„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Piotr Zarębski
Wykonywanie elementów przedmiotów ortopedycznych
z materiałów metalowych 322[13].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr n med. Marcin Pencuła
dr Zbigniew Kaźmierak
Opracowanie redakcyjne:
mgr inż. Piotr Zarębski
Konsultacja:
mgr Ewa Łoś
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 322[13].Z1.04
„Wykonywanie elementów przedmiotów ortopedycznych z materiałów metalowych”,
zawartego w modułowym programie nauczania dla zawodu technik ortopeda.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Właściwości metali i ich stopów
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
8
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
9
4.2. Stopy żelaza, proces otrzymywania stali, klasyfikacja stali. Znakowanie
stali według PN
10
4.2.1. Materiał nauczania
10
4.2.2. Pytania sprawdzające
18
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
19
4.3. Metale i stopy nieżelazne. Znakowanie metali i stopów według PN
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
24
4.3.3. Ćwiczenia
24
4.3.4. Sprawdzian postępów
26
4.4. Materiały i wyroby spiekane
27
4.4.1. Materiał nauczania
27
4.4.2. Pytania sprawdzające
30
4.4.3. Ćwiczenia
30
4.4.4. Sprawdzian postępów
31
4.5. Korozja metali i jej rodzaje. Ochrona metali przed korozją
32
4.5.1. Materiał nauczania
32
4.5.2. Pytania sprawdzające
36
4.5.3. Ćwiczenia
36
4.5.4. Sprawdzian postępów
38
4.6. Obróbka cieplna, cieplno-chemiczna, chemiczna i galwaniczna metali
39
4.6.1. Materiał nauczania
39
4.6.2. Pytania sprawdzające
44
4.6.3. Ćwiczenia
44
4.6.4. Sprawdzian postępów
46
5. Sprawdzian osiągnięć
47
6. Literatura
52
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o wykonywaniu elementów
przedmiotów ortopedycznych z materiałów metalowych, wymaganiach stawianych
materiałom stosowanym w ortopedii, ich właściwościach mechanicznych, chemicznych
i fizycznych.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, które powinieneś posiadać, aby bez problemu
korzystać z wiedzy zawartej w poradniku,
−
cele kształcenia – wykaz umiejętności, jakie opanujesz w czasie pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić czy już opanowałeś określone treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań; uzyskanie pozytywnej oceny
potwierdzi opanowanie wiadomości i umiejętności określonych w programie jednostki
modulowej,
−
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
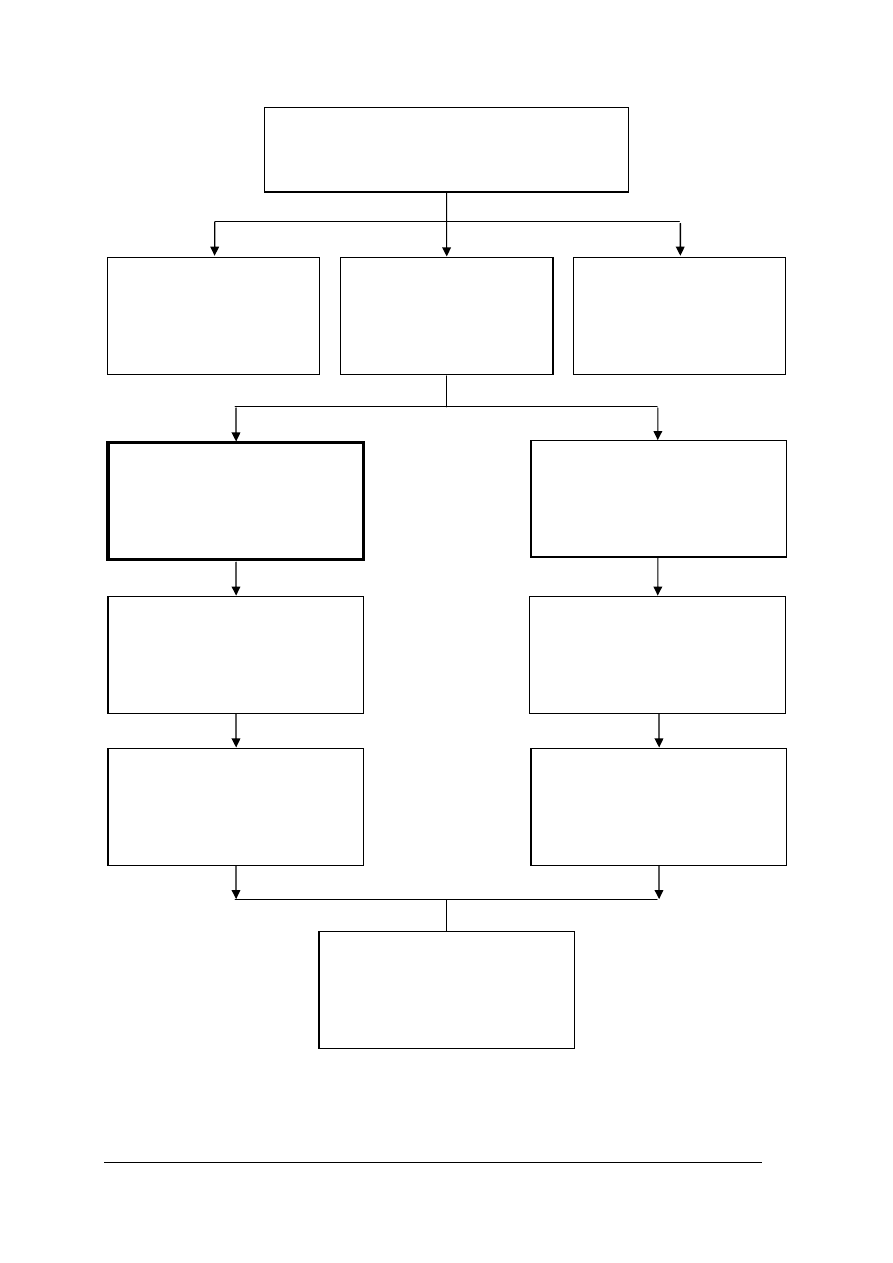
Schemat układu jednostek modułowych
322[13].Z1
Podstawy wytwarzania przedmiotów
ortopedycznych
322[13].Z1.03
Użytkowanie urządzeń
elektrycznych
i sterowanych
automatycznie
322[13].Z1.01
Poslugiwanie się
dokumentacją techniczną
322[13].Z1.02
Wykonywanie obróbki
ręcznej i mechanicznej
materiałów
322[13].Z1.04
Wykonywanie elementów
przedmiotów ortopedycznych
z materiałów metalowych
322[13].Z1.07
Wykonywanie elementów
przedmiotów ortopedycznych
z materiałów włókienniczych
322[13].Z1.05
Wykonywanie elementów
przedmiotów ortopedycznych
z drewna
322[13].Z1.08
Wykonywanie elementów
przedmiotów ortopedycznych
ze skóry
322[13].Z1.06
Wykonywanie elementów
przedmiotów ortopedycznych
z tworzyw sztucznych
322[13].Z1.09
Wykonywanie odlewów
gipsowych w technice
ortopedycznej
322[13].Z1.10
Dobieranie konstrukcji
mieszanych w protetyce
ortopedycznej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
posługiwać się jednostkami układu SI,
−
korzystać z informacji zawartych w katalogach, informatorach i PN,
−
posługiwać się symbolami metali z układu okresowego pierwiastków,
−
posługiwać się dokumentacją techniczną,
−
wykonywać obróbkę ręczną i maszynową materiałów,
−
użytkować urządzenia elektryczne i sterowane automatycznie,
−
przestrzegać podstawowe zasady bezpieczeństwa i higieny pracy,
−
obsługiwać komputer,
−
współpracować w grupie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować właściwości fizyczne, chemiczne, mechaniczne i technologiczne
metali,
−
rozróżnić stopy żelaza,
−
wyjaśnić proces otrzymywania stali i klasyfikację stali,
−
określić postacie użytkowe, rodzaje i gatunki stali używane w przemyśle ortopedycznym,
−
scharakteryzować metale i stopy nieżelazne oraz proces ich otrzymywania,
−
określić postacie użytkowe i możliwości wykorzystania stopów metali nieżelaznych
w przemyśle ortopedycznym,
−
scharakteryzować materiały i wyroby spiekane oraz produkcję spieków,
−
skorzystać przy doborze materiałów metalowych z informacji zawartych w PN,
katalogach, informatorach,
−
rozpoznać na podstawie oznaczenia: stal, staliwo, żeliwo, metale nieżelazne i ich stopy,
−
wykonać czynności związane z obróbką cieplną, cieplno-chemiczną, chemiczną
i galwaniczną metali,
−
wykonać części przedmiotów ortopedycznych i sprzętu rehabilitacyjnego z materiałów
metalowych,
−
dobrać rodzaj obróbki metalu i wykonać obróbkę,
−
rozróżnić rodzaje korozji,
−
wykonać zabiegi antykorozyjne,
−
zmagazynować materiały metalowe,
−
wykonać pracę zgodnie z przepisami bezpieczeństwa i higieny pracy oraz ochrony
przeciwpożarowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Właściwości metali i ich stopów
4.1.1. Materiał nauczania
Wszystkie pierwiastki występujące w przyrodzie można podzielić na metale i niemetale.
Metale stanowią znaczną większość pierwiastków chemicznych. Technicznie czyste metale,
to znaczy takie, które zawierają niewielką ilość zanieczyszczeń pochodzących z procesów
metalurgicznych, są bardzo rzadko stosowane do wyrobu przedmiotów użytkowych.
Do tego celu wykorzystuje się powstałe z metali tworzywa metaliczne czyli stopy. Stopy
metali to takie połączenia przynajmniej dwóch metali lub metali z niemetalami, które mają
cechy odpowiadające stanowi metalicznemu. Większość stopów otrzymuje się przez stapianie
ze sobą czystych składników, chociaż można je otrzymać również bezpośrednio przez
redukcję rud zawierających składniki stopu, przez dyfuzję składników w stanie stałym, przez
sprasowanie składników w stanie sproszkowanym i następnie spiekanie i wreszcie przez
elektrolizę wodnych roztworów odpowiednich soli przy jednoczesnym osadzaniu na katodzie
obydwu składników.
Zgodnie z normą, PN-90/H-01010/01, metale i stopy dzieli się na dwie podstawowe grupy:
1) Żelazo i jego stopy:
−
żelazo (wysokiej czystości, technicznej czystości),
−
stopy żelaza (surówki, stale, żeliwa, staliwa, żelazostopy).
2) Metale nieżelazne i ich stopy:
−
metale nieżelazne (wysokiej czystości, technicznej czystości),
−
stopy metali nieżelaznych - stopy miedzi, aluminium, niklu, srebra, cynku, ołowiu, cyny.
Właściwości metali i ich stopów można podzielić na: fizyczne, chemiczne, mechaniczne
i technologiczne.
Do właściwości fizycznych zalicza się: gęstość, temperaturę topnienia, ciepło właściwe,
rozszerzalność cieplną, przewodnictwo cieplne, przewodność elektryczną, właściwości
magnetyczne oraz wygląd zewnętrzny.
Gęstość czyli masa właściwa jest to masa jednostkowej objętości metalu lub stopu.
Wyrażana jest w kg/m³ lub g/cm³. Masy właściwe metali zawierają się w bardzo szerokich
granicach: od 1740 kg/m³ dla magnezu do 21450 kg/m³ dla platyny. Metale i stopy metali
o masie właściwej do ok. 4600 kg/m³ – są metalami lekkimi (są to min. lit, sód, magnez,
aluminium i jego stopy, tytan), a mające masę właściwą większą niż 4600 kg/m³ – metalami
ciężkimi ( cyna, żelazo, miedź, nikiel, wolfram i ich stopy).
Wysokość temperatury topnienia określa z kolei podział na łatwo topliwe (temperatura
topnienia wynosi do 680°C: cyna, cynk, kadm, aluminium, magnez, ołów i inne), trudno
topliwe o temperaturze topnienia do 2000°C ( chrom, kobalt miedź, nikiel, żelazo, platyna
i inne), bardzo trudno topliwe o temperaturze topnienia powyżej 2000°C ( molibden,
wolfram, tantal i inne).
Ciepło właściwe to ilość ciepła pobierana lub oddawana przez 1 g danej substancji przy
zmianie temperatury o 1°C.
Rozszerzalność cieplna – wzrost wymiarów liniowych i objętości pod wpływem wzrostu
temperatury oraz kurczenia się podczas ochładzania. Zjawisko to ma bardzo duże znaczenie
praktyczne – należy brać je pod uwagę konstruując różnego rodzaju przedmioty, które są
narażone na zmiany temperatury.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Przewodnictwo cieplne – wzrost wymiarów liniowych i objętości pod wpływem wzrostu
temperatury i kurczeniu się podczas chłodzenia.
Przewodność elektryczna – zdolność przewodzenia prądu elektrycznego. Przewodność
elektryczna maleje wraz ze wzrostem temperatury przewodnika. Wszystkie metale są
przewodnikami prądu elektrycznego, a najlepsze to srebro, miedź, złoto i aluminium.
Właściwości chemiczne metali i stopów to przede wszystkim odporność na korozję,
działanie czynników chemicznych oraz temperatury.
Właściwości mechaniczne metali i ich stopów obejmują zespół cech określających
zdolność do przeciwstawiania się działaniu sił zewnętrznych. Są to wytrzymałość, twardość
i udarność.
−
wytrzymałość jest to granica oporu stawianego przez siły wewnętrzne materiału siłom
i obciążeniom zewnętrznym, które usiłują go odkształcić. W zależności od rodzaju
obciążeń rozróżnia się wytrzymałość na rozciąganie, ściskanie, skręcanie, ścinanie,
zginanie, wyboczenie oraz wytrzymałość zmęczeniową określaną podczas zmieniających
się cyklicznie obciążeń, czyli obciążenia dynamiczne.
−
twardość jest to odporność materiału na odkształcenia trwałe, powstające pod wpływem
obciążeń skupionych (umiejscowionych) na małej powierzchni materiału.
−
udarność to odporność materiałów na uderzenia, czyli na działanie sił krótkotrwałych ale
o dużej wartości.
Właściwości technologiczne charakteryzują przydatność materiału do wytwarzania
przedmiotów użytkowych. Są to: lejność, skrawalność i plastyczność.
−
Lejność to zdolność ciekłego metalu lub stopu do wypełniania formy odlewniczej –
zależy ona od składu chemicznego, struktury oraz od temperatury ciekłego materiału.
−
Skrawalność określa podatność materiału na obróbkę za pomocą narzędzi skrawających.
−
Plastyczność to zdolność materiału do odkształceń trwałych pod działaniem sił
zewnętrznych bez naruszania ich spójności.
Metale otrzymuje się z rud, będących najczęściej tlenkami. Procesy metalurgiczne
polegają zwykle na redukcji prowadzącej do ekstrakcji metalu z rudy oraz na rafinacji,
usuwającej z metalu pozostałe zanieczyszczenia. Elementy metalowe zwykle wykonywane są
metodami odlewniczymi, przeróbki plastycznej lub obróbki skrawaniem, a często także
metalurgii proszków. Właściwości metali i stopów są kształtowane metodami obróbki
cieplnej, a powierzchnia elementów metalowych często jest uszlachetniana metodami
inżynierii powierzchni, zwiększającymi m.in. odporność na korozję lub odporność na zużycie.
Najczęściej używanymi spośród materiałów metalowych są stale, czyli stopy żelaza
z węglem i innymi pierwiastkami, a także stopy odlewnicze żelaza, tzn. staliwa i żeliwa.
Liczną grupę stosowanych materiałów metalowych stanowią również metale.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń
1. Jak dzielą się pierwiastki występujące w przyrodzie?
2. Co to są metale?
3. Co to są stopy i w jaki sposób się je otrzymuje?
4. Jakie właściwości charakteryzują metale i ich stopy?
5. Czym charakteryzują się właściwości fizyczne metali i ich stopów?
6. Co składa się na określenie właściwości mechanicznych materiałów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj podziału metali i ich stopów
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku i literaturze informacje na temat metali i stopów metali,
2) dokonać podziału metali i ich stopów,
3) określić sposób otrzymywania stopów metali.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Określ właściwości metali i ich stopów
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku i literaturze informacje na temat metali i stopów metali,
2) opisać właściwości fizyczne, chemiczne, mechaniczne i technologiczne metali i ich
stopów.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1. dokonać podziału pierwiastków występujących w przyrodzie?
2. scharakteryzować metale?
3. scharakteryzować stopy metali?
4. opisać właściwości fizyczne metali i ich stopów?
5. opisać właściwości mechaniczne metali i ich stopów?
6. opisać właściwości technologiczne metali i ich stopów?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.2. Stopy żelaza, proces otrzymywania stali, klasyfikacja stali.
Znakowanie stali według PN
4.2.1. Materiał nauczania
Otrzymywanie stali
Żelazo w stanie czystym nie jest stosowane w technice. Do wytwarzania elementów
konstrukcyjnych stosowane są stopy żelaza z innymi metalami i węglem. Stopy żelaza
z węglem to surówki, żeliwa, staliwa i stale. Otrzymuje się je z rud będących tlenkami żelaza
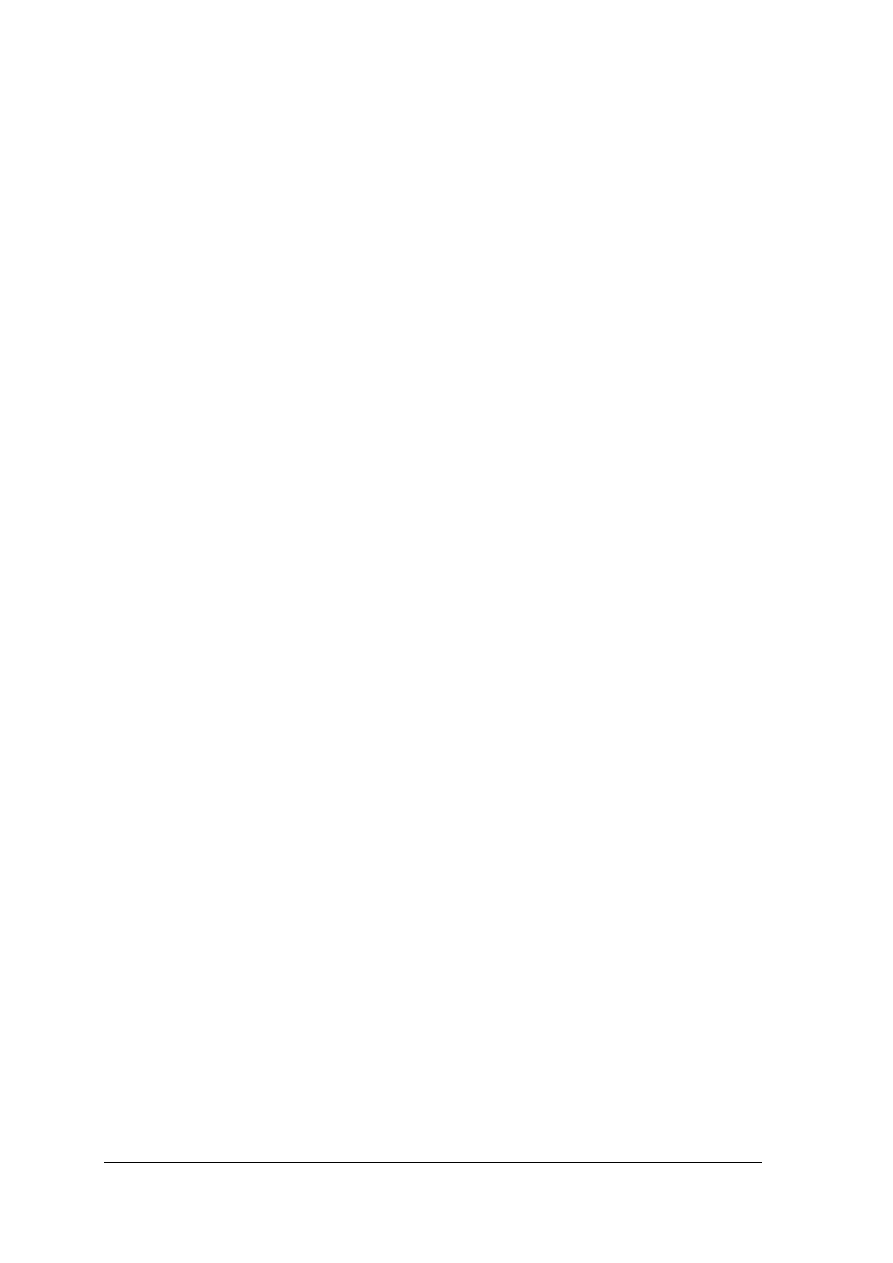
w wyniku wielu procesów metalurgicznych. Proces otrzymywania stopów żelaza
przedstawiony jest na rysunku 1.
Rys. 1. Proces otrzymywania stopów żelaza z węglem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Otrzymywanie stopów żelaza z węglem
Proces wielkopiecowy – otrzymywania surówki
Proces wielkopiecowy jest to zespół zjawisk fizycznych i reakcji chemicznych
zachodzących w wielkim piecu w wyniku którego powstaje surówka. Wielki piec wypełnia
się, ułożonymi warstwami, materiałami wsadowymi: koksem, rudą żelaza i topnikami.
Nagrzewanie wsadu powoduje odparowanie wody, redukcję tlenków zawartych w rudzie,
zachodzenie reakcji chemicznych prowadzących do wyodrębnienia żelaza z rudy i nasycenie
go węglem. Produktem wielkopiecowym jest i żużel surówka. Żużel jest wykorzystywany do
produkcji materiałów budowlanych. Surówka jest to stop żelaza z węglem i innymi
pierwiastkami, gdzie zawartość węgla wynosi od 2 do 6%. Surówka jest bardzo krucha i silnie
zanieczyszczona szkodliwymi domieszkami takimi jak krzem, fosfor i siarka oraz mangan.
Surówka może być szara i biała.
Proces metalurgiczny, przerobu surówki
Surówka szara po dodaniu złomu i topników jest przerabiana w żeliwiakach na żeliwo.
Żeliwo jest technicznym stopem żelaza z węglem i innymi pierwiastkami zawierającym
praktycznie od 2,5–4,5% węgla oraz krzem, mangan, fosfor i siarkę. Żeliwa stopowe
zawierają ponadto inne składniki stopowe, wprowadzone celowo podczas procesu
metalurgicznego, które mają decydujący wpływ na właściwości użytkowe tego żeliwa. Jest
ono stopem kruchym i nie daje się obrabiać plastycznie ani na zimno, ani na gorąco. Z uwagi
na dobre właściwości odlewnicze, takie jak dobra lejność i stosunkowo niskie temperatura
topnienia, nadaje się ono dobrze do wyrobu odlewów. Odlewy z żeliwa stosuje się w budowie
maszyn rolniczych, wagonów kolejowych, samochodów i ciągników, w budownictwie – gdy
od drobnych elementów o skomplikowanych kształtach wymaga się dobrej udarności,
skrawalności i przeciętnych właściwości wytrzymałościowych. Żeliwa stopowe zawierają
dodatki stopowe takie jak krzem, chrom, nikiel, mangan, aluminium, miedź i molibden,
niekiedy dodawane w dużych ilościach. Dodatki zwiększają odporność żeliwa na korozję, na
działanie wysokich temperatur i ścieralność.
Surówka biała stanowi materiał wyjściowy do produkcji stali. Stal otrzymuje się
w wyniku przeróbki surówki, a ponieważ stal może zawierać do 2,06% węgla, podczas gdy
surówka zawiera 3,3–4,3% węgla, więc głównym celem procesu otrzymywania stali jest
odwęglenie surówki. Surówka zawiera również inne domieszki: krzem, mangan, siarkę,
fosfor, które ulegają częściowemu wypaleniu. Otrzymana w ten sposób ciekła stal użyta na
odlewy nazywa się staliwem, a odlana we wlewki i przewalcowana na walcarkach,
przerobiona plastycznie, nosi nazwę stali. Staliwa nadają się do wytwarzania elementów
o bardziej skomplikowanych kształtach, które są trudne do przeróbki plastycznej lub obróbki
skrawaniem. Są to lejne stopy żelaza o zawartości węgla od 0,1 do 0,6 %.
Procesy otrzymywania stali
Stal może być otrzymywana:
−
w procesie konwertorowym, polegającym na otrzymywaniu stali z płynnej surówki przez
utlenianie zawartych w niej domieszek procesy konwertorowe mogą przebiegać trzema
sposobami:
−
Bessemera, w którym ściany pieca wyłożone są materiałem kwaśnym
(krzemionkowym) – metoda tą nie przerabia się surówek zawierających fosfor,
−
Thomasa w konwerterach ze ścianami o wyłożeniu zasadowym (dolomitowym), co
pozwala na przeróbkę surówek zawierających fosfor,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
−
LD, metoda ta wyróżnia się tym że nie powoduje naazotowywania stali i umożliwia
przeróbkę stali o dowolnym składzie chemicznym
−
w piecach martenowskich z surówki i złomu żelaznego, jest to najbardziej powszechna
metoda wytopu stali,
−
w piecach elektrycznych, które służą do otrzymywania stali wysokogatunkowych
i oczyszczania stali otrzymanej w procesie martenowskim. Metodą tą otrzymuje się
najlepsze gatunki stali o najmniejszej zawartości szkodliwych dodatków oraz stale
stopowe.
Rodzaje i znakowanie stali
Stal jest najpopularniejszym stopem żelaza z węglem. Stal jest to stop żelaza z węglem
i innymi pierwiastkami, odlany i przerobiony plastycznie, w którym zawartość węgla nie
przekracza 2 %. W zależności od składu chemicznego stale dzieli się na stale węglowe
i stopowe. W stalach węglowych składnikiem decydującym o właściwościach stali jest
węgiel, natomiast pozostałe składniki, krzem, mangan, miedź, nikiel chrom, fosfor, siarka
i inne, występują w niewielkich ilościach. Maksymalna zawartość pierwiastków nie
traktowana jako dodatek stopowy jest następująca: Mn – 0,8%; Si – 0,4%; Ni – 0,3%;
Cr – 0,3%; W – 0,2%; Co – 0,2%; Cu – 0,2%; Al – 0,1% ; Mo – 0,05%; V – 0,05%;
Ti – 0,05%. Podstawą klasyfikacji stali jest jej skład chemiczny, jakość i zastosowanie.
Klasyfikacja stali według PN-91/H-011010/03 ze względu na skład chemiczny
Stale niestopowe (węglowe)
−
podstawowe - stale o takich wymaganiach jakościowych, które można osiągnąć
w ogólnie
stosowanym
procesie
stalowniczym,
bez
dodatkowych
zabiegów
technologicznych.
−
jakościowe – stale, których wymagania jakościowe są wyższe od podstawowych i są
stosowane na wyroby bardziej odpowiedzialne,
−
specjalne – stale o wyższej czystości metalurgicznej, przeważnie przeznaczone do
ulepszania cieplnego, hartowania i nawęglania.
Stale niestopowe (węglowe), ze względu na zastosowanie dzielimy na:
− konstrukcyjne: zwykłej jakości, wyższej jakości i najwyższej jakości. Stosowane są do
budowy różnych części maszyn.
− narzędziowe: płytko hartujące się, głęboko hartujące się i zgrzewalne. Stosowane są do
wyrobu różnych narzędzi.
− o szczególnych właściwościach: magnetycznie miękkie i łatwo obrabialne mechanicznie.
Do podstawowych problemów związanych ze stosowaniem stali węglowych należy mała
hartowność, duża skłonność do zmiany właściwości w czasie odpuszczania, brak możliwości
pracy w podwyższonych temperaturach, łatwe utlenianie i mała odporność na korozję
w podwyższonych temperaturach.
Oznaczanie stali
Jest szczegółowo podane w odpowiednich normach dostosowanych do poszczególnych
grup. Poniżej podane zostaną przykładowe systemy oznaczeń.
Stale niestopowe podstawowe, konstrukcyjne ogólnego stosowania są stosowane
zazwyczaj w stanie surowym lub rzadziej w stanie normalizowanym. Według PN-88/H-84020
rozróżnia się 6 podstawowych gatunków stali w tej grupie, w zależności od składu
chemicznego i wymaganych własciwości mechanicznych. Znak gatunku stali składa się z liter

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
St oraz liczby porządkowej 0. 3. 4. 5. 6 lub 7. Gatunki stali przeznaczone na konstrukcje
spawane o liczbie porządkowej O, 3 i 4 oznacza się dodatkowo litera S (np. StOS. St3S. St4S)
oraz w przypadku określonej zawartości miedzi (z wyjątkiem StOS) dodatkowo literami Cu
(np. StSSCu. St4SCu). Gatunki o liczbie porządkowej 3 i 4 o podwyższonych wymaganiach
jakościowych oznacza się dodatkowo literą V lub W (np. St3V, St4W). Znak gatunku stali
St5, St6 i St7 w przypadku określonej dodatkowo zawartości węgla, manganu i krzemu
uzupełnia się na początku litera M (np. MSt5).
Do stali niestopowych należą również stale specjalne do ulepszania cieplnego i utwardzania
powierzchniowego, jakościowe i specjalne o określonym zastosowaniu, Stale automatowe,
magnetycznie miękkie, narzędziowe.
Stale stopowe
1. Jakościowe – stale konstrukcyjne i inne;
2. Specjalne – konstrukcyjne, maszynowe, odporne na korozję, żarowytrzymałe,
narzędziowe, na łożyska toczne, o specjalnych właściwościach
Stale stopowe zawierają oprócz węgla i żelaza celowo wprowadzone inne pierwiastki
zwane dodatkami stopowymi. Wprowadza się je w celu podwyższenia właściwości
mechanicznych materiału, zwiększenia hartowności oraz uzyskania specjalnych właściwości
fizycznych i chemicznych. Najczęściej są stosowane następujące dodatki stopowe to chrom,
nikiel, krzem, mangan, molibden, wolfram i wanad.
−
Chrom (Cr) zwiększa wytrzymałość, twardość i zdolność przehartowywania stali.
Zwiększa również odporność stali na ścieranie, korozję, działanie czynników
chemicznych i wysokiej temperatury.
−
Nikiel (Ni) zwiększa ciągliwość i wytrzymałość stali oraz sprzyja głębokiemu
hartowaniu, a także uodparnia na korozję i działanie wysokiej temperatury.
−
Krzem (Si) zwiększa sprężystość i wytrzymałość stali.
−
Mangan (Mn) zwiększa wytrzymałość i sprzyja głębokiemu hartowaniu. Stale
manganowe są odporne na uderzenia i ścieranie. Stosuje się je między innymi na osie
samochodów.
−
Molibden (Mo) zwiększa hartowność stali oraz wytrzymałość w podwyższonej
temperaturze.
−
Wolfram (W) nadaje stali drobnoziarnistość, zwiększa hartowność, twardość i odporność
na zużycie. Stale narzędziowe szybkotnące zawierają do 18% wolframu i utrzymują
twardość w temperaturze do 600°C.
−
Wanad (V) zwiększa drobnoziarnistość i hartowność stali. Dodaje się go w niewielkich
ilościach do stali sprężynowych i narzędziowych.
Oznaczenia stali stopowych konstrukcyjnych dokonuje się za pomocą znaku składającego
się z cyfr i liter. Pierwsze dwie cyfry określają średnią zawartość węgla w setnych procenta.
Litery oznaczają pierwiastki stopowe, G – mangan, S – krzem, H – chrom, N – nikiel, M –
molibden, T – tytan, F - wanad (także V), J – aluminium. Liczby występujące za literami
oznaczają zaokrąglone do liczby całkowitej średnie zawartości składnika w stali w przypadku,
gdy jego średnia zawartość przekracza 1.5% (w przypadku stali niskostopowych, gdy średnia
zawartość składnika przekracza 1%). Np.: 18G3T2, 15G2MN4.
Najczęściej stosowane stale konstrukcyjne to stale niskostopowe o podwyższonej
wytrzymałości, konstrukcyjne i maszynowe do ulepszania cieplnego, konstrukcyjne do
nawęglania, do azotowania, sprężynowe, na łożyska toczne.
Stale narzędziowe stopowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Na szczególną uwagę zasługują stale stopowe narzędziowe. Materiały wykorzystywane
na te narzędzia są bardzo często oznakowane według PN. W związku z koniecznością
stosowania różnych narzędzi poniżej zostaną podane przykładowe sposoby oznaczania stali
stopowych narzędziowych.
Zgodnie z polskimi normami wyróżnia się następujące grupy stali narzędziowych:
−
stale narzędziowe stopowe do pracy na zimno (PN-86/H-85023),
−
stale narzędziowe stopowe do pracy na gorąco (PN-S6.H-85021),
−
stale szybkotnące (PN-86/H-85022).
Znak stali składa się z liter i liczb. Pierwsza litera oznacza zawsze grupę stali
narzędziowych:
−
N – stale narzędziowe stopów e do pracy na zimno.
−
W – stale narzędziowe stopowe do pracy na gorąco.
−
S – stale szybkotnące.
Następna litera lub kilka liter określają składniki stopowe lub grupę składników:
M – mangan, W – wolfram, S -krzem, K – kobalt, C – chrom, B – bor, N – nikiel, P - chrom +
nikiel + wanad, L – molibden, Z - krzem + chrom + wolfram, V - wanad.
Liczba znajdująca się na końcu lub w środku znaku służy do odróżnienia poszczególnych
gatunków stali zawierających te same składniki stopowe. W stalach szybkotnących liczby te
oznaczają średnią zawartość głównego składnika stopowego w procentach.
Stale stopowe narzędziowe do pracy na zimno służą do wykonywania się narzędzi
służących do obróbki materiałów w temperaturze otoczenia. Przykładowe oznaczenia stali
narzędziowych stopowych do pracy na zimno NWV, NZ2, NCV1, NZ3.
Stale narzędziowe stopowe do pracy na gorąco stosowane są na narzędzia służące do
przeróbki plastycznej materiałów uprzednio nagrzanych do wysokich temperatur oraz formy
do odlewania metali pod ciśnieniem. W stanie nagrzanym przerabiane metale są plastyczne,
wiec stale narzędziowe do pracy na gorąco nie muszą mieć tak dużej twardości. Polska
Norma PN-86.H-85021 obejmuje 12 gatunków stali narzędziowych stopowych do pracy na
gorąco. Przykładowe z nich to: WNLV, WLV, WLK.
Stale szybkotnące służą do wyrobu narzędzi skrawających, pracujących przy dużych
prędkościach skrawania lub przy dużych przekrojach wióra. Praca w takich warunkach jest
przyczyną bardzo silnego rozgrzewania się narzędzia. nawet do temperatury czerwonego
żaru, wskutek tarcia o skrawany materiał. Podstawowymi składnikami stopowymi stali
szybkotnących są pierwiastki węglikotwórcze: wolfram, wanad, chrom i molibden. Stale
o najlepszych właściwościach zawierają również znaczne dodatki kobaltu.
Główne zastosowanie poszczególnych gatunków stali szybkotnących jest następujące:
−
SW12 – na narzędzia do obróbki zgrubnej i wykańczającej ogólnego przeznaczenia, do
obróbki materiałów średniej wytrzymałości, np. frezy, wiertła, narzędzia do gwintowania,
segmenty, brzeszczoty pił,
−
SW18 – stosuje się jak stal SWl2 oraz na noże tokarskie i strugarskie,
−
SW2M5 – na narzędzia do obróbki materiałów średniej wytrzymałości przy średnich
wdajnościach, np. wiertła kręte, nawiertaki, gwintowniki, piłki do metali, frazy do
gwintowania, narzędzia do obróbki plastycznej na zimno,
−
SW7M – na narzędzia o dużej ciągliwości i wydajności, narażone na skręcanie, np.
wiertła spiralne, narzędzia do nacinania gwintów, segmenty do pił tarczowych,
przeciągane frezy do gwintowania, frezy zataczane, rozwiertaki, narzędzia do obróbki kół
zębatych,
−
SK5 – na narzędzia do obróbki zgrubnej i wykańczającej materiałów o dużej
wytrzymałości, do obróbki na automatach, np. noże oprawkowe do gwintowania,
przecinaki, narzędzia do obróbki kół zębatych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
−
SK5M – na narzędzia do obróbki materiałów trudno skrawalnych, twardych i ze stali
austenitycznych, do obróbki w ciężkich warunkach zestawów kołowych, obręczy,
walców, wyrobów z żeliwa, np. noże tokarskie, frezy, wiertła specjalne, narzędzia do
obróbki kół zębatych, noże kształtowe,
−
SK5MC – na narzędzia do obróbki stali konstrukcyjnych ulepszonych cieplnie oraz stali
kwaso- i żaroodpornych, np. narzędzia trzpieniowe i nasadowe, frezy ślimakowe
pracujące w szczególnie ciężkich warunkach,
−
SK8M – na narzędzia do obróbki zgrubnej i wykańczającej, także na automatach przy
dużych prędkościach skrawania, do obróbki stali twardych i austenitycznych, np. frezy,
noże kształtowe,
−
SK5V – na narzędzia do obróbki wykańczającej materiałów o dużej wytrzymałości
i austenitycznych, na narzędzia do pracy na automatach, do obróbki materiałów
nieżelaznych, np. noże tokarskie i przecinaki, noże kształtowe, rozwiertaki, frezy, koła do
ciecia, także do prac przy niedostatecznym chłodzeniu, narzędzia do automatów,
−
SK10V – na narzędzia do obróbki zgrubnej i wykańczającej, a także na automatach
i łuszczarkach, materiałów o dużej wytrzymałości przy dużej prędkości skrawania, do
obróbki stali nierdzewnych, wysokowydajne frezy, noże tokarskie i strugarskie.
Do stali stopowych zalicza się również stale nierdzewne, stale kwasoodporne, stale
żarowytrzymałe i żaroodporne, stale o specjalnych właściwościach fizycznych.
Dostosowanie Polskich Norm do systemu europejskiego PN-EN związane jest z innymi
podziałami stali. Główne kryteria według których dokonuje się podziału stali to skład
chemiczny, podstawowe zastosowanie, jakość, sposób wytwarzania. Poniżej podany zostanie
podział ze względu na skład chemiczny.
Według nowych norm PN-EN 10020-2003, stale ze względu na skład chemiczny dzieli się na:
1. Niestopowe:
−
jakościowe - podatne na obróbkę plastyczną, ciągliwe,
−
specjalne - stale konstrukcyjne, o określonej zawartości węgla, o wymaganych
właściwościach magnetycznych lub elektrycznych., do określonego zastosowania,
np.: do produkcji elektrod.
2. Odporne na korozję:
−
charakterystyczne pod względem zawartości niklu - zawierające mniej niż 2,5%
niklu zawierające 2,5% lub więcej niklu,
−
charakterystyczne ze względu na posiadane właściwości - stale nierdzewiejące, stale
żaroodporne, stale żarowytrzymałe.
3. Inne stale stopowe:
−
jakościowe – podatne na obróbkę plastyczną i ciągliwe. Są to, miedzy innymi, stale
stopowe konstrukcyjne, drobnoziarniste, spawalne, przeznaczone do produkcji szyn,
wyrobów płaskich walcowanych na gorąco lub na zimno, do dalszej obróbki
plastycznej na zimno. Stale stopowe z miedzią, jako głównym składnikiem
stopowym. Stale stopowe elektrotechniczne, w których głównymi składnikami
stopowymi jest krzem lub krzem i aluminium posiadają określone wartości indukcji
magnetycznej, polaryzacji, przenikalności magnetycznej specjalne,
−
specjalne - mają podwyższone właściwości użytkowe dzięki precyzyjnie dobranemu
składowi chemicznemu, określonym warunkom wytwarzania i kontroli procesów
produkcyjnych. Ze względu na zastosowania wyróżnia się na stale stopowe
konstrukcyjne, drobnoziarniste i spawalne, odporne na korozję atmosferyczną, do
budowy maszyn (manganowe, chromowe, chromowo-molibdenowe, chromowo-
niklowo - molibdenowe, niklowe, molibdenowe, krzemowe, stale zawierające bor),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
narzędziowe, do pracy na zimno, do pracy na gorąco i szybkotnące, na łożyska
toczne, o szczególnych właściwościach fizycznych, niemagnetyczne, magnetyczne,
z wymaganym współczynnikiem rozszerzalności cieplnej, oporowe, kwasoodporne
i niskostopowe o podwyższonej wytrzymałości.
Na uwagę zasługują stale stopowe martenzytowe, maraning, których głównym składnikiem
stopowym jest nikiel oraz kobalt, molibden i aluminium. Stale te posiadają bardzo wysokie
właściwości wytrzymałościowe i bardzo dobrymi właściwościami plastycznymi. Stosowane
są głównie w lotnictwie, przemyśle samochodowym i zbrojeniowym.
Systemy oznaczania stali są podane w Normie Europejskiej:
−
PN -EN 10027-1: 1994 jest pierwszą częścią normy europejskiej "Systemy oznaczania
stali. Znaki stali, symbole główne".
−
PN-EN 10027-2:1994 – druga część, obejmuje system cyfrowy oznaczania stali.
Wymienione normy są polską wersją normy europejskiej EN 10027-1 i -2 z lipca 1992 r.
Zostały przetłumaczone przez Polski Komitet Normalizacyjny i mają ten sam status co
wersje oficjalne.
Według normy PN-EN 10027 istnieją dwa systemy oznaczania stali - symbolowy i cyfrowy.
System symbolowy zawiera zasady oznaczania stali za pomocą symboli głównych
i dodatkowych. Symbole główne wskazują na zastosowanie, właściwości mechaniczne lub
właściwości fizyczne stali oraz jej skład chemiczny. Symbole dodatkowe wskazują na gatunki
stali i cechy wyrobów stalowych, przy czym występują dwie grupy symboli dodatkowych,
np.: X4°CrMoV5. W tej klasyfikacji oznaczeń stali wyróżnia się dwie główne grupy znaków:
−
znaki zawierające symbole wskazujące na skład chemiczny stali,
−
znaki zawierające symbole wskazujące na zastosowanie oraz mechaniczne lub fizyczne
właściwości stali. W obu grupach znaków po symbolach głównych mogą być podawane
symbole dodatkowe.
Oznaczanie stali wg składu chemicznego
W znakach stali wg składu chemicznego wyróżnia się cztery podgrupy;
−
stale niestopowe o średniej zawartości manganu <1%. Znak tych stali składa się
z następujących symboli głównych, umieszczonych kolejno po sobie, litery C i liczby
będącej 100-krotną średnią wymaganą zawartością węgla;
−
stale niestopowe - znak tych stali składa się z liczby będącej 100-krotną wymaganą
średnią zawartością węgla, symboli pierwiastków chemicznych składników stopowych
stali w kolejności malejącej zawartości pierwiastków oraz liczb oznaczających zawartości
poszczególnych pierwiastków stopowych w stali. Każda liczba oznacza odpowiednio,
średni procent zawartości pierwiastka pomnożony przez współczynnik zgodnie z tabelą 1,
zaokrąglony do najbliższej liczby całkowitej. Liczby oznaczające zawartości
poszczególnych pierwiastków stopowych należy oddzielić poziomą kreską.
Tabela 1.
Pierwiastek
Współczynnik
Cr, Co, Mn, Ni, Si, W
4
Al., Be, Cu, Mo, Nb, Pb, Ta, Ti, V,
100
Ce, N, P, S
100
B
1000

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Przykładowe oznaczenie stali: 55NiCrMoV6-2-2
−
stale stopowe zawierające przynajmniej jeden pierwiastek stopowy w ilości > 5 %. Znak
tych stali składa się z: litery X, liczby będącej 100-krotną wymaganą średnią zawartością
węgla, symboli chemicznych składników stopowych stali w kolejności malejącej
zawartości oraz liczb (zaokrąglonych do najbliższej liczby całkowitej) oznaczających
średni procent zawartości poszczególnych pierwiastków. Na przykład X5CrNiMol7-12-2
jest znakiem stali o składzie: maks. 0,07% C, 17,5% Cr, 11,6% Ni, 2,25% Mo. Stal ta wg
polskiej normy (PN) miałaby oznaczenie 0H17N12M2;
−
stale szybkotnące. Znak tych stali składa się z następujących symboli literowych
i liczbowych: liter HS oraz liczb oznaczających procentowe zawartości (zaokrąglone do
najbliższych liczb całkowitych) pierwiastków stopowych w następującej kolejności;
wolfram, molibden, wanad, kobalt; np. HS18-0-1 jest znakiem stali oznaczanej wg PN
SW18; średnia zawartość pierwiastków w tej stali wynosi: 0,80% C, 18,0% W, 1,25% V.
Zawartość Cr w stalach szybkotnących nie jest podawana, gdyż jest we wszystkich
gatunkach tych stali taka sama i wynosi od 3,5 do 4,5 %.
System cyfrowy oznaczania stali jest użyteczny do przetwarzania danych i uzupełnia
systemu symbolowego. Każdą stal można jednoznacznie określić za pomocą pięciu cyfr,
kropką po pierwszej cyfrze. Pierwsza cyfra oznacza numer grupy materiału np.: l oznacza
stal, pozostałe cyfry 2–7 mogą być zarezerwowane dla innych materiał6w. Dwie następne
cyfry oznaczają numer grupy stali, czwarta i piąta cyfra oznaczają kolejny numer w danej
grupie stali (np.: 1.3555 to wg PN stal szybkotnąca SWI8).
Rodzaje i gatunki stali stosowane w przemyśle ortopedycznym
Materiały stosowane do wykonywania przyrządów ortopedycznych powinny spełniać szereg
wymagań. Powinny być:
−
trwałe, zachowujące stałość nadanego kształtu,
−
odporne na działanie zwiększonej temperatury, słońca i tłuszczów,
−
odporne na działania wody i flory bakteryjnej,
−
łatwe do obróbki ręcznej i mechanicznej,
−
lekkie, mieć niewielki ciężar właściwy,
−
łatwo zmywalne,
−
złymi przewodnikami ciepła.
Nie powinny być:
−
toksyczne ani oddziaływać drażniąco na tkanki,
−
łatwopalne,
−
kosztowne.
Niektóre stale spełniają powyższe wymagania. Poniżej podane zostaną przykłady zastosowań
wybranych gatunków stali.
Stale zwykłej jakości charakteryzują się tym, że łatwo można nadawać im żądany kształt,
a także łączyć za pomocą spawania, nitowania i zgrzewania. Na powierzchniach stalowych
łatwo wykonać trwałe powłoki lakiernicze. Nie są materiałem zbyt kosztownym ale
wytrzymałym. W związku z tym stosowane na:
−
rurki do wózków składakowych, ramy do tych wózków,
−
blachy i płaskowniki na podłokietniki i oparcia,
−
obręcze kół wózków składakowych,
−
adaptery, wsporniki, zatrzaski,
−
szyny protezowe i ortezowe,
−
strzemiona,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
−
opaski,
−
ramy kolanowe,
−
szyny stawu kolanowego.
Stale stopowe, głównie specjalne, chromowo-molibdenowe, kwasoodporne, chromowo-
krzemowe, krzemowe sprężynowe, stosowane są na:
−
ramy wózków aktywnych,
−
przeguby do protez,
−
sprężyny do pasów przepuklinowych,
−
ortezy druciane,
−
wsporniki,
−
sprężyny.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń
1. Co to jest surówka i jakie są jej rodzaje?
2. Co to jest żeliwo?
3. Co to jest staliwo?
4. Co to jest stal?
5. Jakie są rodzaje stali?
6. Jakie znasz sposoby otrzymywania stali?
7. Jaka jest różnica w znakowaniu stali według PN a PN-EN?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj możliwość zastosowania stopów Fe-C i metali nieżelaznych do wyrobu
przedmiotów ortopedycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odnaleźć w poradniku i literaturze informacje o stopach Fe-C i metali nieżelaznych,
2) wypisać rodzaje i gatunki stali stosowane w przemyśle ortopedycznym,
3) wskazać do wyrobu jakich elementów przedmiotów ortopedycznych mogą być
zastosowane.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Mając do dyspozycji próbki na podstawie wyglądu zewnętrznego rozpoznaj metale i ich
stopy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) powtórzyć wiadomości dotyczące cech metali i ich stopów,
2) obejrzeć otrzymane próbki,
3) ocenić pod względem wagi, koloru, gładkości powierzchni,
4) nazwać nazwami ogólnymi poszczególne próbki.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
próbki metali i ich stopów,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić co to jest surówka i jakie są jej rodzaje?
2) określić co to jest żeliwo?
3) określić co to jest staliwo?
4) podać określenie stali?
5) wymienić i opisać rodzaje stali?
6) opisać sposoby otrzymywania stali?
7) wyjaśnić na czym polega różnica w znakowaniu stali według PN
a PN-EN

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Metale i stopy nieżelazne. Znakowanie metali i stopów
według PN
4.3.1. Materiał nauczania
Najważniejszymi metalami nieżelaznymi w technice są: miedź, aluminium, magnez,
cynk, cyna i ołów. Podobnie jak w przypadku żelaza, największe znaczenie praktyczne mają
stopy tychże metali.
Miedź
Jest metalem stosowanym przez człowieka od bardzo dawna. Badania archeologiczne
wykazały, że była znana już 3000 lat przed naszą erą. Jest metalem plastycznym, odpornym
na korozję dobrze przewodzi ciepło i prąd elektryczny. Może być obrabiana plastycznie na
zimno lub na gorąco w temperaturze około 700°C. Ma szerokie zastosowanie w przemyśle
spożywczym, chemicznym i elektrotechnice oraz jako główny składnik różnych stopów.
Jeżeli składniki stopowe nie przekraczają 2%, to nazwę tego stopu określa się jako miedź
stopową o nazwie połączonej z nazwą składnika stopowego, np.: (PN-63/H-87053) miedź
arsenowa, miedzią kadmowa, chromowa, srebrowa, manganowa, cynowa, cynkowa
i telurowa. Znak takiego stopu jest określany symbolem miedzi, następnie symbolem
składnika stopowego oraz liczbą określająca zawartość procentową tego składnika np.:
CuAg2 określa miedź srebrową o zawartości około 2% srebra a dokładnie (1,85–2,1%).
Stopy miedzi zawierają zwykle od 2% do 50% składników stopowych i dzielą się na trzy
zasadnicze grupy: mosiądze, brązy i miedzionikle.
Mosiądze są to stopy miedzi, w których głównym składnikiem stopowym jest cynk.
Praktyczne znaczenie mają stopy zawierające od 2% do 45% Zn. Większa bowiem zawartość
cynku powoduje tworzenie się twardych faz międzymetalicznych i zwiększa kruchość stopów
tak, że stają się one praktycznie mało przydatne. Mosiądze oprócz miedzi i cynku zawierają
mangan, ołów, żelazo, aluminium, krzem, nikiel i cynę. Mosiądze specjalne, wysokoniklowe,
nazywają się nowym srebrem.
Mosiądze charakteryzują się dobrymi właściwości mechanicznymi, dobrą odpornością na
korozję atmosferyczną. W zależności od zawartości Zn wykonuje się z nich takie elementy
jak rurki chłodnicze, łuski do amunicji, blachy do głębokiego tłoczenia, blachy do
platerowania, elementy sprężyste, elementy maszyn, kute i prasowane na gorąco i wiele
innych. Na podstawie właściwości mechanicznych uwarunkowanych zawartością cynku,
rozróżniamy mosiądze do obróbki plastycznej na zimno (poniżej 36% Zn) i mosiądze do
obróbki plastycznej tylko na gorąco. Te ostatnie stanowią również grupę mosiądzów
odlewniczych. Ze względu na znaczną odporność korozyjną największe zastosowanie
mosiądzów odlewniczych znajduje w produkcji armatury sanitarnej, gazowej, hydraulicznej
nisko i wysokociśnieniowej
Brązy to stopy miedzi ze wszystkimi pierwiastkami poza cynkiem i niklem jako
głównymi składnikami. Techniczne zastosowanie mają następujące stopy rodzaje brązów:
−
brązy cynowe do ok. 15% Sn, są dwu i wieloskładnikowe. Głównym składnikiem
stopowym jest cyna. Z uwagi na jej koszt i uzyskanie określonych właściwości do
brązów cynowych wprowadza się jeszcze cynk, ołów, fosfor i inne pierwiastki,
−
brązy aluminiowe do 11% Al, wykazują dobre właściwości mechaniczne w normalnych
i podwyższonych temperaturach, są odporne na ścieranie. Wykazują dobrą odporność na
korozję atmosferyczną i w wodzie morskiej, którą zawdzięczają tworzącej się na
powierzchni szczelnej warstewce Al2O3. Wieloskładnikowe brązy aluminiowe
zawierające od 9% do 11% Al, <5%Fe, <6% Ni, <4%Mn stosowane są jako stopy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
odlewnicze i do obróbki plastycznej na gorąco. Do grupy tej należą często stosowane
brązy CuAl10Fe3Mn2 i CuA110Ni4Fe4, które poddaje się również hartowaniu
i odpuszczaniu. Brązy aluminiowe stosuje się do wyrobu elementów narażonych na
ścieranie, tulejki łożysk, koła zębate, wirniki pomp, śruby napędowe do statków, części
przyrządów pomiarowych itp. Są one stopami konkurencyjnymi do brązów cynowych,
−
brązy ołowiowe do 35% Pb, wskutek praktycznie braku wzajemnej rozpuszczalności
w stanie stałym mikrostruktura ich złożona jest z mieszaniny ziaren miedzi i ołowiu.
Stopy te są stosunkowo miękkie dlatego w celu ich umocnienia do niektórych gatunków
wprowadza się cynę (do 10%). Charakteryzują się one dobrymi właściwościami
ślizgowymi stąd głównie stosuje się je do wyrobu łożysk ślizgowych współpracujących
z utwardzonymi czopami wałów przy dużych prędkościach obwodowych i naciskach.
Praktycznie stosowanymi stopami są CuPb30, CuPb35 i CuPb10Su10,
−
brązy manganowe do 5% Mn, nadają się do obróbki plastycznej na zimno i na gorąco.
Stosowane są do precyzyjnych aparatów,
−
brązy krzemowe do 4% Si, znaczenie praktyczne mają stopy do zawartości 3-4% Si.
Składnikami stopowymi tych brązów są: Mn, Fe, Zn i Ni. Do roztworu a wchodzi Mn, Ni
i Zn silnie zmniejszając rozpuszczalność krzemu. Dzięki czemu wzrastają właściwości
wytrzymałościowe, odporność na korozję oraz lejność. Stosowane są na sprężyny, części
aparatury chemicznej, części maszyn pracujących na ścieranie, do wyrobu kół zębatych,
panewek łożysk ślizgowych, części pomp, do wytwarzania elementów aparatury dla
przemysłu petrochemicznego i gazowniczego,
−
brązy berylowe do 2,5% Be. Innymi składnikami wprowadzanymi w niewielkich
ilościach są: Ni, Ti i czasami Co. Składniki te powodują podwyższenie właściwości
mechanicznych. Brązy berylowe stosuje się głównie do wyrobu sprężyn, membran,
elementów sprężystych, aparatury precyzyjnej, elektrycznej itp. Cechuje ten rodzaj
brązów dobra przewodność elektryczna i brak iskrzenia przy uderzeniach stąd
zastosowanie w przemysłach produkujących łatwopalne i wybuchowe substancje. Są też
one odporne na korozję. Beryl jest drogim składnikiem tych stopów. Istotną rzeczą jest
jego silna toksyczność.
Oprócz wymienionych brązów dwuskładnikowych istnieje, duża grupa brązów
wieloskładnikowych o zróżnicowanych właściwościach mechanicznych, fizycznych
i chemicznych.
Znakowanie stopów miedzi i wszystkich innych stopów metali nieżelaznych:
1. Symbol metalu zasadniczego.
2. Symbol głównego dodatku stopowego.
3. Liczba całkowita wskazująca zawartość procentową pierwiastka stopowego.
4. Następne litery i cyfry to oznaczenia w kolejności zmniejszających się zawartości
procentowych składników stopu.
5. Gdy zawartość składnika stopowego jest nie przekracza 1%, to cyfrę opuszcza się
w oznaczeniu.
Przykład:
CuZn40Mn3Fe – mosiądz manganowo- żelazowy o zawartości cynku 40%, manganu 3%
i żelaza około 1%, resztę stanowi miedź.
Aluminium
Charakteryzuje się dużą plastycznością, dobrą zgrzewalnością, dobrą przewodnością
elektryczną stanowiącą, małą gęstością. Jest odporne na działanie wody, korozji
atmosferycznej (pokrywa się szczelną, pasywującą warstewką Al
2
O
3
)
,
dwutlenku siarki, wielu
kwasów organicznych i związków azotowych. Wrażliwe jest natomiast na działanie zasad,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
a więc wody morskiej, wodorotlenków sodu i wapnia oraz związków rtęci. Metal ten
wyodrębniony został w 1825 roku. Na skalę przemysłową aluminium i jego stopy zaczęto
stosować dopiero w pierwszym dziesięcioleciu XX wieku. Stosowane jest na przewody
elektryczne, do wyrobu folii, proszków do platerowania naczyń, do wyrobu farb i jako
składnik wielu stopów.
Aluminium można zgrzewać z miedzią, jej stopami, stalą i stopami aluminiowymi.
Zgrzewanie podczas obróbki na zimno nosi nazwę platerowania.
Bardzo szerokie zastosowanie mają stopy aluminium. Wszystkie mają właściwości
wyższe od aluminium technicznego a stosowane są na odlewy i do obróbki plastycznej. Są
odporne na ścieranie. Cechuje ich dobre przewodnictwo cieplne i elektryczne, dobra lejność,
odporność na korozję.
Stopy aluminium o największym technicznym znaczeniu zawierają Cu, Si, Mg i Mn.
Obok wymienionych głównych składników wprowadza się do nich jeszcze niewielkie ilości
takich pierwiastków jak: Fe, Ni, Ti, Zn i Cr.
Skład chemiczny stopu określa jego techniczne zastosowanie tj. zdolność do obróbki
plastycznej lub odlewania.
Typowymi przedstawicielami stopów Al przeznaczonych do obróbki plastycznej
i utwardzania są stopy, których głównym składnikiem stopowym jest Cu, jest duraluminium,
potocznie zwane duralem.
Szerokie zastosowanie mają stopy z krzemem zwane siluminami. Wykonuje się z nich głowice,
tłoki, obudowy silników spalinowych i elektrycznych, korpusy pomp i wiele jeszcze innych
elementów. Wraz ze wzrostem zawartości Si w stopie rośnie wytrzymałość na rozciąganie.
Najważniejsze to stopy dwuskładnikowe: Al-Si, Al-Mg, Al-Cu a z wieloskładnikowych
np. Al-Zn-Mg.
Technicznie siluminy zawierają od 9% do 13% Si, gdyż przy tych stężeniach odznaczają się
najlepszym i właściwościami wytrzymałościowymi, odlewniczymi, małym skurczem, małą
skłonnością do pęknięć, małym współczynnikiem rozszerzalności cieplnej i są dużą
odpornością na korozję.
Inne metale nieżelazne i ich stopy
Magnez
Jest metalem o niskich właściwościach mechanicznej i dużej aktywności chemicznej.
Stopy magnezu z aluminium dzieli się na odlewnicze i do obróbki plastycznej. Odznaczają się
dużą odpornością na korozję. Stosowane są w przemyśle lotniczym, części silników,
agregatów, aparatów fotograficznych.
Cynk
Jest metalem o dobrych właściwościach plastycznych, małej wytrzymałości na
rozciąganie i niskiej temperaturze topnienia. Stosowany jest na przeciwkorozyjne powłoki
ochronne blach i drutów, do budowy baterii elektrycznych oraz w postaci folii do opakowań.
Jest też składnikiem wielu stopów. Cynk może być hutniczy, rafinowany, elektrolityczny
i rektyfikowany, zgodnie z normą PN-EN 1179;2005.
Stopy cynku, to głównie stopy z aluminium, miedzią i manganem. Stopy cynku z aluminium
i ewentualnie innymi pierwiastkami to ZNALE. Można je łatwo spawać, obrabiać i hartować.
Cyna
Ze względu na niskie właściwości mechaniczne nadaje się wyłącznie na dodatek
stopowy. Stopy cyny stosowane są na folie na otuliny, do platerowania folii ołowiowej i na
folie kondensatorowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Ołów
Ma bardzo małą wytrzymałość i bardzo dobre właściwości plastyczne. Jest odporny na
działanie kwasu siarkowego. Stopy ołowiu z antymonem, cyną, miedzią, arsenem stosowane
są między innymi na powłoki kabli, podkładki, uszczelki, blachy, elementy aparatury
chemicznej. Stopy ołowiu z cyną, antymonem, dodatkiem miedzi, arsenu, kadmu, niklu,
chromu stosowane są na łożyska ślizgowe.
Nikiel
Posiada zdolność do zgrzewania z blachą stalową co umożliwia platerowanie, elektrolityczne
powlekanie stali. Stosowany jest w elektronice, w przemyśle elektrochemicznym, chemicznym
oraz na armaturę do pomp.
Stopy niklu dzielimy na:
−
stopy stosowane w elektrotechnice i elektronice,
−
odporne chemicznie, niklowo – miedziowe,
−
żaroodporne, niklowo – chromowe z ewentualnym dodatkiem żelaza.
Oprócz wymienionych metali i stopów w technice stosowane są tzw. nowe stopy.
Należą do nich:
1. Stopy tytanu i tytan stosowany jest w postaci blach, taśm, rur. Jest odporny na korozję, na
kwasy, na zasady i na słoną wodę. Jest nierdzewny i bardzo lekki. Stopy tytanu posiadają
pamięć kształtu;
2. Stopy żarowytrzymałe na bazie metali wysokotopliwych, o temperaturze topnienia
wyższej od temperatury topnienia stali;
3. Stopy na osnowie chromu;
4. Stopy na osnowie niobu;
5. Stopy na osnowie molibdenu;
6. Stopy na osnowie wolframu;
7. Stopy z pamięcią kształtu. Przedmioty z nich wykonane odkształcone plastycznie po
ogrzaniu do określonej temperatury powracają do swojego pierwotnego kształtu.
Zastosowanie metali nieżelaznych i ich stopów w przemyśle ortopedycznym
Odpowiedni dobór właściwych materiałów na poszczególne element przedmiotów
ortopedycznych ma duże znaczenia dla ich funkcjonalności i trwałości.
Materiały stosowane do wykonywania przyrządów ortopedycznych powinny spełniać szereg
wymagań Powinny być:
−
trwałe, zachowujące stałość nadanego kształtu,
−
odporne na działanie zwiększonej temperatury, słońca i tłuszczów;
−
odporne na działania wody i flory bakteryjnej;
−
łatwe do obróbki ręcznej i mechanicznej;
−
lekkie, mieć niewielki ciężar właściwy;
−
łatwo zmywalne;
−
złymi przewodnikami ciepła;
Nie powinny być:
−
toksyczne ani oddziaływać drażniąco na tkanki,
−
łatwopalne,
−
kosztowne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Największe znaczenie wśród metali nieżelaznych i ich stopów ma aluminium i jego stopy
ze szczególnym wskazaniem na duraluminium. Stosowane jest na szynowe i rurowe elementy
nośne np.: ramy wózka aktywnego, elementy pomocnicze wózków aktywnych
i składakowych, widelce w wózkach składakowych i aktywnych, wsporniki, opaski metalowe,
całe stopy protezowe, leje niektórych typów protez metalowych, kule pachowe i łokciowe,
elementy metalowe gorsetów, podpórki dwukołowe, czterokołowe i trzykołowe.
Stopy miedzi, głównie mosiądze i brązy używane są do budowy podeszwowych wkładek
metalowych do butów i protez sandałowych, drobnych wyrobów z blachy lub ich elementów,
miseczek podkikutowych i do stożków gumowych oraz różnej galanterii, sprzączki, klamerki.
Tytan i jego stopy posiadają bardzo dobry współczynnik wytrzymałości i są bardzo
lekkie. Stosowane są na ramy wózków aktywnych, jako elementy pomocnicze wózków
aktywnych, widelce ażurowe wózków aktywnych.
Stopy ołowiu i cyny stosuje się powszechnie do wyrobu łożysk ślizgowych
wykorzystywanych w wózkach i podpórkach.
Metale kolorowe używa się także do produkcji wkrętów, śrub, nakrętek i podkładek oraz
na nity do nitowania elementów przedmiotów ortopedycznych.
Wykonywanie przedmiotów ortopedycznych z wykorzystaniem różnych metali i ich stopów
jest dostosowywane do potrzeb różnych odbiorców zarówno pod względem ich przydatności
jak też ceny. Stopy aluminium i tytanu podwyższają jakość przedmiotów poprzez obniżenie
ciężaru ale koszt ich wytwarzania jest wielokrotnie wyższy.
4.3.2. Pytania sprawdzające
Odpowiadając pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie charakterystyczne właściwości ma miedź?
2. Jakie są główne zastosowania miedzi?
3. Jakie są najważniejsze stopy miedzi?
4. Co to mosiądze?
5. Co są brązy?
6. Czym charakteryzuje się aluminium?
7. Jakie są najważniejsze stopy aluminium?
8. Czym charakteryzuje się magnez i jego stopy?
9. Czym charakteryzuje się cynk i jego stopy?
10. Jakie właściwości ma cyna i jej stopy?
11. Czym charakteryzuje się ołów i jego stopy?
12. Czym charakteryzuje się nikiel i jego stopy?
13. Czym charakteryzuje się tytan i jego stopy?
14. Co to jest pamięć kształtu?
15. Jakie są zasady oznaczania metali kolorowych i ich stopów według PN?
16. Jakie są zasady oznaczania metali kolorowych i ich stopów według PN-EN?
17. Jakie stopy są najczęściej stosowane w przemyśle ortopedycznym?
4.3.3. Ćwiczenia
Ćwiczenie 1
Określ zastosowanie asortymentu wyrobów ze stopów aluminium w przedmiotach
ortopedycznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku i literaturze informacje na temat stopów aluminium stosowanych
do produkcji różnych wyrobów,
2) obejrzeć dokładnie eksponaty przedmiotów wykonanych z aluminium,
3) przedstawić propozycje zastosowania poszczególnych asortymentów w przedmiotach
ortopedycznych, uwzględniając właściwości materiału.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
próbki materiałów aluminiowych (rurki, płaskowniki, kształtniki),
−
katalog produkcyjny asortymentów ze stopów aluminiowych,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wykonaj zgodnie z dokumentacją technologiczną obróbkę elementów kuli łokciowej
wykonanych z aluminium.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku i literaturze informacje na temat stopów aluminium stosowanych
do wyrobu przedmiotów ortopedycznych,
2) powtórzyć wiadomości dotyczące obróbki mechanicznej,
3) dobrać i zastosować narzędzia do obróbki aluminium,
4) dociąć rurki na wymiary wg dokumentacji technologicznej,
5) obrobić końcówki rurek,
6) przewiercić i obrobić otwory do regulacji wysokości kuli,
7) pomalować rurki.
Wyposażenie stanowiska pracy:
−
przecinarka do metalu tarczowa,
−
przyrządy traserskie,
−
przyrządy miernicze – suwmiarka, wysokościomierz,
−
wiertarka, wierta,
−
rurki aluminiowe,
−
gratownik do otworów,
−
falownik,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Wykonaj zgodnie z dokumentacją technologiczną elementy z rurek aluminiowych do
laski typu czwórnóg.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku i literaturze informacje na temat stopów aluminium stosowanych
do wyrobu przedmiotów ortopedycznych,
2) powtórzyć wiadomości dotyczące obróbki mechanicznej,
3) dobrać i zastosować narzędzia do obróbki aluminium,
4) dobrać rurki aluminiowe,
5) dociąć 5 elementów składowych laski zgodnie z wymiarami w dokumentacji
technologicznej,
6) wygiąć elementy stykające się z podłożem,
7) wyfrezować końcówki rurek,
8) obrobić końcówki rurek,
Wyposażenie stanowiska pracy:
−
przecinarka do metalu tarczowa,
−
przyrządy traserskie,
−
przyrządy miernicze – suwmiarka, wysokościomierz,
−
giętarka do rur,
−
rurki aluminiowe,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) opisać właściwości miedzi?
2) określić możliwe zastosowania miedzi?
3) wymienić podstawowe stopy miedzi?
4) wymienić i scharakteryzować rodzaje mosiądzów?
5) wymienić i scharakteryzować rodzaje brązów?
6) opisać właściwości aluminium?
7) wymienić i scharakteryzować stopy aluminium?
8) scharakteryzować magnez i jego stopy?
9) scharakteryzować cynk i jego stopy?
10) opisać właściwości cyny i jej stopów?
11) opisać właściwości ołowiu i jego stopów?
12) scharakteryzować nikiel i jego stopy?
13) scharakteryzować tytan i jego stopy?
14) wyjaśnić co to jest pamięć kształtu?
15) wyjaśnić zasady oznaczania metali kolorowych i ich stopów według
PN?
16) wyjaśnić zasady oznaczania metali kolorowych i ich stopów według
PN-EN?
17) wskazać przykładowe zastosowania stopów metali nieżelaznych
w przemyśle ortopedycznym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.4. Materiały i wyroby spiekane
4.4.1. Materiał nauczania
Materiały spiekanie są otrzymywane drogą metalurgii proszków. Technologia ta pozwala
zastąpić tradycyjne technologie, odlewanie, obróbkę plastyczną i obróbkę skrawaniem.
Najważniejsze zalety tej technologii to:
−
możliwość formowania gotowych elementów bez konieczności stosowania kosztownej
obróbki mechanicznej,
−
możliwość wytwarzania elementów czy materiałów o składzie i budowie nie do
osiągnięcia innymi metodami,
−
małe zużycie materiałów i energii,
−
niższe temperatury niż w metalurgii klasycznej.
Początki rozwoju metalurgii proszków sięgają bardzo odległych czasów. Metodę zgrzewania
ogniowego znaną od wieków można uznać za poprzedniczkę spiekania. Źródła amerykańskie
podają, że Indianie wyrabiali ozdoby z pyłu i drobnych ziarn złota metodą zgrzewania
ogniowego, podobną metodą otrzymywano dobre gatunki stali używane na broń.
W roku 1865 w Rosji bito monety z platyny, do których materiałem wyjściowym był proszek
uzyskiwany metodą chemiczną. Z proszku tego prasowano pręty, które cięto na krążki
o grubości monet.
Proces otrzymywania materiałów spiekanych obejmuje kilka etapów:
1. wytwarzanie proszków lub mieszaniny proszków metodami mechanicznymi lub
fizykochemicznymi,
2. przygotowanie proszków – sortowanie, mieszanie w odpowiednich proporcjach,
dodawanie środków poślizgowych (gliceryna, grafit, stearynian cynku),
3. formowanie proszków na zimno, prasowanie, które ma na celu połączenie luźnych
cząstek proszku w trwałą kształtkę w zamkniętej przestrzeni,
4. spiekanie, połączenie w wyniku ogrzewania, w temperaturze niższej od temperatury
topnienia najtrudniej topliwego i przeważającego składnika, w materiał o określonych
właściwościach mechanicznych i fizykochemicznych,
5. obróbka wykańczająca.
Proszki wytwarza się z metali, związków międzymetalicznych, niektórych związków
chemicznych metali lub niemetali, stanowiących właściwe surowce tej technologii.
Metalurgia proszków stwarza możliwość otrzymania wyrobów najwyższej jakości, o ściśle
określonym składzie chemicznym bez zanieczyszczeń i wad związanych z procesami
wytapiania oraz bez strat na utlenianie. Szczególne znaczenie posiada metalurgia proszków
w przypadku gdy składniki stopu nie rozpuszczają się w sobie w stanie płynnym, lub mają tak
wysokie temperatury topnienia, ze doprowadzenie ich stopnienia byłoby technicznie bardzo
trudne. Temperatura procesów spiekania nie przekracza na ogół temperatury topnienia
najtrudniej topliwego składnika, proces łączenia się, proszku w ciało zwarte przebiega bez
roztapiania się tego proszku, a jeśli nawet składnik łatwiej topliwy chwilowo przejdzie w stan
ciekły, to jest to najczęściej proces przejściowy, gdyż dyfunduje on w składnik stały, tworząc
odpowiedni roztwór. Niekiedy metalurgię proszków nazywa się ceramiką metali z uwagi na
podobieństwo z procesami zachodzącymi w ceramice, gdzie przeprowadza się wypalanie
(spiekanie) sproszkowanych materiałów ceramicznych, jednak z powodu niewątpliwej
przynależności tej technologii do metalurgii nazwę metalurgii proszków należy uważać za
słuszniejszą. Określenie "ceramika metali" stosuje się obecnie dla wytwarzania spieków
ceramiczno-metalowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Otrzymywanie proszków
Najczęściej stosowanymi surowcami w produkcji wyrobów spiekanych są proszki żelaza,
miedzi, cyny, ołowiu, niklu oraz proszki mosiądzów i brązów. Proszki innych metali, stopów,
niemetali posiadają mniejsze znaczenie w produkcji, chociaż w zależności od potrzeb są
otrzymywane tymi samymi metodami co proszki najczęściej stosowane. Proszki wytwarzane
są metodami mechanicznymi i fizykochemicznymi.
Metody mechaniczne wytwarzania proszków metali w stanie ciekłym to metoda granulacji
płynnego metalu, metoda rozpylania płynnego metalu. Proszki miedzi, niklu, żelaza, kobaltu,
chromu, ołowiu, cyny otrzymywane są metodą elektrolizy roztworów wodnych. Elektrolitem
jest roztwór wodny soli danego metalu, najczęściej siarczanu lub chlorku. Prąd stały
przepływający między elektrodami powoduje osadzanie się metalu na katodzie.
Mieszanie proszków
Dokładne wymieszanie proszków metalu podstawowego, dodatków stopowych oraz
środków poślizgowych ma decydujący wpływ na właściwości fizyczne i technologiczne oraz
chemiczne wsadów i właściwości mechaniczne spieków. Ocenę stopnia wymieszania
przeprowadza się najczęściej przez badanie: właściwości fizycznych, chemicznych
i technologicznych. Wyniki w formie atestu dołącza się do przygotowanej partii wsadu.
Prasowanie proszków
Formowanie proszków na przedmioty o określonym kształcie może odbywać się różnymi
sposobami: prasowaniem, wyciskaniem past proszkowych, odlewaniem gęstwy proszkowej,
walcowaniem ciągłym proszku. Najszersze zastosowanie znalazła metoda prasowania.
Prasowanie proszków na kształtki przeprowadza się w odpowiednich matrycach.
Spiekanie
Procesowi spiekania poddaje się kształtki uformowane jednym z uprzednio podanych
sposobów celem uzyskania pożądanych właściwości fizycznych, głównie mechanicznych.
Spiekanie przeprowadza się w piecach z atmosferą ochronną lub w próżni, polega ono na
nagrzaniu kształtek i wytrzymaniu w odpowiedniej temperaturze.
Otrzymywanie i właściwości „cermetali”
Są to materiały uzyskane przez połączenie proszków metali lub ich stopów z proszkami
ceramicznymi metodami stosowanymi w metalurgii i ceramice. Połączenie metalu
z materiałem ceramicznym można uzyskać stosując następujące procesy bezpośredniego
spiekania metalu i materiału ceramicznego, spiekanie składnika ceramicznego z tlenkiem,
który następnie łatwo redukuje się do metalu, spiekanie laminatów proszków ceramicznych
i metalowych, prasowanie na gorąco w atmosferze ochronnej przy ciśnieniu powyżej
25 MN/m2 i w temperaturze ponad 1273°K (1000°C).
Cermetale na osnowie tlenków.
Najbardziej rozpowszechnione są spieki oparte na tlenku glinowym, który jest spiekany
jest z żelazem, chromem, molibdenem, kobaltem, niklem.
Cermetale Al2O3 - Cr można podzielić na trzy zasadnicze grupy:
Grupa 1. Tlenek glinowy tworzy szkielet, a chrom wypełnia puste miejsca szkieletu.
Struktura taka występuje u cermetali ubogich w metal. Cermetale tej grupy są izolatorami
elektrycznymi.
Grupa 2. W szkielecie metalowym umieszczony jest tlenek glinowy, struktura jest
typowa dla cermetali bogatych w metal. Cermetale tej grupy przewodzą prąd elektryczny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Grupa 3 Metal i tlenek mają własne wzajemnie przenikające się szkielety. Cermetale tej
grupy są zdolne do przewodzenia prądu elektrycznego, jeżeli ziarna metalu nie są oddzielone
materiałem ceramicznym.
Cermetale Al2O3 – Fe, stosowane na łopatki turbinowe.
Cermetale
Al2O3–
Al
(SAP)
posiada
dobre
właściwości
wytrzymałościowe
w podwyższonych temperaturach. Wytwarza się z niego części samochodowe, samolotowe,
łopatki sprężarek, blachy zewnętrzne samolotów odrzutowych, tłoki silników osłony paliwa
jądrowego.
Cermetale Al2O3 – Mo, produkowane są w postaci kształtek na ostrza narzędzi skrawających.
Cermetale ThO2 - Mh, UO2 - Fe, PuO2 - Fe w postaci prętów znalazły zastosowanie jako
paliwo jądrowe w reaktorach, atomowych przewyższając spieki ceramiczne ze względu na
możliwość dowolnej regulacji intensywności promieniowania, oraz łatwiejszą obsługę
wskutek większej wytrzymałości.
Cermetale na osnowie azotków. Odznaczają się wysoką twardością i wysokimi temperaturami
topnienia. Zaliczane są do materiałów ceramicznych.
Cermetale na osnowie borków. Borki są niejonowymi połączeniami boru z metalami.
Odznaczają się wysoką twardością i odpornością chemiczną oraz złożoną budową
krystaliczną, Materiały te należą do mało dotychczas zbadanych, ponieważ stosunkowo
niedawno zainteresowano się ich techniczną przydatnością. Stosowane w budowie rakiet
i pocisków zdalnie kierowanych.
Cermetale oparte na węglikach. Węgliki są to jonowe połączenia węgla z metalami
i niemetalami. Występują w 4 typach połączeń: Me4C, Me2C, MeC, MeC2 Pierwszoplanowe
ich przeznaczenie to materiały narzędziowe.
Węgliki spiekane na narzędzia skrawające. Najważniejsze zastosowanie węglików spiekanych
to nakładki narzędzi używanych do obróbki wiórowej, ostrza świdrów górniczych, oczka do
ciągadeł, dysze do piaskownic, zawory, frezy, wiertła, sprawdziany.
Cermetale konstrukcyjne oparte na węglikach tytanu. Cermetale tego typu mogą być
sporządzane przez swobodne spiekanie mieszaniny proszków w atmosferze zabezpieczającej
przed utlenianiem lub przez nasycanie metalem luźno spieczonej kształtki ceramicznej. Mają
one dobre właściwości wytrzymałościowe w wysokich temperaturach, z tego też względu
stosowane są na łopatki turbin gazowych.
Cermetale konstrukcyjne oparte na węglikach niemetali. Głównym surowcem do wyrobu
cermetali opartych na węglikach niemetalowych jest węglik czteroboru. Do wiązania tego
węglika stosowano żelazo, kobalt, stop Co-Ni, chrom, aluminium.
Cermetale oparte na mieszanych składnikach ceramicznych. W tworzeniu tych cermetali
istnieje praktycznie nieograniczone możliwość ich otrzymywania, w których składnikami
ceramicznymi są mieszaniny tlenków i węglików borków.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Typowymi wytworami metalurgii proszków są:
− materiały o specjalnych właściwościach fizycznych, wykonywane z proszków żelaznych,
stalowych, mosiężnych, brązowych. Są to materiały na magnesy trwałe na rdzenie do
transformatorów, prasowane spieki stopów magnezu o wyższej wytrzymałości, materiały
żaroodporne,
− elementy maszyn, wykonywane z proszków metali, np.: koła zębate, pierścienie do
specjalnych łożysk tocznych,
− metale i stopy wysokotopliwe, jak wolfram, molibden, tantal, tytan, których nie można
otrzymać zwykłymi metodami metalurgicznymi,
− spieki porowate stosowane na porowate łożyska samosmarujące, na filtry meta liczne, do
budowy chłodnic silników odrzutowych oraz jako materiał do nasycani; ciekłym metalem
lub stopem w celu uzyskania wysokich właściwości wytrzymałościowych,
− cermetale, tj. połączenia metali z tlenkami, azotkami lub borkami metalicznymi
stosowane jako materiały żaroodporne,
− materiały kombinowane kontaktowe i cierne, stopy metaliczno-grafitowe, np.: stopy Cu-C,
Fe-Pb-C, stosowane na szczotki korektorów, styki elektryczne, panewki łożyskowe,
− materiały cierne zawierające dodatki składników zwiększających tarcie, jak tlenek glinu,
krzemionka i karborund, stosowane na okładziny do hamulców,
− pseudostopy, ciężkie stopy wolframowe, spieki Fe-Cu, a także spiek W-Cu, Mo-Ag,
stosowane na styki elektryczne,
− węgliki spiekane stosowane jako narzędzia do szybkościowego skrawania metali.
Badania w poszczególnych krajach nad nowymi materiałami konstrukcyjnymi i na narzędzia
z cermetali są prowadzone nadal.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak są zalety metalurgii proszków?
2. Jak przebiega proces otrzymywania materiałów spiekanych?
3. Co to są cermetale?
4. Jakie są rodzaje cermetali?
5. Jakie są typowe wytwory metalurgii proszków?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wypisz zalety materiałów spiekanych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku informacje na temat materiałów i wyrobów spiekanych,
2) wypisać zalety materiałów spiekanych.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Ćwiczenie 2
Przedstaw w formie algorytmu proces otrzymywania materiałów spiekanych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku informacje na temat materiałów i wyrobów spiekanych,
2) opracować algorytm otrzymywania materiałów spiekanych.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać zalety metalurgii proszków?
2) opisać proces otrzymywania materiałów spiekanych?
3) wyjaśnić co to są cermetale?
4) scharakteryzować różne cermetale?
5) opisać typowe wytwory metalurgii proszków?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.5. Korozja metali i jej rodzaje. Ochrona przed korozją
4.5.1. Materiał nauczania
Korozja.
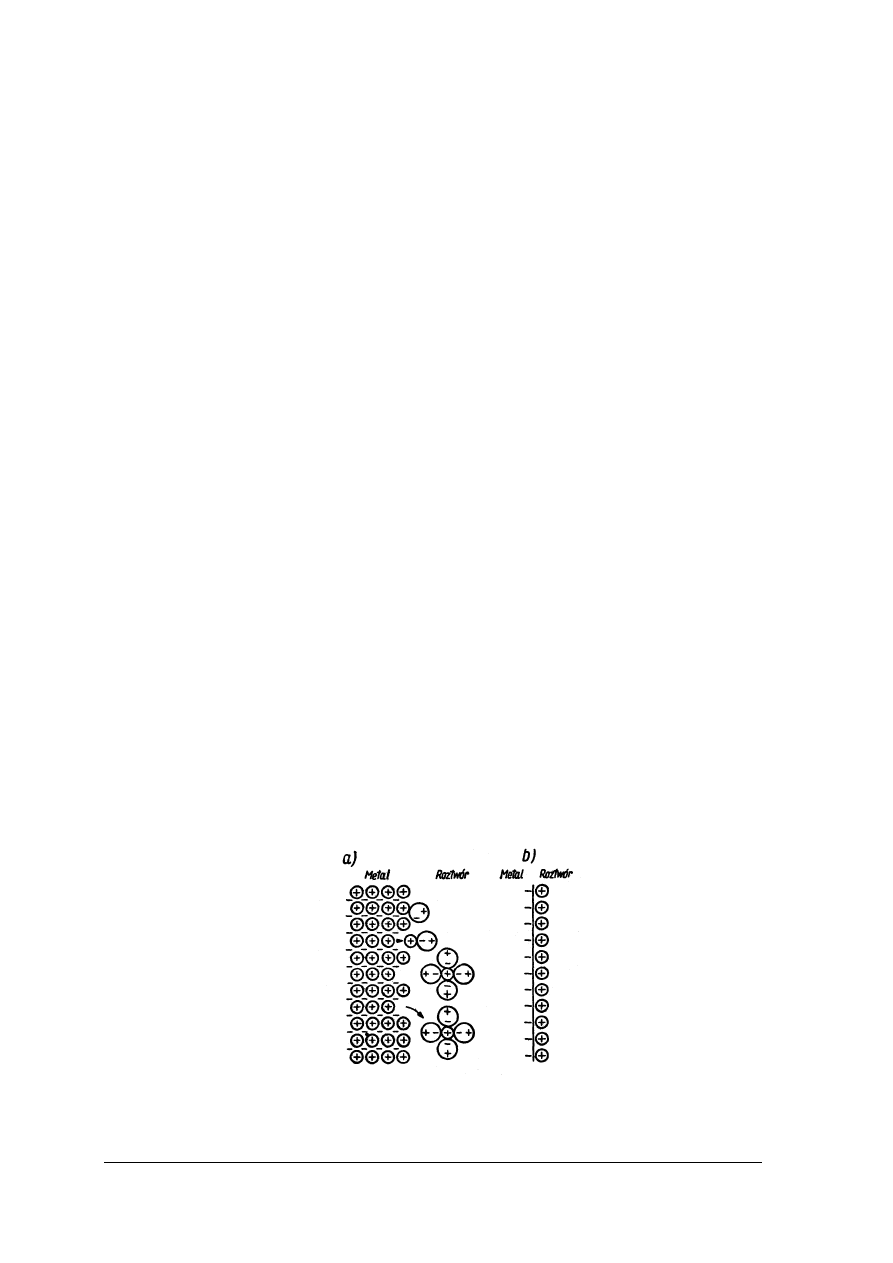
Korozja jest to proces stopniowego niszczenia metali lub stopów przez chemiczne lub
elektrochemiczne reakcje z otaczającym je środowiskiem. Niszczenie metalu przez korozję
rozpoczyna się zawsze na jego powierzchni, to jest na granicy metal – środowisko i postępuje
w głąb. Wszystkie metale oprócz złota, srebra, platyny, rtęci i częściowo miedzi ulegają
korozji pod działaniem wilgoci. Rozpoczęta na powierzchni metalu korozja, jeżeli nie
zostanie zahamowana może doprowadzić do całkowitego zniszczenia przedmiotu. Zależy to
przede wszystkim od natury metalu ulegającego korozji, właściwości powstających
produktów korozyjnych oraz warunków, w jakich korozja zachodzi. Zależnie od czynników
wpływających na proces niszczenia metali rozróżnia się korozję chemiczną i korozję
elektrochemiczną.
Korozja chemiczna jest to proces niszczenia metali lub stopów zachodzący wskutek
bezpośredniego działania na nie suchych gazów, zwłaszcza w wysokiej temperaturze lub
cieczy nie przewodzących prądu elektrycznego. W wyniku działania tych czynników na
powierzchnię metalu, powstaje na niej cienka warstwa produktów korozji, którymi są
najczęściej tlenki, rzadziej siarczki, azotki lub węgliki. Powstająca warstewka staje się coraz
grubsza i może być przyczyną ustania dalszej korozji. Zahamowanie korozji może nastąpić
jednak dopiero wtedy, gdy uzyskana warstewka:
−
pokrywa całą powierzchnię metalu,
−
nie rozpuszcza się w działającym środowisku,
−
ściśle przylega do powierzchni metalu,
−
ma zbliżoną do metalu rozszerzalność cieplną.
W miarę postępującej korozji, zwłaszcza w podwyższonej temperaturze, gdy warstewka
korozji łatwo odpada metal jest stale narażony na działanie środowiska i szybko niszczeje.
Korozja elektrochemiczna jest wywoływana działaniem krótkozwartych lokalnych ogniw
korozyjnych powstających w zetknięciu powierzchni różnych faz metalicznych
o różnych potencjałach elektrochemicznych z elektrolitem. Elektrolit powstaje wskutek
rozpuszczenia się w wilgoci, znajdujących się na powierzchni metalu, takich zanieczyszczeń
jak CO
2
, SO
2
, HCL, NH
3
i innych. Powstawanie potencjału elektrochemicznego przedstawia
rysunek 2.
Rys. 1. Schemat przedstawiający a) powstawanie potencjału elektrochemicznego b)
ustalenia się równowagi
elektrochemicznej
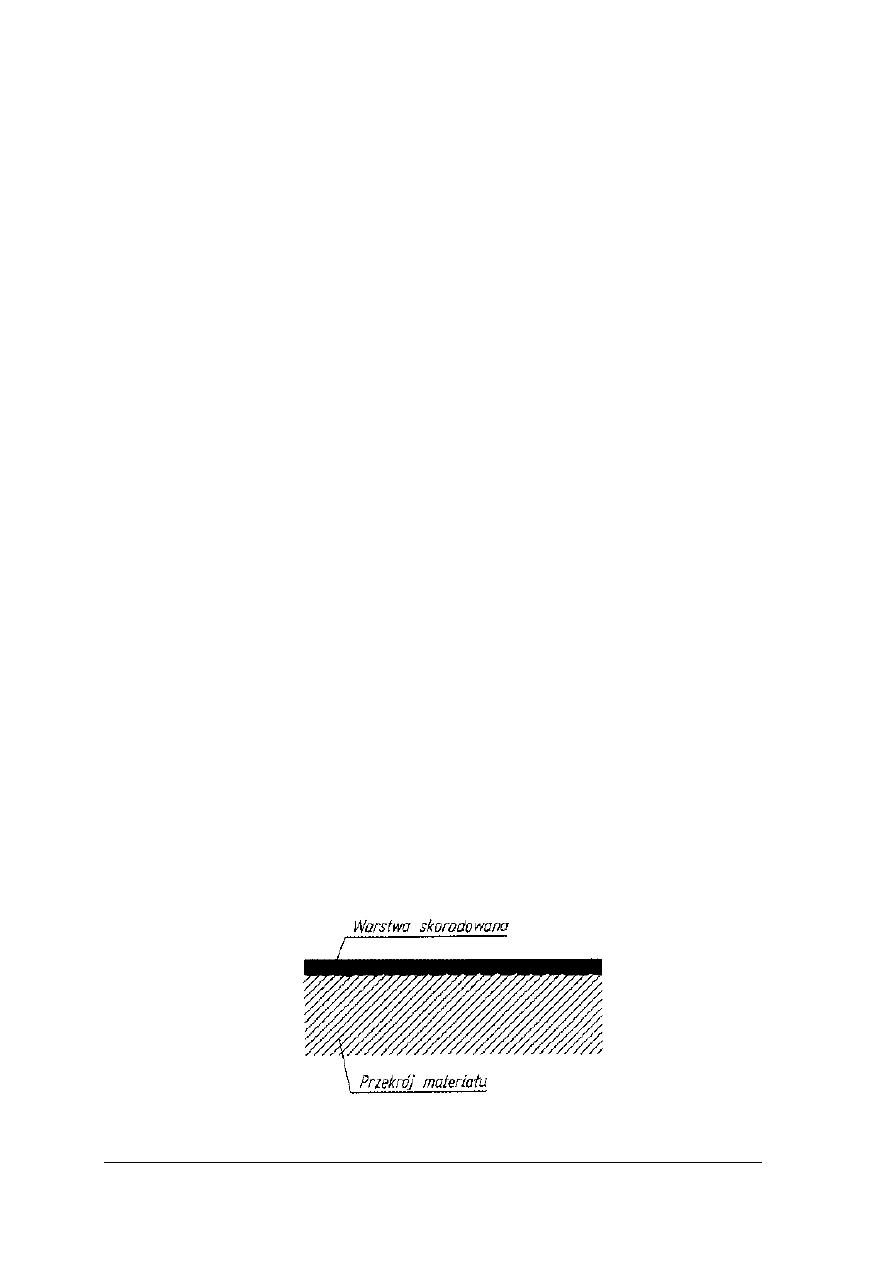
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Przyczyną powstawania ogniw korozyjnych może być niejednorodność fizyczna lub
chemiczna, styk dwu różnych stopów albo metali a także różnica stężeń elektrolitu w dwu
miejscach tego samego stopu.
Niejednorodność chemiczna występuje w stopach wskutek obcych wtrąceń, w metalach
zanieczyszczonych i niejednorodności poszczególnych kryształów.
Niejednorodność fizyczna występuje wskutek miejscowych różnic w odkształceniach
i naprężeniach w stanie powierzchni metalu np.: gładkości.
Najważniejszym czynnikiem wpływającym na intensywność korozji jest niewątpliwie
środowisko korozyjne, od którego agresywności zależy przede wszystkim szybkość korozji.
Środowiskiem agresywnym powodującym korozję elektrochemiczną może być atmosfera,
woda rzeczna lub morska, wilgotna ziemia. Rozróżnia się korozję atmosferyczną, wodną,
ziemną.
Korozja atmosferyczna jest najbardziej rozpowszechnionym rodzajem korozji metali,
powoduje największe straty w szynach i taborze kolejowym, w konstrukcjach stalowych,
mostach, dźwigach. Warstewka wilgoci na powierzchni metalu lub stopu z rozpuszczonymi
gazami: tlenem, azotem, dwutlenkiem węgla, a w okolicach morza - chlorkami i siarczanami,
w dzielnicach zaś przemysłowych i miastach także: dwutlenkiem siarki, kwasem solnym,
amoniakiem itp. powoduje, że korozja atmosferyczna w różnych miejscowościach ma różne
natężenie.
Korozją wodną nazywa się przede wszystkim niszczące działanie wody w urządzeniach
metalowych, w których woda dłużej przebywa. Będzie to przede wszystkim korozja
zbiorników, rur, pomp itp. Do korozji wodnej zalicza się również korozję spowodowaną
działaniem wody morskiej lub mineralnej. Zimna chemicznie czysta woda, praktycznie
biorąc, stali nie atakuje. W instalacjach grzewczych najbardziej narażone są zazwyczaj
wężownice, w których korozja występuje najczęściej w postaci wżerów i spowodowana jest
przez rozpuszczony w wodzie tlen, który łatwo jest usunąć przez uprzednie zagotowanie
wody.
Korozja ziemna. Każda gleba zawiera mniejsze lub większe ilości soli, kwasów i gazów,
które łącznie z wilgocią wywierają korozyjne działanie na znajdujące się w niej metale.
Piasek i grunty piaszczysto-gliniaste działają na metal stosunkowo słabo. Natomiast grunty
gliniaste są już bardziej niebezpieczne, gdyż mało są przepuszczalne oraz zawierają często
gniazda soli, które z przenikającą wodą tworzą mniej lub bardziej stężone roztwory
elektrolitów. Dzięki tym roztworom powstają stężeniowe ogniwa galwaniczne wywołujące
silną korozję.
Ze względu na zmiany wywołane w metalach rozróżnia się:
−
korozję powierzchniową, gdy zmiany uwidaczniają się na powierzchni, przy czym może
ona być równomierna rysunek 3 i nierównomierna rysunek 4.
Rys. 2. Korozja powierzchniowa równomierna
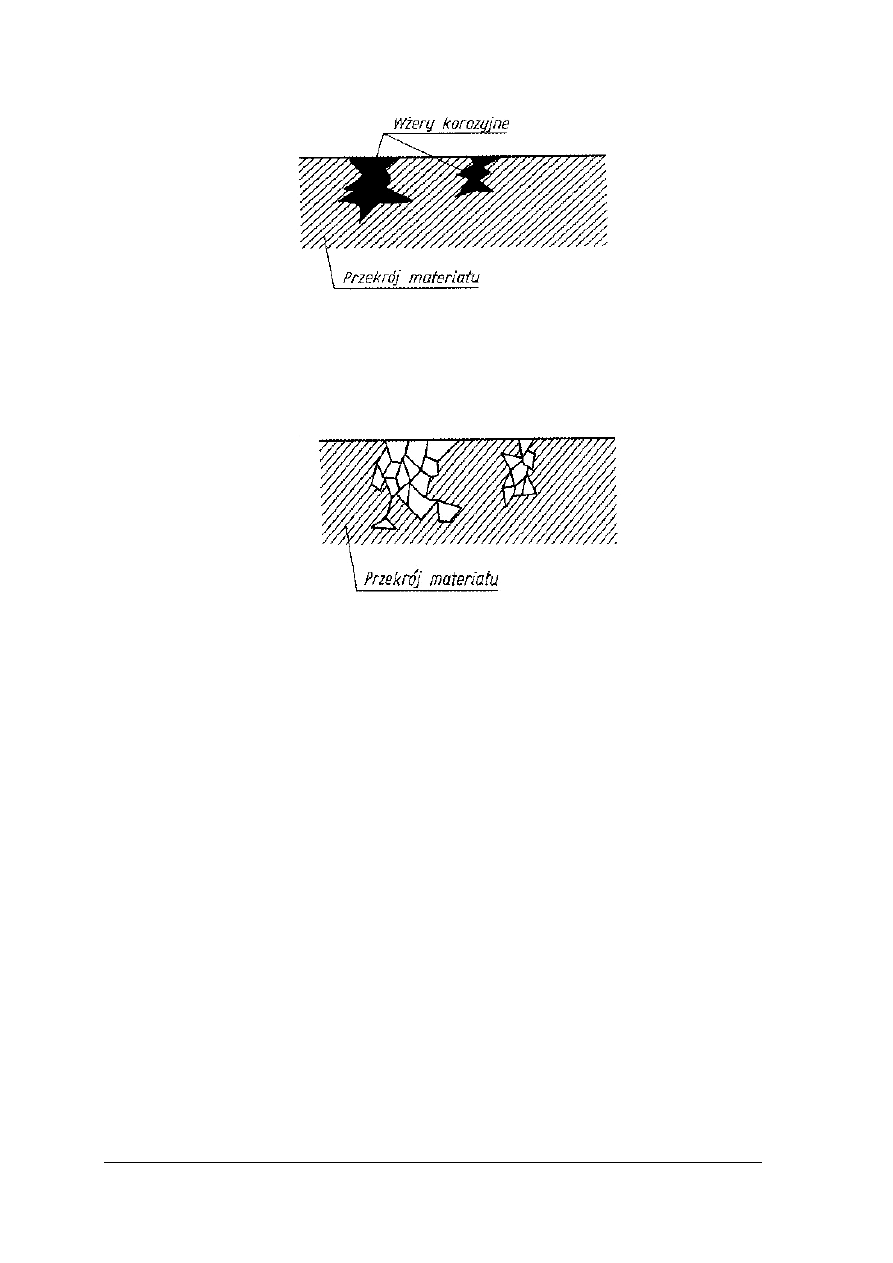
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 3. Korozja nierównomierna
.
−
korozję ukrytą, gdy nie widać, zmian na powierzchni metalu, przy czym może ona być
podpowierzchniowa i międzykrystaliczna, rysunek 4.
Rys. 4. Korozja międzykrystaliczna
Korozja
międzykrystaliczna,
występująca
na
granicach
ziarn
krystalicznych
w roztworach stałych. Wskutek tej korozji materiał traci szybko dobre właściwości
wytrzymałościowe, nie zmieniając prawie wyglądu zewnętrznego.
Korozja naprężeniowa zachodzi w materiale, w którym występują naprężenia powstałe
podczas odlewania, przeróbki plastycznej, obróbki cieplnej, spawania itp. W tym przypadku
istnieje ścisłe współdziałanie czynników mechanicznych z czynnikami elektrochemicznymi.
Szczególną odmianą tej korozji jest tzw. sezonowe pękanie mosiądzu, polegające na nagłym
i bez widocznego powodu pękaniu przedmiotów przerobionych plastycznie na zimno. Tego
rodzaju pękanie zachodzi szczególnie łatwo w powietrzu zawierającym ślady amoniaku.
Innym bardzo znanym przykładem korozji naprężeniowej jest kruchość ługowa. Jest to
szczególny rodzaj korozji występującej w zbiornikach stalowych narażonych na jednoczesne
działanie ługów i obciążeń. Pod wpływem tych czynników stal staje się krucha, nie
zmieniając przy tym wyglądu zewnętrznego. Powstające przy tym pęknięcia występują
najczęściej przy otworach (np. na nity) i mają charakter międzykrystaliczny.
Ochrona metali i stopów przed korozją
Straty, jakie powoduje korozja w ogólnej gospodarce krajowej są bardzo wielkie, dlatego
prowadzenie walki z nią jest dla każdego państwa zagadnieniem podstawowym i w miarę
rozwoju przemysłu nabiera coraz większego znaczenia. Świadczy o tym chociażby duża
liczba placówek badawczych zajmujących się tym zagadnieniem oraz olbrzymia literatura
naukowa dotycząca korozji i walki z korozją.
Skuteczna walka z korozją, która jest obowiązkiem każdego technika, wymaga znajomości
przebiegu procesów korozyjnych, ich przyczyn i skutków w różnych środowiskach

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
korozyjnych. Zmniejszenie strat wywołanych korozją można osiągnąć następującymi
metodami:
−
ochroną elektrochemiczną, np.: polaryzacja katodowa polega ona na podłączeniu
chronionej konstrukcji do ujemnego bieguna prądu stałego, katody. Biegun dodatni jest
podłączony do anody, która ma przez to wyższy potencjał od obiektu chronionego.
Tworzy się ogniwo a płynący w nim prąd i zachodzące reakcje powoduje, ze katoda nie
będzie korodować. Metoda ta jest stosowana z powodzeniem do zabezpieczania
rurociągów, szczególnie ciepłowniczych, dużych zbiorników wodnych, kadłubów
statków,
−
poprzez nakładanie i wytwarzanie powłok ochronnych,
−
poprzez właściwy dobór materiałów i prawidłową konstrukcję elementów narażonych na
korozję.
Powłoki ochronne mogą być nakładane i wytwarzane. Powłoki ochronne nakładane dzieli się
na metalowe i niemetalowe.
Na powłoki metalowe o dużej odporności na korozję używa się niklu, chromu, miedzi,
srebra, cyny, cynku, ołowiu, kadmu, aluminium. Powłoki ochronne nakłada się galwanicznie
oraz przez zanurzanie, natryski i platerowanie.
Powłoki niemetalowe oddzielają mechanicznie metal od agresywnego środowiska. Są
one pochodzenia organicznego, jak np.: farby, oleje, lakiery szybko schnące i lakiery
piecowe, a ponadto smoły asfalty oraz różnego rodzaju smary. Ostatnio stosuje się do tego
celu tworzywa sztuczne.
Czasowe zabezpieczenie metali przed korozją można uzyskać przez pokrycie powierzchni
specjalnymi smarami lub wazeliną techniczną. Przed przystąpieniem do zabezpieczenia
powierzchni metalowych wyżej wymienionymi środkami należy powierzchnie te dobrze
oczyścić z brudu i innych zanieczyszczeń. Przechowywanie materiałów metalowych powinno
się odbywać w pomieszczeniach suchych.
Nakładanie powłok ochronnych wytwarzanych polega na łączeniu warstwy nakładanej
z materiałem chronionym chemicznie, tzn. utworzeniu na granicy warstw związków
chemicznych lub roztworów. Rozróżnia się wytwarzane powłoki metalowe i niemetalowe.
Powłoki metalowe uzyskuje się w wysokiej temperaturze na zasadzie dyfuzji metalu
ochronnego w głąb metalu chronionego. Najbardziej znane są procesy wprowadzania do stali
aluminium (kaloryzowanie), wprowadzanie cynku (scherardyzowanie) oraz wprowadzanie
chromu (nachromowywanie).
Powłoki niemetalowe są wytwarzane metodami chemicznymi lub elektrochemicznymi.
Najczęściej stosuje się oksydowanie i fosforanowanie stali. Oksydowanie (czernienie) polega
na wytwarzaniu na powierzchni stali warstwy tlenków żelaza. Oksydować można na kolor
czarny, brunatny i ich odcienie. Fosforanowanie polega na wytwarzaniu na powierzchni stali
warstwy krystalicznej fosforanów żelaza.
Dobór właściwych materiałów i prawidłowa konstrukcja elementów narażonych na korozję.
Najmniej odporne na korozję są metale i stopy zawierające zanieczyszczenia. Im mniej
zanieczyszczeń tym odporność na korozję jest większa np.: stal o specjalnych właściwościach
fizycznych, tzw. żelazo Armco zawierające tylko 0,1 % wszystkich domieszek, jest znacznie
odporniejsze na korozję od zwykłych stali. Bardzo odporne na korozję są niektóre gatunki
cynku i aluminium o dużej czystości.
Wprowadzenie do metalu lub stopu nieodpornego na korozję składnika nie korodującego
zabezpiecza w znacznym stopniu stop przed korozją. Na przykład wprowadzenie do stali

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
niskowęglowej chromu w ilości 12-:-14% uodparnia ją na korozję atmosferyczną, wpływ
wody naturalnej i pary wodnej.
Zastępowanie elementów metalowych częściami wykonanymi z tworzyw sztucznych
w zasadniczy sposób eliminuje korozję. Oczywiście jest to możliwe tylko wtedy, gdy
względy wytrzymałościowe i technologiczne na to pozwalają.
Właściwa konstrukcja elementów i dobór materiałów łączących części ma bardzo duże
znaczenie w ochronie przed korozją. Korozja bardzo często występuje w miejscach połączeń
poszczególnych części. Należy więc odpowiednio dobierać materiały łączników, czyli śrub,
nitów, lutów, i materiał spoin, a także rodzaje materiałów łączonych części. Skłonność złącza
do ulegania korozji zależy od tego, jakie miejsce w szeregu napięciowym metali zajmują
stykające się ze sobą metale. Jeżeli odległe od siebie - to przy sprzyjających warunkach
tworzy się korozja elektrochemiczna, gdyż tworzą się wtedy ogniwa galwaniczne. Na
przykład sprzyjać będzie korozji połączenie stali węglowej oraz żelaza ze stopami aluminium,
zwłaszcza z magnezem, albo połączenie ołowiu, cyny i stopów miedzi ze stopami aluminium.
Rozmiary korozji w tych przypadkach zależą od wielkości powierzchni przylegania tych
metali lub stopów do siebie. Wszelkie miejsca połączeń muszą być dokładnie zabezpieczone
kitem chemoutwardzalnym i pomalowane farbą podkładową.
Duży wpływ na występowanie korozji ma właściwa konstrukcja poszczególnych części
maszyn i urządzeń, w tym zwłaszcza samochodów. Dotyczy to szczególnie cienkich blach
narażonych na korozję. Zła konstrukcja kształtu części blach nadwozi samochodów bardzo
sprzyja korozji, zwłaszcza wtedy, gdy nieprawidłowe wygięcia blach tworzą zagłębienia,
w których zatrzymuje się woda.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczenia.
1. Co to jest korozja metali?
2. Co to jest korozja chemiczna?
3. W jakich warunkach może nastąpić hamowanie korozji chemicznej?
4. Co to jest korozja elektrochemiczna?
5. Jakie są przyczyny powstawania ogniw korozyjnych?
6. Jakie czynniki mają wpływ na korodowanie metali?
7. Co to jest korozja atmosferyczna?
8. Co to jest korozja wodna?
9. Co to jest korozja ziemna?
10. Co to jest korozja naprężeniowa?
11. Co to jest korozja międzykrystaliczna?
12. W jaki sposób można zmniejszyć straty powodowane przez korozję?
13. Na czym polega ochrona metodą elektrochemiczną?
14. Jakie są rodzaje powłok ochronnych przed korozją?
15. Na czym polega właściwy dobór materiałów w celu ochrony przed korozją?
4.5.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj sposoby zabezpieczania metali przed korozją. Dokonaj podziału powłok
ochronnych nakładanych. Wyjaśnij na czym polega sposób wykonania poszczególnych
powłok.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku informacje na temat rodzajów zabezpieczeń antykorozyjnych,
2) wypisać podział powłok antykorozyjnych,
3) scharakteryzować powłoki ochronne nakładane,
4) opracować schemat blokowy wykonania wybranej powłoki nakładanej.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
eksponaty elementów z zabezpieczeniem antykorozyjnym,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wykonaj fosforanowanie elementów metalowych przedmiotów ortopedycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku informacje na temat rodzajów zabezpieczeń antykorozyjnych,
2) podgrzać roztwór do fosforanowania do 50°C,
3) umieścić metalowe elementy w koszu, umieścić w kąpieli na 4 minuty,
4) wyjąć i wypłukać w roztworze do płukania,
5) poddać obrabiane elementy suszeniu,
6) pomalować farbą proszkową na wybrany kolor,
7) umieścić przedmioty malowane w piecu nagrzanym do temperatury około 200°C.
w czasie 15 minut.
Wyposażenie stanowiska pracy:
−
elementy metalowe do fosforanowania,
−
urządzenie do wykonania fosforanowania,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
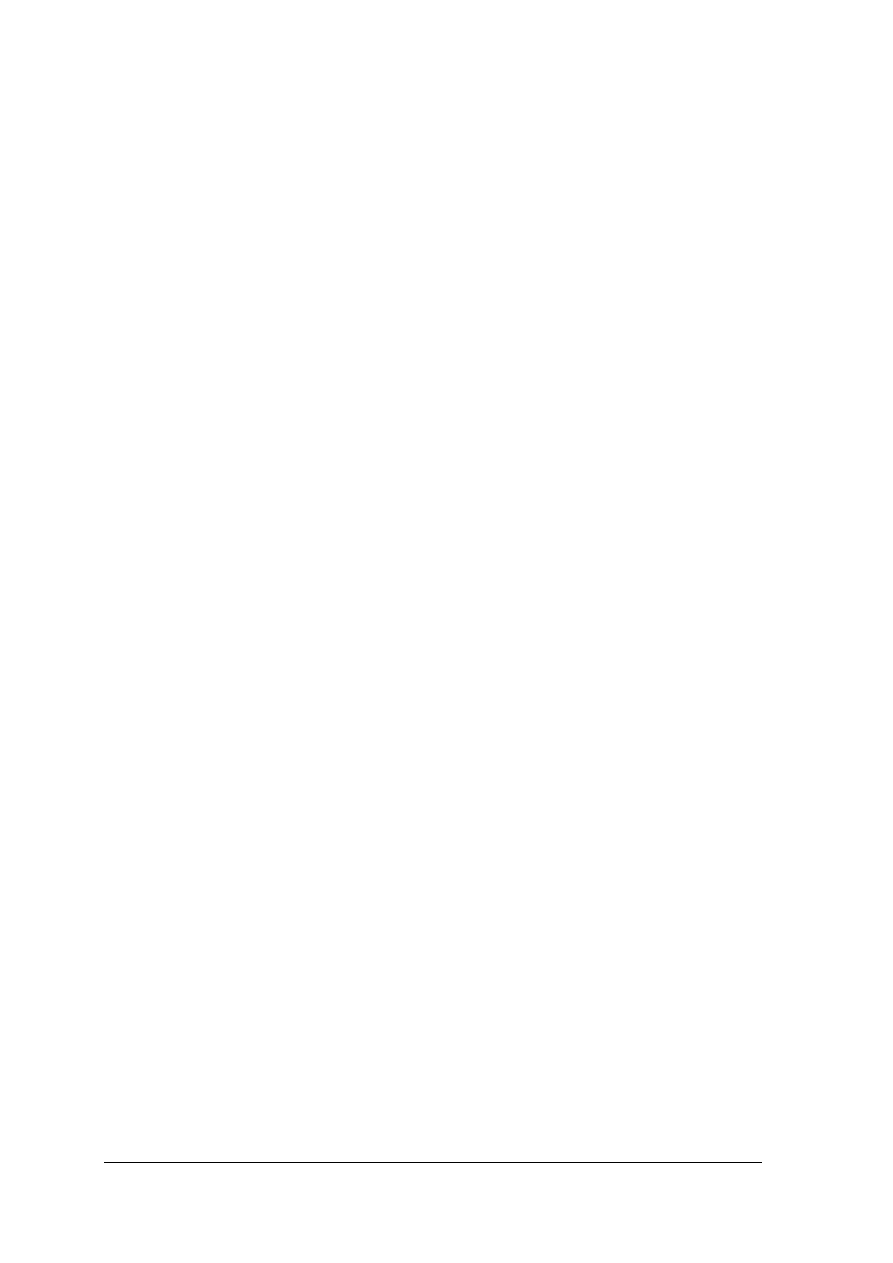
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić co to jest korozja metali?
2) określić na czym polega korozja chemiczna?
3) podać co może wpływać na hamowanie korozji chemicznej?
4) opisać na czym polega korozja elektrochemiczna?
5) określić warunki powstawania korozji elektrochemicznej?
6) określić co to jest korozja atmosferyczna?
7) określić co to jest korozja wodna?
8) określić co to jest korozja ziemna?
9) określić na czym polega powstawanie korozji naprężeniowej?
10) wyjaśnić na czym polega powstawanie korozji międzykrystalicznej?
11) wymienić sposoby zmniejszania strat powodowanych przez korozję?
12) wyjaśnić na czym polega metodą elektrochemiczna?
13) wymienić i opisać rodzaje powłok ochronnych przed korozją?
14) wyjaśnić na czym polega dobór materiałów w celu ochrony przed
korozją?
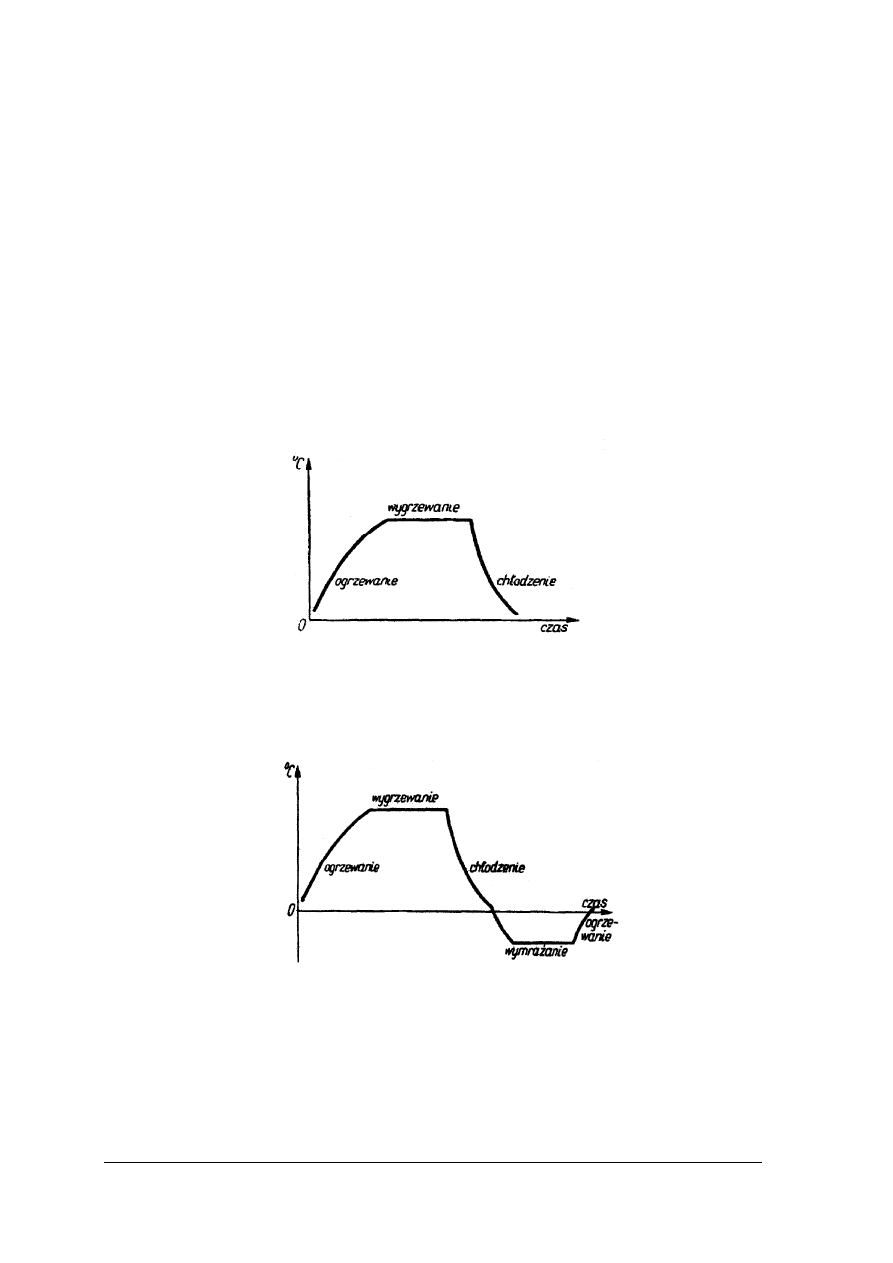
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.6. Obróbka cieplna i cieplno-chemiczna
4.6.1. Materiał nauczania
Obróbka cieplna.
Obróbka cieplna jest to zestaw zabiegów cieplnych, w wyniku których zmieniają się
właściwości mechaniczne, fizyczne lub chemiczne metali i stopów będących w stanie stałym.
Przez zabieg cieplny rozumie się pewien cykl zmian temperatury, zaczynający się od
temperatury otoczenia i kończący się również w temperaturze otoczenia. Każdy cykl zabiegu
cieplnego składa się z trzech okresów:
1) nagrzewania, wygrzewania i chłodzenia, rysunek 6
Rys.6 Przebieg obróbki cieplnej
2) chłodzenia, wymrażania i nagrzewania, rysunek 7
Rys.7 Przebieg obróbki cieplnej uwzględniający obróbkę podzerową.
Obróbka cieplna jest możliwa tylko wtedy, gdy stworzy się takie warunki, aby
w obrabianym materiale mogły zajść konieczne przemiany, które najczęściej jako dyfuzyjne
wymagają pewnego czasu. W tym celu materiał nagrzany do temperatury maksymalnej
przetrzymuje się w niej przez pewien czas i ta czynność nosi nazwę wygrzewania. Ta sama
czynność, lecz w temperaturze poniżej 0°C nosi nazwę wymrażania.
Nagrzewanie
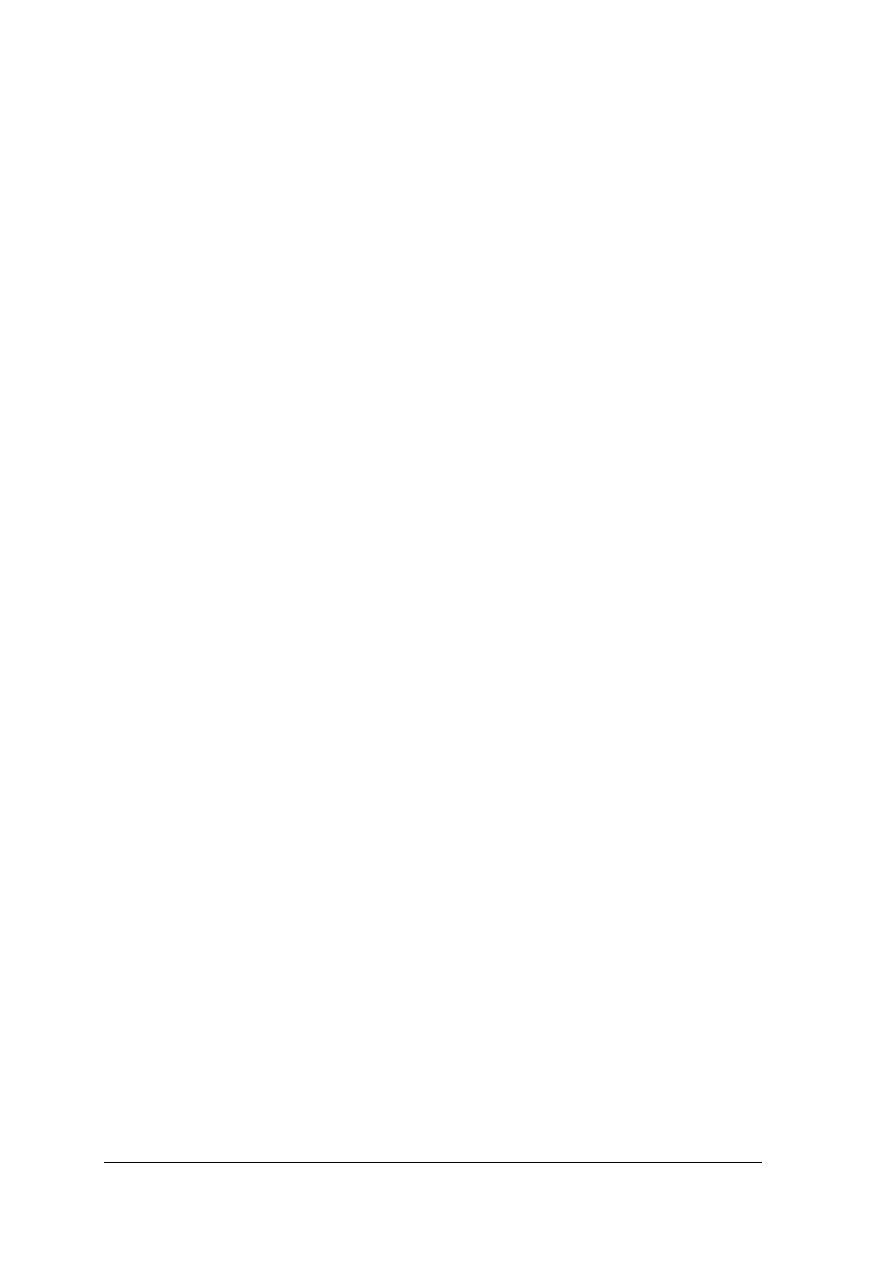
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Jest to ciągłe, stopniowe podnoszenie temperatury obrabianego przedmiotu do wysokości
przewidzianej dla danej obróbki.
Wygrzewanie
Jest to utrzymanie stałej, wyższej od otoczenia temperatury w określonym czasie
potrzebnym dla dokonania się zamierzonych zmian wewnątrz materiału.
Wymrażanie
Jest to utrzymanie stałej temperatury niższej od otoczenia w określonym czasie
potrzebnym dla dokonania się zamierzonych zmian wewnątrz materiału.
Chłodzenie
Jest to ciągłe lub stopniowe obniżanie temperatury przedmiotu obrabianego do
temperatury otoczenia lub innej, określonej warunkami zabiegu.
Obróbkę cieplną stosuje się zazwyczaj do stopów, przy czym stopem, który najczęściej
poddaje się obróbce cieplnej jest stal. Obróbkę cieplną można stosować również i do innych
stopów, jak: żeliwo, stopy miedzi, stopy aluminium itp. Istnieją pewne rodzaje obróbki, które
stosuje się również do czystych metali po przeróbce plastycznej na zimno – należą do nich
wyżarzanie rekrystalizujące i wyżarzanie odprężające. Obróbka cieplna stosowana jest
najczęściej po obróbce skrawaniem. Czasem jednak stosuje się ją dla ułatwienia dalszej
przeróbki plastycznej przedmiotów lub nawet obróbki mechanicznej przez skrawanie.
Obróbkę cieplną przed skrawaniem stosuje się z reguły do odlewów. Najważniejszymi
wyznacznikami rodzaju obróbki cieplnej są temperatura i czas wygrzewania oraz szybkość
chłodzenia.
W praktyce stosuje się następujące rodzaje obróbki cieplnej:
Wyżarzanie
Polega na nagrzaniu materiału do żądanej temperatury, wygrzaniu w tej temperaturze
i następnie powolnym chłodzeniu do temperatury otoczenia. Zależnie od temperatury
wyżarzania, sposobu studzenia oraz celu zabiegu rozróżnia się:
−
wyżarzanie ujednoradniające - na celu zmniejszenie miejscowych niejednorodności
składu chemicznego, co osiąga się przez wygrzewanie 1000÷1250°C w ciągu 12÷15
godzin,
−
wyżarzanie
normalizujące
ma
na
celu
otrzymanie
równomiernej
budowy
drobnoziarnistej,
usunięcie
naprężeń
własnych
i
polepszenia
właściwości
wytrzymałościowych polega ono na wygrzaniu w odpowiedniej temperaturze a po
wyjęciu z pieca, chłodzeniu na wolnym powietrzu,
−
wyżarzanie zupełne, którego celem jest przekrystalizowanie zupełne stali, nadanie jej
jednorodnej drobnoziarnistej struktury o małej twardości i dużej ciągliwości, usunięcie
naprężeń własnych oraz polepszenie obrabialności, chłodzenie wygrzanego metalu jest
bardzo wolne - materiał stygnie razem z piecem,
−
wyżarzanie niezupełne, podobne do zupełnego, stosowane do zmniejszenia twardości,
usunięcia naprężeń własnych, zwiększenia plastyczności, stosuje się je do stali
o zawartości węgla powyżej 0,8%C,
−
wyżarzanie zmiękczające - stosowane w celu uzyskania zmniejszania twardości stali
i polepszenie obrabialności,
−
wyżarzanie rekrystalizujące - stosowane w celu usunięcia zgniotu i przywrócenia stali
początkowej plastyczności, uprzednio zgniecionego stopu, przykładem zastosowania jest

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
wyżarzanie międzyoperacyjne drutu ciągnionego na zimno, czy też wyrobów blaszanych
po tłoczeniu,
−
wyżarzanie odprężające stosuje się w celu zmniejszenia naprężeń własnych w materiale,
powstałych wskutek zgrubnej obróbki skrawaniem, spawania, obróbki plastycznej na
zimno. Stosuje się do stali, stopów aluminium i miedzi a także żeliwa.
Hartowanie
Jest zabiegiem obróbki cieplnej polegającym na nagrzewaniu stali do odpowiedniej
temperatury, wygrzaniu w tej temperaturze w celu uzyskanie jednakowej temperatury w całej
masie hartowanego materiału i szybkim wystudzeniu. Ma ono na celu uzyskanie struktury
materiału o większej twardości. W zależności od sposobu nagrzewania hartowanie dzieli się na:
− hartowanie z ogrzewaniem na wskroś - hartowanie zwykłe, hartowanie stopniowe
i hartowanie z przemianą izotermiczną,
− hartowanie powierzchniowe – polega na szybkim ogrzaniu warstwy powierzchniowej
przedmiotu do temperatury wyższej od temperatury krytycznej i oziębieniu. Jej celem jest
uzyskanie twardej powierzchni odpornej na ścieranie z zachowaniem plastycznego
rdzenia, który przy zmiennych obciążeniach nie ulega pęknięciu. W zależności od
sposobu nagrzewania rozróżnia się hartowanie powierzchniowe: płomieniowe,
indukcyjne i kąpielowe.
Odpuszczanie
Jest to obróbka cieplna, którą stosuje się do przedmiotów uprzednio zahartowanych
w celu usunięcia naprężeń hartowniczych i polepszenia właściwości plastycznych. Zmniejsza
ono nieco twardość i wytrzymałość na rozciąganie, natomiast wzrasta odporność na uderzenia
i wydłużenie. Polega ono na nagrzaniu uprzednio zahartowanego przedmiotu do temperatury
180÷650°C (w zależności od żądanego efektu), wygrzaniu przedmiotu w tej temperaturze,
a następnie powolnym chłodzeniu na powietrzu lub w wodzie. Zależnie od temperatury
nagrzewnia rozróżnia się:
−
odpuszczanie niskie - odbywa się w temperaturze 150÷240°C, ma na celu usunięcie
naprężeń hartowniczych, przy zachowaniu jednak dużej twardości i wytrzymałości.
Stosowane do narzędzi, sprężyn i przedmiotów nawęglanych,
−
odpuszczanie średnie - odbywa się w temperaturze 240÷500°C, ma na celu utrzymanie
dużej wytrzymałości oraz uzyskanie dużej sprężystości przy dostatecznej odporności na
uderzenia, obniża się znacznie twardość. Stosowane do sprężyn, matryc, wszelkiego
rodzaju resorów, części mechanizmów pracujących na uderzenie, części broni
maszynowej, części samochodowe,
−
odpuszczanie wysokie - zachodzi w temperaturze od 500°C do 723°C, ma na celu
utrzymanie możliwie dobrej wytrzymałości przy niewiele tylko obniżonych cechach
plastycznych oraz utrzymanie bardzo dużej udarności,
−
ulepszanie cieplne – to połączenie dwóch zabiegów, hartowania i odpuszczania
w odpowiednio wysokiej temperaturze celem otrzymania optymalnych właściwości
mechanicznych przy zachowaniu możliwości obróbki skrawaniem. Zabieg ten stosuje się
często do części maszyn okrętowych, do części samochodów, do części broni (lufy
i komory karabinów maszynowych),
−
przesycanie – polega na nagrzaniu stopu do temperatury, w której jeden lub więcej
składników przechodzi do roztworu stałego, wygrzaniu w tej temperaturze i następnym
szybkim chłodzeniu zwykle w wodzie, co powoduje powstanie struktury przesyconego
roztworu stałego,
−
starzenie – zabieg polegający na nagrzaniu uprzednio przesyconej stali do temperatury,
w której zachodzi szybkie wydzielanie się, w odpowiednim stopniu rozproszenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
składnika znajdującego się w roztworze stałym przesyconym, wygrzaniu w tej
temperaturze a następnie chłodzeniu. Ten sam proces zachodzący w temperaturze
otoczenia, w ciągu dłuższego czasu nazywa się starzeniem samorzutnym,
−
utwardzanie dyspersyjne – połączenie zabiegów przesycania i starzenia,
−
stabilizowanie – dłuższe wygrzewanie przedmiotów stalowych w temperaturze nie
przekraczającej 150°C, zapewniające niezmienność wymiarów, zmniejszenie naprężeń
własnych i przyśpieszenie starzenia. Proces ten może zachodzić w temperaturze
otoczenia, lecz w ciągu dłuższego czasu, jest to stabilizowanie naturalne,
−
obróbka podzerowa – ochłodzenie poprzednio zahartowanych stali do dostatecznie niskich
temperatur poniżej 0°C. Stosuje się ją przeważnie przy obróbce cieplnej narzędzi
wykonanych z wysokostopowych stali.
Obróbka cieplno-chemiczna
Obróbka cieplno-chemiczna ma na celu wprowadzenie do obrabianego przedmiotu,
dzięki dyfuzji w stanie stałym, obcego pierwiastka lub już znajdującego się w przedmiocie,
lecz w małej ilości, co prowadzi do zmiany składu chemicznego, najczęściej na powierzchni
przedmiotu.
Obróbka cieplno-chemiczna stali polega na wzbogaceniu w węgiel lub azot powierzchniowej
warstwy przedmiotu z miękkiej stali. Zabieg ten odbywa się w środowisku chemicznym przez
dyfuzję węgla lub azotu w głąb stali w wysokiej temperaturze. W wyniku tego procesu
otrzymuje się twardą powierzchnię zewnętrzną i ciągliwy rdzeń.
Do najważniejszych rodzajów obróbki cieplno-chemicznej należą: nawęglanie, azotowanie
i cyjanowanie.
Nawęglanie zwane również cementowaniem, polega na wzbogaceniu powierzchniowej
warstwy przedmiotu w węgiel zwykle na głębokość 0,5÷2 mm przez dłuższe wygrzewanie
w temperaturze 890÷930°C w ośrodku wydzielającym węgiel. Celem nawęglania jest
uzyskiwanie twardej i odpornej na ścieranie powierzchni, z zachowaniem ciągliwości rdzenia.
Właściwości te uzyskuje się przez następujące po nawęglaniu, hartowanie i odpuszczanie.
Nawęglanie stosuje się do przedmiotów wykonanych ze stali o zawartości węgla do 0,25%.
Rozróżnia się:
−
nawęglanie w proszkach, odbywające się w szczelnie zamkniętych skrzynkach –
przedmioty są przesypane proszkiem nawęglającym, składającym się z ziarenek węgla
drzewnego z dodatkiem środków przyspieszających nawęglanie, tj. węglanu baru, sodu,
potasu i wapnia. Średnia szybkość nawęglania wynosi ok. 0,1 mm grubości warstwy na
godzinę,
−
nawęglanie z użyciem past, również wykonywane jest w skrzyniach, w których
umieszcza się przedmioty powleczone warstwą 3÷4 mm pasty nawęglającej, proces
przebiega znacznie szybciej niż w proszku bo ok. 1 mm grubości warstwy na godzinę,
pasta składa się z sadzy ( 50%), węglanu sodu (40%), żelazochromu (10%)
wymieszanych w melasie lub gumie arabskiej,
−
nawęglanie kąpielowe następuje przez zanurzenie przedmiotu w kąpieli ze stopionych
soli np. w chlorku baru i sodu oraz cyjanku sodu, a jego szybkość wynosi 0,3÷0,4 mm
grubości warstwy nawęglanej na godzinę,
−
nawęglanie gazowe odbywa się w szczelnie zamkniętej komorze pieca, do której
doprowadza się gaz, np. mieszaninę metanu, tlenku węgla i wodoru, lub wkrapla się
węglowodór ciekły, który rozkładając się w wysokiej temperaturze tworzy gaz
nawęglający; szybkość nawęglania gazowego wynosi 0,2 mm grubości warstwy na godz.
Azotowanie polega na nasyceniu azotem warstwy powierzchniowej przedmiotu.
Azotowane przedmioty umieszcza się w szczelnie zamkniętej komorze pieca, do której

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
doprowadza się suchy amoniak (NH3), rozkładający się pod wpływem wysokiej temperatury
na azot i wodór. Azot w stanie atomowym jest adsorbowany na powierzchni stali, a następnie
dyfunduje w głąb materiału, tworząc twarde azotki żelaza, glinu i innych składników
stopowych. Wzrost temperatury przyśpiesza proces dyfuzji, natomiast zawartość węgla działa
hamująco na przenikanie azotu. Azotowania dokonuje się w temperaturze 500÷850°C.
W zależności od celu w jakim wykonywane jest azotowanie rozróżnia się:
−
azotowanie utwardzające, trwa do 90 godzin, powoduje wytworzenie cienkiej (do
0,7mm) bardzo twardej i odpornej na ścieranie warstwy powierzchniowej bez stosowania
dodatkowych zabiegów cieplnych, jest to często stosowane w przemyśle samochodowym
(tuleje cylindrowe),
−
azotowanie antykorozyjne, jest zabiegiem krótkotrwałym ( do 2 godzin), wykonywanym
w temperaturze 600÷850°C w celu uzyskania bardzo cienkiej 0,02÷0,04mm warstwy
powierzchniowej o zwiększonej odporności na korozję, stosowane jest głównie do stali
węglowych, może zastępować oksydowanie lub pokrycia galwaniczne.
Węgloazotowanie (dawniej cyjanowanie) polega na nasyceniu powierzchni przedmiotów
stalowych jednocześnie węglem i azotem przez wygrzewanie w temperaturze 500÷950°C
w ośrodku wydzielającym węgiel i azot. Po zahartowaniu i odpuszczeniu uzyskuje się twardą
i odporną na ścieranie warstwę powierzchniową. Rodzaj ośrodka wydzielającego węgiel
i azot do procesu cyjanowania determinuje podział na:
−
węgloazotowanie kąpielowe, które jest dokonywane w kąpieli o temperaturze 820°C
w ciągu 30 minut, zawierającej mieszaniny soli cyjanowych z innymi solami obojętnymi
w stosunku do stali (kąpiele cyjanowe składają się zwykle z mieszaniny cyjanku sodu,
chlorku sodu, chlorku baru i chlorku wapnia; stosuje się też żelazocyjanek potasu)
−
węgloazotowanie gazowe, dokonywane w atmosferze amoniaku i gazu nawęglającego
(gazu ziemnego, gazu świetlnego, propanu, butanu, gazów z rozkładu benzolu, produktów
naftowych itp.), poddaje się mu przedmioty ze stali konstrukcyjnej i narzędzia ze stali
szybkotnącej.
Zaletą węgloazotowania jest skrócenie czasu procesu w stosunku do nawęglania
i uzyskanie bardzo twardych powłok odpornych na ścieranie w stosunkowo niskich
temperaturach procesu. Wadą jest ryzyko zatrucia pracowników parami soli cyjanowych
oraz konieczność częstego kontrolowania składu kąpieli.
Poza tymi podstawowymi rodzajami obróbki cieplnej stosowane są też:
−
nasiarczanie (cyjanonasiarczanie) - nasycanie powierzchni wyrobów stalowych oraz
żeliwnych siarką i azotem w celu zwiększenia odporności na ścieranie i zmniejszenia
współczynnika tarcia,
−
kaloryzowanie (aliterowanie, aluminiowanie) - nasycanie powierzchniowej wyrobów ze
stali lub z żeliwa, aluminium, w celu zwiększenia żaroodporności,
−
nachromowywanie; nasycanie chromem warstwy powierzchniowej wyrobów ze stali
lub z żeliwa w celu zwiększenia twardości, odporności na ścieranie, kwasoodporności
i żaroodporności,
−
nakrzemowywanie - nasycanie krzemem warstwy powierzchniowej wyrobów ze stali
konstrukcyjnej lub z żeliwa w celu zwiększenia odporności na ścieranie i działanie
kwasów azotowego, siarkowego i solnego oraz zwiększenie żaroodporności,
−
naborowywanie (boryzacja); nasycanie borem warstwy powierzchniowej wyrobów ze
stali konstrukcyjnych węglowych w celu zwiększenia twardości i odporności na ścieranie
i korozję,
−
nasycanie chromem i krzemem warstwy powierzchniowej wyrobów ze stali
konstrukcyjnych lub z żeliwa w celu zwiększenia odporności na ścieranie i korozję oraz
zwiększenie żaroodporności.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Obróbka chemiczna polega na wytworzeniu warstwy związku chemicznego na
powierzchni pokrywanego materiału. Najczęściej stosowanymi związkami są tlenki
i fosforany. Powłoki tlenkowe można wytwarzać na większości materiałów konstrukcyjnych.
Obróbka galwaniczna polega na elektrolitycznym nakładaniu warstw innych metali.
Obróbka cieplna połączona z odkształceniem plastycznym stopu stanowi obróbkę cieplno-
mechaniczną.
Pewne stopy poddaje się obróbce cieplnej przy jednoczesnym działaniu pola magnetycznego.
Głównym celem tej obróbki jest nadanie specjalnych właściwości fizycznych. Obróbka
łącznie zdziałaniem pola magnetycznego stanowi obróbkę cieplno-magnetyczną.
4.6.2. Pytania sprawdzające
Odpowiadając pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest obróbka cieplna?
2. Jakie okresy składają się na każdy zabieg obróbki cieplnej?
3. Czym charakteryzują się poszczególne etapy zabiegu obróbki cieplnej?
4. Jakie są podstawowe rodzaje obróbki cieplnej?
5. Na czym polega wyżarzanie?
6. Jakie są rodzaje wyżarzania?
7. Na czym polega hartowanie?
8. Jakie są rodzaje hartowania?
9. Na czym polega odpuszczanie?
10. Jakie są rodzaje odpuszczania?
11. Na czym polega ulepszanie cieplne?
12. Co to jest przesycanie?
13. Na czym polega starzenie?
14. Co to jest utwardzanie dyspersyjne?
15. Na czym polega stabilizowanie?
16. Co to jest obróbka podzerowa?
17. Na czym polega obróbka cieplno-chemiczna?
18. Jakie są rodzaje obróbki cieplno-chemicznej?
19. Na czym polega nawęglanie?
20. Na czym polega azotowanie?
21. Na czym polega cyjanowanie?
22. Jakie są rodzaje nawęglania?
23. Jakie są rodzaje azotowania?
24. Jakie są rodzaje cyjanowania?
25. Na czym polega obróbka chemiczna?
26. Na czym polega obróbka galwaniczna?
4.6.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj sposoby obróbki cieplnej materiałów metalowych. Dokonaj podziału
obróbki cieplnej. Wyjaśnij na czym polegają poszczególne rodzaje obróbki cieplnej metali.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku informacje na temat obróbki cieplnej,
2) wypisać rodzaje obróbki cieplnej,
3) scharakteryzować poszczególne rodzaje obróbki cieplnej metali,
4) opracować schemat blokowy wykonania wybranej obróbki cieplnej.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Przeanalizuj sposoby obróbki cieplno-chemicznej materiałów metalowych. Dokonaj
podziału obróbki cieplno -chemicznej. Wyjaśnij na czym polega ten rodzaj obróbki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku informacje na temat obróbki cieplno-chemicznej,
2) wypisać rodzaje obróbki cieplno-chemicznej,
3) scharakteryzować poszczególne rodzaje obróbki cieplno-chemicznej.
Wyposażenie stanowiska pracy:
−
papier formatu A4, długopis,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić na czym polega obróbka cieplna?
2) scharakteryzować zabieg obróbki cieplnej?
3) wymienić rodzaje obróbki cieplnej?
4) określić na czym polega wyżarzanie?
5) wymienić rodzaje wyżarzania?
6) scharakteryzować poszczególne rodzaje wyżarzania?
7) określić na czym polega hartowanie?
8) wymienić rodzaje hartowania?
9) opisać poszczególne rodzaje hartowania?
10) określić na czym polega odpuszczanie?
11) scharakteryzować rodzaje odpuszczania?
12) określić co to jest przesycanie?
13) wyjaśnić na czym polega starzenie?
14) wyjaśnić co to jest utwardzanie dyspersyjne?
15) określić na czym polega stabilizowanie?
16) określić co to jest obróbka podzerowa?
17) wyjaśnić na czym polega obróbka cieplno-chemiczna?
18) scharakteryzować rodzaje obróbki cieplno-chemicznej?
19) określić na czym polega nawęglanie?
20) wyjaśnić na czym polega azotowanie?
21) wyjaśnić na czym polega cyjanowanie?
22) wyjaśnić na czym polega obróbka chemiczna?
23) wyjaśnić na czym polega obróbka galwaniczna?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania wymagają stosunkowo prostych obliczeń, które powinieneś wykonać przed
wskazaniem poprawnego wyniku.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Właściwości fizyczne metali i ich stopów określane są przez
a) gęstość, temperaturę topnienia, ciepło właściwe, rozszerzalność cieplną,
przewodnictwo cieplne, przewodność elektryczną, własności magnetyczne oraz
wygląd zewnętrzny.
b) odporność na korozję, działanie czynników chemicznych oraz temperatury.
c) wytrzymałość, twardość i udarność.
d) lejność, skrawalność i plastyczność.
2. Wytrzymałością nazywamy
a) odporność materiałów na uderzenia, czyli na działanie sił krótkotrwałych ale o dużej
wartości.
b) odporność materiału na odkształcenia trwałe, powstające pod wpływem obciążeń
skupionych (umiejscowionych) na małej powierzchni materiału.
c) granica oporu stawianego przez siły wewnętrzne materiału siłom i obciążeniom
zewnętrznym, które usiłują go odkształcić.
d) zdolność materiału do odkształceń trwałych pod działaniem sił zewnętrznych bez
naruszania ich spójności.
3. Właściwości chemiczne materiałów to
a) zdolność materiału do odkształceń trwałych pod działaniem sił zewnętrznych bez
naruszania ich spójności.
b) zdolność ciekłego metalu lub stopu do wypełniania formy odlewniczej.
c) gęstość, temperatura topnienia, ciepło właściwe, rozszerzalność cieplną,
przewodnictwo cieplne, przewodność elektryczną, własności magnetyczne oraz
wygląd zewnętrzny.
d) odporność na korozję, działanie czynników chemicznych oraz temperatury.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4. Materiałem wyjściowym do produkcji stali jest
a) surówka szara.
b) żeliwo.
c) ruda żelaza.
d) surówka biała.
5. Proces wielkopiecowy jest to
a)
zespół zjawisk fizycznych i reakcji chemicznych zachodzących w wielkim piecu
w wyniku którego powstaje surówka.
b)
utlenianie zawartych w płynnej surówce domieszek w celu otrzymywania stali.
c)
przerabianie surówki szarej.
d)
to inaczej proces Bessemera.
6. Dodatkiem stopowym, który zwiększa ciągliwość i wytrzymałość stali oraz sprzyja
głębokiemu hartowaniu, a także uodparnia na korozję i działanie wysokiej temperatury
jest
a) chrom.
b) nikiel.
c) molibden.
d) krzem.
7. Na rurki do wózków aktywnych stosowana jest
a) stal węglowa.
b) stal chromowo-molibdenowa.
c) staliwo.
d) stal węglowa narzędziowa o szczególnych właściwościach.
8. Mosiądzem jest
a) stop miedzi ze srebrem.
b) stop miedzi z cynkiem.
c) stop miedzi z cyną.
d) stop miedzi z aluminium.
9. Ile % żelaza zawiera stop oznaczony symbolem CuZn30Mn4Fe
a) 4%.
b) 33%.
c) 1%.
d) 30%.
10. Duralem jest
a) stop aluminium z cynkiem.
b) stop aluminium z cyną.
c) stop aluminium z krzemem.
d) stop aluminium z miedzią.
11. Pamięć kształtu posiadają
a) stopy żelaza.
b) stopy niklu.
c) stopy tytanu.
d) stopy węgla.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
12. Do budowy podeszwowych wkładek metalowych do butów i protez sandałowych
wykorzystywane są
a) staliwa.
b) durale.
c) mosiądze.
d) stale węglowe.
13. Pełny proces otrzymywania materiałów spiekanych obejmuje
a) prasowanie, które ma na celu połączenie luźnych cząstek proszku w trwałą kształtkę
w zamkniętej przestrzeni.
b) wytwarzanie proszków, przygotowanie proszków, formowanie proszków na zimno,
spiekanie, obróbka wykańczająca.
c) sortowanie i mieszanie w odpowiednich proporcjach, prasowanie, połączenie
w wyniku ogrzewania.
d) formowanie proszków na zimno, spiekanie, obróbka wykańczająca.
14. Cermetale są to
a) materiały uzyskane przez połączenie proszków metali lub ich stopów z proszkami
ceramicznymi.
b) stopy metali z glinką ceramiczną.
c) materiały ceramiczne pokryte warstwą metalu.
d) materiały metalowe pokryte warstwą polewy ceramicznej.
15. Korozja chemiczna jest to
a) proces zachodzący w materiałach, w których występują naprężenia powstałe podczas
odlewania, przeróbki plastycznej, obróbki cieplnej, spawania.
b) proces niszczenia metali lub stopów zachodzący wskutek bezpośredniego działania
na nie suchych gazów, zwłaszcza w wysokiej temperaturze lub cieczy nie
przewodzących prądu elektrycznego.
c) działanie krótkozwartych lokalnych ogniw korozyjnych powstających w zetknięciu
powierzchni różnych faz metalicznych o różnych potencjałach elektrochemicznych
z elektrolitem.
d) niszczące działanie wody w urządzeniach metalowych.
16. Jeżeli wskutek korozji materiał traci szybko dobre właściwości wytrzymałościowe, nie
zmieniając prawie wyglądu zewnętrznego to mamy do czynienia z korozją
a) powierzchniową.
b) wżerową.
c) międzykrystaliczną.
d) naprężeniową.
17. Ochrona metali i stopów przed korozją polega między innymi na
a) nakładaniu i wytwarzaniu powłok ochronnych.
b) zakopywaniu materiałów do ziemi.
c) zanurzanie chronionych przedmiotów w zbiornikach z zakwaszoną wodą.
d) pokrywaniu materiałów patyną.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
18. Obróbką cieplną metali i ich stopów nazywamy
a) zestaw zabiegów cieplnych, w wyniku których zmieniają się własności mechaniczne,
fizyczne lub chemiczne metali i stopów będących w stanie stałym.
b) cykl zmian temperatury, zaczynający się od temperatury otoczenia i kończący się
również w temperaturze otoczenia.
c) ciągłe lub stopniowe podnoszenie temperatury obrabianego przedmiotu do
wysokości przewidzianej dla danej obróbki.
d) ciągłe lub stopniowe obniżanie temperatury przedmiotu obrabianego do temperatury
otoczenia.
19. Która z podanych definicji określa wyżarzanie
a) polega na nagrzaniu stopu do temperatury, w której jeden lub więcej składników
przechodzi do roztworu stałego, wygrzaniu w tej temperaturze i następnym szybkim
chłodzeniu zwykle w wodzie.
b) polega na nagrzaniu materiału do żądanej temperatury, wygrzaniu w tej temperaturze
i następnie powolnym chłodzeniu do temperatury otoczenia.
c) polega na nagrzewaniu materiału do odpowiedniej temperatury, wygrzaniu w tej
temperaturze w celu uzyskanie jednakowej temperatury w całej masie poddawanego
obróbce materiału i szybkim wystudzeniu.
d) polega ono na nagrzaniu uprzednio zahartowanego przedmiotu do temperatury
180÷650°C , wygrzaniu przedmiotu w tej temperaturze, a następnie powolnym
chłodzeniu na powietrzu lub w wodzie.
20. Poniżej przedstawione są definicje odmian obróbki cieplno – chemicznej. Wskaż, która
z definicji określa nawęglanie
a) wzbogacenie powierzchniowej warstwy przedmiotu w węgiel w celu uzyskania
twardej i odpornej na ścieranie powierzchni, z zachowaniem ciągliwości rdzenia,
b) nasycenie azotem warstwy powierzchniowej w celu wytworzenia bardzo twardej
i odpornej na ścieranie warstwy powierzchniowej,
c) nasycenie powierzchni przedmiotów stalowych jednocześnie węglem i azotem przez
wygrzewanie w określonej temperaturze,
d) nasycanie powierzchni wyrobów stalowych oraz żeliwnych siarką i azotem w celu
zwiększenia odporności na ścieranie i zmniejszenia współczynnika tarcia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie elementów przedmiotów ortopedycznych z materiałów
metalowych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
6. LITERATURA
1. Dretkiewicz-Więch J.: Materiałoznawstwo. OBRPN i SSz, Warszawa 1993
2. Dretkiewicz-Więch J.: Technologia mechaniczna. Techniki wytwarzania. WSiP,
Warszawa 2000
3. Górecki A., Grzegórski Z.: Ślusarstwo przemysłowe i usługowe. WSiP, Warszawa 2004,
4. Górecki A.: Technologia ogólna. WSiP, Warszawa 2004
5. Lewandowski T.: Rysunek techniczny dla mechaników. WSiP, Warszawa 2004
6. Potyński A.: Podstawy technologii i konstrukcji mechanicznych. WSiP, Warszawa 2004
7. Prosnak M.: Podstawy protetyki ortopedycznej. Materiały pomocnicze. CMDNŚSM,
Warszawa 1988
8. Prosnak M.: Podstawy technologii ortopedycznej. Materiały pomocnicze. CMDNŚSM,
Warszawa 1987
9. Rutkowski A.: Części maszyn. WSiP, Warszawa 2004
Wyszukiwarka
Podobne podstrony:
08 Wykonywanie elementów przedmiotów ortopedycznych z metalu
12 Wykonywanie elementów przedmiotów ortopedycznych ze skóry
10 Wykonywanie elementów przedmiotów ortopedycznych z tworzyw
10 Wykonywanie elementów przedmiotów ortopedycznych z tworzyw
12 Wykonywanie elementów przedmiotów ortopedycznych ze skóry
11 Wykonywanie elementów przedmiotów ortopedycznych z włókien
09 Wykonywanie elementów przedmiotów ortopedycznych z drewna
11 Wykonywanie elementów przedmiotów ortopedycznych z włókien
09 Wykonywanie elementów przedmiotów ortopedycznych z drewna
08 Wykonywanie przedmiotów za pomocą gięcia
08 Wykonywanie połączeń w urządzeniach precyzyjnych
08 Wykonywanie izolacji wodochronnych z materiałów bitumicznych
LIMITY CEN DLA NAPRAW PRZEDMIOTÓW ORTOPEDYCZNYCH
Ogólne podstawy projektowania i konstruowania elementów maszyn, Uczelnia, Metalurgia
713[05] Z1 08 Wykonywanie posad Nieznany
08 Wykonywanie i remontowanie o Nieznany
08 Wykonywanie pomiarow warszta Nieznany (2)
Zaopatrzenie w środki pomocnicze i przedmioty ortopedyczne
08 Wykonywanie izolacji wodochr Nieznany
więcej podobnych podstron