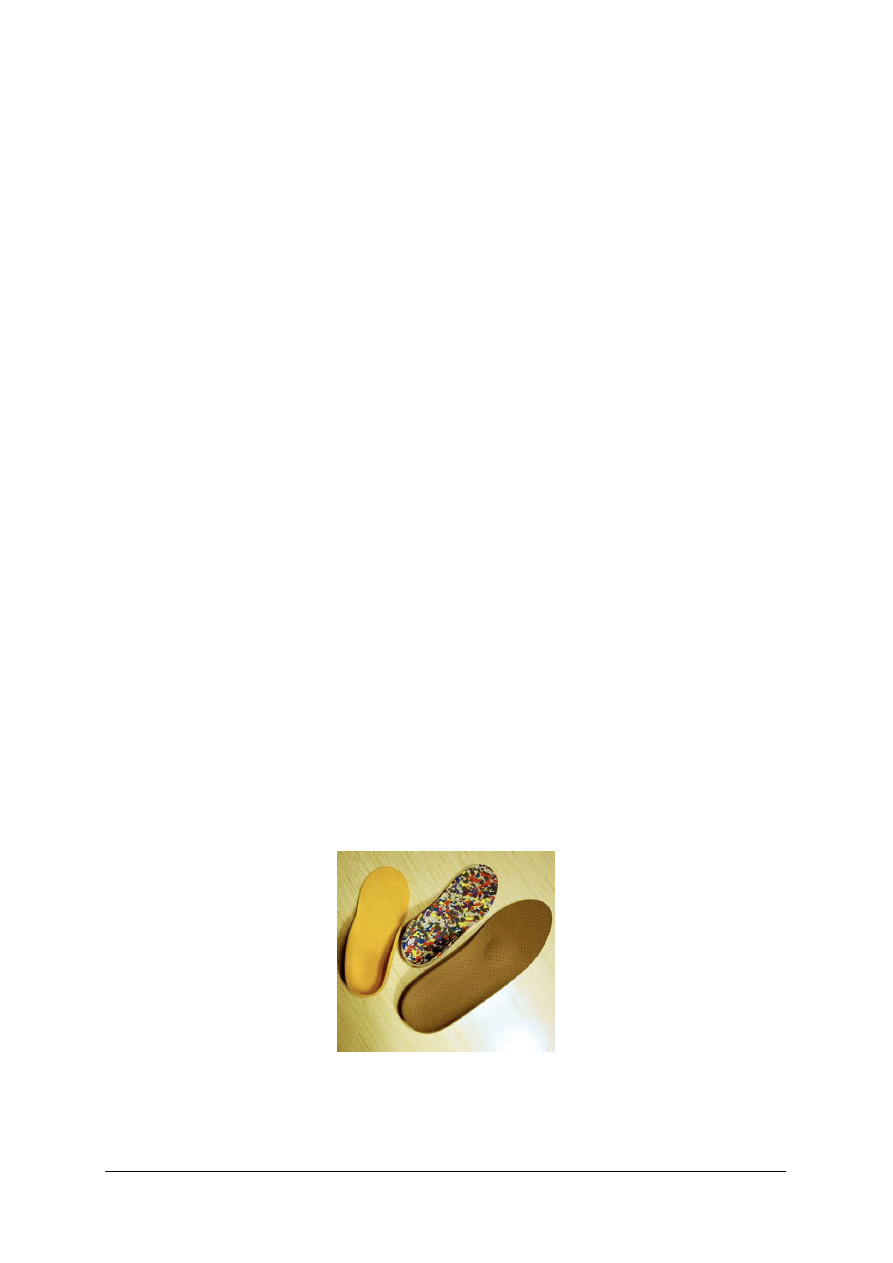
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
przez zastosowanie płyt z tworzyw sztucznych, a zwłaszcza takich, których modelowanie
indywidualne odbywać się może bezpośrednio na stopie, z ręcznym wykonaniem
niezbędnych
korekcji ortopedycznych samej stopy podczas modelowania na niej wkładek.
Bliskie doskonałości jest wykonywanie wkładek indywidualnych na podstawie odlewu
gipsowego stóp pacjenta, jednak wykonywanie takich odlewów jest czasochłonne i stąd
niemożliwe w warunkach masowego zaopatrzenia.
Technika wykonania wkładek przez bezpośrednie modelowanie na stopie jest
następująca: zaopatrywaną stopę pacjenta ustawia się na arkuszu ortoduru, miękkim
ołówkiem obrysowywuje kształt podeszwowej powierzchni stopy, z łukowatym naddatkiem
po stronie przyśrodkowej na długości sklepienia podłużnego stopy. Naddatek ten powinien
być większy bliżej pięty (do 25 mm) i maleć stopniowo ku przodowi stopy. Przednią krawędź
kształtki zarysowuje się wprowadzając ołówek do końca przestrzeni międzypalcowych. Płytę
wyjmuje się spod stopy, obrysowywuje analogicznie kształtkę dla drugiej stopy, po czym
zanurza ją w prawie wrzącej kąpieli wodnej. W ciągu ok. l min materiał mięknie w takim
stopniu, że wycięcie kształtki mocnymi nożycami opatrunkowymi nie przedstawia żadnych
trudności.
Pacjent kładzie się na kozetce na brzuchu, zgina kolana pod kątem prostym,
powierzchnie
podeszwowe stóp ustawione są poziomo. Wykrojoną kształtkę wyjmuje się z kąpieli, otrząsa
resztki wody, wachluje kilkakrotnie w powietrzu i przykłada do własnego przedramienia, aby
skontrolować temperaturę. Bardzo szybko po l - 2 min kształtka przestaje parzyć ochładzając
się do temperatury poniżej 60° na powierzchni, zachowuje wyższą temperaturę w warstwach
głębszych i pełną termoplastyczność.
Kształtkę układa się na powierzchni podeszwowej odpowiedniej (mogą być
niejednakowe) stopy, przytwierdza ją kilkoma okrężnymi obwojami opaski elastycznej, po
czym dokładnie ręcznie modeluje. Podczas modelowania pogłębia się odpowiednio sklepienie
podłużne i starannie modeluje sklepienie poprzeczne przez uciskanie opuszkami kciuków,
obejmując obustronnie stopę rękami. Wybrzuszenie wkładki od strony przyśrodkowej zostaje
starannie domodelowane i przytrzymane do chwili utwardzenia się przy krawędzi
przyśrodkowej stopy. Utwardzenie wystarczające do zachowania nadanego kształtu następuje
w ciągu 3–5 min, zależnie od temperatury otoczenia. Po zdjęciu uformowanej wkładki wkłada
się ją do skrzyneczki z piaskiem. Daje to równomierne podparcie wszystkich krzywizn,
a przysypanie
piaskiem
wymodelowanych
zagłębień
uniemożliwia
jakiekolwiek
odkształcanie się podczas ostatecznego stygnięcia.
Rys. 2. Wkładki wykonane z tworzyw termoplastycznych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Gorsety ortopedyczne
Gorsety ortopedyczne są to aparaty, których zadaniem jest unieruchomienie całego
kręgosłupa lub poszczególnych jego części.
Głównym zadaniem gorsetów ortopedycznych jest usunięcie dolegliwości bólowych,
poprawienie stabilizacji kręgosłupa, a przez to statyki całego ciała, redresja wszelkiego
rodzaju zniekształceń tułowia oraz wspomaganie leczenia ortopedyczno - chirurgicznego.
Z punktu widzenia zastosowania gorsety dzieli się na stabilizujące, podpórcze, redresyjne
i reklinacyjno-korygujące. Pierwsze dwa typy, tj. gorsety stabilizujące i podpórcze, mogą być
całkowicie wykonane z tworzyw sztucznych, natomiast gorsety redresyjne i reklinacyjno-
korygujące z reguły sporządza się z materiałów tradycyjnych np. ze skóry i z metalu, gdyż
tworzywa sztuczne nie mają potrzebnej do tego celu wytrzymałości mechanicznej
i sztywności. Zagadnienie wyłącznego stosowania tworzyw sztucznych do budowy gorsetów
ortopedycznych jest jednak ciągle jeszcze dyskusyjne.
Po okresie entuzjazmu zaczęto częściowo wycofywać się z konstrukcji tworzywowej
gorsetów. Zwłaszcza w gorsetach „pełnych” zwraca się uwagę na trudności oddechowe, jak
też uczulenia występujące nawet w przypadkach stosowania wykładzin z tworzyw
porowatych. Nie mniej jednak tworzywa typu Ortholen i niektóre inne znalazły masowe
zastosowanie do produkcji gorsetów ortopedycznych w wielu krajach europejskich.
Tworzywa te służą do budowy konstrukcji nośnych, zwłaszcza „żeberkowych” i swoją
lekkością, higienicznością i wyglądem estetycznym zdecydowanie wypierają gorsety
tradycyjne.
Rys. 3. Gorset doniczkowy wykonany z tworzywa sztucznego (termoplast Ortholen)
Z punktu widzenia konstrukcji gorsety ortopedyczne dzielą się na gorsety „pełne”,
zbudowane z jednolitego materiału i szkieletowe, zwane inaczej żeberkowymi, wykonane
z mocnych cienkich taśm.
Do wykonywania gorsetów ortopedycznych nadają się min.: polichlorek winylu,
polioctan winylu, polietylen, żywice kazeinowe i mocznikowe.
Tworzywa sztuczne stwarzają możliwość kształtowania i dokonywania poprawek
gotowych już gorsetów. Użycie tworzyw sztucznych przyczynia się do zmniejszenia
pracochłonności i szybszego wykonania gorsetów.
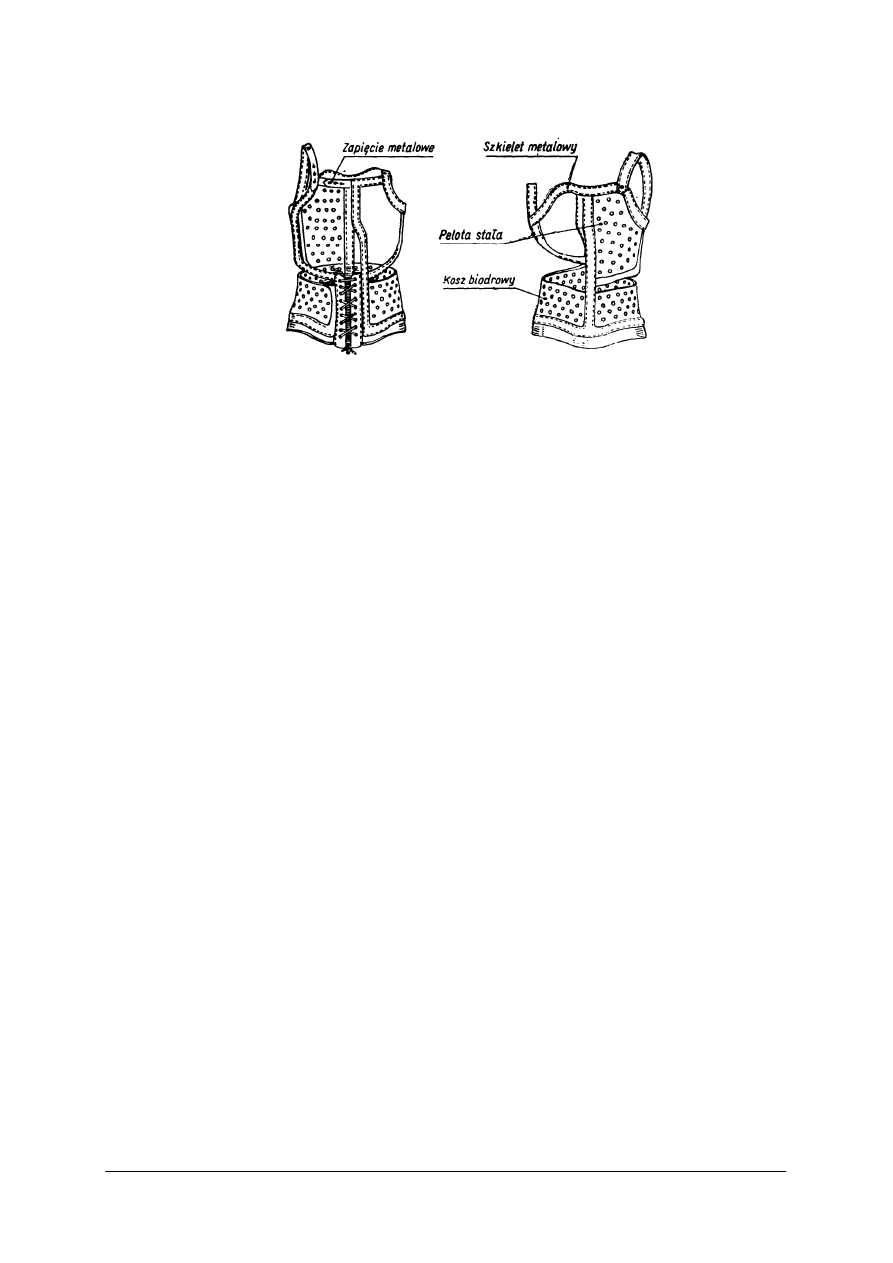
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 4. Gorset ortopedyczny sztywny typu Cotrela
W tym wypadku szkielet gorsetu (Cotrela) wykonany jest z płaskowników
duraluminiowych, do których przynitowany jest kosz biodrowy i stała pelota – wykonanych
z żywicy epoksydowej lub poliestrowej wzmocnionej włóknem szklanym lub z polistyrenu
średnioudarowego.
Protezy rąk
W ostatnich latach zaznaczają się dwa kierunki prac nad budową kosmetycznych protez
rąk, nazywanych również końcówkami kosmetycznymi. Kierunek pierwszy obejmuje prace
nad budową protez, których jedynym przeznaczeniem jest maskowanie kalectwa. Kierunek
drugi to prace nad budową protez, które oprócz kosmetyki mają spełnić pewne funkcje
mechaniczne.
Najodpowiedniejszym materiałem przeznaczonym do wytwarzania zewnętrznej powłoki
protez kosmetycznych jest tworzywo elastyczne, odporne na ścieranie, dające się łatwo
formować i barwić na dowolne kolory. Warunki takie spełniają między:
−
polichlorek winylu i kopolimery chlorku winylu,
−
poliwinylobutyral (Butvar),
−
żywice poliestrowe,
−
guma z kauczuku naturalnego,
−
kauczuk chloroprenowy (neopren),
−
pochodne celulozy rozpuszczalne w acetonie, np. acetyloceluloza,
−
poliuretany otrzymane z poliestrów.
Interesującą grupą materiałów są kopolimery winylowe takich monomerów, jak estry
kwasu akrylowego, maleinowego i inne. Ze względu na to, że kosmetyczne protezy rąk
stykają się ze skórą, wszystkie surowce wchodzące w skład mieszanek nie powinny zawierać
składników drażniących skórę.
Leje dla protez kończyn górnych
Leje kończyn górnych wykonuje się z laminatów epoksydowych, poliestrowych,
acetylocelulozowych. Zaletą ich jest łatwość formowania, odporność na korozję, dobra
wytrzymałość mechaniczna. Jako wypełnienia wzmacniającego używa się tkaniny szklanej,
stilonowej i bawełnianej.
Leje z żywicy epoksydowej
Przy otrzymywaniu lejów z żywicy epoksydowej skład mieszanki może być następujący:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
100 g żywicy epoksydowej (np. krajowy epidian 5), 10 g utwardzacza (krajowy utwardzacz
Z-l jest to trójetylenoczteroamina), barwnik. Składniki miesza się 3–4 min. śywotność tej
mieszaniny w temp. pokojowej wynosi 0,5 –l godz. Mniejsza od podanej ilość utwardzacza
powoduje pogorszenie właściwości mechanicznych laminatu, jego niedotwardzenie,
natomiast nadmiar powoduje zwiększenie 'kruchości” żywicy.
Podczas utwardzania żywicy następuje bardzo mały skurcz, dzięki czemu wykonany
laminat doskonale odwzorowuje kształty i wymiary modelu.
Proces utwardzania laminatów żywicznych dzieli się na trzy etapy:
−
utwardzanie wstępne – przejście ciekłej żywicy w stan żelu; czas utwardzania w temp.
pokojowej l–2 godz.
−
utwardzanie właściwe – zestalanie się żywicy i dalsze jej sieciowanie (w tym stanie
powstaje ciało twarde, lecz kruche), czas utwardzania w temp.:
−−−−
20°C – 14 – 24 godz.
−−−−
40°C – 5 – 7 godz.
−−−−
60°C – 4 – 5 godz
−−−−
70°C – 1 – 3 godz.
−
wygrzewanie końcowe (hartowanie) — stosowane jest dla zwiększenia odporności
cieplnej, mechanicznej i chemicznej.
W celu uzyskania większego stopnia elastyczności gotowego laminatu dodaje się do
żywicy ftalanu butylu jako zmiękczacza. Niewielkie jego ilości nie powodują odchyleń
w procesie utwardzania, zmieniają jednak w niewielkim stopniu właściwości mechaniczne
utwardzonego laminatu.
Mimo niewątpliwie dużej wytrzymałości mechanicznej żywicy epoksydowej nie jest ona
wystarczająca do długotrwałego użytkowania protezy. Dlatego w celu poprawienia
właściwości mechanicznych protez z żywicy epoksydowej wykonuje się je w postaci
laminatów z włókien szklanych, bawełnianych lub stilonowych. Zabarwia się na kolor
cielisty.
Leje można także wykonywać z żywicy poliestrowej oraz z acetylocelulozy.
Elastyczne leje kikutowe z poliamidów
Wykonanie ich polega na przesyceniu roztworem poliamidu (za pomocą pędzla),
rękawka bawełnianego naciągniętego na pozytyw gipsowy. Po kilkuminutowym
przeschnięciu naciąga się następny rękawek i czynność tę powtarza aż do osiągnięcia
odpowiedniej grubości laminatu. Całość pozostawia się do dnia następnego w temp.
pokojowej. W przypadku stwierdzenia niedostatecznego przesycenia laminatu lej zwilża się
ponownie roztworem poliamidu.
Roztwór poliamidu można przyrządzić następująco: 12–15 cz. wag. poliamidu
w granulkach rozpuszcza się w 100 cz. wagowych roztworu alkoholu metylowego, benzenu
i wody (w proporcji 7:2:1), ogrzewa się do temp. 50–60°C i utrzymuje w tej temperaturze
przez kilka godzin.
Porowate leje kikutowe z laminatów epoksydowych
Laminaty porowate stosowane do produkcji lejów kikutowych umożliwiają dostęp
powietrza do powierzchni ciała i ułatwiają zachowanie równowagi cieplnej na powierzchni
kikuta. Skład mieszanki może być następujący: żywica epoksydowa 65 cz. wagowych,
poliaminoamid (PAC) 35 cz. wagowych, trójchloroetylen (TRI) 43 cz.wagowe.
Proces technologiczny podobny jest do otrzymywania lejów litych z tym, że gotowy
produkt po zdjęciu folii wstawia się do suszarki o temp. 45–50°C na l godz. w celu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
odparowania trójchloroetylenu. Odparowanie rozpuszczalnika powoduje powstanie
porowatego produktu. Następnie ogrzany lej owija się paskiem folii polichlorowinylowej
i wstawia ponownie na okres l godz. do suszarki o temp. 100°C, aby uzyskać gładką
powierzchnię. Następnie usuwa się pasek folii i sezonuje lej w temp 100°C przez 75 min.
Kosmetyczne pokrycia protez kończyn
Najnowocześniejsze protezy wykonuje się na nośnym szkielecie rurowym i całość
pokrywa elastycznym spienionym tworzywem sztucznym np. pianką poliuretanową. Są to tak
zwane protezy ciałopodobne, które nadają protezom modularnym naturalny wygląd.
Pokrycie można wykonać przez:
−
odlewanie pianki poliuretanowej w formach z żywicy epoksydowej lub poliestrowej
z wypełnieniem np. pyłem aluminiowym,
−
obróbkę mechaniczną bloku z pianki poliuretanowej.
Sposób pierwszy jest bardziej ekonomiczny i nie wymaga obróbki powierzchniowej. Forma
składa się z dwóch części i trzpienia lub jednej w zależności od poziomu amputacji.
Sposób drugi polega na obróbce mechanicznej bloku pianki poliuretanowej o odpowiedniej
elastyczności na specjalnie do tego celu przygotowanej szlifierce-kopiarce.
Protezy kończyn dolnych.
Protezy stałe uda i podudzia wykonuje się podobnie jak protezy ramienia i przedramienia
z laminatów epoksydowych i poliestrowych. Jako materiał wzmacniający stosuje się maty lub
tkaniny szklane, pończoszki stylonowe lub bawełniane. Ilość warstw uzależniona jest od
rodzaju użytego materiału.
Protezy uda ze względu na różnorodność kształtów wykonuje się indywidualnie na
pozytywach gipsowych. Protezy podudzia natomiast można wykonywać również metodą
seryjną. Używa się również żywic poliestrowych, przy czym podudzia formowane są
w dwudzielnych formach metalowych. Formę taką wypełnia się gumowym „balonem”, na
który naciągnięte są rękawki z maty szklanej lub tkaniny bawełnianej przesyconej żywicą. Po
zamknięciu form do balona wtłacza się powietrze pod ciśnieniem do 1,5 at.
Dogodniejszą metodą jest wykonanie podudzia z laminatu żywicy poliestrowej lub
epoksydowej na pozytywach drewnianych lub z tworzyw, np. z polietylenu metodą
podciśnieniową.
Po wykonaniu laminatu zdejmuje się go z pozytywu po podgrzaniu do temp. ok. 60°C.
W przypadku trudności przy zdejmowaniu laminatu pozytyw może być dwudzielny z klinem.
Po wyjęciu klina pozostałe części formy łatwo się usuwa.
Przestrzeń pomiędzy stopą a lejem kikutowym umocowanym w podudziu wypełnia się
spienionym polichlorkiem winylu, który daje się łatwo obrabiać. Stosowana jest również
metoda wypełniania podudzia perełkami otrzymanymi z oligomerów fenolowo-
formaldehydowych.
Podudzie wykonuje się również z ortholenu. Jest to termoplastyczne tworzywo sztuczne -
polietylen niskociśnieniowy o wystarczającej wytrzymałości pomimo niskiego ciężaru
właściwego. Jest ono obojętne w stosunku do skóry, odporne na pot, rozpuszczalniki, kwasy,
ługi.
Najważniejszą częścią protezy kończyny dolnej jest lej kikutowy. Stanowi on strefę
kontaktu protezy z kikutem umożliwiającym przenoszenie ruchów kikuta na elementy
protezy.
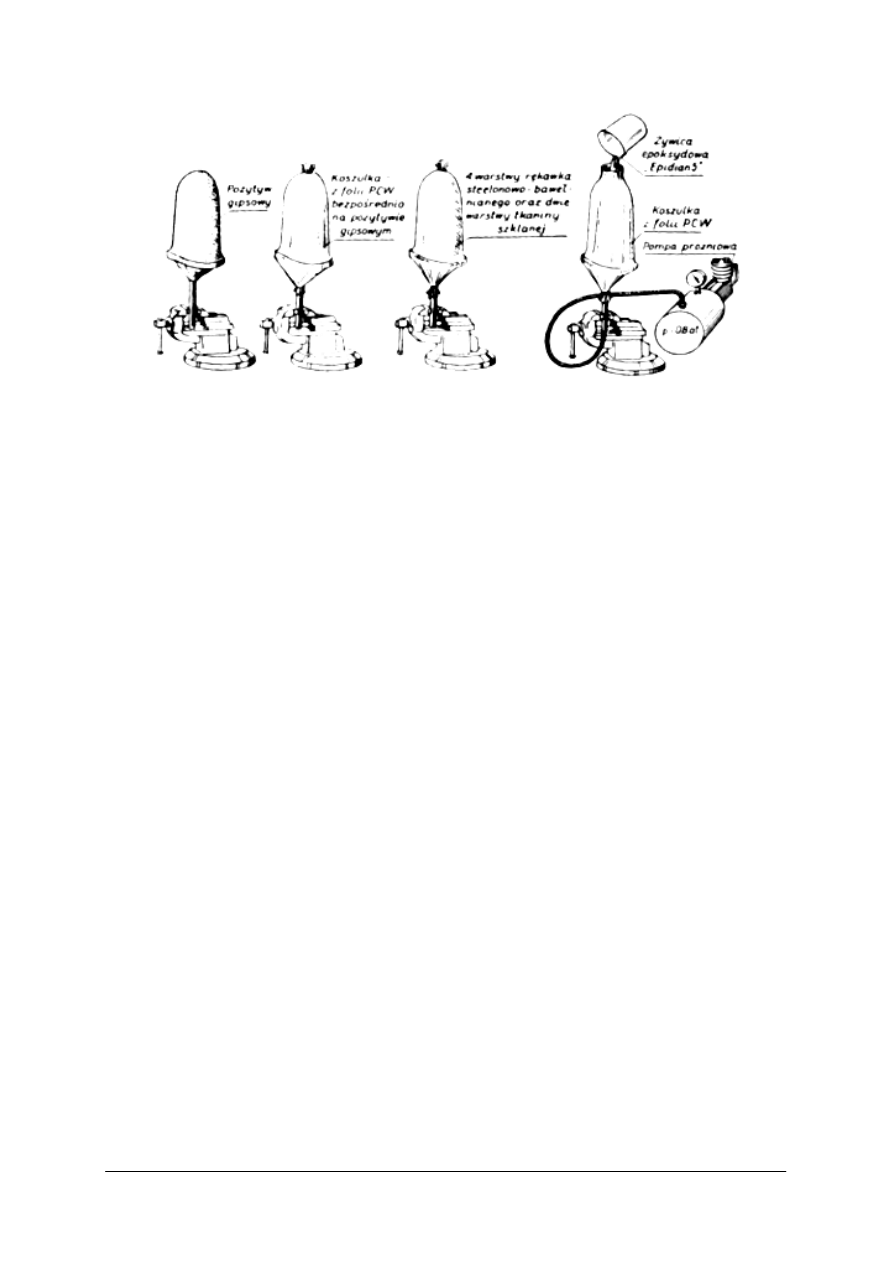
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 5. Cztery etapy wykonywania leja protezowego
W praktyce spotykamy się z dwoma sposobami dopasowywania leja kikutowego. Jeden
z nich stosowany powszechnie dla większości kikutów polega na stworzeniu oparcia
u wejścia do leja ze swobodnym umieszczeniem całego obwodowego odcinka kikuta w leju.
Wadą tego typu jest koncentracja obciążenia na nieznacznej powierzchni kikuta. Drugi –
stosowany do kikutów oporowych Syme'a, Pirogowa, Grittiego, Calandera i in.: polega na
oparciu końca kikuta na specjalnie dopasowanym dnie leja. Obecnie sposób ten, (często
modyfikowany), zyskuje coraz więcej zwolenników dostrzegających jego zalety w postaci
racjonalniejszego rozłożenie obciążenia na całej powierzchni kikuta oraz ułatwionego
sterowanie ruchami protezy.
Do rozpowszechnienia tego rozwiązania przyczyniły się zarówno poprawa techniki
protezowania, jak i nowe zdobycze w dziedzinie budowy protez i dopasowywania leja
kikutowego.
Leje kikutowe kończyny dolnej wykonuje się metodą podobną jak leje kikutowe kończyn
górnych. W przypadku wykonywania leja uda należy powiększyć ilość rękawków z dzianiny
do 4 warstw oraz tkaniny szklanej do 2 warstw. Natomiast przy leju podudzia stosunek
ilościowy rękawka do tkaniny szklanej wynosi 3:1. Stosunki te mogą ulec zmianom
w zależności od wielkości leja kikutowego, ciężaru pacjenta, rodzaju wykonywanej przez
niego pracy itp.
W klasycznym protezowaniu często dochodzi do zaburzeń czynnościowych wskutek
atrofii kikuta i wynikających stąd obluźnień leja, co zmusza do zmian jego objętości
i kształtu. Z tego względu wytwarza się również protezy umożliwiające ścisły czynnościowy
kontakt leja z kikutem. Rozpoczęto badania w kierunku uzyskania lejów elastycznych.
Uzyskuje się je poprzez wypełnienie kauczukiem silikonowym dna leja lub za pomocą
połączonych ze sobą dwóch lejów – wewnętrznego - elastycznego i zewnętrznego -
sztywnego. Położenie ich względem siebie można regulować. W ten sposób w zależności od
potrzeb zmniejsza się lub zwiększa przestrzeń pomiędzy obu lejami.
Konstrukcja regulowanego leja umożliwia stały kontakt kikuta z lejem przy różnych
stanach atrofii mięśni. Przestrzeń pomiędzy lejami częściowo wypełniona jest płynem,
natomiast w jej górnej części znajduje się powietrze, które odgrywa rolę bufora. Płyn lub
powietrze może być regulowane przez wentyl.
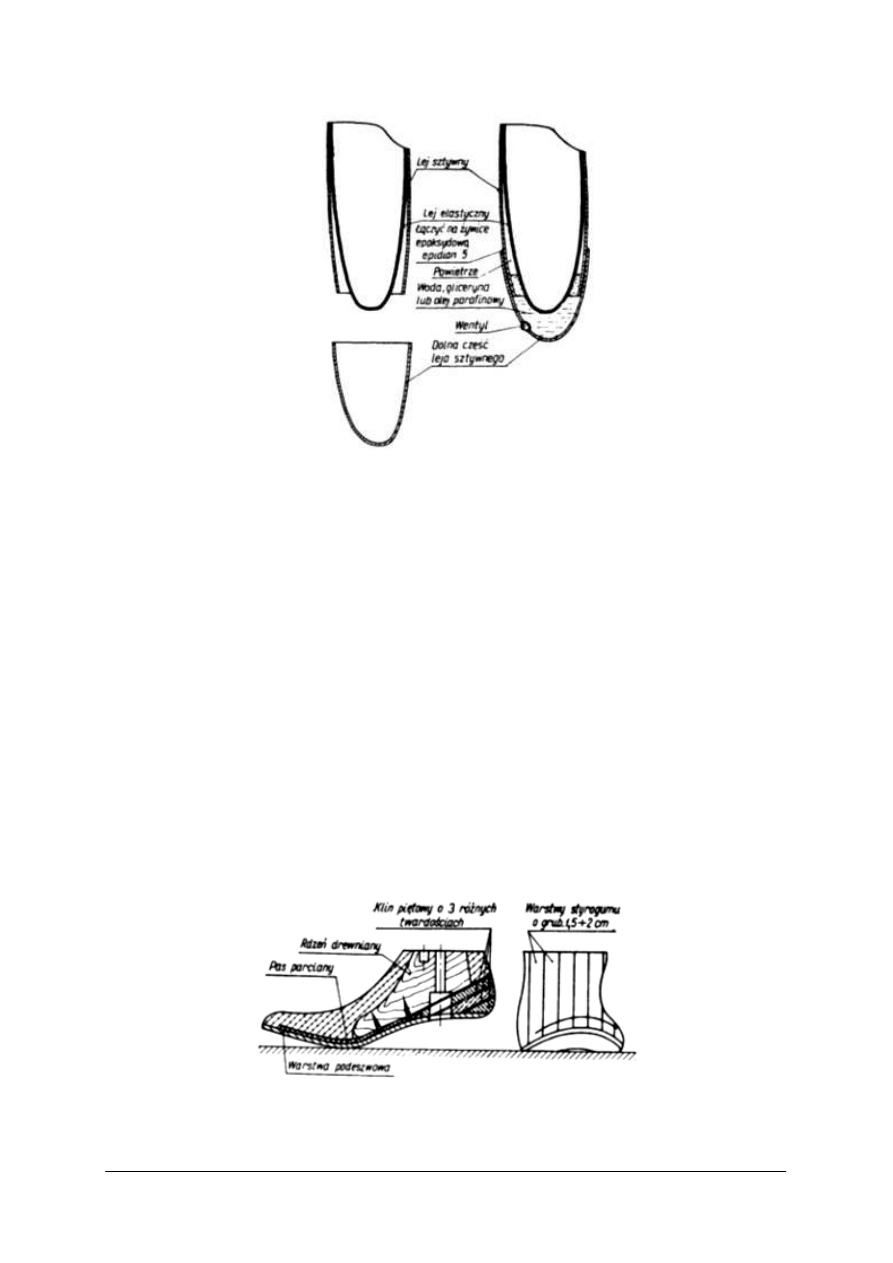
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rys. 6.Części składowe regulowanego leja wraz z lejem sztywnym.
Zaletą takiej konstrukcji leja jest to, że cała powierzchnia kikuta obciążona jest
równomiernie. Maksymalny nacisk wynosi przeciętnie 130 mm Hg/cm
2
, co zapewnia
dostateczne ukrwienie kikuta.
Zastosowanie do budowy lejów kikutowych żywic epoksydowych lub poliestrowych
pozwoliło na otrzymanie lejów o wiernym obrysie, nawet przy skomplikowanych kształtach.
Oprócz żywic epoksydowych i poliestrowych do budowy lejów można stosować i inne
tworzywa sztuczne jak np. acetylocelulozę.
Wykonywanie lejów kikutowych z tworzyw sztucznych umożliwia stosowanie protez bez
zawieszenia, co ma duże znaczenie w procesie rehabilitacji.
Protezy stopy
Składową częścią protez kończyny dolnej są stopy. Praktyczne rozwiązania
konstrukcyjne
stopy protezowej można podzielić na trzy zasadnicze grupy:
1.
stopa ze stawem skokowym jednoosiowym,
2.
stopa ze stawem bezosiowym lub wieloosiowym,
3.
stopa bez stawu skokowego.
Rys. 7. Stopa typu SACHA
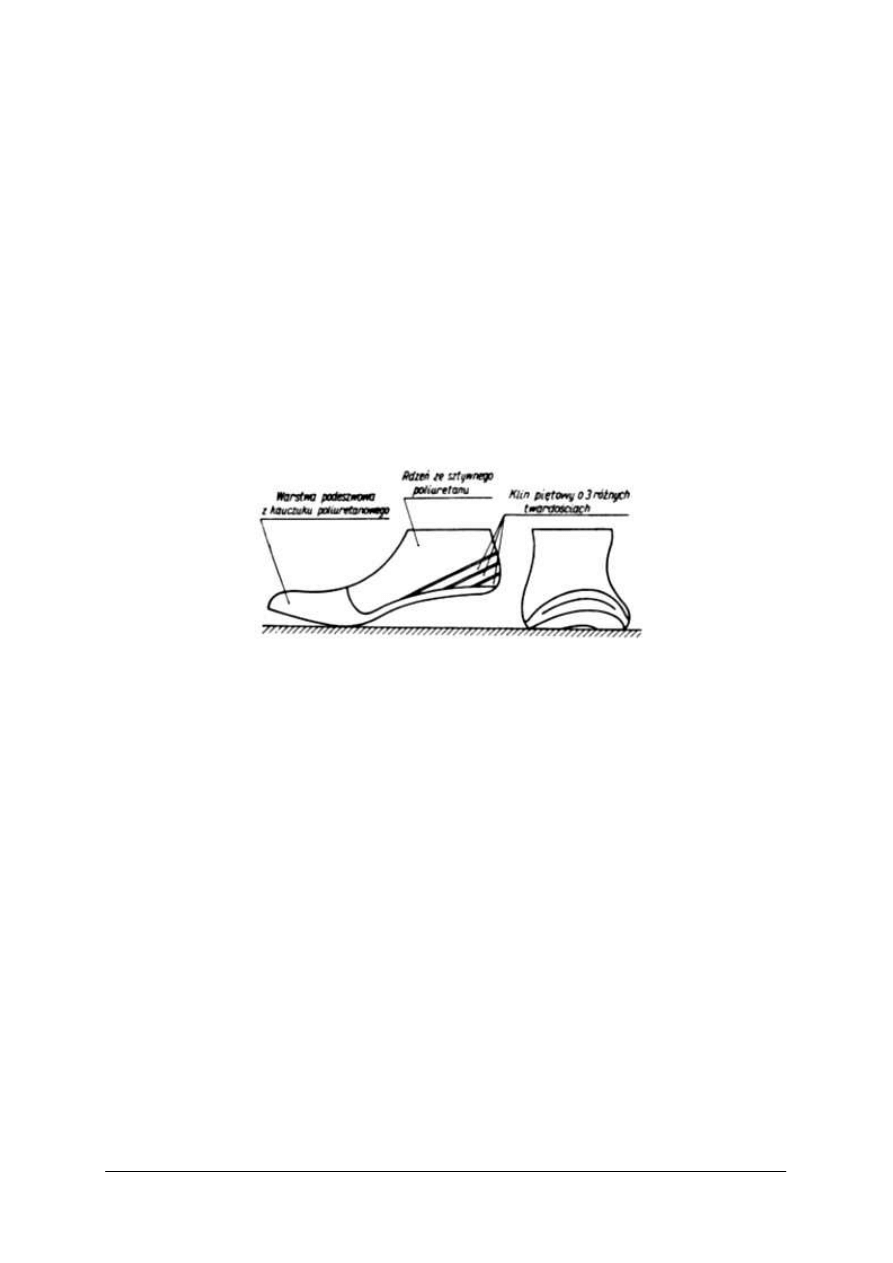
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Jedno z nowszych rozwiązań stanowi stopa typu SACH (Solid Nakle - Cushion Hele) ze
sztywną kostką i amortyzacją pięty. Stopa ta łącząc w sobie walory kosmetyczne stopy
sztywnej i wartość funkcjonalną stopy ze stawem skokowym bezosiowym wydaje się być
najkorzystniejszym rozwiązaniem konstrukcyjnym.
Surowcami wyjściowymi w zależności od kraju są różne tworzywa sztuczne, takie jak
kauczuki chloroprenowe, kopolimery butadienowo-styrenowe i inne.
Płyty o grubości 1,5–2 cm sklejane są ze sobą, a następnie obrabiane mechanicznie do
odpowiedniego kształtu i wielkości. Elastyczny klin gumowy w obrębie pięty zastępuje
zgięcie powierzchniowe stopy. Twardość klina w trzech standardowych wielkościach
dobierana jest w zależności od wzrostu i ciężaru pacjenta. Dzięki temu przejście z pięty na
całą podeszwę odbywa się płynnie. Stopa opisanego typu przystosowuje się również do
nierówności gruntu.
Wykonywanie stóp powyżej wymienionym sposobem jest bardzo pracochłonne, ze
względu na ręczną obróbkę każdej stopy za pomocą narzędzi mechanicznych.
Ostatnio prowadzone są próby otrzymania stóp o dobrych właściwościach
wytrzymałościowych metodą seryjną.
Rys. 5. Stopa typu Otto Bock
Wykonuje się je masowo w formach metalowych z uplastycznionego polichlorku winylu
o zawartości zmiękczacza do 50%. W środku stopy znajduje się rdzeń z drewna, do którego
przymocowuje się pozostałą część protezy.
Stopy wykonuje się również z żywicy poliestrowej, tkaniny i maty szklanej z rdzeniem
z piankowego polichlorku winylu.
Stopy wytwarza się masowo z elastomerów poliuretanowych metodą wylewania
w formach. Są to stopy ze stawem skokowym bezosiowym typu Otto Bocka (rys. 5). Część
dolna - podeszwowa wykonana jest z elastycznego kauczuku poliuretanowego, nasada ze
sztywnej pianki poliuretanowej. Pomiędzy oboma częściami umieszcza się elastyczny klin
piętowy.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonywania
ćwiczeń.
1.
Z jakich tworzyw sztucznych i w jaki sposób wytwarzane są wkładki ortopedyczne?
2.
Jakie tworzywa sztuczne można zastosować do wykonania gorsetu ortopedycznego lub
jego elementów?
3.
Z jakich tworzyw sztucznych i w jaki sposób wykonuje się elementy protez kończyny
dolnej i górnej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.7.3. Ćwiczenia
Ćwiczenie 1
Wykonaj aparat łuskowy z tworzywa sztucznego na stopę opadającą (wiotką).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat tworzyw sztucznych
wykorzystywanych w technice ortopedycznej,
2)
powtórzyć treści dotyczące procedury wykonywania łuski na stopę i goleń,
3)
przeanalizować zlecenie lekarskie,
4)
dokonać pomiaru kończyny,
5)
wykonać rysunek techniczny łuski,
6)
dobrać odpowiednią formę,
7)
dobrać niezbędne materiały, narzędzia i sprzęt do wykonania łuski,
8)
wykonać laminowanie części tylnej formy z ujęciem stopy od strony podeszwowej,
9)
wykonać prace wykańczające.
Wyposażenie stanowiska pracy:
−
katalogi sprzętu ortopedycznego,
−
katalogi tworzyw sztucznych,
−
zlecenie lekarskie,
−
narzędzia i maszyny do wykonania łuski,
−
materiały do wykonania łuski,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika,
Ćwiczenie 2
Wykonaj aparat z tworzywa sztucznego dla pacjenta z ręką porażenną w ustawieniu
wyprostnym, z kciukiem w odwiedzeniu, z ujęciem przedramienia z zapięciem na paski.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat tworzyw sztucznych
wykorzystywanych w technice ortopedycznej,
2)
powtórzyć treści dotyczące procedury wykonywania łuski na rękę,
3)
przeanalizować zlecenie lekarskie,
4)
dokonać pomiaru (obmiaru ) kończyny,
5)
wykonać rysunek techniczny łuski,
6)
dobrać niezbędne materiały, narzędzia i sprzęt do wykonania łuski,
7)
dobrać lub wykonać formę do wykonania tej ortezy,
8)
wykonać łuskę,
9)
wykonać czynności wykańczające.
Wyposażenie stanowiska pracy:
−
katalogi sprzętu ortopedycznego,
−
katalogi tworzyw sztucznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
−
zlecenie lekarskie,
−
narzędzia i maszyny do wykonania łuski,
−
materiały do wykonania łuski,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika,
Ćwiczenie 3
Wykonaj lej z żywicy syntetycznej na kikut podudzia po amputacji na poziomie
1/3 bliższej goleni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiale nauczania i dostępnych źródłach informacje dotyczące
wykonywania leja protezowego z żywicy,
2)
opracować projekt dokumentacji technologicznej wykonania leja,
3)
przygotować materiały niezbędne do wykonania leja,
4)
dobrać narzędzia, urządzenia i przybory do wykonania leja,
5)
wykonać negatyw i pozytyw kikuta,
6)
dokonać obróbkę pozytywu,
7)
przygotować żywicę do wykonania leja,
8)
odlać lej z żywicy,
9)
wykonać obróbkę wykańczająca leja.
Wyposażenie stanowiska pracy:
−
materiały do wykonania leja z żywicy,
−
narzędzia, sprzęt do wykonania leja,
−
przykładowa dokumentacja protezy goleni,
−
model kikuta goleni,
−
eksponaty protez goleni,
−
papier formaty A4, ołówki,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zastosować tworzywa sztuczne do produkcji przedmiotów ortopedycznych?
2)
wykonać z tworzyw sztucznych elementy i przedmioty ortopedyczne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.8.
Powłoki ochronne z tworzyw sztucznych
4.8.1. Materiał nauczania
Tworzywa można nanosić trwale na powierzchnie innych materiałów, np. metali
otrzymując z nich powłoki ochronne i dekoracyjne, zaliczane do powłok organicznych.
Podczas nanoszenia (powlekania, nakładania) powłokotwórcze tworzywo wejściowe może
być w stanie stałym (w postaci proszku), plastycznym lub ciekłym. W każdym jednak
przypadku, aby wytworzyć niezbędną adhezję pomiędzy tworzywem a materiałem, na który
się je nanosi, co jest podstawowym warunkiem uzyskania użytecznej powłoki, tworzywo
musi zostać przeprowadzone w stan ciekły, ewentualnie w stan plastyczny, umożliwiający
zwilżanie materiału, następnie adsorpcję, a sama warstwa wierzchnia materiału odpowiednio
przygotowana.
Znanych jest kilka odmian nanoszenia, z których duże znaczenie mają następujące
odmiany: nanoszenie fluidyzacyjne, nanoszenie elektrocieplne, nanoszenie płomieniowe,
nanoszenie polewające, nanoszenie natryskowe i nanoszenie zanurzeniowe oraz laminowanie.
Nanoszenie fluidyzacyjne.
Fluidyzacyjne nanoszenie powłoki z tworzywa polega na wytworzeniu zawiesiny
sproszkowanego tworzywa w strumieniu gazu płynącego do góry i wprowadzeniu do niego
przedmiotu uprzednio nagrzanego nieco powyżej temperatury topnienia tworzywa,
odczekaniu określonego czasu, wyjęciu przedmiotu ze złoża i często ponownym nagrzaniu go
oraz następnie ochłodzeniu.
Dokonuje się tego w aparatach zwanych fluidyzatorami składających się z wysokiego
cylindra stalowego – wanny ze złożem fluidyzacyjnym granulowanego tworzywa sztucznego
oraz z ceramicznym dnem porowatym. Przez dno wprowadza się gaz, zwykle powietrze, pod
ciśnieniem
od
1,0÷2,0
atmosfer.
Tworzywem
bywają
najczęściej
polietylen
wysokociśnieniowy, zmiękczony polichlorek winylu lub poliamid. Przedmiot powlekany
nagrzewa się do temp. 230–390ºC, zanurza na 3–5 s w wannie z gazową zawiesiną tworzywa
i powoli schładza, najlepiej przez umieszczenie w wyłączonej suszarce. Uzyskuje się w ten
sposób jednolita równą warstwę stanowiącą estetyczną powłokę zabezpieczającą.
Nanoszenie elektrocieplne.
Podczas nanoszenia elektrocieplnego występują bezpośrednio po sobie dwa następujące
etapy: formowanie wstępne powłoki w polu elektrycznym w różnych środowiskach
i formowanie ostateczne powłoki w polu temperatury w powietrzu. Nanoszenie elektrocieplne
dzieli się na:
−
nanoszenie elektrostatyczne – polega na naniesieniu sproszkowanego tworzywa w polu
elektrostatycznym z głowicy napylającej stanowiącej biegun ujemny na powierzchnię
przedmiotu będącego biegunem dodatnim, następnie wyjęciu przedmiotu z pola
elektrycznego, stopieniu cząsteczek tworzywa pod wpływem ciepła dostarczonego
z zewnątrz, utwardzeniu tworzywa powłoki i ochłodzeniu,
−
nanoszenie fluidyzacyjno – elektrostatyczne – to połączenie w jednym procesie
nanoszenia flidyzacyjnego i elektrostatycznego. Do głównych zalet omawianego
nanoszenia zalicza się efektywne nanoszenie powłok z tworzyw o małym napięciu
powierzchniowym, wyeliminowanie nagrzewania przedmiotu przed wprowadzeniem do
fluidyzatora oraz niewystępowanie strat proszku. Do wad natomiast – ukierunkowanie
cząstek powodujące tworzenie się grubszych powłok oraz trudności w uzyskaniu
równomiernego pola elektrycznego w całym przekroju fluidyzatora,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
−
nanoszenie elektroforetyczne, które polega na osadzaniu na powierzchni przedmiotu
cząstek tworzywa z wodnego układu dyspersjnego pod wpływem przyłożonego pola
elektrycznego, nagrzaniu przedmiotu z naniesioną powloką poza polem elektrycznym do
temperatury nieco wyższej od temperatury topnienia tworzywa i następnie ochłodzeniu.
Nanoszenie płomieniowe.
W procesie nanoszenia płomieniowego zachodzi jednocześnie rozpylanie i przenoszenie
tworzywa sproszkowanego, lub rzadziej w stanie plastycznym, w strumieniu gazu i ciepła
z pistoletu nanoszącego na powierzchnię przedmiotu, nagrzewanie warstwy powierzchniowej
przedmiotu, stapianie tworzywa i łączenie adhezyjne z materiałem przedmiotu oraz kohezyjne
ze sobą, a następnie zestalanie lub utwardzanie tworzywa i ochładzanie przedmiotu
z naniesioną powłoką. Źródłem ciepła stapiającego tworzywo i nagrzewającego przedmiot
jest płomień powstający podczas spalania gazu palnego.
Ze względu na wady (trudno uzyskać powłoki dobrej jakości) nanoszenie to jest
wypierane przez nanoszenie fluidyzacyjne i elektrostatyczne.
Nanoszenie polewające.
Cechami charakterystycznymi nanoszenia polewającego są: stan ciekły tworzywa
wejściowego do procesu nanoszenia oraz ciągłość samego procesu, związana z nanoszeniem
tworzywa na przedmioty o dużych rozmiarach lub na wstęgi. Nanoszenie to dzieli się na
swobodne i wymuszone.
Nanoszenie swobodne polega na bezpośrednim polewaniu ciekłym tworzywem
przedmiotu o stosunkowo dużej powierzchni. Na ogół przedmiot umieszcza się na
przenośniku taśmowym i przeprowadza przez płaski strumień spływającego swobodnie
tworzywa prostopadle do powierzchni, które w miarę przesuwania się przedmiotu pokrywa
jego powierzchnię.
Nanoszenie wymuszone może być powodowane różnymi czynnikami konstrukcyjnymi
i technologicznymi, z różnym stopniem wymuszenia. Na przykład konstrukcyjnym
czynnikiem wymuszającym może być listwa i wówczas stopień wymuszenia jest mały, bądź
może być układ walców prostych, powodujący już większy stopień wymuszenia.
Nanoszenie natryskowe.
Nanoszenie poprzez natryskiwanie tworzyw w stanie ciekłym znalazło szczególne
zastosowanie w odniesieniu do wodnych układów dyspersyjnych. Wodny układ dyspersyjny
nanosi się na przedmiot, z odpowiednio przygotowaną powierzchnią, głównie poprzez
natryskiwanie za pomocą pistoletów pneumatycznych. Często po przygotowaniu powierzchni
najpierw nanosi się między warstwę, a dopiero później powłokę z tworzywa, jedno- lub
wielokrotnie w zależności od potrzeb.
Formowanie ostateczne powłoki polega na jej suszeniu przy nagrzewaniu
promiennikowym i następnie na nagrzaniu przedmiotu z wysuszoną powłoką do temperatury
powodującej topnienie tworzywa.
Nanoszenie zanurzeniowe.
Proces nanoszenia zanurzeniowego polega na zanurzeniu przedmiotu w tworzywie
będącym w stanie ciekłym lub plastycznym, odczekaniu określonego czasu, wynurzeniu
przedmiotu i następnie zestaleniu bądź utwardzeniu tworzywa powłoki. W czasie
przebywania przedmiotu w tworzywie przywiera ono adhezyjnie do uprzednio przygotowanej
jego powierzchni i tworzy powłokę.
Duże zastosowanie znalazło nanoszenie zanurzeniowe do wytwarzania powłok na
elementach elektronicznych. Traktowane jest ono w przemyśle elektronicznym jako jedna

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
z metod hermetyzacji.
Specyficzne jest stosowanie nanoszenia zanurzeniowego do uszczelniania odlewów.
Laminowanie.
Laminowanie powierzchni to pokrywanie ich powłokami zabezpieczającymi przed
uszkodzeniami i dekoracyjnymi przez pokrycie warstwą żywicy syntetycznej, wzmocnionej
zbrojeniem z dzianiny ortopedycznej.
Dokonuje się tego, nakładając na przedmiot laminowany o dokładnie oczyszczonej
i wygładzonej powierzchni 1 – 2 warstwy dzianiny ortopedycznej, wygładzając dokładnie
wszelkie nierówności. Następnie pokrywa się je rękawem z folii otwartym od góry,
a zawiązywanym szczelnie dookoła rury ssącej, po czym wlewa się przygotowaną mieszaniną
żywicy i włącza podciśnienie, postępując dalej jak przy wykonywaniu zwykłych laminatów.
Uzyskuje się w ten sposób równą estetyczną powlokę z tworzywa warstwowego, silnie
związaną z podłożem, która zabezpiecza mechanicznie i ułatwia zachowanie przedmiotu
w czystości.
Bezpieczeństwo i higiena pracy przy pracach z tworzywami sztucznymi.
Jednym z najważniejszych zagrożeń przy pracy z tworzywami sztucznymi są procesy
syntezy monomerów oraz polimeryzacji i polikondensacji.
Monomery są bardzo reaktywnymi związkami organicznymi, często bardzo lotnymi,
palnymi, tworzącymi mieszaniny wybuchowe z powietrzem i toksycznymi. Niezbędne jest,
więc stosowanie szczególnych środków ostrożności przy pracy z tymi substancjami,
a w aparaturze przemysłowej stosowanie szeregu zabezpieczeń uniemożliwiających
spowodowanie wybuchu oraz przedostanie się tych substancji do ścieków lub atmosfery.
Dużym zagrożeniem są również niektóre środki pomocnicze stosowane w procesie
polimeryzacji. Dotyczy to przede wszystkim inicjatorów wolnorodnikowych, które są
związkami wybuchowymi, muszą być starannie przechowywane w niskiej temperaturze i nie
mogą się stykać z substancjami redukującymi.
Związki metaloorganiczne zapalają się przy zetknięciu z powietrzem, wybuchają pod
wpływem wody, kwasów i alkoholi. Wszystkie operacje z tymi związkami powinno się
prowadzić w atmosferze czystego azotu.
Do szczególnie toksycznych związków należą acetonocyjanohydryna, akrylonitryl,
fosgen, aldehyd mrówkowy, fenole, aminy i chlorek winylu. Praca z tego typu substancjami
wymaga szczególnych zabezpieczeń i zaopatrzenia załogi w maski przeciwgazowe i specjalną
odzież ochronną na wypadek awarii.
Sproszkowane polimery tworzą z powietrzem mieszaniny wybuchowe. Tworzenie się
aerozoli podczas transportu sproszkowanych polimerów oraz elektryzowanie się cząstek
polimeru może spowodować powstanie iskry inicjującej wybuch. Dlatego też przy
pneumatycznym transporcie polimerów stosuje się gaz obojętny.
Wszelkie
instalacje
elektryczne
muszą
być
wykonane
z
zabezpieczeniami
przeciwwybuchowymi. Pompy, przewody rurowe i inne aparaty powinno się uziemiać.
W procesie przetwórstwa wprowadza się do polimerów różne dodatki, które często mają
właściwości toksyczne. Przykładem jest stosowanie ołowiowych stabilizatorów PVC,
fosforoorganicznych plastyfikatorów, trójtlenku antymonu, środków zmniejszających
palność, stabilizatorów aminowych i wielu innych.
Urządzenia stosowane w procesie przetwórstwa wymagają wykwalifikowanej obsługi,
przeszkolonej w zakresie bezpieczeństwa i higieny pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są sposoby otrzymywania powłok ochronnych z tworzyw sztucznych?
2.
Jakie są zagrożenia przy pracy z tworzywami sztucznymi?
3.
Jakie zabezpieczenia należy stosować pracując przy przetwórstwie tworzyw sztucznych?
4.8.3. Ćwiczenia
Ćwiczenie 1
Wykonaj laminowanie zewnętrznej powierzchni elementu protezy wykonanej z drewna.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat tworzyw sztucznych
wykorzystywanych w technice ortopedycznej,
2)
odszukać w materiałach dydaktycznych informacje na temat obróbki wykańczającej
wyrobów drewnianych,
3)
przygotować powierzchnie drewna do laminowania,
4)
założyć 1 – 2 warstwy dzianiny ortopedycznej,
5)
przesycić dzianinę płynną żywicą,
6)
dokładnie rozprowadzić żywicę po powierzchni drewna,
7)
wybrać zbędną warstwę drewna jeżeli zachodzi taka potrzeba.
Wyposażenie stanowiska pracy:
−
półfabrykat drewniany leja goleni,
−
materiały, urządzenia i narzędzia do wykonania laminowania,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Opracuj wykaz zagrożeń występujących przy pracy z tworzywami sztucznymi i podaj
zabezpieczenia, które należy stosować pracując przy przetwórstwie tworzyw sztucznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat zagrożeń występujących
przy pracy z tworzywami sztucznymi,
2)
skonsultować się z inspektorem bhp w zakładzie ortopedycznym,
3)
opracować wykaz zagrożeń,
4)
zaproponować zabezpieczenia, które należy stosować pracując przy wykonywaniu
przedmiotów z tworzyw sztucznych.
Wyposażenie stanowiska pracy:
−
instrukcje bhp dotyczące pracy z tworzywami sztucznymi,
−
wykaz środków ochrony osobistej,
−
charakterystyki tworzyw sztucznych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić sposoby otrzymywania powłok ochronnych z tworzyw
sztucznych?
2)
wykonać powłoki ochronne z tworzyw sztucznych?
3)
wykonać prace związane z przetwarzaniem tworzyw sztucznych
zgodnie z przepisami bezpieczeństwa i higieny pracy oraz ochrony
przeciwpożarowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 24 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 30 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Tworzywa sztuczne to związki, w których podstawowym składnikiem są związki
a)
organiczne drobnocząsteczkowe.
b)
organiczne wielkocząsteczkowe.
c)
nieorganiczne,
d)
mineralne.
2.
Tworzywa wytwarzane na drodze przeróbki chemicznej wielkocząsteczkowych
związków, bez naruszenia struktury łańcuchów węglowych tych związków są to
tworzywa
a)
pełnosyntetyczne.
b)
półsyntetyczne.
c)
polimeryzacyjne.
d)
polikondensacyjne.
3.
Kauczuk naturalny i kauczuki syntetyczne należą do
a)
plastomerów.
b)
elastomerów.
c)
poliamidów.
d)
polietylenów.
4.
Tworzywami sztucznymi, które pod wpływem ogrzewania stają się plastyczne a po
oziębieniu twardnieją są
a)
duroplasty.
b)
aminoplasty.
c)
termoplasty.
d)
fenoplasty.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
5.
Płyty zastępujące szkło produkowane są z tworzywa o nazwie
a)
fenoplast.
b)
polipropylamid.
c)
polichlorek winylu.
d)
polimetakrylan metylu.
6.
Tworzywem, z którego wytwarza się włókna, a następnie tkaniny stosowane między
innymi na tzw. kordy opon samochodowych jest
a)
polichlorek winylu.
b)
polistyren.
c)
polietylen.
d)
poliamid.
7.
Powłoki naczyń kuchennych wykonuje się z tworzywa o nazwie handlowej Teflon.
Nazwą chemiczną teflonu jest
a)
octan celulozy.
b)
polistyren.
c)
polipropylen.
d)
tetrafluoroetylen.
8.
Rury z tworzyw sztucznych produkuje się poprzez
a)
prasowanie wtryskowe.
b)
wytłaczanie.
c)
formowanie wtórne.
d)
prasowanie.
9.
Kalandrowanie to proces technologiczny otrzymywania z tworzyw termoplastycznych
a)
płyt laminatowych.
b)
kształtowników,
c)
prętów.
d)
folii.
10.
Polietylen może być stosowany w zakresie temperatur
a)
-30 do +60°C.
b)
-70 do + 70 °C.
c)
-20 do + 110°C.
d)
10 do +115°C.
11.
Włókna syntetyczne o nazwach handlowych Elana i Torlen produkuje się z
a)
aminoplastów.
b)
poliamidów.
c)
polietylenów.
d)
poliestrów termoplastycznych.
12.
Dodanie nadmiernej ilości utwardzacza do żywicy może spowodować
a)
niedotwardzenie żywicy.
b)
kruchość żywicy.
c)
kurczenie się żywicy.
d)
zmianę zabarwienia żywicy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
13.
Aminy używane do utwardzania żywic epoksydowych, są silnie trujące i mogą
spowodować
a)
podrażnienie dróg oddechowych.
b)
oparzenia skóry.
c)
podrażnienia spojówek.
d)
uczulenia skórne.
14.
Rozpuszczalniki typu: alkohol metylowy, benzen, służące do produkcji laminatów do
lejów udowych należy przechowywać w pomieszczeniu
a)
z wentylacją wyciągową.
b)
nieprzewiewnym.
c)
chłodnym, o niekontrolowanej wilgotności.
d)
ciepłym, o dużym nasłonecznieniu.
15.
Płynne mleczko lateksowe używane do produkcji wkładek pneumatycznych do lejów,
należy przechowywać w zbiornikach
a)
szczelnych, ze względu na jego właściwości gnilne.
b)
przewiewnych, ze względu na jego właściwości gnilne.
c)
schładzanych, ze względu na jego właściwości wybuchowe.
d)
eksykatorach, ze względu na jego właściwości wybuchowe.
16.
Lateksowe pokrycia ciałopodobne, pończochy pneumatyczne, należy wykonać metodą
suchą
a)
w rozgrzanej formie metalowej, do której wsypuje się proszek lateksowy.
b)
na rozgrzanej formie pogrążonej w proszku lateksowym.
c)
w formie ceramicznej nagrzanej od 50 do 1000°C pogrążonej w proszku
lateksowym.
d)
na formie ceramicznej nagrzanej do 50 do 1000°C wypełnionej proszkiem
lateksowym.
17.
Do barwienia żywic: laminatowej, odlewniczej, szybkożelującej i szpachlowej, można
stosować barwniki Degussa lub barwniki
a)
suche na bazie metylmetakrylanów (MMA).
b)
ciekłe na bazie metylmetakrylanów (MMA).
c)
suche na bazie trójchloroetylenu (TRI).
d)
ciekłe na bazie trójchloroetylenu (TRI).
18.
Podczas wykonywania laminatów z żywic w technice ortopedycznej stosuje się między
innymi następujące maszyny i urządzenia
a)
żelazko, suszarkę, urządzenia wyciągowe.
b)
zgrzewarkę, frezarkę, aparaturę próżniową.
c)
pistolet grzejny, nagrzewnicę, szlifierkę.
d)
żelazko, wytłaczarkę, nagrzewnicę, frezarkę.
19.
Podczas wytwarzania laminatów, przy użyciu żywic poliestrowych o dużej zawartości
styrenu, należy zachować szczególną ostrożność, gdyż żywice te mogą spowodować
a)
oparzenia skóry i podrażnienia dróg oddechowych.
b)
wymioty i podrażnienia dróg oddechowych.
c)
silne uczulenie i choroby nowotworowe.
d)
zawroty głowy i choroby nowotworowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
20.
Powlekanie powierzchni metalowych tworzywami sztucznymi nosi nazwę
a)
laminowania.
b)
silikonowanie.
c)
pergaminowania.
d)
fluidyzacji.
21.
śywice epoksydowe używane do produkcji laminatów należy magazynować
w pomieszczeniach
a)
ciemnych i chłodnych.
b)
dobrze nasłonecznionych.
c)
suchych i dobrze wentylowanych.
d)
z dodatkowym źródłem ciepła.
22.
Przygotowanie minimum dwóch rękawów foliowych jest konieczne do wykonania
a)
stopy protezowej bezprzegubowej.
b)
protezy kosmetycznej z PCV.
c)
negatywu i pozytywu gipsowego.
d)
lejka kikutowego z żywicy.
23.
Do wykonania poduszki przeciwodleżynowej można użyć
a)
żywicy epoksydowej.
b)
gumy mikroporowatej.
c)
granulatu polistyrenu.
d)
polichlorku winylu.
24.
Z polichlorku winylu najczęściej wykonuje się
a)
lej kikutowy przedramienia.
b)
rękę berlińską.
c)
stopę dynamiczną.
d)
rękę bierną.
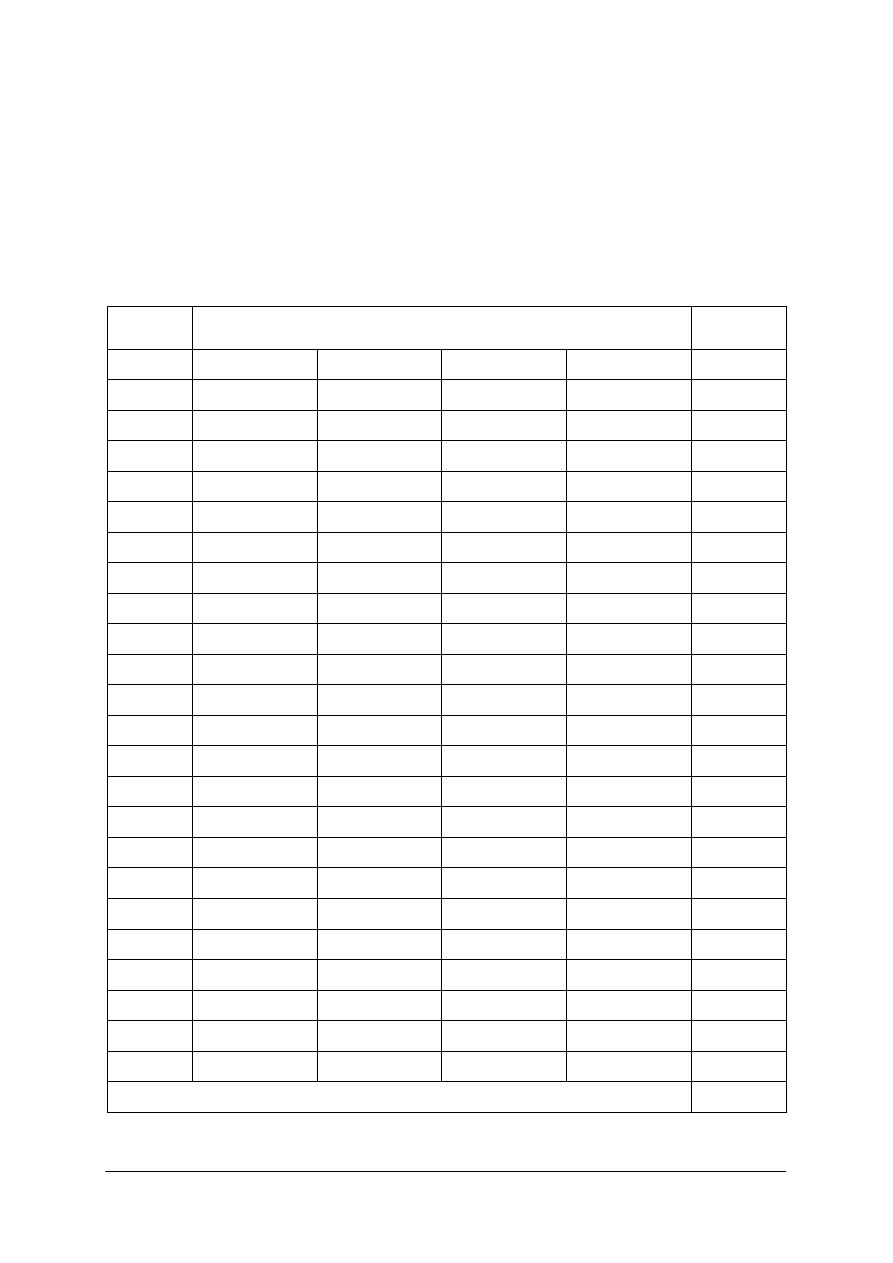
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie elementów przedmiotów ortopedycznych z tworzyw
sztucznych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
6.
LITERATURA
1.
Dretkiewicz-Więch J.: Materiałoznawstwo. OBRPN i SSz, Warszawa 1993
2.
Górecki A.: Technologia ogólna. WSiP, Warszawa 2004
3.
Marciniak W., Szulc A.: Wiktora Degi ortopedia i rehabilitacja. PZWL, Warszawa 2004
4.
Myśliborski T.: Zaopatrzenie ortopedyczne. PZWL, Warszawa 1985
5.
Potyński A.: Podstawy technologii i konstrukcji mechanicznych. WSiP, Warszawa 2004
6.
Prosnak M.: Podstawy protetyki ortopedycznej. Materiały pomocnicze. CMDNŚSM,
Warszawa 1988
7.
Prosnak M.: Podstawy technologii ortopedycznej. Materiały pomocnicze. CMDNŚSM,
Warszawa 1987
8.
Przeździak B.: Zaopatrzenie rehabilitacyjne. Via Media, Gdańsk 2003
Wyszukiwarka
Podobne podstrony:
10 Wykonywanie elementów przedmiotów ortopedycznych z tworzyw
12 Wykonywanie elementów przedmiotów ortopedycznych ze skóry
08 Wykonywanie elementów przedmiotów ortopedycznych z metalu
12 Wykonywanie elementów przedmiotów ortopedycznych ze skóry
11 Wykonywanie elementów przedmiotów ortopedycznych z włókien
08 Wykonywanie elementów przedmiotów ortopedycznych z metalu
09 Wykonywanie elementów przedmiotów ortopedycznych z drewna
11 Wykonywanie elementów przedmiotów ortopedycznych z włókien
09 Wykonywanie elementów przedmiotów ortopedycznych z drewna
713[07] Z1 10 Wykonywanie konse Nieznany
LIMITY CEN DLA NAPRAW PRZEDMIOTÓW ORTOPEDYCZNYCH
10 Podział elementów kontraktu
10 Wykonywanie pomiarow krawiec Nieznany
matematyka wprowadzenie liczby 10, Edukacja elementarna
10 Wykonywanie otworów okrągłych
10 Wykonywanie izolacji wodochr Nieznany (2)
1 10 Łączenia elementów konstrukcji na gwoździe
prawo gospodarcze-ćwiczenia (10 str), Elementy umowy
10 Wykonywanie modeli wyrobów kaletniczych
więcej podobnych podstron