
û
WICZENIE NR
2
Z
$5='=$1,(
TPP
Józef Matuszek,
6áDZRPLU.áRV-DQXV]0OHF]NR
Janusz Szymura, Arkadiusz Szczotka, Waldemar
:R(QLDN
1.
C
EL
&HOHP ODERUDWRULXP MHVW SR]QDQLH Z\EUDQ\FK ]DJDGQLH ] ]DNUHVX
SU]\JRWRZDQLD SURGXNFML SURMHNWRZDQLH Z\UREX SU]HP\VáRZHJR L
strategii wytwarzania oraz pracy z informatycznymi systemami
ZVSRPDJDQLD ]DU]G]DQLD SURGXNFM 0LG]\ LQQ\P RPDZLDQH V
PHWRG\LWHFKQLNLEDGDF]HGRW\F]FHNRQVWUXNF\MQHJRLWHFKQRORJLF]QHJR
przygotowania produkcji, systemy komputerowego wspomagania
WHFKQLF]QHJR SU]\JRWRZDQLD SURGXNFML &$'&$0 3UH]HQWRZDQH V
SRZL]DQLD SRPLG]\ WHFKQLF]Q\P SU]\JRWRZDQLHP SURGXNFML D
JRVSRGDUN PDWHULDáRZD REVáXJ HNVSORDWDF\MQRUHPRQWRZ L
JRVSRGDUN
ZDUV]WDWRZ
SU]HGVLELRUVWZD
3RQDGWR
SRGF]DV
ODERUDWRULXP SU]HGVWDZLDQH V SURFHV\ SODQRZDQLD WHFKQLF]QHJR
przygotowania produkcji i uruchomienie produkcji nowych wyrobów,
znaczenie technicznego przygotowanie produkcji w Elastycznych
Systemach produkcyjnych, oraz w informatycznych systemach
ZVSRPDJDQLD]DU]G]DQLD053(53
2.
W
6737(25(7<&=1<
System Technicznego Przygotowania Produkcji
SRZVWDá Z =DNáDG]LH
8VáXJ ,QIRUPDW\F]Q\FK 5(.25' 6S ] R R 6WDQRZL MHGHQ ]
SRGVWDZRZ\FK PRGXáyZ V\VWHPX REVáXJL SURGXNFML -HVW WR SDNLHW
RSURJUDPRZDQLD]DSHZQLDMF\SHáQREVáXJLQIRUPDFML]ZL]DQ\FK]

2-2
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
•
RNUHODQLHP GDQ\FK R Z\URELH SyáSURGXNFLH GHWDOX VXURZFX
PDWHULDOHKDQGORZ\PNDUWRWHNDLQGHNVyZPDWHULDáRZ\FK
•
ustalaniem marszrut technologicznych (kartoteka operacji
technologicznych),
•
GHILQLRZDQLHP UR]ZLQLFLD NRQVWUXNF\MQHJR Z\UREX Z SRVWDFL
struktury drzewiastej,
•
kalkulowaniem kosztów wytworzenia wyrobów finalnych i
SyáSURGXNWyZ
=DOHW V\VWHPX MHVW MHJR HODVW\F]QRü Z SU]\VWRVRZDQLX GR ZLHONRFL L
VSHF\ILNLNRQNUHWQHMILUP\RGRZROQ\PSURILOXG]LDáDOQRFL
)XQNFMD VWHURZDQLD G]LDáDOQRFL NRQVWUXNF\MQRWHFKQRORJLF]Q
UHDOL]RZDQD SU]H] PRGXá 7HFKQLF]QH 3U]\JRWRZDQLH 3URGXNFML SRPDJD
w pracy
*áyZQHJR .RQVWUXNWRUD i *áyZQHJR 7HFKQRORJD. W
]DOH*QRFLRGVWUXNWXU\RUJDQL]DF\MQHMSU]HGVLELRUVWZDIXQNFMHWHPRJ
E\üUHDOL]RZDQHSU]H]MHGQHJROXENLONXX*\WNRZQLNyZ
6\VWHP XPR*OLZLD *áyZQHPX .RQVWUXNWRURZL UHDOL]DFM QDVWSXMF\FK
]DGD
•
WZRU]HQLH L REVáXJ VWUXNWXU Z\UREX GOD SR]\FML ]DZLHUDMF\FK
VNáDGQLNLQL*V]HJRU]GXSyáZ\URE\GHWDOH
•
REVáXJ NDUWRWHNL PDWHULDáRZHM VWDQRZLFHM UHMHVWU ZV]\VWNLFK
pozycji zapasów wykorzystywanych przy produkcji wyrobów
ILQDOQ\FK Z\WZDU]DQ\FK ZH ZáDVQ\P ]DNUHVLH L ND*GHM SR]\FML
kupowanej w oparciu o
NDWDORJLQGHNVyZPDWHULDáRZ\FK o dowolnej
VWUXNWXU]HGHNODURZDQHMSU]H]X*\WNRZQLND]X*\FLHPklasyfikatora
graficznego,
•
VSHF\ILNRZDQLH SR]\FML ]DVWSF]HM NWyUD PR*H E\ü ]DVWRVRZDQD Z
SU]\SDGNX JG\ SR]\FMD SRGVWDZRZD QLH MHVW RVLJDOQD RUD]
GHILQLRZDQLHZV]HONLFKRJUDQLF]HVWRVRZDQLDSR]\FML]DVWSF]\FK
•
REVáXJ UHMHVWUX NRQWUROL ]PLDQ SR]ZDODMFHJR QD ]DU]G]DQLH
terminami wprowadzania i wycofywania pozycji.

û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-3
.DUWRWHND LQGHNVyZ PDWHULDáRZ\FK MHVW UHMHVWUHP ZV]\VWNLFK SR]\FML
MDNLH SRGOHJDM NRQWUROL Z GDQ\P SU]HGVLELRUVWZLH L VáX*\ GR
informowania systemu o istnieniu danej pozycji. System komputerowy
QLHMHVWZVWDQLH]UHDOL]RZDü*DGQ\FK]DGD]ZL]DQ\FK]MDNNROZLHN
SR]\FMMH*HOLZNDUWRWHFHPDWHULDáRZHMQLHPDUHNRUGXGHILQLXMFHJRW
SR]\FM 3R ]DUHMHVWURZDQLX SR]\FML Z NDUWRWHFH PDWHULDáRZHM
X*\WNRZQLNPR*H]GHILQLRZDüVNáDGQLNLWHMSR]\FMLVNáDGDMFHVLQDMHM
VWUXNWXUNRQVWUXNF\MQ.
Struktura konstrukcyjna
MHVW]HVWDZLHQLHPZV]\VWNLFKVNáDGQLNyZGR
PRQWD*X VSHF\ILNXMF\P Z\PDJDQH LORFL ND*GHJR VNáDGQLND 6\VWHP
JHQHUXMHVWUXNWXUNRQVWUXNF\MQQDSRGVWDZLHLQIRUPDFMLSRFKRG]F\FK
z
NDUWRWHNLPDWHULDáRZHM]DZLHUDMFHMGDQHRND*GHMSR]\FML]HVWUXNWXU\
Z\UREXPyZLFHMR]ZL]NDFKL]DOH*QRFLDFKPLG]\W\PLSR]\FMDPL
Procedura kontroli zmian
NRQVWUXNF\MQ\FK VáX*\ GR QDG]RUX QDG
ZSURZDG]DQLHP QRZ\FK Z\UREyZ OXE PRG\ILNRZDQLHP LVWQLHMF\FK
0HWRGD NRQWUROL SROHJD QD ZVND]DQLX SR]\FML DNWXDOQLH ZD*Q\FK Z
VWUXNWXU]H Z\UREX D QDVWSQLH QD ZSURZDG]DQLX QRZ\FK SR]\FML OXE
Z\FRI\ZDQLX SR]\FML LVWQLHMF\FK :V]HONLH ]PLDQ\ ]DSLV\ZDQH V Z
rejestrze zmian konstrukcyjno - technologicznych.
)XQNFMH *áyZQHJR 7HFKQRORJD REHMPXM ]DNUHV ZV]\VWNLFK ]DGD
ZL*F\FKVL]SURMHNWRZDQLHPSURFHVyZWHFKQRORJLF]Q\FK1DOH*GR
nich:
•
definiowanie zasobów, stanowisk roboczych, marszrut i operacji
technologicznych,
•
dokonywanie zmian w marszrutach technologicznych, operacjach
i zasobach,
•
SU]HJOGDQLHZ\WZDU]DQ\FKSR]\FMLLSR]\FML]DVWSF]\FK
•
SU]HJOGDQLHVWUXNWXUZ\UREXZ\WZDU]DQ\FKSR]\FML
,VWQLHM WH* IXQNFMH VáX*FH GR SU]HJOGDQLD UHNRUGyZ ED]\ GDQ\FK
PDMFH QD FHOX ZVSRPDJDQLH GHF\]ML LQ*\QLHUVNLFK ,VWQLHMH SRQDGWR
PR*OLZRü ZVSRPDJDQLD REOLF]H LQ*\QLHUVNLFK GRW\F]F\FK F]DVyZ
WHFKQRORJLF]Q\FK RUD] QRUP PDWHULDáRZ\FK Z UR]ZLQLFLDFK
NRQVWUXNF\MQ\FK ] Z\NRU]\VWDQLHP RJyOQRGRVWSQ\FK QDU]G]L
]HZQWU]Q\FKQSDUNXV]DNDONXODF\MQHJRExcel.

2-4
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
6\VWHPXPR*OLZLDUHMHVWUDFMPDUV]UXWWHFKQRORJLF]Q\FKVWRVRZDQ\FKZ
GDQHM IDEU\FH ] XZ]JOGQLHQLHP ORNDOL]DFML Z\WZDU]DQLD SURGXNWyZ
ZLHOH PLHMVF Z\WZDU]DQLD WHJR VDPHJR SURGXNWX )DEU\ND PR*H E\ü
SRG]LHORQDQDSHZQOLF]EZ\G]LDáyZSURGXNF\MQ\FK
Marszruta technologiczna
RNUHOD NROHMQRü RSHUDFML L ZVND]XMH
Z\G]LDá\SURGXNF\MQH]DDQJD*RZDQHZZ\WZDU]DQLHGDQHMSR]\FML
Operacje
VGDMF\PLVL]LGHQW\ILNRZDü]DGDQLDPLZ\NRQ\ZDQ\PLZ
WUDNFLHZ\WZDU]DQLDSR]\FML.D*GDRSHUDFMDPDPLHMVFHQDRNUHORQ\P
VWDQRZLVNXURERF]\PLZ\NRU]\VWXMHZáDFLZHGODQLHM]DVRE\
:]DNUHVLHV\VWHPX7HFKQLF]QHJR3U]\JRWRZDQLD3URGXNFML]DNáDGDVL
PR*OLZRüLQWHJUDFML]HVSHFMDOL]RZDQ\PLJDá]LRZRV\VWHPDPL733
'OD ]DNáDGyZ SU]HP\VáX PDV]\QRZHJR VSHFMDOLVW\F]Q\P V\VWHPHP
przygotowania bazy
.QRZ+RZ SU]HGVLELRUVWZD PR*H E\ü
6<6./$66 $XWRU]\ ]DNáDGDM PR*OLZRü LQWHJUDFML ] SRSUDZQLH
ZGUR*RQ\P SDNLHWHP WHJR W\SX ]DUyZQR Z ]DNUHVLH NODV\ILNDFML
HOHPHQWyZ UR]ZLQLü NRQVWUXNF\MQRWHFKQRORJLF]Q\FK LPSRUWX ED]\
]DVREyZ JUXS VWDQRZLVN PDV]\Q Z\SRVD*HQLD Z QDU]G]LD L SRPRFH
warsztatowe jak i w zakresie emisji dokumentacji konstrukcyjnej,
technologicznej i warsztatowej
.
3.
P
ODSTAWOWE FUNKCJE PROGRAMU
6SRVyE XUXFKRPLHQLD SURJUDPX RUD] MHJR REVáXJL MHVW DQDORJLF]Q\ GR
VSRVREX REVáXJL GRZROQHJR W\SRZHJR SURJUDPX Z V\VWHPLH Windows.
3RXUXFKRPLHQLXSURJUDPXZ\ZLHWODQ\MHVWGLDORJORJRZDQLDZNWyU\P
QDOH*\NROHMQR
1.
:\EUDüED]]NWyUSURJUDPPDZVSyáSUDFRZDü
2.
:SLVDüQD]ZX*\WNRZQLND
3.
3RGDüKDVáRX*\WNRZQLND
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-5
3R SRP\OQ\P ]DORJRZDQLX X*\WNRZQLND GR V\VWHPX QD HNUDQLH
SRMDZLD VL RNQR JáyZQH DSOLNDFML 7HFKQLF]QH 3U]\JRWRZDQLH
3URGXNFML U\VXQHN SRZ\*HM NWyUH VNáDGD VL ] rozwijanego menu i
SDVNDQDU]G]L]SU]\FLVNDPLGRQDMF]FLHMX*\ZDQ\FKIXQNFML.D*G\
przycisk ma swój odpowiednik w menu rozwijalnym:
Przycisk "Indeksy" - menu Kartoteki> Indeksów;
Przycisk "Karty tech." - menu Kartoteki> Kart technologicznych;
Przycisk "Operacje" - menu Kartoteki> Operacji;
Przycisk "Raporty" - menu Raporty;
3U]\FLVN=DNRF]PHQX6\VWHP!=DNRF]
1DZLJDFMD RNLHQ RGE\ZD VL ZJ ]DVDG RERZL]XMF\FK Z FDá\P
V\VWHPLH RSHUDF\MQ\P :LQGRZV QS $E\ Z\EUDü SROH QDOH*\ QDFLVQü
klawisz
$OWOLWHUD SRGNUHORQD Z RSLVLH GR tego pola. $E\ ]DPNQü
ELH*FHRNQRQDOH*\Z\NRQDüMHGQ]F]\QQRFL
•
Z\EUDüIXQNFM6\VWHP!=DNRF] OXESU]\FLVN=DNRF],
•
NOLNQü Z SU]\FLVN Z SUDZ\P JyUQ\P QDUR*QLNX
okna,
•
QDFLVQüNRPELQDFMNODZLV]\Alt+F4 (w niektórych oknach klawisz
Esc
G]LDáDLGHQW\F]QLHMDNNODZLV]HAlt+F4),
Menu aplikacji Techniczne przygotowanie produkcji
VNáDGD VL ]
SLFLXF]FLU\VXQHNSRZ\*HM
•
Kartoteki,
•
Przetwarzanie,
•
Raporty,
•
System,
•
Pomoc.

2-6
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
3.1
F
UNKCJE MENU
- K
ARTOTEKI
3.1.1
K
ARTOTEKA
I
NDEKSÓW
M
$7(5,$à2:<&+
– KIM
.DUWRWHND LQGHNVyZ PDWHULDáRZ\FK MHVW NUJRVáXSHP V\VWHPX
LQIRUPDW\F]QHJR SU]HGVLELRUVWZD -HVW WR UHMHVWU ZV]HONLFK SR]\FML GOD
NWyU\FK SURZDG]RQD MHVW HZLGHQFMD ]DSDVyZ OXE NWyUH Z\VWSXM QD
MDNLPNROZLHN
V]F]HEOX
UR]ZLQLFLD
VWUXNWXU\
NRQVWUXNF\MQR
technologicznej.
.D*G\ HOHPHQW NWyUHJR REUyW MHVW UHMHVWURZDQ\ SU]H] V\VWHP SRZLQLHQ
SRVLDGDüR]QDF]HQLHZSRVWDFLLQGHNVXPDWHULDáRZHJRW]QPDNV\PDOQLH
18-to pozycyjnej kombinacji znaków alfanumerycznych jednoznacznie
RNUHODMFHM GDQ\ DUW\NXá 1DOH*\ VWRVRZDü ]DVDG DE\ GOD MHGQHJR
DUW\NXáX RERZL]\ZDá MHGHQ LQGHNV EH] Z]JOGX QD FHQ ZJ NWyUHM
prowadzona jest jego ewidencja w magazynie.
6WZLHUG]HQLHND*G\DUW\NXáR]QDF]D*HZWDEHOLLQGHNVyZPXVLPLHü
VZRMH RG]ZLHUFLHGOHQLH ND*G\ VXURZLHF PDWHULDá Z\UyE SyáZ\UyE
HOHPHQW KDQGORZ\ ]ZL]DQ\ ] SU]HGVLELRUVWZHP HZLGHQFMRQRZDQ\ Z
systemach informatycznych.
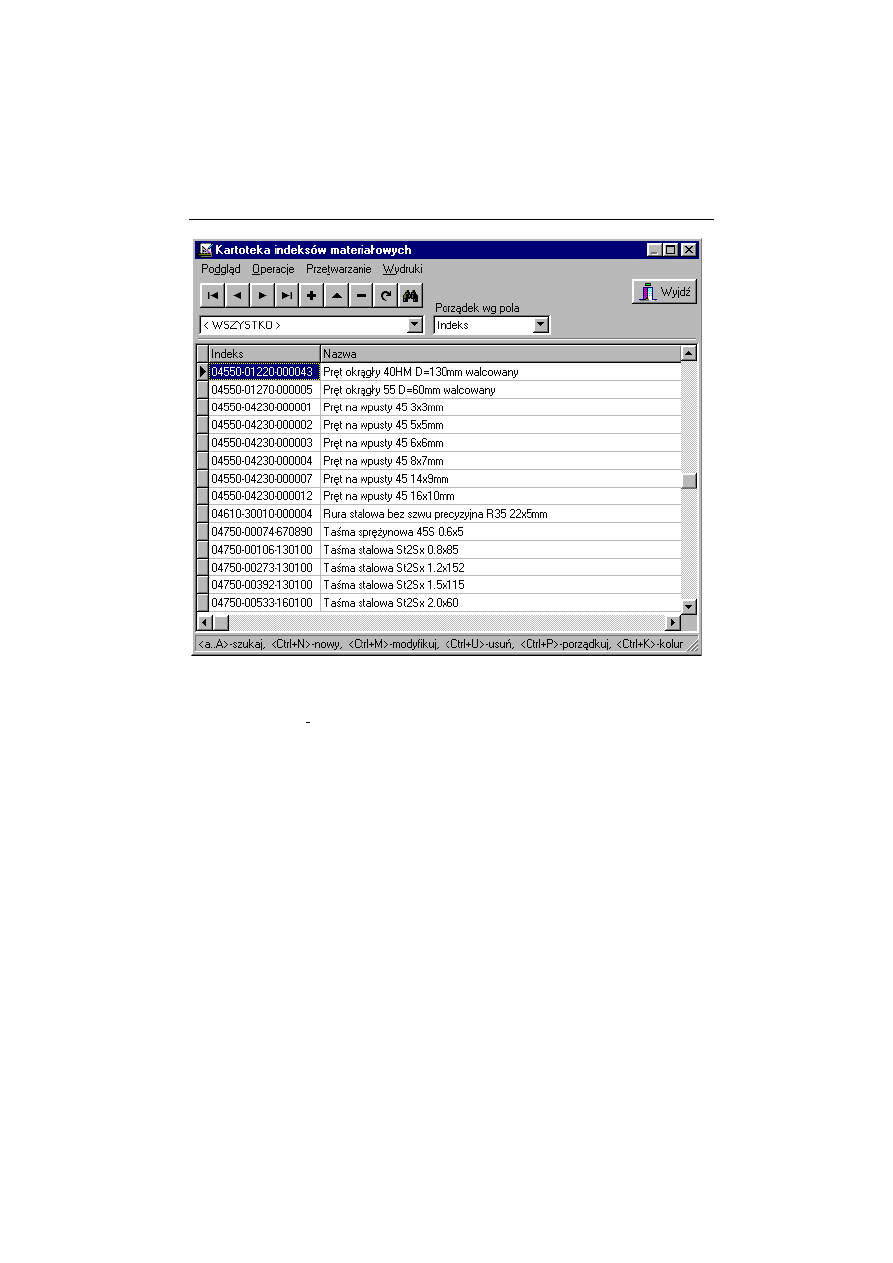
Po
NOLNQLFLX QD LNRQ Indeksy" (Kartoteki > Indeksów XND*H VL
QL*HMSU]HGVWDZLRQDWDEHODGDQHZWDEHOLVSU]\NáDGRZH
$E\XáDWZLüSURFHVSRVáXJLZDQLDVLWDNUR]EXGRZDQNDUWRWHNRUD]GOD
ZLNV]HMSU]HMU]\VWRFLPR*HP\GRNRQDüORJLF]QHJRSRG]LDáXLQGHNVyZ
QDRNUHORQHJUXS\W]ZDVRUW\PHQW\Z\ERUXDVRUW\PHQWXGRNRQXMHP\
] PHQX RSFMD :6=<67.2! SU]\NáDG U\VXQHN SR]ZDOD QD
Z\ZLHWOHQLH ZV]\VWNLFK LQGHNVyZ EH] ]DZ*HQLD DVRUW\PHQWRZHJR
3RG]LDáPR*HXZ]JOGQLDüQSZ\URE\JRWRZHSyáSURGXNW\VXURZFHOXE
LQQH Z ]DOH*QRFL RG SRWU]HE NOLHQWD 'HILQLFML DVRUW\PHQWyZ
SU]HGVLELRUVWZD GRNRQXMHP\ Z VáRZQLNDFK 6\VWHP! 6áRZQLNL!
Asortymentów).
W Centralnej Kartotece Indeksów (KIM) umieszczono wiele
X*\WHF]Q\FK L HIHNW\ZQ\FK IXQNFML SRJUXSRZDQ\FK Z PHQX 3RGJOG
2SHUDFMH 3U]HWZDU]DQLH L :\GUXNL 6 WR IXQNFMH SRPRFQLF]H NWyUH
]RVWDQV]F]HJyáRZRRSLVDQHZGDOV]\FKUR]G]LDáDFK
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-7
5\VXQHN.DUWRWHNDLQGHNVyZPDWHULDáRZ\FK
:PHQX3RGJOG SRGHMU]HüPR*HP\
•
DNWXDOQ\VWDQPDJD]\QRZ\GDQHJRLQGHNVXLORFLRZRLZDUWRFLRZR
•
MHJRREURW\SU]\FKRG\LUR]FKRG\ELH*FHOXEFDáRFLRZH
•
]DVWRVRZDQLH LQGHNVX Z MDNLFK SyáZ\UREDFK L Z\UREDFK MHVW
VNáDGQLNLHPVWUXNWXU\NRQVWUXNF\MQHM
•
SRWU]HE\PDWHULDáRZHMDNLHPDWHULDá\LLOHQLH]EGQHVGRSURGXNFML
danego wyrobu),
•
rysunek konstrukcyjny.
: PHQX 2SHUDFMH ]DZDUWH V SRGVWDZRZH F]\QQRFL MDNLH PR*HP\
Z\NRQDüSRGF]DVHG\FMLNDUWRWHNLLQGHNVyZPDWHULDáRZ\FK
6]F]HJyOQLH LVWRWQH V IXQNFMH ]DZDUWH Z PHQX 3U]HWZDU]DQLH
8PR*OLZLDM RQH DXWRPDW\]DFM ]PLDQ ]DFKRG]F\FK Z VWHURZDQLX
2-8
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
SURFHVDPLNRQVWUXNF\MQRWHFKQRORJLF]Q\PL1DOH*GRQLFK
•
kopiowanie w wybranym zakresie danego indeksu na inny o
]EOL*RQ\FKGDQ\FKSRGVWDZRZ\FK
•
DXWRPDW\F]QD]PLDQDFHQ\VSU]HGD*\ZJZ\EUDQHJRZDULDQWX
•
automatyczna zamiana danego indeksu na inny w tych strukturach
NRQVWUXNF\MQ\FKZ\UREyZZNWyU\FKZ\VWSXMH
W menu Wydruki
GRVWSQHVQDVWSXMFH]HVWDZLHQLD
•
kalkulacja cen wyrobów-prosta,
•
kalkulacja cen wyrobów-symulacyjna,
•
cennik wyrobów wg cen kalkulacyjnych,
•
cennik wyrobów wg cen umownych,
•
cennik wyrobów wg cen proponowanych.
1DMZD*QLHMV]RSFM]SR]LRPX.DUWRWHNL,QGHNVyZ0DWHULDáRZ\FKMHVW
PR*OLZRü ]DNáDGDQLD GRSLV\ZDQLD QRZ\FK LQGHNVyZ RUD]
PRG\ILNRZDQLD OXE XVXZDQLD LQGHNVyZ MX* LVWQLHMF\FK QDOH*\
SDPLWDüL*XVXZDüPR*HP\MHG\QLHWHLQGHNV\NWyUHQLH]RVWDá\X*\WH
w systemie).
'RSLVDQLHQRZHJRLQGHNVXPR*HP\Z\NRQDü
•
Z\NRU]\VWXMF1DZLJDWRUDSU]\FLVN
•
SRSU]H]ZFLQLFLHNRPELQDFMLCtrl+N;
•
Z\ELHUDMF]PHQXOperacje> Nowy.
2SHUDFMHSRZ\*V]HPR*HP\UyZQLH*Z\NRQDüNRU]\VWDMF]JHQHUDWRUD]
Z\NRU]\VWDQLHP V\VWHPX GRUDGF]HJR ED]XMFHJR QD NODV\ILNDWRU]H
LQGHNVyZPDWHULDáRZ\FK2]QDF]DWR*HMH*HOLZHMG]LHP\GR.,0X]
wykorzystaniem Klasyfikatora, to przy próbie dodania nowego indeksu
V\VWHP GRUDGF]\ ]DSURSRQXMH QDP GOD QRZHM SR]\FML QDVWSQ\ QXPHU
]JRGQLH]NROHMQRFLRERZL]XMFZGDQHMJDá]L.ODV\ILNDWRUD
:]DOH*QRFLRGURG]DMXLQGHNVX:\UyE0DWHULDá.RRSHUDFMDZRNQLH
HG\F\MQ\PSRMDZLDMVLRGSRZLHGQLHNDUW\GDQ\FK
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-9
W przypadku
PDWHULDáyZ OXE HOHPHQWyZ Z\NRQ\ZDQ\FK Z
kooperacji
V\VWHP 73 3 XPR*OLZLD ZSURZDG]DQLH L NRUHNW LQGHNVyZ
MHG\QLH Z ]DNUHVLH GDQ\FK SRGVWDZRZ\FK RNUHORQHJR DUW\NXáX RUD]
GDQ\FKGRGDWNRZ\FKGRW\F]F\FKVSU]HGD*\LOXE]DNXSX
Dla wyrobów
]DNUHV ZSURZDG]DQ\FK GDQ\FK FKDUDNWHU\]XMH VL
]QDF]QLHZLNV]\PVWRSQLHPV]F]HJyáRZRFLL]DZLHUDGRGDWNRZRNDUW\
3URGXNFMD 1RUP\ PDWHULDáRZH 2SHUDFMH WHFKQRORJLF]QH
"Struktura konstrukcyjna", "Kalkulacja" oraz "Marszruta technologiczna"
i "Cykl produkcyjny"
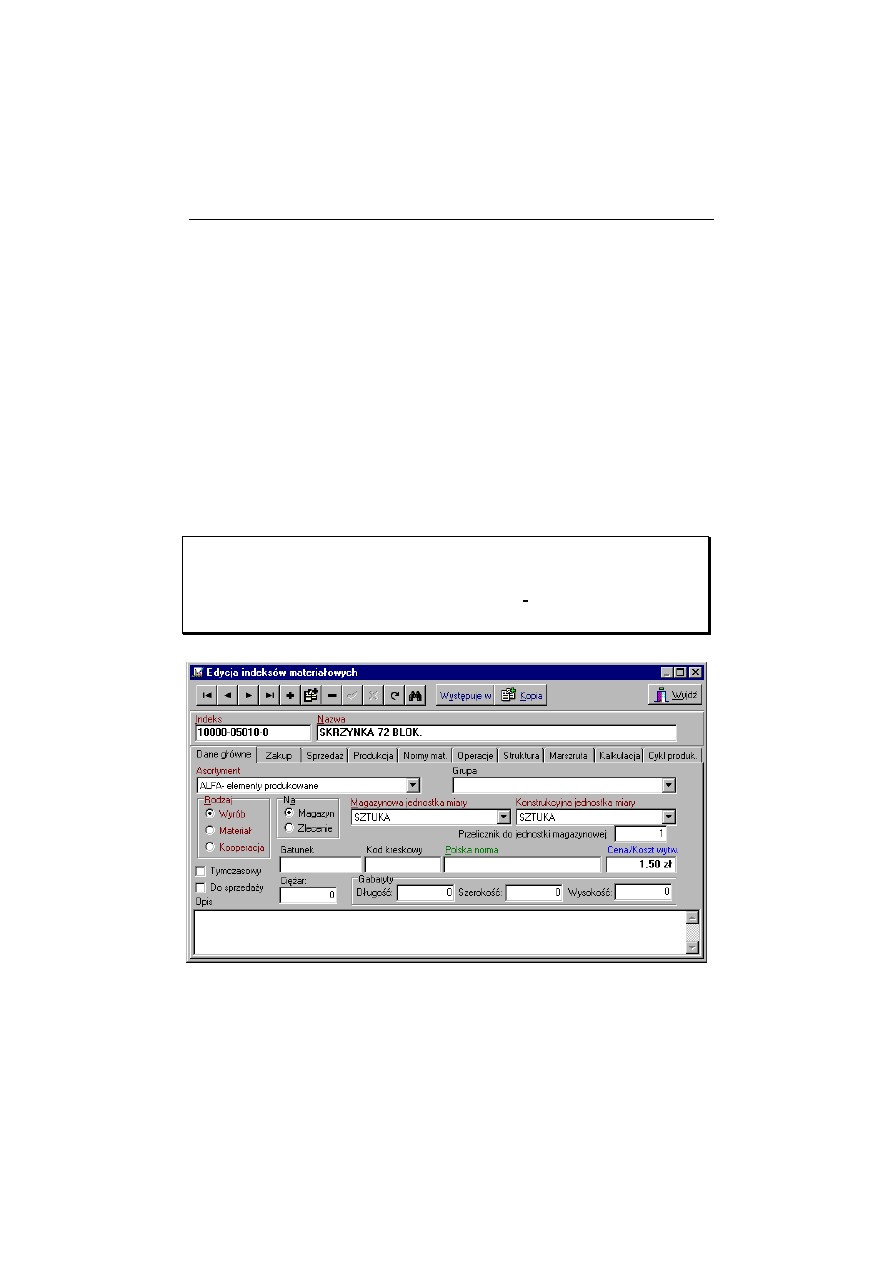
2SLVX HG\FML LQGHNVX PDWHULDáRZHJR GRNRQDP\ QD SU]\NáDG]LH Z\UREX
(sposób i zakres wprowadzanych informacji w zakresie danych
SRGVWDZRZ\FK ]DNXSX L VSU]HGD*\ MHVW LGHQW\F]Q\ GOD PDWHULDáyZ
kooperacji i wyrobów).
3RGF]DV HG\FML LQGHNVX PDWHULDáRZHJR Z\VWSXM GDQH LVWRWQH GOD
SURFHVX SU]HWZDU]DQLD : SRQL*V]\P RSLVLH QD]Z\ GDQ\FK
NOXF]RZ\FK Z\VWSXM ] SRGNUHOHQLHP. 3R]RVWDáH GDQH V
RSFMRQDOQHLFKQD]Z\]RVWDá\Z\RGUEQLRQHNXUV\Z).
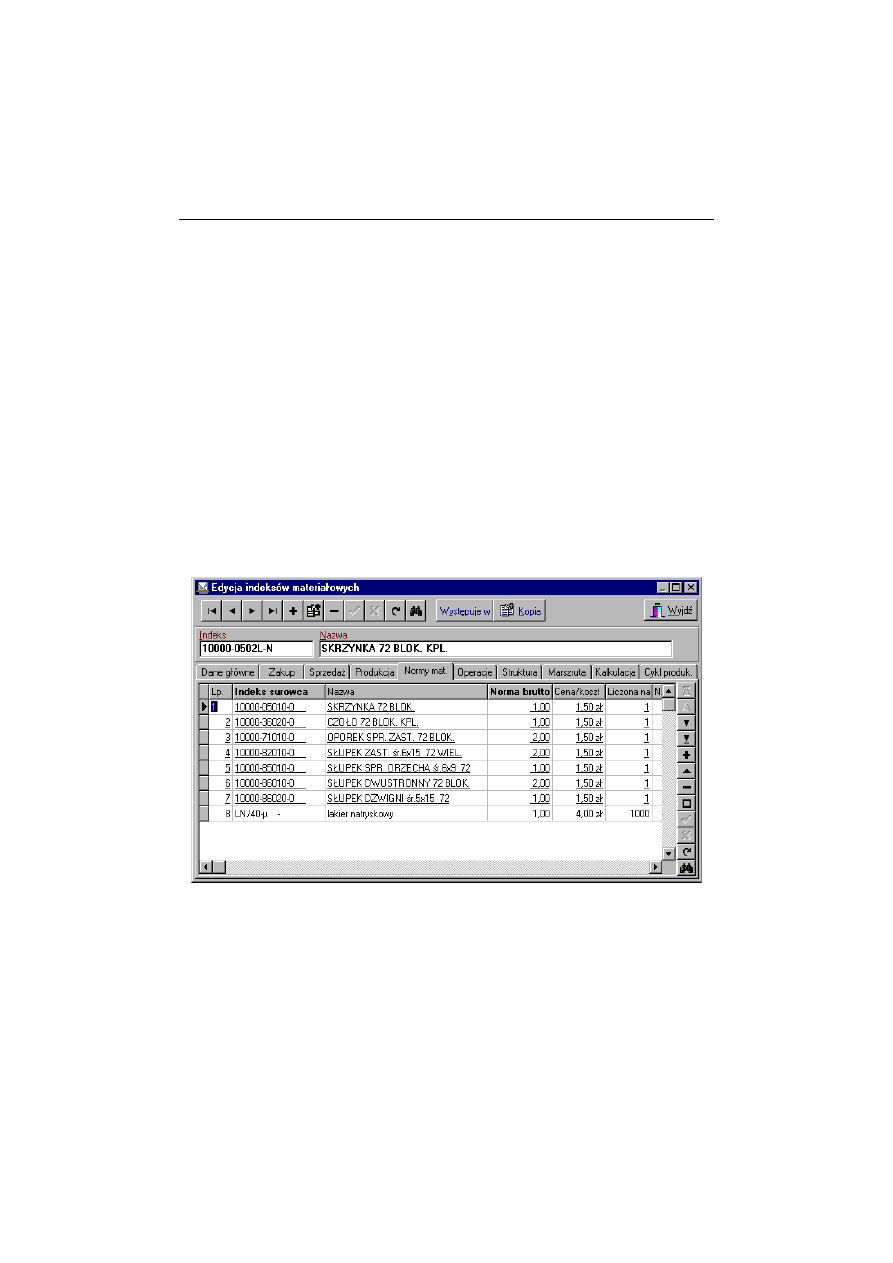
5\VXQHN(G\FMDLQGHNVyZPDWHULDáRZ\FK

2-10
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
.DUWD 'DQH JáyZQH Z\VWSXMH GOD ND*GHJR URG]DMX LQGHNVX SR]ZDOD
QD]GHILQLRZDQLHLQGHNVXLRNUHOHQLHMHJRGDQ\FKSRGVWDZRZ\FK
1.
Asortyment
SU]\SRU]GNRZDQLH DVRUW\PHQWRZH ZJ SRG]LDáX
]GHILQLRZDQHJRSU]H]X*\WNRZQLNDZVáRZQLNDFK
2.
Rodzaj edytowanego indeksu:
•
wyrób
Z\WZDU]DQ\ZZ\QLNXG]LDáDOQRFLSURGXNF\MQHM]DNáDGX
HOHPHQWSRVLDGDMF\UR]ZLQLFLHNRQVWUXNF\MQHW]QVNáDGDMF\VL
] LQQ\FK HOHPHQWyZ Z WHM NDWHJRULL ZSURZDG]DP\ WDN*H
SyáZ\URE\Z\WZDU]DQHZSU]HGVLELRUVWZLH
•
PDWHULDáHOHPHQWZFKRG]F\ZVNáDGSURGXNRZDQ\FKZ\UREyZ
SyáZ\UREyZQLHSRVLDGDMF\UR]ZLQLFLDNRQVWUXNF\MQHJR
•
kooperacja
GHWDO SyáZ\UyE R Uy*Q\P VWRSQLX ]DDZDQVRZDQLD
WHFKQRORJLF]QHJR EGF\ VNáDGQLNLHP SURGXNRZDQ\FK Z\UREyZ
]DNXS\ZDQ\QD]HZQWU]SU]HGVLELRUVWZD
3.
Sposób produkcji:
•
na zlecenie:
'RP\OQLHEH]Z]JOGXQDZ\EUDQRSFMZXNáDG]LHQD
]OHFHQLHZ\WZDU]DQHVZV]\VWNLHZ\URE\ (czyli wszystkie
HOHPHQW\ ]QDMGXMFH VL QD VDPHM JyU]H VWUXNWXU\ UR]ZLQLFLD
NRQVWUXNF\MQHJR : WDNLP XNáDG]LH MDNR Z\UyE WUDNWXMHP\
WDN*H GHWDOH SURGXNRZDQH RGUEQLH Z ]OHFHQLDFK
X]XSHáQLDMF\FK
: SU]\SDGNX GHWDOLSyáSURGXNWyZ PR*HP\ Z\ELHUDü
SRPLG]\ XNáDGHP QD ]OHFHQLH L QD PDJD]\Q.
3yáSURGXNW Z\WZDU]DQ\ Z XNáDG]LH QD ]OHFHQLH SRVLDGD
VZRMHUR]ZLQLFLHZVWUXNWXU]H]OHFHQLDSURGXNF\MQHJR
6\VWHP VSUDZG]D ZLF MDNLH HOHPHQW\ poddetale) i w jakich
LORFLDFK ZFKRG] Z VNáDG GDQHJR SyáSURGXNWX L SR]ZDOD QD
RNUHOHQLH SRWU]HE PDWHULDáRZ\FK Z XNáDG]LH F]DVRZR
LORFLRZ\P
Zlecenie, w którym wszystkie
SRGGHWDOH SURGXNRZDQH V QD
]OHFHQLH QLH PXVL E\ü X]XSHáQLDQH RGUEQ\PL ]OHFHQLDPL

û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-11
SRQLHZD* GOD ND*GHJR SRGGHWDOX ]RVWDQ Z\JHQHURZDQH
przewodniki warsztatowe - zlecenie produkcyjne jest
"kompletne".
:SU]\SDGNXPDWHULDáyZSR]\FML]DNXSRZ\FKR]QDF]HQLH
"na zlecenie" spowoduje wykonywanie rezerwacji, czyli
SU]\SLV\ZDQLH RNUHORQHM LORFL PDWHULDáX GR RNUHORQHJR
zlecenia.
•
na magazyn:
8NáDG SURGXNFML QD PDJD]\Q PR*H E\ü X*\W\ Z
SU]\SDGNX Z\WZDU]DQLD GHWDOL SyáZ\UREyZ. Element
SURGXNRZDQ\ Z W\P XNáDG]LH FHFKXMH EUDN UR]ZLQLFLD Z
VWUXNWXU]H ]OHFHQLD SURGXNF\MQHJR QD Z\UyE Z VNáDG NWyUHJR
wchodzi dany detal.
3RZRGXMH WR *H GOD GHWDOL SURGXNRZDQ\FK QD PDJD]\Q QLH
EGJHQHURZDQHSU]HZRGQLNLZDUV]WDWRZH3UDNW\F]QLHU]HF]
ELRUF R]QDF]HQLH WDNLH VSRZRGXMH *H GHWDOH ]RVWDQ
]ELODQVRZDQHSU]H]V\VWHP]RVWDQLHRNUHORQDLORüLGDWDQD
NLHG\EGSRWU]HEQH2]QDF]DWR*H]OHFHQLHSURGXNF\MQHZ
VNáDG NWyUHJR ZFKRG] GHWDOH SURGXNRZDQH Z XNáDG]LH QD
magazyn" jest "niekompletne".
$E\MHXNRF]\üGHWDOHWHPXV]]RVWDü
•
wyprodukowane w podanym przez system terminie
SRSU]H]ZSURZDG]HQLHRGUEQHJR]OHFHQLDSURGXNF\MQHJR
na dany detal);
•
pobrane z magazynu (w przypadku posiadania zapasu) i
GRVWDUF]RQH GR SURGXNFML ]JRGQLH ] GDW SRGSRZLHG]LDQ
przez system;
Tryb "na magazyn" wykorzystywany jest dla detali
EGF\FKSU]HGPLRWHPG]LDáDRSW\PDOL]DF\MQ\FK - np.
SRSU]H]JUXSRZDQLH]OHFHQDHOHPHQW\SRZWDU]DMFHVLZ
Uy*Q\FK ]OHFHQLDFK REF\FK ]DJDGQLHQLD RSW\PDOL]DFML V
V]F]HJyáRZR RSLVDQH Z SOLNDFK SRPRF\ GR PRGXáyZ
6WHURZDQLHSURGXNFML+DUPRQRJUDP
2-12
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
:SU]\SDGNXPDWHULDáyZSR]\FML]DNXSRZ\FKR]QDF]HQLH
QD PDJD]\Q VSRZRGXMH UH]\JQDFM ] UH]HUZDFML F]\OL
PDWHULDá\QLHEGSU]\SLV\ZDQHGR]OHFH
4.
Tymczasowy
HOHPHQWR]QDF]RQ\MDNRW\PF]DVRZ\QLHPR*HE\ü
GRSXV]F]RQ\GRSURGXNFMLW]QQLHEG]LHPR*QDZ\VWDZLüQDWHQ
HOHPHQW]OHFHQLDSURGXNF\MQHJRGRW\F]\WRWDN*HZ\UREyZZVNáDG
NWyU\FKZFKRG]GHWDOHR]QDF]RQHMDNRLQGHNV\W\PF]DVRZH
5.
'R VSU]HGD*\ HOHPHQW R]QDF]RQ\ MDNR GR VSU]HGD*\ R]QDF]D
produkt sprzedawany, atrybut ten ma znaczenie z punktu widzenia
WUDQVPLVML GR PRGXáX =E\W WUDQVPLWRZDQH V W\ONR HOHPHQW\ ]
R]QDF]HQLHPGRVSU]HGD*\
6.
Grupa
SR]ZDODQD]DNZDOLILNRZDQLHLQGHNVXGRRNUHORQHMJUXS\
NDONXODF\MQHM NRV]WyZ OXE GRZROQHM LQQHM JUXS\ ZJ SRG]LDáX
]GHILQLRZDQHJRSU]H]X*\WNRZQLNDZVáRZQLNDFK
7.
Magazynowa jednostka miary
Konstrukcyjna jednostka miary
Przelicznik do jednostki magazynowej
6\VWHP SR]ZDOD QD ]GHILQLRZDQLH Uy*QHM MHGQRVWNL PDJD]\QRZHM L
NRQVWUXNF\MQHM Z UDPDFK WHJR VDPHJR LQGHNVX PDWHULDáRZHJR
Pozwala to na prowadzenie ewidencji magazynowej danego indeksu
QSZWRQDFKLMHGQRF]HVQHRNUHODQLHSRWU]HENRQVWUXNF\MQ\FKQDWHQ
HOHPHQWQSQDNDUFLHQRUP\PDWHULDáRZHZLQQHMMHGQRVWFHQS
Z NLORJUDPDFK : WDNLP Z\SDGNX GOD QDV]HJR SU]\NáDGX
przelicznik do jednostki magazynowej wyniesie 1/1000 = 0,001.
8.
Cena
Z SU]\SDGNX PDWHULDáX OXE Koszt wytworzenia (w
SU]\SDGNX Z\UREX SyáSURGXNWX .RV]W Z\WZRU]HQLD ]RVWDQLH
podany/zaktualizowany automatycznie po wybraniu opcji Obliczenie
kosztu wytworzenia.
9.
'RGDWNRZR PR*HP\ RNUHOLü Z ]DOH*QRFL RG SRWU]HE GDQH
RGQRQLH JDWXQNX NRGX NUHVNRZHJR FL*DUX JDEDU\WyZ RSLVX
dodatkowego
RERZL]XMFHMQDGDQ\LQGHNV Polskiej Normy.
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-13
3U]\ X*\FLX SU]\FLVNX :\VWSXMH Z PR*HP\ Z\ZLHWOLü OLVW
]DVWRVRZD GDQHJR LQGHNVX F]\OL WDEHO Z\UREyZSyáZ\UREyZ
NWyUH Z VZRLP UR]ZLQLFLX NRQVWUXNF\MQ\P SRVLDGDM HG\WRZDQ\
przez nas indeks.
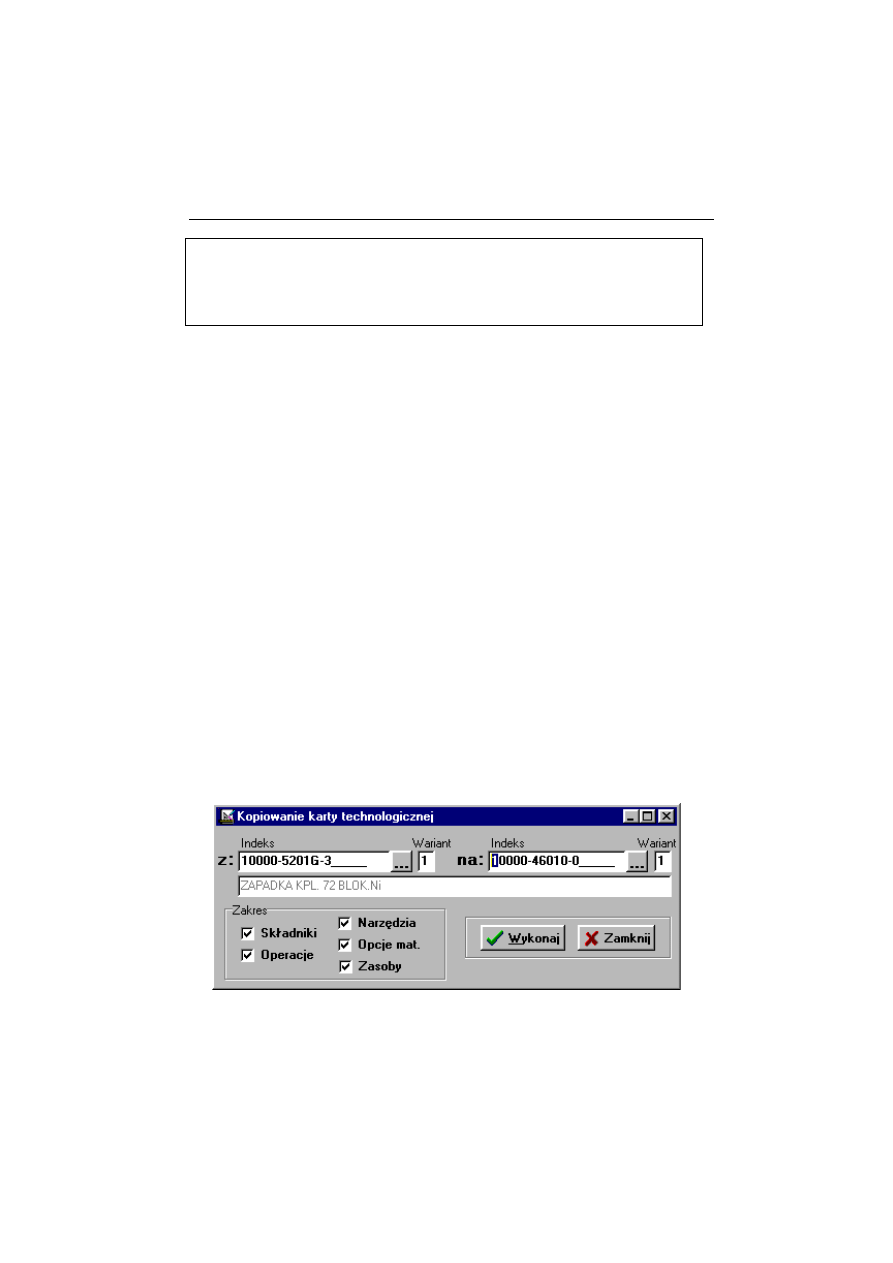
3U]\ X*\FLX SU]\FLVNX "Kopia" PR*HP\ GRNRQ\ZDü RSHUDFML
kopiowania wybranych danych konstrukcyjnych i technologicznych z
MHGQHJR LQGHNVX Ä]´ ± LQGHNV (UyGáRZ\ GR GUXJLHJR ÄQD´± LQGHNV
GRFHORZ\0R*OLZHVZW\PPRPHQFLHGZLHV\WXDFMH
1) Indeksu docelowego nie ma w bazie (indeks docelowy nie istnieje) –
Z Z\QLNX RSHUDFML NRSLRZDQLD ]RVWDQLH RQ XWZRU]RQ\ V]F]HJyáRZRü
NRSLRZDQLDRNUHODP\Z]DNUHVLH
2)
MH*HOLMHGQDNZED]LHLVWQLHMHLQGHNVRQXPHU]HGRFHORZ\P±PR*OLZH
MHVW VNRSLRZDQLH GDQ\FK ] LQGHNVX (UyGáRZHJR GR GRFHORZHJR SRG
ZDUXQNLHP *H GDQH NRSLRZDQH QLH SRZRGXM NROL]ML ] GDQ\PL MX*
LVWQLHMF\PLZLQGHNVLHGRFHORZ\P
Np 1.
NRSLRZDQLH MHVW PR*OLZH JG\ LQGHNV GRFHORZ\ SRVLDGD MX*
VNáDGQLNLD]LQGHNVX(UyGáRZHJRNRSLXMHP\SR]RVWDáHGDQHRSHUDFMH
QDU]G]LD
Np 2.
NRSLRZDQLH MHVW UyZQLH* PR*OLZH Z SU]\SDGNX JG\ Z LQGHNVLH
GRFHORZ\PLVWQLHMQSRSHUDFMHRQXPHUDFKDGRNRQXMHP\
NRSLRZDQLD ] LQGHNVX (UyGáRZHJR SRVLDGDMFHJR RSHUDFMH R LQQ\FK
QXPHUDFKQS3RVNRSLRZDQLXLQGHNVGRFHORZ\EG]LHSRVLDGDá
RSHUDFMHQXPHULWRVDPRMHVWPR*OLZHZSU]\SDGNX
NRSLRZDQLDSR]RVWDá\FKHOHPHQWyZ]]DNUHVX

2-14
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
0R*HP\RNUHOLü]DNUHVNRSLRZDQLDGRGDMFEG(XVXZDMF]QLHJR
•
VNáDGQLNLHOHPHQW\UR]ZLQLFLDNRQVWUXNF\MQHJR
•
operacje technologiczne;
•
QDU]G]LD;
•
opcje mat.
RNUHOD F]\ SRGF]DV NRSLRZDQLD VNáDGQLND
RSFMRQDOQHJR EG]LH NRSLRZDQD OLVWD ]DPLHQQLNyZ GOD WDNLHJR
VNáDGQLND
•
zasoby - grupy stanowisk i inne zasoby krytyczne.
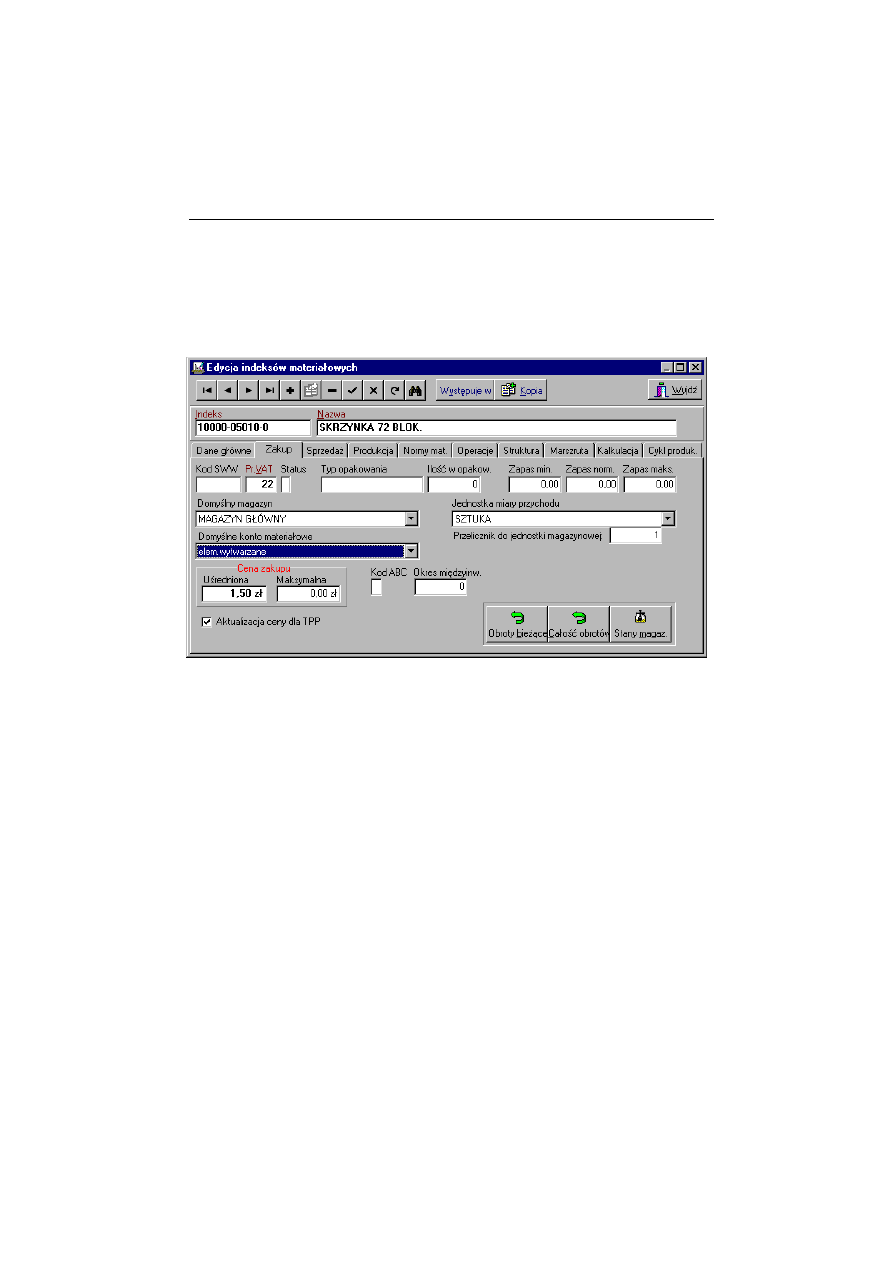
.DUWD =DNXS MHVW Z\SHáQLDQD GOD HOHPHQWyZ GOD NWyU\FK SURZDG]RQD
MHVWHZLGHQFMD]DSDVyZZV\VWHPLH*RVSRGDUNL0DWHULDáRZHMLNWyUHV
NXSRZDQH]]HZQWU]3R]ZDODRNUHOLüW]ZGDQH]DNXSRZH]ZL]DQH]
SU]\MFLHP]DNXSLRQ\FKWRZDUyZGRPDJD]\QX
Do danych zakupowych zaliczamy:
1.
Kod SWW
L]ZL]DQ\]QLPprocent stawki VAT.
2.
Rodzaj (typ) opakowania i
LORüZRSDNRZDQLX.
3.
Poziomy zapasów: ekonomiczny (normatywny), maksymalny i
minimalny.
4.
-HGQRVWN PLDU\ SU]\FKRGX ]DNXSRZ L MHM przelicznik do
jednostki magazynowej,
5.
'RP\OQORNDOL]DFMPDJD]\QXPDJD]\QGRP\OQ\,
6.
'RP\OQHNRQWRPDWHULDáRZH,
7.
&HQ]DNXSXMH*HOLZáF]\P\RSFMAktualizacja ceny dla TPP"
WR GDQH RGQRQLH FHQ ]DNXSX EG SRELHUDQH ] NDUWRWHNL VWDQyZ
magazynowych. Sam proces aktualizacji jest wykonywany po
wybraniu opcji
3U]HWZDU]DQLH! $NWXDOL]DFMD FHQ PDWHULDáyZ z
PHQXJáyZQHJRSURJUDPX
-H*HOL RSFMD $NWXDOL]DFMD FHQ\ GOD 733 MHVW Z\áF]RQD WR FHQ
]DNXSXPR*HP\ZSLVDüUF]QLH-HVWWRSU]\GDWQHZSU]\SDGNXJG\
GDQHJRDUW\NXáXQLHPDQDPDJD]\QLHOXEMHJRFHQDPDJD]\QRZDMHVW
QLHDNWXDOQD D ]DOH*\ QDP QD REOLF]HQLX RV]DFRZDQLX ]
Z\SU]HG]HQLHP NRV]WX Z\WZRU]HQLD Z\UREX Z VNáDG NWyUHJR
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-15
ZFKRG]L GDQ\ DUW\NXá : WDNLP SU]\SDGNX Z\SHáQLDP\ SROH &HQD
]DNXSX!8UHGQLRQD
8.
'RGDWNRZR
PR*HP\
SRGDü
GDQH
RGQRQLH
okresu
PLG]\LQZHQWDU\]DF\MQHJR oraz kodu ABC.
5\VXQHN(G\FMDLQGHNVXPDWHULDáRZHJR]DNXS
3RQDGWRQDWHM]DNáDGFHPDP\GRG\VSR]\FMLPDP\WU]\SU]\FLVNL
"
2EURW\ ELH*FH" – tabela SU]\FKRGyZUR]FKRGyZ GDQHJR DUW\NXáX
DNWXDOQ\FKL]ELH*FHJRPLHVLFDREOLF]HQLRZHJR
"
&DáRü REURWyZ" – tabela wszystkich przychodów/rozchodów danego
DUW\NXáX
"Stany magazynowe
± SRGJOG DNWXDOQHJR VWDQX ]DSDVyZ
magazynowych.
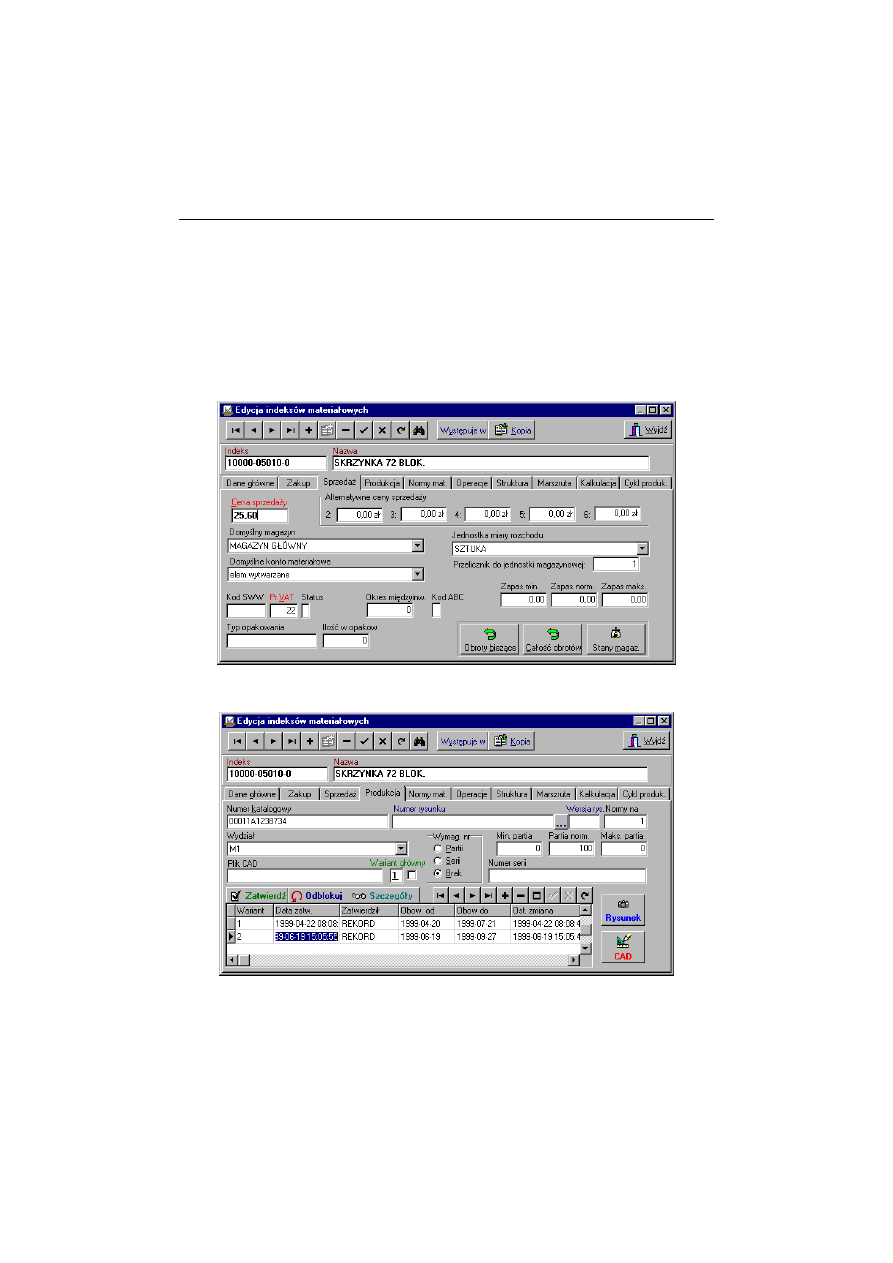
.DUWD 6SU]HGD* ]DZLHUD GDQH QLH]EGQH SU]\ UR]FKRGRZDQLX ]
PDJD]\QXDZV]F]HJyOQRFLJG\SURZDG]RQDMHVWVSU]HGD*1DOH*\Z
WDNLPSU]\SDGNXRNUHOLüGRV]HFLX&HQVSU]HGD*\MHGQSRGVWDZRZ
i
SLü DOWHUQDW\ZQ\FK SR NWyU\FK EG]LH GRNRQ\ZDQD VSU]HGD*
3RQDGWR QDOH*\ RNUHOLü MHGQRVWN PLDU\ UR]FK RGX VSU]HGD*\ L MHM
przelicznik do jednostki magazynowej.
2-16
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
3R]RVWDáH LQIRUPDFMH symbol magazynu, NRQWD PDWHULDáRZHJR, kod
SWW, procent podatku Vat, rodzaj opakowania,
LORü WRZDUX Z
ramach zadeklarowanego rodzaju opakowania, zapasy: minimalny,
normatywny i maksymalny
VZVSyOQH]RSLVDQZ\*HMNDUW=DNXS
$QDORJLF]QLH GR NDUW\ =DNXS PR*OLZ\ MHVW SRGJOG DNWXDOQHJR VWDQX
zapasów magazynowych, oraz obrotów (przychodów i rozchodów)
sprzedawanego towaru.
5\VXQHN(G\FMDLQGHNVXPDWHULDáRZHJR±VSU]HGD*
5\VXQHN(G\FMDLQGHNVXPDWHULDáRZHJRSURGXNFMD

û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-17
.DUWD3URGXNFMDLQDVWSQHNDUW\Z\VWSXMZ\áF]QLHGODHOHPHQWyZ
Z\WZDU]DQ\FK Z\UREyZ SyáZ\UREyZ Z SU]HGVLELRUVWZLH
RNUHORQ\FK MDNR :\UyE QD IRUPDWFH 'DQH JáyZQH 3R]ZDOD
RNUHOLüSRGVWDZRZHGDQHSURFHVXSURGXNFMLWR]QDF]\
1.
Nr katalogowy wyrobu (w przypadku, gdy istnieje potrzeba opisania
HOHPHQWXGODNOLHQWDLQDF]HMQL*SU]\X*\FLXLQGHNVXPDWHULDáRZHJR
SR]ZDODQDVWZRU]HQLHFDáNRZLFLHQLH]DOH*QHJRV\VWHPXQXPHUDFML
2.
1UU\VXQNXZW\PMHJRZHUVM - wybierany z kartoteki rysunków.
3.
Normy na
SROHLQIRUPXMFHGODMDNLHMZLHONRFLSURGXNFMLQDMDN
LORüMHGQRVWHNE\á\REOLF]DQHQRUP\PDWHULDáRZH
4.
:\G]LDá QD NWyU\P RGE\ZD VL SURGXNFMD SRGDMHP\ W\ONR Z
SU]\SDGNXJG\SURGXNFMDHOHPHQWXRGE\ZDVLZFDáRFLQDMHGQ\P
Z\G]LDOHMH*HOLMHVWLQDF]HMWRZ\G]LDá\QDOH*\RNUHOLüQDSR]LRPLH
poszczególnych operacji).
5.
:LHONRFLHNRQRPLF]QHQRUPDW\ZQH, maksymalne i minimalne
partii produkcyjnych.
6.
Rysunek wyrobu -
SU]\FLVN 5\VXQHN SURJUDP XPR*OLZLD
SRSU]H] PHFKDQL]P 2/( SU]HJOGDQLH L HG\FM U\VXQNyZ ]
Z\NRU]\VWDQLHP ]HZQWU]QHM DSOLNDFML VNRMDU]RQHM ] GDQ\P
IRUPDWHP JUDILF]Q\P R LOH SRVLDGDP\ Z V\VWHPLH DSOLNDFM
REVáXJXMFGDQ\IRUPDW=HZ]JOGXQDREVáXJPHFKDQL]PX2/(
PR*OLZH MHVW Z\ZRá\ZDQLH SRG W\P SU]\FLVNLHP GRNXPHQWyZ Z
LQQ\FK IRUPDWDFK NRU]\VWDMF\FK ] 2/( 3U]\NáDGRZR Z W\P
PLHMVFX PR*HP\ SU]HFKRZ\ZDü SRáF]HQLH ] NDUW WHFKQRORJLF]Q
GDQHJR LQGHNVX PDWHULDáRZHJR ]DSLVDQ Z IRUPDFLH Worda
'2& : WDNLP SU]\SDGNX PR*OLZ\ MHVW WDN*H SRGJOG L HG\FMD
karty.
8:$*$ SURJUDP SU]HFKRZXMH Z ED]LH MHG\QLH SRáF]HQLD ]
SOLNDPL D QLH VDPH SOLNL 8VXQLFLH SOLNyZ EG( ]PLDQD PLHMVFD
FLH*NLLFKSU]HFKRZ\ZDQLDVSRZRGXMHXWUDWW\FKSRáF]H
1LH]DOH*QLHRGWHJRPR*HP\SU]HFKRZ\ZDüLSU]HJOGDüU\VXQNLZ
postaci wektorowej, charakterystycznej dla programów CAD-
RZVNLFK SU]\FLVN &$' 3RGJOG MHVW UHDOL]RZDQ\ GOD IRUPDWX ]
UR]V]HU]HQLHP ';) PR*OLZ\ MHVW SRGJOG LQQ\FK IRUPDWyZ Z
]DOH*QRFLRG]DLQVWDORZDQHMSU]HJOGDUNL
7.
1XPHUJáyZQHJRZDULDQWXWHFKQRORJLF]QHJRSURGXNFML.
2-18
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
6]F]HJyOQ XZDJ QDOH*\ ]ZUyFLü QD PR*OLZRü SURZDG]HQLD
wielowariantowej technologii wyrobu. Nowy wariant technologiczny
ZSURZDG]DP\SRSU]H]ZFLQLFLHSU]\FLVNX]SR]LRPX1DZLJDWRUD
umieszczonego w dolnej sekcji formatki lub klawisza <Insert>. Dla
ND*GHJR ] Z\EUDQ\FK ZDULDQWyZ PR*HP\ ZSURZDG]Lü LQQH VNáDGQLNL L
QRUP\PDWHULDáRZHRUD]]Uy*QLFRZDüRSHUDFMHWHFKQRORJLF]QH
'ODND*GHJR]ZSURZDG]DQ\FKZDULDQWyZDNW\ZQHVSU]\FLVNL
=DWZLHUG( SR]ZDOD QD ]DWZLHUG]HQLH ELH*FHJR ZDULDQWX
WHFKQRORJLF]QHJR Z\SHáQLDQH V SROD GDW\ ]DWZLHUG]HQLD L V\PEROX
X*\WNRZQLND]DWZLHUG]DMFHJR
Odblokuj - usuwa zapis zatwierdzenia technologii.
6\VWHPSURZDG]LWDN*HHZLGHQFMRNUHVyZRERZL]\ZDQLDL]PLDQRUD]
]DWZLHUG]H ZDULDQWyZ WHFKQRORJLF]Q\FK GRNRQ\ZDQ\FK SU]H]
uprawnionych pracowników (przycisk
6]F]HJyá\).
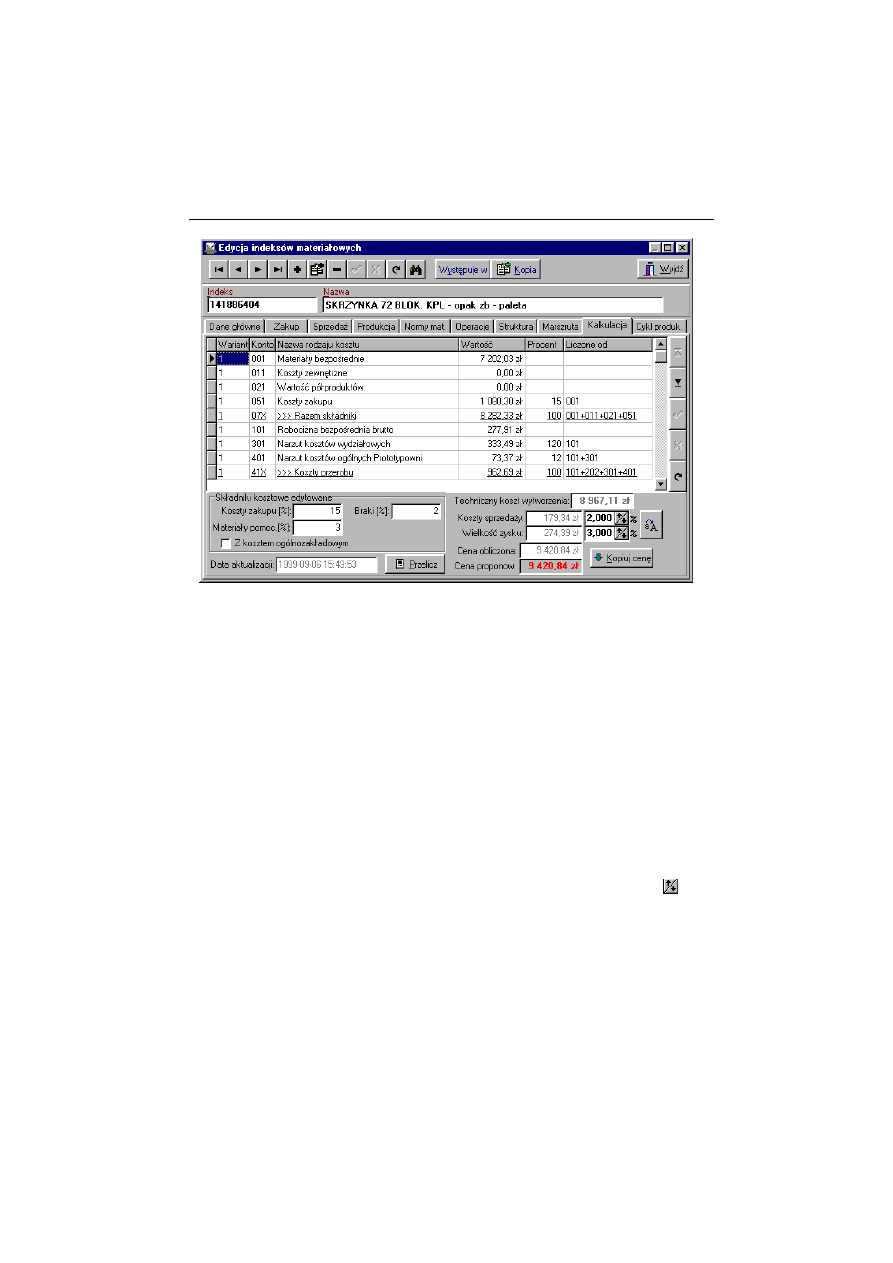
5\VXQHN(G\FMDLQGHNVXPDWHULDáRZHJRQRUP\PDWHULDáRZH
.DUWD 1RUP\ PDWHULDáRZH Z\VWSXMH Z\áF]QLH GOD HOHPHQWyZ
SURGXNRZDQ\FK Z SU]HGVLELRUVWZLH 6áX*\ GR ]EXGRZDQLD GU]HZLDVWHM
VWUXNWXU\ UR]ZLQLFLD NRQVWUXNF\MQHJR Z\UREX 6WUXNWXUD SR]LRPyZ
GU]HZD MHVW G\QDPLF]QD G]LNL F]HPX Z\VWDUF]\ QD GRZROQ\P
SR]LRPLHRNUHOLüZFKRG]FHZMHMVNáDGVNáDGQLNLQL*V]HJRU]GX
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-19
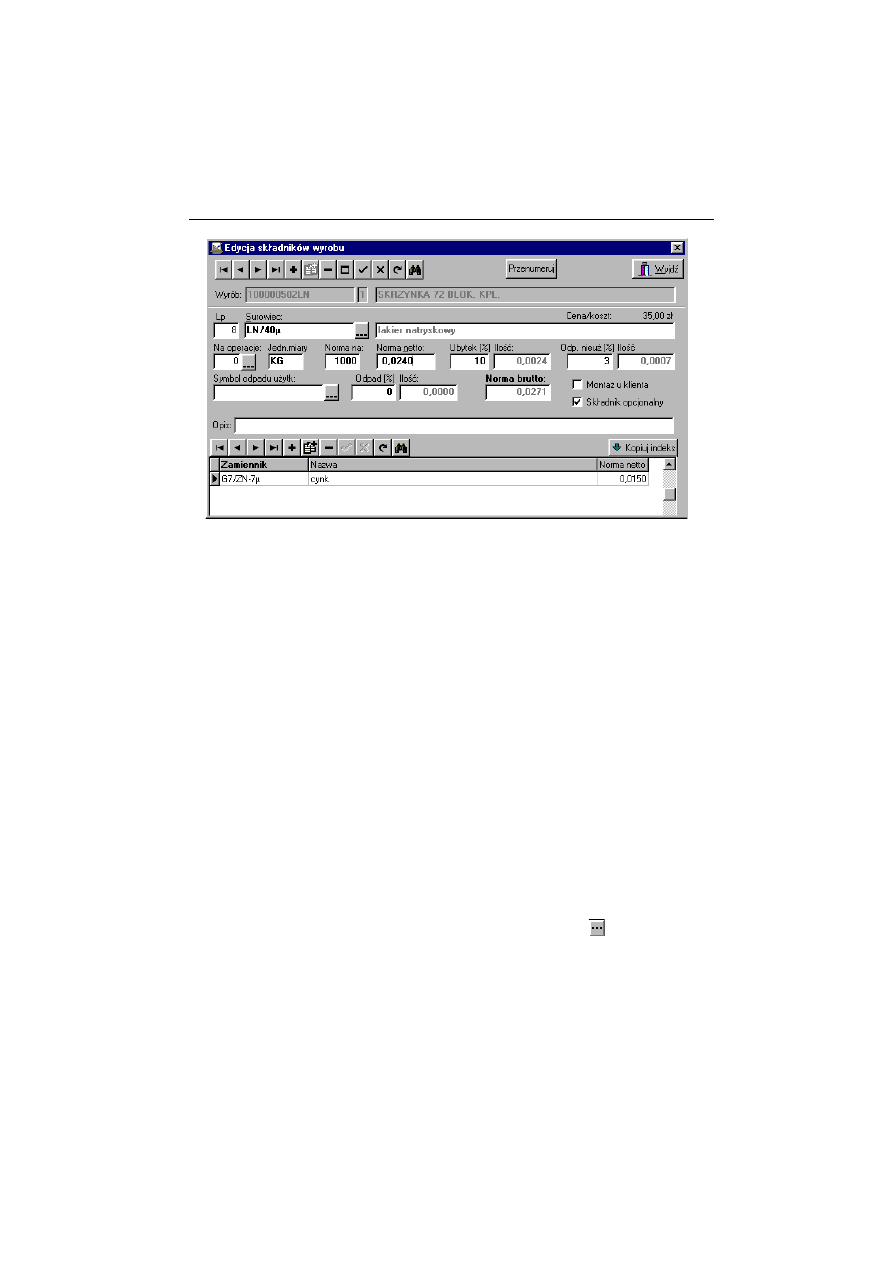
5\VXQHN(G\FMDQRUP\PDWHULDáRZHM
(G\FMD L GRSLV\ZDQLH QRZ\FK VNáDGQLNyZ QL*V]HJR U]GX V
Z\NRQ\ZDQH SU]\ X*\FLX IRUPDWNL (G\FMD VNáDGQLNyZ Z\UREX
(rysunek ze strony poprzedniej) uaktywnianej
ZFLQLFLHPSU]\FLVNX
z poziomu Nawigatora umieszczonego na boku formatki lub podwójnym
NOLNQLFLHPQDSR]\FMZWDEHOLQRUPPDWHULDáRZ\FK
)RUPDWNDHG\F\MQD]DZLHUDQDVWSXMFHRNQD
•
Wyrób - indeks, wariant technologiczny dla którego edytujemy
VNáDGQLNLQD]ZDZ\UREXWU]\SLHUZV]HRNQDVQLHDNW\ZQHV]DUH
PDMFKDUDNWHULQIRUPDF\MQ\SRQLHZD*Z\ERUXLQGHNVXGRNRQXMHP\]
poziomu KIM;
•
Lp
QXPHU NROHMQ\ HG\WRZDQHJRGRGDZDQHJR VNáDGQLND MH*HOL
QXPHUX QLH ]PLHQLP\ UF]QLH WR ]RVWDQLH RQ SU]\G]LHORQ\
automatycznie, zgodnie z ustalonym skokiem numerowania
VNáDGQLNyZ Parametry systemu> Technologia-1> Skok LP
VNáDGQLNyZ).
•
Surowiec
SRGDMHP\LQGHNVZSURZDG]DQHJRVNáDGQLNDUF]QLHOXE
poprzez wybór z Kartoteki Indeksów – przycisk
obok
okna
6XURZLHF 3ROD ] QD]Z L FHQNRV]WHP XDNWXDOQLDM VL
automatycznie po wprowadzeniu indeksu.
•
Na operacje
GRP\OQLH V\VWHP WUDNWXMH *H ZV]\VWNLH VNáDGQLNL
Z\UREX V SRWU]HEQH QD SLHUZV] RSHUDFM F]\OL Z PRPHQFLH

2-20
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
UR]SRF]FLD SURGXNFML GDQHJR Z\UREX 0R*HP\ MHGQDN RNUHOLü
SRWU]HEGDQHJRVNáDGQLNDZ\UREXQDSy(QLHMV]RSHUDFM]JRGQLH]
SURFHVHP WHFKQRORJLF]Q\P 0R*H WR E\ü SU]\GDWQH QS Z SURFHVLH
SURGXNF\MQ\P GX*\FK VHULL Z\UREyZ ZyZF]DV GRNáDGQLHMV]H
SODQRZDQLH SRWU]HE PDWHULDáRZ\FK PD ]DVDGQLF]H ]QDF]HQLH ]H
Z]JOGXQDNRV]W\PDJD]\QRZDQLDNRV]W\]DPUR*RQHJRNDSLWDáXLWG
•
Norma na
Z SROX W\P RNUHODP\ LOH MHGQRVWHN Z\UREXVNáDGQLND
Z\*V]HJRU]GXPR*QDZ\WZRU]\ü]LORFLVXURZFDVNáDGQLNDQL*V]HJR
U]GX SRGDQHM Z SROX 1RUPD QHWWR 1RUPD EUXWWR : QDV]\P
SU]\NáDG]LH QD U\VXQNX SRZ\*HM ] P WDP\ VWDORZHM 6W6[
[PR*QDZ\WZRU]\üszt wodzików zapadki.
•
Norma netto (Norma brutto)
MHGQD ] W\FK QRUP MHVW QRUP
REOLF]DQ SU]H] V\VWHP Z ]DOH*QRFL RG RNUHOHQLDVWRSQLD XE\WNyZ
Wyboru normy obliczanej dokonujemy w polu Parametry
V\VWHPX!7HFKQRORJLD!:\OLF]DQDQRUPDVNáDGQLNyZ.
•
Ubytek
PR*HP\RNUHOLüLORFLRZRZMHGQRVWFHGDQHJRVNáDGQLND
OXE SURFHQWRZR : ]DOH*QRFL RG XVWDZLHQLD Z SROX Parametry
systemu> Technologia-1> Odpady,ubytki procentowo
-
LORü XE\WNX
EG]LHSU]HOLF]DQDDXWRPDW\F]QLHQDSURFHQW\OXERGZURWQLHSURFHQW
XE\WNXQDLORü
•
2GSDG QLHX*\WNRZ\ PR*HP\ RNUHOLü LORFLRZR Z MHGQRVWFH
GDQHJR VNáDGQLND OXE SURFHQWRZR 0LDQHP RGSDGX QLHX*\WNRZHJR
RNUHODP\ ND*G\ RGSDG NWyUHJR RG]\VN GDOV]H Z\NRU]\VWDQLH MHVW
QLHRSáDFDOQ\ ]H Z]JOGyZ LORFLRZ\FK ZDUWRFLRZ\FK LWG ,ORü
VXURZFD SRGDQD Z W\P SROX MHVW WUDFRQD QS ]H Z]JOGyZ
technologicznych) i nie jest prowadzona dalsza ewidencja odpadów
tego typu.
•
6\PEROLSURFHQWRGSDGXX*\WNRZHJRPR*HP\RNUHOLüLORFLRZR
Z MHGQRVWFH GDQHJR VNáDGQLND OXE SURFHQWRZR 0LDQHP RGSDGX
X*\WNRZHJRRNUHODP\RGSDGNWyUHJRLORüEG(ZDUWRüMHVWQDW\OH
]QDF]FDDE\RSáDFDOQ\E\áMHJRRG]\VNGDOV]HZ\NRU]\VWDQLH$E\
PR*OLZD E\áD GDOV]D HZLGHQFMD RGSDGyZ WHJR W\SX ND*G\ URG]DM
RGSDGX X*\WNRZHJR SRZLQLHQ SRVLDGDü VZyM LQGHNV Z .DUWRWHFH
,QGHNVyZ0DWHULDáRZ\FK
•
0RQWD*XNOLHQWD - pole informacyjne.
•
6NáDGQLN RSFMRQDOQ\ SR Z\EUDQLX WHM RSFML SRMDZLD VL WDEHOD
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-21
zamienników w
NWyUHM RNUHODP\ LQGHNV PDWHULDáRZ\ ]DPLHQQLND L
MHJR QRUP QHWWR : SU]\SDGNX VWRVRZDQLD MDNR ]DPLHQQLNyZ W\FK
VDP\FKLQGHNVyZUy*QLF\FKVLW\ONRQRUP]X*\FLDGRGRSLV\ZDQLD
]DPLHQQLNyZPR*HP\Z\NRU]\VW\ZDüSU]\FLVN.RSLXMLQGHNV
3RQL*HM]RVWDá]DZDUW\RSLVZV]\VWNLFKR]QDF]HVNáDGQLNyZPRJF\FK
Z\VWSLüZWDEHOLQRUPPDWHULDáRZ\FK
Kolor czcionki:
Dodatkowe oznaczenia czcionki
Czarny
VNáDGQLN]Z\Ná\QLH
SRVLDGDMF\
zdefiniowanych
zamienników)
]Z\NáD
surowiec (nie posiada
VNáDGQLNyZQL*V]HJR
U]GX
Niebieski
VNáDGQLNRSFMRQDOQ\
SRVLDGDMF\
zamienniki)
]Z\NáD]
SRGNUHOH
niem
SyáZ\UyESRVLDGD
VNáDGQLNLQL*V]HJR
U]GX
pochylona
SyáZ\UyEZ\WZDU]DQ\
w kooperacji
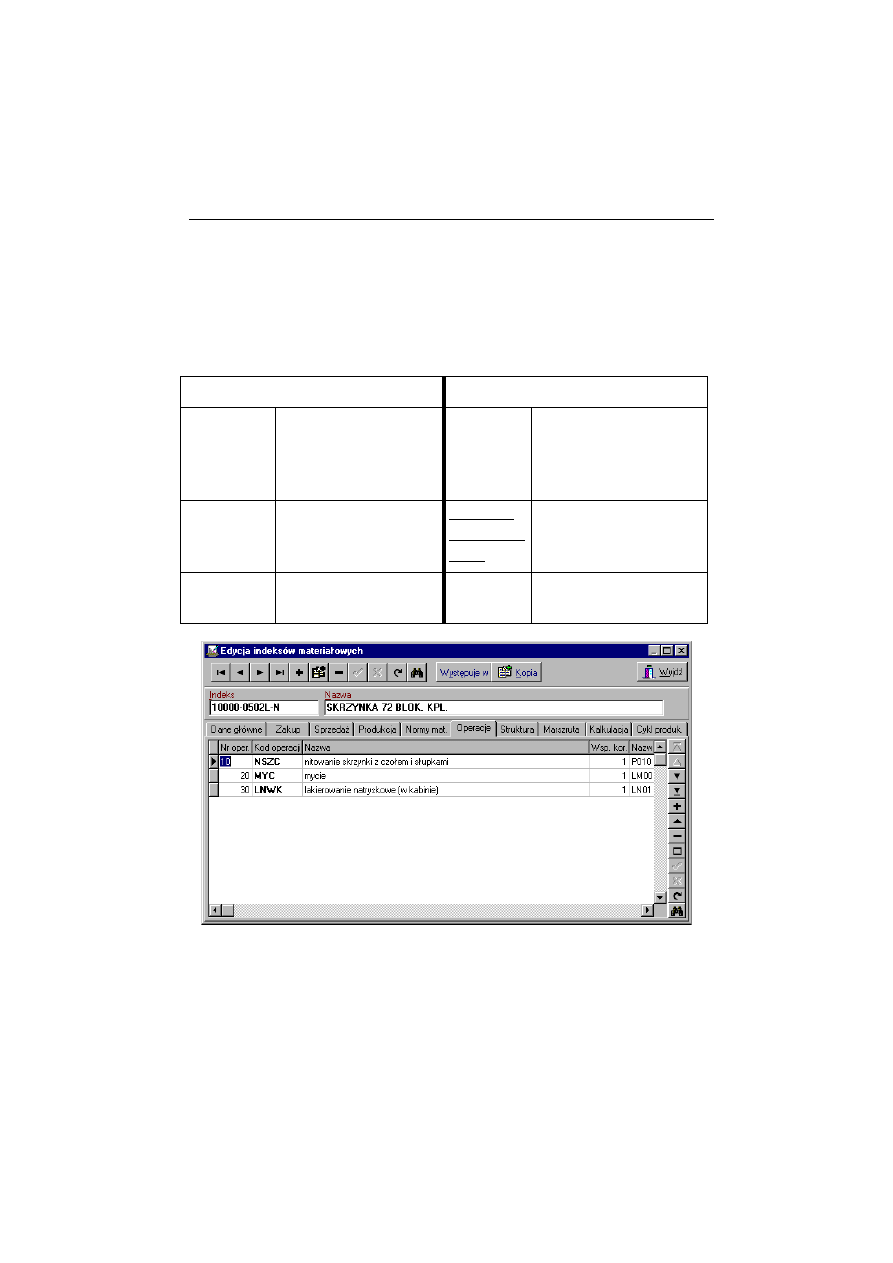
Rysunek 8
(G\FMDLQGHNVXPDWHULDáRZHJR±RSHUDFMH
.DUWD 2SHUDFMH 7HFKQRORJLF]QH Z\VWSXMH Z\áF]QLH GOD HOHPHQWyZ
SURGXNRZDQ\FK Z SU]HGVLELRUVWZLH 3R]ZDOD ]EXGRZDü VWUXNWXU
2-22
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
marszruty technologicznej (zapis przebiegu operacji technologicznych).
1D SRGVWDZLH GDQ\FK NDUW\ RSHUDFML PR*OLZH MHVW Sy(QLHMV]H
harmonogramowanie produkcji, (czasy tpz, tj pracownika, tj maszyny,
czasy oczekiwania i transportu), bilansowanie zasobów produkcyjnych
SURZDG]RQ\FK Z XNáDG]LH JUXS VWDQRZLVN RNUHOHQLH NRQLHF]Q\FK
QDU]G]LRUD]SURZDG]HQLHGRNXPHQWDFML]JRGQLH]Z\PRJDPLQRUP,62
VHULLGRW\F]F\PLRSHUDFML
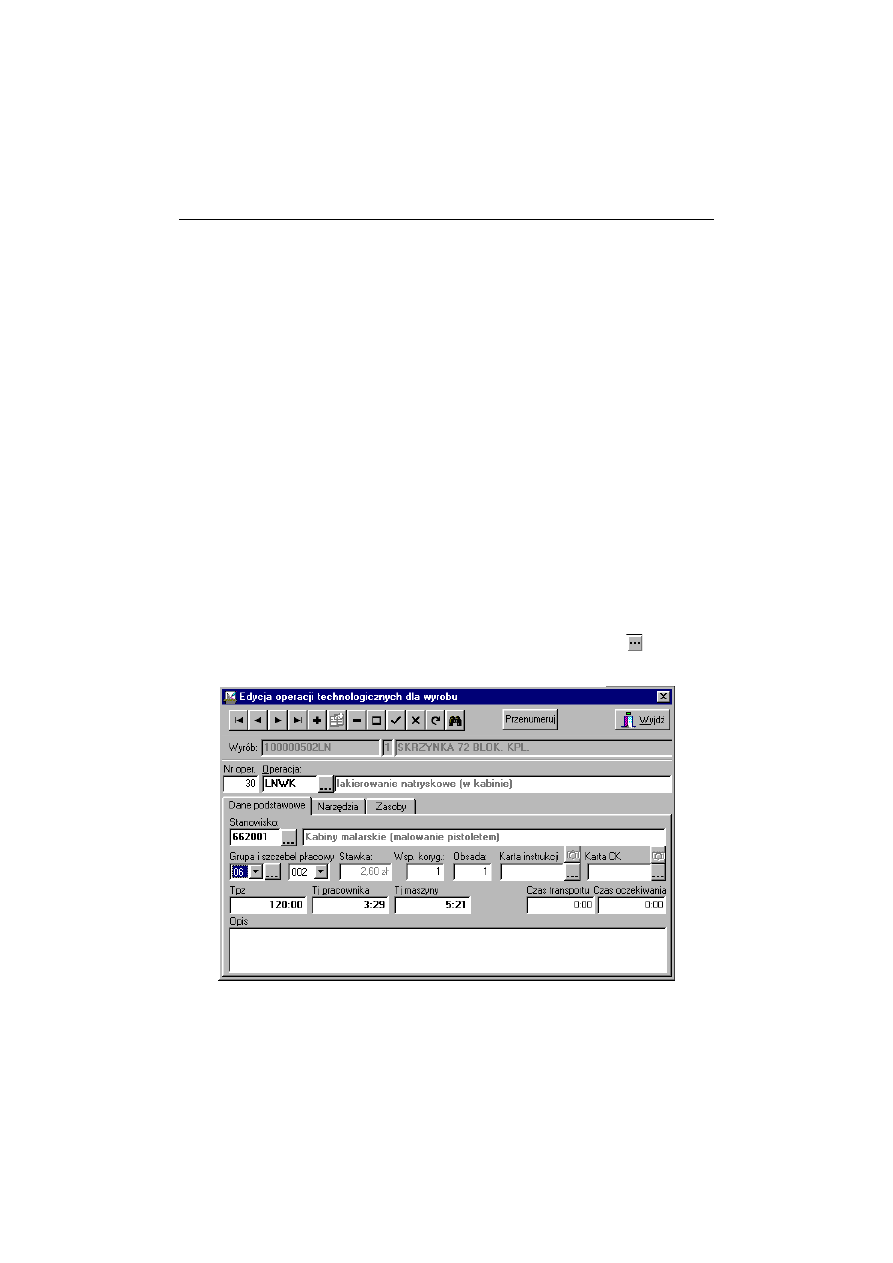
(G\FMD L GRSLV\ZDQLH QRZ\FK RSHUDFML V Z\NRQ\ZDQH SU]\ X*\FLX
formatki "Edycja operacji technologicznych dla wyrobu" (rysunek na
stronie poprzedniej) uaktywnianej
ZFLQLFLHPSU]\FLVNX]SR]LRPX
Nawigatora umieszczonego na boku formatki lub podwójnym
NOLNQLFLHP QD SR]\FM Z WDEHOL RSHUDFML WHFKQRORJLF]Q\FK
)RUPDWNDHG\F\MQD]DZLHUDQDVWSXMFHGDQH
•
Wyrób - indeks, wariant technologiczny dla którego edytujemy
RSHUDFMHQD]ZDZ\UREXWU]\SLHUZV]HRNQDVQLHDNW\ZQHV]DUH
PDMFKDUDNWHULQIRUPDF\MQ\SRQLHZD*Z\ERUXLQGHNVXGRNRQXMHP\]
poziomu KIM;
•
Nr operacji, operacja - podajemy symbol wprowadzanej operacji -
UF]QLH OXE SRSU]H] Z\EyU ] .DUWRWHNL 2SHUDFML
przycisk
obok okna "Operacja".
Rysunek 9. Edycja operacji technologicznych dla wyrobu
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-23
Numer operacji zostaje przydzielony automatycznie, zgodnie z
ustalonym skokiem numerowania operacji (Parametry systemu>
7HFKQRORJLD! 6NRN /3 RSHUDFML 1XPHU WHQ PR*QD PRG\ILNRZDü
3ROH]QD]ZXDNWXDOQLDMVLDXWRPDW\F]QLHSRZSURZDG]HQLXLQGHNVX
:UDPDFK]DNáDGNL'DQHSRGVWDZRZHSRGDMHP\QDVWSXMFHGDQH
1.
Kod stanowiska
UF]QLH OXE SRSU]H] Z\EyU ] .DUWRWHNL
Stanowisk - przycisk
RERN RNQD 6WDQRZLVNR 3ROH ] QD]Z
XDNWXDOQLDVLDXWRPDW\F]QLHSRZSURZDG]HQLXNRGXVWDQRZLVND
2.
*UXSD ]DV]HUHJRZDQLD L V]F]HEHO SáDFRZ\ SUDFRZQLND - w
]DOH*QRFL RG Z\EUDQHM JUXS\ L V]F]HEOD Z\ZLHWORQD ]RVWDQLH
ZDUWRüZSROX6WDZND
3.
Obsada
OLF]EDSUDFRZQLNyZREVáXJXMF\FKGDQHVWDQRZLVNR
4.
Karta instrukcji
ZW\PPLHMVFXPR*HP\SRGDüV\PEROQD]ZL
FLH*N GR SOLNX ]DZLHUDMFHJR NDUW LQVWUXNFML REUyENL GOD
HG\WRZDQHM RSHUDFML 2SLVDQH NDUW\ LQVWUXNFML V SU]HFKRZ\ZDQH Z
WDEHOLVNGPR*HP\MHZ\ELHUDüSU]\HG\WRZDQLXNROHMQ\FKRSHUDFML
5.
Karta CK
ZW\PPLHMVFXPR*HP\SRGDüV\PEROQD]ZLFLH*N
GRSOLNX]DZLHUDMFHJRNDUWF\NOXNRQWUROLGODHG\WRZDQHMRSHUDFML
2SLVDQH NDUW\ &. V SU]HFKRZ\ZDQH Z WDEHOL VNG PR*HP\ MH
Z\ELHUDüSU]\HG\WRZDQLXNROHMQ\FKRSHUDFML
6.
Czasy
MHGQRVWN F]DVyZ RSHUDFML GHILQLXMHP\ Z SDUDPHWUDFK
systemu: Parametry systemu >Technologia-1 > Operacje podawane
w
):
•
czas tpz
F]DV SU]\JRWRZDZF]R]DNRF]HQLRZ\ SRGDZDQ\ GOD
VHULLSURGXNF\MQHMZLHONRüVHULLLVWRWQ]SXQNWXNDONXODFMLNRV]WX
Z\WZRU]HQLD
Z\UREX
RNUHODP\
Z ]DNáDGFH (G\FMD LQGHNVyZ PDWHULDáRZ\FK! &\NO SURGXNF\MQ\!
:LHONRüVHULL);
•
czasy jednostkowe - tj pracownika, tj maszyny - czas operacji
(obróbki) na danym stanowisku podawany dla jednego wyrobu. Z
SXQNWX
ZLG]HQLD
Sy(QLHMV]HJR
ELODQVRZDQLD
]DVREyZ
produkcyjnych istotniejszy jest czas maszyny.

2-24
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
6\VWHP MDNR ]DVyE WUDNWXMH JUXS VWDQRZLVN Z NU\W\F]Q\P
SU]\SDGNX
JUXS
VWDQRZLVN
PR*H
VWDQRZLü
MHGQR
stanowisko/maszyna).
:SU]\SDGNXSUDF\ZLHORZDUV]WDWRZHMMHGHQSUDFRZQLNREVáXJXMH
ZLFHMQL*MHGQPDV]\QF]DVWMSUDFRZQLNDEG]LHDXWRPDW\F]QLH
obliczany na podstawie czasu
WM PDV]\Q\ L RNUHORQHJR
ZVSyáF]\QQLND ZLHORZDUV]WDWRZRFL SRGDZDQHJR GOD JUXS\
VWDQRZLVN : FHOX XDNW\ZQLHQLD WHJR Z\ELHUDP\ RSFM ]
parametrach systemu:
Parametry systemu>Technologia-1>Tj prac = Tj masz * wsp.
wielowarszt.
:VSyáF]\QQLND WHJR PR*HP\ UyZQLH* X*\ZDü GR RNUHODQLD
ZLHORRVRERZHM
REVDG\
VWDQRZLVN
ZVSyáF]\QQLN
ZLHORZDUV]WDWRZRFL!
•
czas transportu, czas oczekiwania - czasy pomocnicze. Czas
WUDQVSRUWX MHVW ]GHILQLRZDQ\ MDNR F]DV SU]HG HG\WRZDQ RSHUDFM
(np. transport
PLG]\VWDQRZLVNRZ\ &]DV RF]HNLZDQLD MHVW
]GHILQLRZDQ\ MDNR F]DV SR HG\WRZDQHM RSHUDFML QS VFKQLFLH SR
malowaniu);
7.
Wsp. koryg.
ZVSyáF]\QQLNNRU\JXMF\:W\PRNQLHX*\WNRZQLN
PD PR*OLZRü RNUHOHQLD OLF]E\ NWyUD EG]LH PQR*QLNLHP F]DVyZ
operacji (tpz, tj pracownika,
WMPDV]\Q\0R*HPLHüWR]DVWRVRZDQLH
np. w przypadku wprowadzania nowych wyrobów (prototypów).
:SURZDG]HQLH ZVSyáF]\QQLND NRU\JXMFHJR SR]ZDOD QD Z\JRGQH
SRZLNV]HQLH F]DVyZ RSHUDFML Z RNUHVLH UR]UXFKX SURGXNFML EH]
NRQLHF]QRFL ZSURZDG]DQLD ]PLDQ Z ZDUWRFLDFK SRV]F]HJyOQ\FK
F]DVyZ L Sy(QLHMV]HJR LFK SU]\ZUDFDQLD SR SU]HMFLX Z WU\E
SURGXNFMLFLJáHM
: UDPDFK ]DNáDGNL 1DU]G]LD PR*HP\ GRNRQDü Z\ERUX QDU]G]L
]ZL]DQ\FK ] GDQ RSHUDFM :\ERUX GRNRQXMHP\ ] NDUWRWHNL QDU]G]L
NWyUHM RSLV ]DZLHUD UR]G]LDá 0R*HP\ WDN*H Z\SHáQLü ]DNáDGN
]DVREyZ SU]\SLVXMF ]DVRE\ NU\W\F]QH LQQH QL* JUXS\ VWDQRZLVN GR
RSHUDFML GRNRQXMF Z\ERUX ] NDUWRWHNL ]DVREyZ RSLVDQHM Z UR]G]LDOH
:\SHáQLHQLH ]DNáDGNL Ä1DU]G]LD´ RUD] ]DNáDGNL Ä=DVRE\´ MHVW
opcjonalne.
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-25
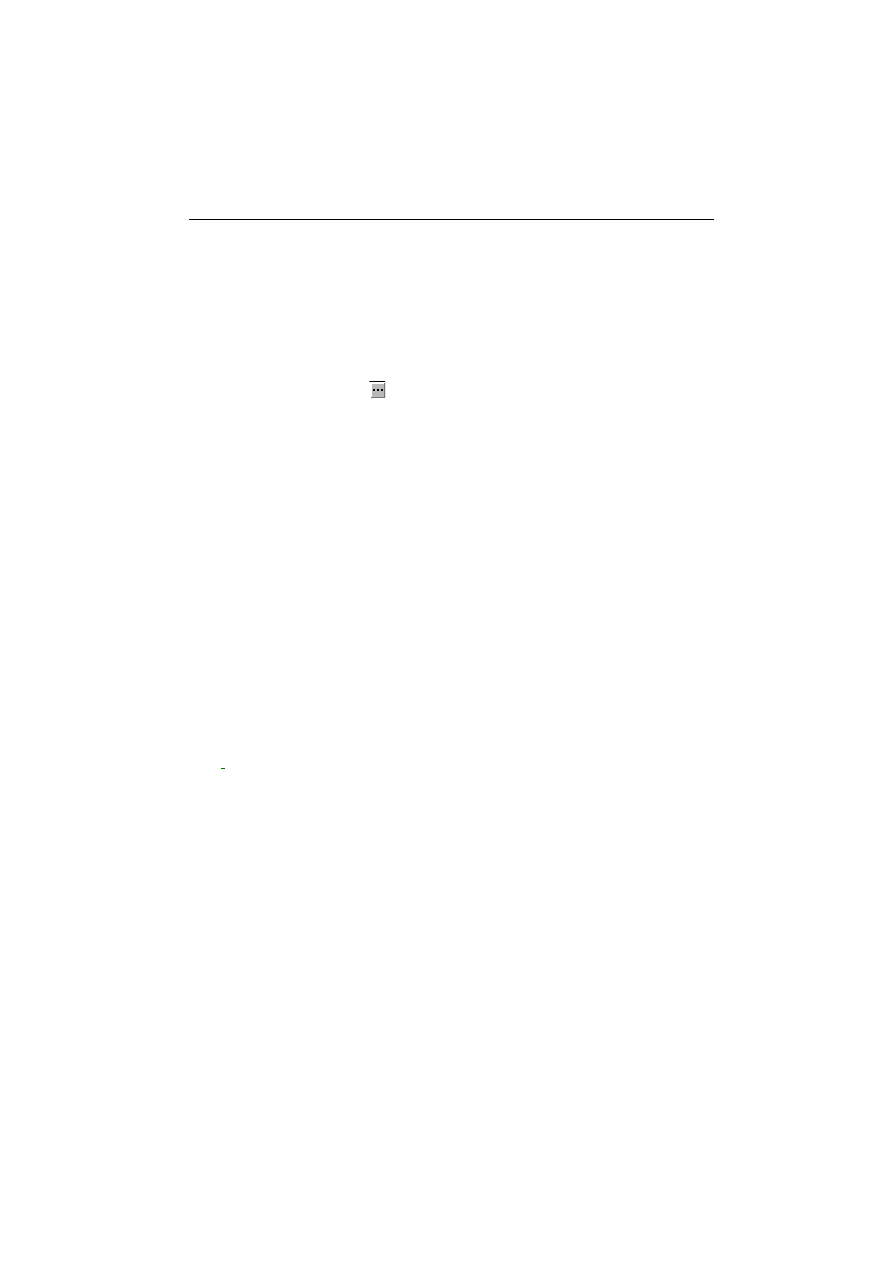
5\VXQHN(G\FMDLQGHNVXPDWHULDáRZHJRVWUXNWXUD
.DUWD 6WUXNWXUD REUD]XMH VWUXNWXU Z\UREX Z IRUPLH UR]ZLMDOQHJR
GU]HZD]SRGDQLHP QRUP\ ]X*\FLD L ZDUWRFL .DUWDWD MHVW JUDILF]Q\P
RG]ZLHUFLHGOHQLHP WDEHOL ] NDUW\ 1RUP\ PDWHULDáRZH MHGQDN Z
RGUy*QLHQLXRGQLHMSRND]XMHQLHW\ONRVNáDGQLNLEH]SRUHGQLHOHF]SHáQH
UR]ZLQLFLD VWUXNWXUDOQH ,QGHNV\ Z GU]HZLH UR]SRF]\QDM VL LNRQDPL
XáDWZLDMF\PLLFKNODV\ILNDFM
PDWHULDáVXURZLHFQLHSRVLDGDVNáDGQLNyZQL*V]HJRU]GX
SyáZ\UyESRVLDGDVNáDGQLNLQL*V]HJRU]GX
VNáDGQLNPDWHULDáSyáZ\UyERSFMRQDOQ\SRVLDGDMF\]DPLHQQLNL
SyáZ\UyEZ\WZDU]DQ\ZNRRSHUDFML
=SR]LRPXNDUW\VWUXNWXU\PR*OLZHV
•
SHáQDHG\FMDEH]SRUHGQLFKVNáDGQLNyZZ\UREXSRGZyMQHNOLNQLFLH
QD RSHUDFM OXE X*\FLH NRPELQDFML NODZLV]\ Ctrl+M 3RG SRMFLHP
VNáDGQLNyZEH]SRUHGQLFKUR]XPLHP\LQGHNV\NWyUHVSU]\SLVDQHGR
Z\UREXZNDUFLH1RUP\PDWHULDáRZH1LHPR*OLZDMHVWHG\FMD]WHJR
SR]LRPXRSHUDFMLVNáDGQLNyZQL*V]HJRU]GX
•
]DZ*HQLH ZLGRNX VWUXNWXU\ Z\UREX W\ONR GR VNáDGQLNyZ
EH]SRUHGQLFKNODZLV]HCtrl+B);
2-26
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
•
SRGJOG Z\ND]X RSHUDFML WHFKQRORJLF]Q\FK GOD ]D]QDF]RQHJR
VNáDGQLNDZ\UREXNRPELQDFMD Ctrl+W)
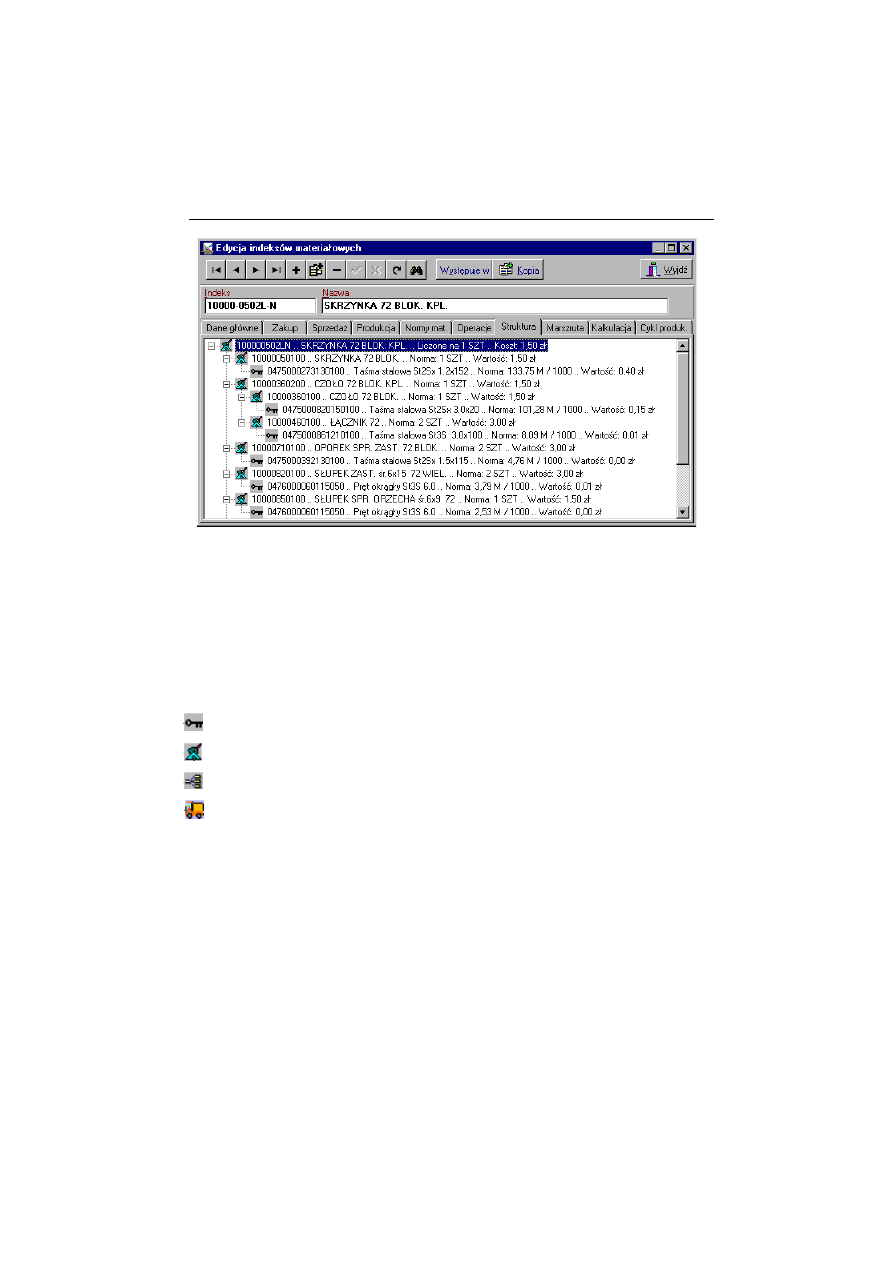
5\VXQHN(G\FMDLQGHNVXPDWHULDáRZHJR±PDUV]UXWD
.DUWD 0DUV]UXWD REUD]XMH UR]ZLQLFLH VWUXNWXUDOQH PDUV]UXW\
technologicznej czyli zapis przebiegu operacji technologicznych wyrobu
w formie rozwijalnego drzewa z podaniem czasów: tpz, tj pracownika, tj
PDV]\Q\ RUD] ZDUWRFL L JUXS\ VWDQRZLVN Z NWyUHM GDQD RSHUDFMD MHVW
wykonywana. Karta ta jest graficznym odzwierciedleniem tabeli z karty
2SHUDFMH MHGQDN Z RGUy*QLHQLX RG QLHM SRND]XMH QLH W\ONR RSHUDFMH
EH]SRUHGQLH OHF] SHáQH UR]ZLQLFLD VWUXNWXUDOQH W]Q ] RSHUDFMDPL
VNáDGQLNyZQL*V]HJRU]GX
Ikona
ZGU]HZLHPDUV]UXW\R]QDF]DRSHUDFMGRZ\NRQDQLD
=SR]LRPXNDUW\PDUV]UXW\PR*OLZHV
•
SHáQD HG\FMD EH]SRUHGQLFK RSHUDFML WHFKQRORJLF]Q\FK Z\UREX
(podwójne
NOLNQLFLH QD RSHUDFM OXE X*\FLH NRPELQDFML NODZLV]\
Ctrl+M
3RGSRMFLHPRSHUDFMLEH]SRUHGQLFKUR]XPLHP\RSHUDFMH
NWyUHVSU]\SLVDQHGRZ\UREXZNDUFLH2SHUDFMH1LHPR*OLZDMHVW
HG\FMD]WHJRSR]LRPXRSHUDFMLVNáDGQLNyZQL*V]HJRU]GX
•
]DZ*HQLH ZLGRNX VWUXNWXU\ Z\UREX W\ONR GR VNáDGQLNyZ L RSHUDFML
EH]SRUHGQLFKNODZLV]HCtrl+B);
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-27
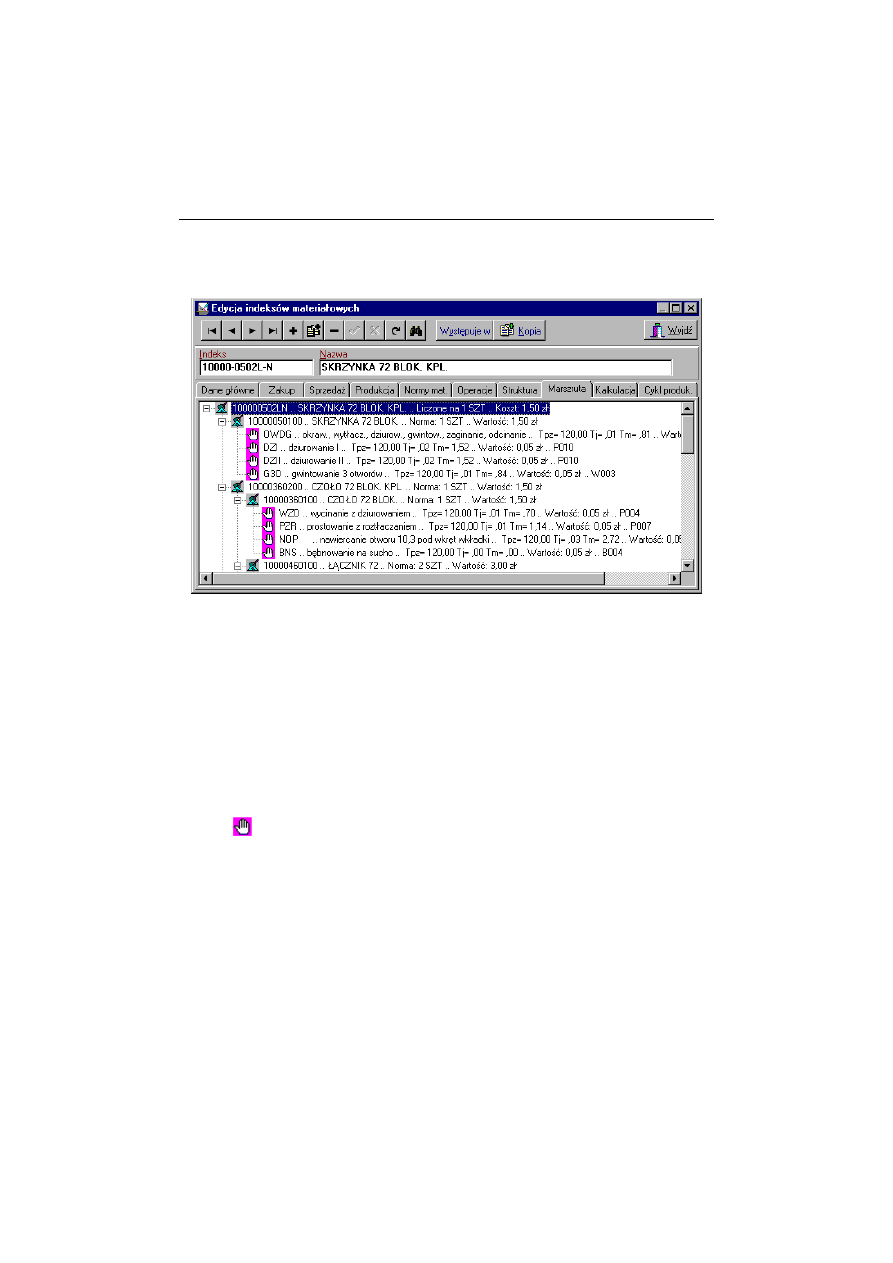
5\VXQHN(G\FMDLQGHNVXPDWHULDáRZHJRNDONXODFMD
K
DUWD.DONXODFMDVáX*\GROHG]HQLDQDELH*FRNRV]WyZZ\WZRU]HQLD
SURGXNWX L PR*H E\ü Z\NRU]\VWDQD GR SURZDG]HQLD DQDOL]\ NRV]WyZ L
FHQ VSU]HGD*\ Z\UREX =DVDG\ WZRU]HQLD SRV]F]HJyOQ\FK VNáDGQLNyZ
NRV]WRZ\FK NDONXODFML ]RVWDá\ SU]HGVWDZLRQH Z UR]G]LDOH
6áRZQLNLZáDVQH±VáRZQLNURG]DMyZNRV]WyZ
Wyliczenia Technicznego Kosztu Wytworzenia dla edytowanego w
GDQHM FKZLOL LQGHNVX GRNRQXMHP\ SU]\ X*\FLX SU]\FLVNX
„
3U]HOLF]´:\QLNLHP SU]HSURZDG]RQ\FK REOLF]H MHVW WHFKQLF]Q\ NRV]W
Z\WZRU]HQLDEGF\VXPNRV]WyZ]HEUDQ\FKZWDEHOLNRV]WyZVSRVyE
REOLF]DQLD7.:PR*HE\ü]LQG\ZLGXDOL]RZDQ\GODND*GHJRLQGHNVX]
.DUWRWHNL,QGHNVyZ0DWHULDáRZ\FK
:GZyFKSRQL*V]\FKRNQDFKPDP\PR*OLZRüSU]HSURZDG]HQLD
V\PXODFML NDONXORZDQ\FK FHQ Z\UREX SU]\ Uy*Q\FK SR]LRPDFK ]\VNX L
FHQ VSU]HGD*\ =PLDQ\ SURFHQWyZ ZLHONRFL ]\VNX L QDU]XWX NRV]WyZ
VSU]HGD*\
PR*HP\
GRNRQ\ZDü
SU]\
SRPRF\
SU]\FLVNyZ
XPLHV]F]RQ\FK Z RGSRZLHGQLFK ZLHUV]DFK 3U]\ ]PLDQLH ZLHONRFL
]\VNX L QDU]XWX NRV]WyZ VSU]HGD*\ RNQR &HQD REOLF]RQD MHVW
XDNWXDOQLDQHQDELH*FRQLHWU]HEDZ\NRQ\ZDüSU]HWZDU]DQLD3U]\FLVN
2-28
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
.RSLXM FHQ VáX*\ GR ]DSDPLWDQLD WDN Z\OLF]RQHM FHQ\ MDNR FHQ\
SURSRQRZDQHM3RZUyWGRZDULDQWXZ\MFLRZHJR]DSHZQLDQDPSU]\FLVN
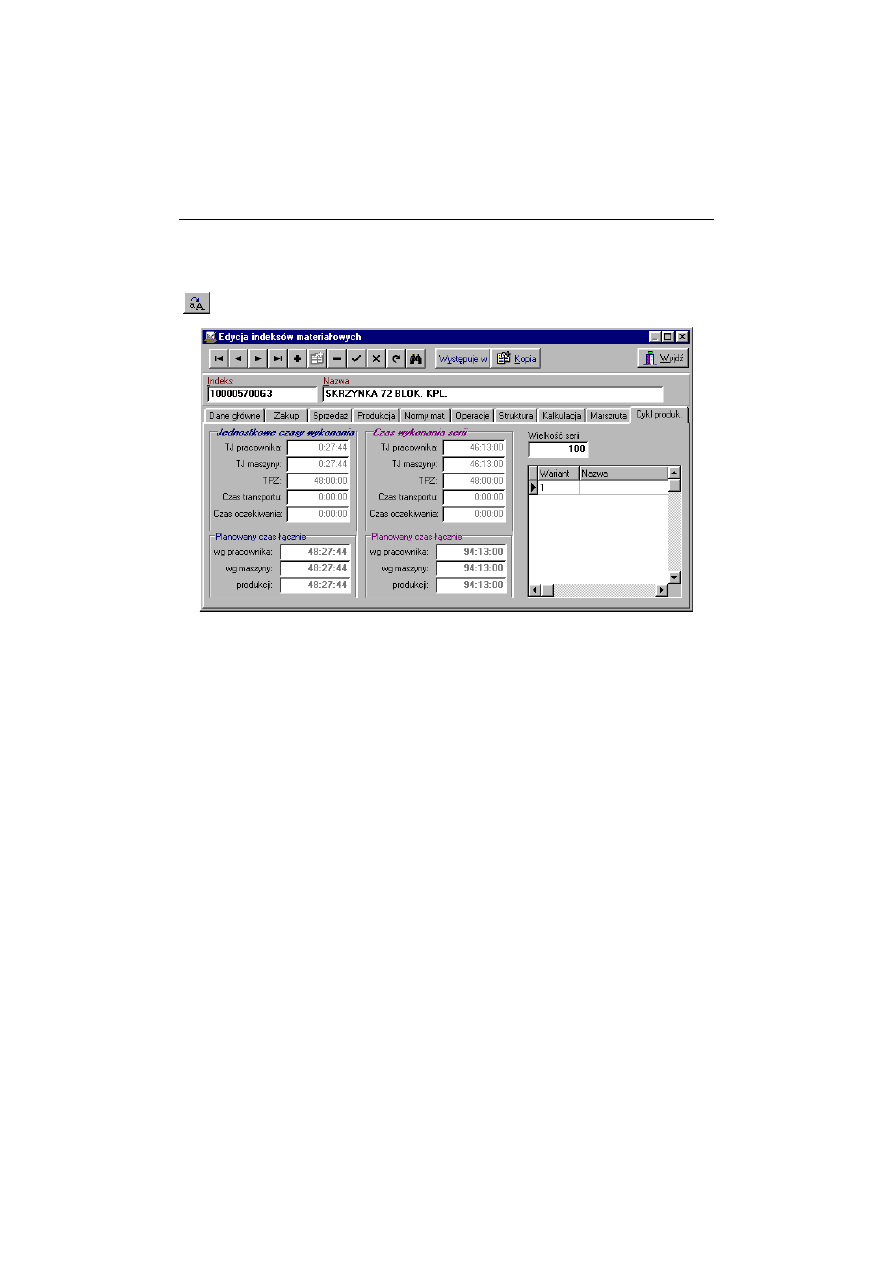
5\VXQHN(G\FMDLQGHNVXPDWHULDáRZHJRF\NOSURGXNF\MQ\
Karta "Cykl produkcyjny" przedstawia w sposób obrazowy czasy
wykonania edytowanego wyrobu. Formatka jest podzielona na dwie
sekcje:
1.
"Jednostkowe czasy wykonania"
Z\ZLHWOD VXPDU\F]QH F]DV\
(tpz, tj pracownika, tj maszyny, transportu i oczekiwania) wszystkich
RSHUDFML ]ZL]DQ\FK ] Z\NRQDQLHP MHGQRVWNL Z\UREX Z W\P
RSHUDFML ]ZL]DQ\FK ] Z\NRQDQLHP VNáDGQLNyZ QL*V]HJR U]GX
3RGVXPRZDQLHP WHM VHNFML MHVW RNQR 3ODQRZDQ\ F]DV áF]QLH
:\OLF]DQHVZQLPQDVWSXMFHZDUWRFLF]DVyZ
•
wg pracownika = tpz + tj pracownika + czas transportu;
•
wg maszyny = tpz + tj maszyny;
•
produkcji =
WS]F]DVWUDQVSRUWXF]DVRF]HNLZDQLDZ\*V]\]
czasów (tj pracownika, tj maszyny)).
2.
"Czas wykonania serii"
]DVDGQLF]R Z\ZLHWOD WH VDPH F]DV\ FR
VHNFMD-HGQRVWNRZHF]DV\Z\NRQDQLD]WUy*QLFMHGQDN*HVRQH
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-29
SRGDZDQHZSU]HOLF]HQLXQDVHULSURGXNF\MQF]DV\tj pracownika i
WMPDV]\Q\VPQR*RQHSU]H]OLF]ESRGDQZSROX:LHONRüVHULL
3UH]HQWDFMH
F]DVyZ
Z\NRQDQLD
PR*HP\
SU]HSURZDG]Dü
ZRGQLHVLHQLXGRND*GHJR]H]GHILQLRZDQ\FKZDULDQWyZ
3.1.2
K
ARTOTEKA
K
ART
T
ECHNOLOGICZNYCH
- KKT
.DUWRWHND.DUW7HFKQRORJLF]Q\FKMHVWZVWUXNWXU]HZHZQWU]QHMSRGREQD
GR .DUWRWHNL ,QGHNVyZ 0DWHULDáRZ\FK -HVW Z VWRVXQNX GR QLHM
]DZ*RQD W]Q REHMPXMH MHG\QLH WH VNáDGQLNL SURFHVX SURGXNF\MQHJR
NWyUHVZ\WZDU]DQHZSU]HGVLELRUVWZLHPDMFHVWDWXVZ\UREXDZLF
SRVLDGDMFH
GU]HZLDVW
VWUXNWXU
NRQVWUXNF\MQ
Z\UREX
L]RVWDá\]GHILQLRZDQHZF]HQLHMZ.DUWRWHFH,QGHNVyZ0DWHULDáRZ\FK
:D*Q ]DOHW ZLGRNX GDQ\FK Z WDEHOL .DUW 7HFKQRORJLF]Q\FK MHVW
Z\V]F]HJyOQLHQLH ZDULDQWyZ WHFKQRORJLF]Q\FK ]ZL]DQ\FK ] GDQ\P
Z\UREHP XNáDG GDQ\FK Z .DUWRWHFH ,QGHNVyZ 0DWHULDáRZ\FK QLH
SR]ZDODVWZLHUG]LüLOHZDULDQWyZLVWQLHMHZREUELHGDQHJRLQGHNVX
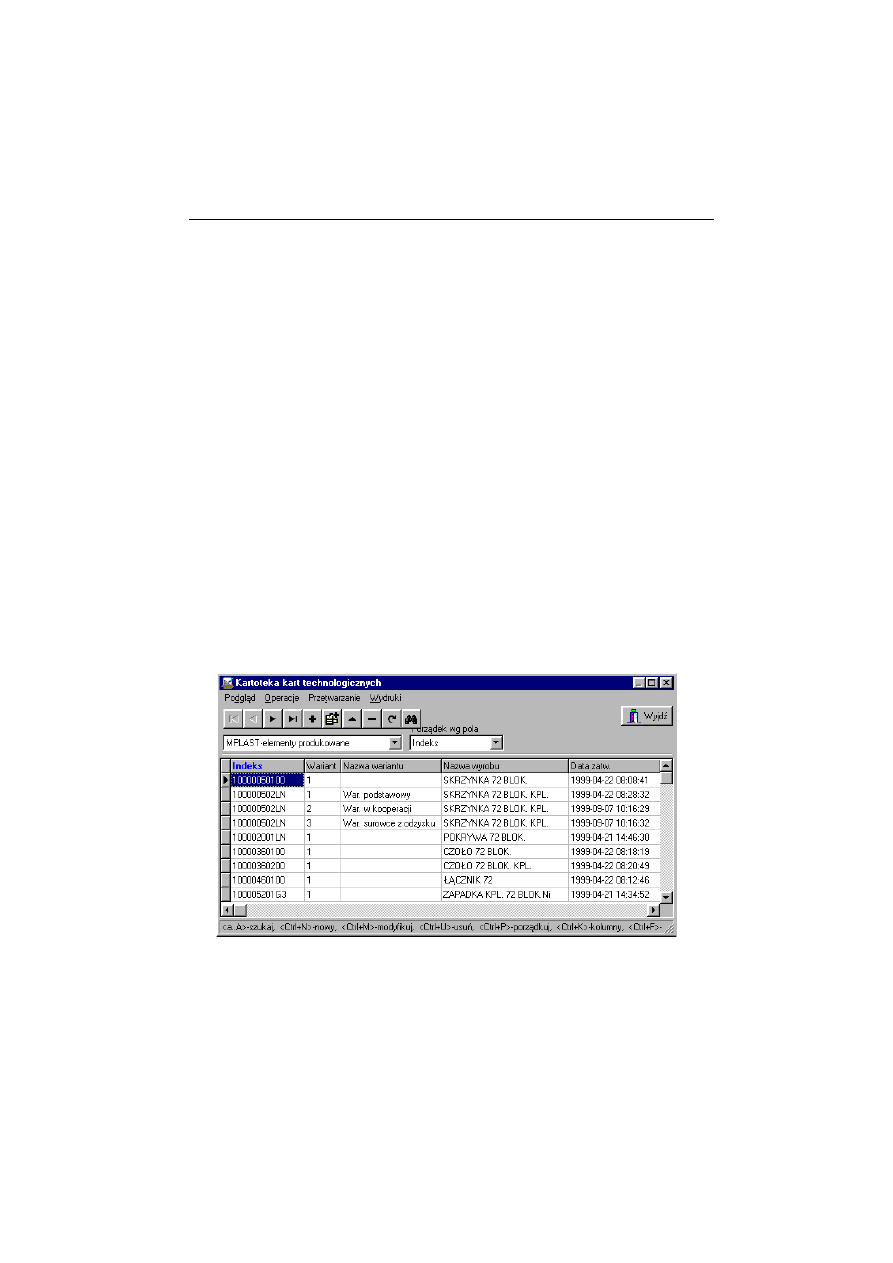
Po
NOLNQLFLX QD LNRQ .DUW\ 7HFKQRORJLF]QH OXE Z\EUDQLX ] PHQX
Kartoteki> Karty Technologiczne
SRND*HVLSU]HGVWDZLRQDQL*HMWDEHOD
GDQHZWDEHOLVSU]\NáDGRZH
Rysunek 14. Kartoteka kart technologicznych
2-30
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
3RSU]H] ZFLQLFLH NODZLV]\ Ctrl+M (Operacje> Modyfikuj)
przechodzimy do edycji kart technologicznych. Z pozycji tej tabeli nie
MHVW PR*OLZH GRSLV\ZDQLH QRZ\FK LQGHNVyZ przycisk "+" (Ctrl+N)
pozwala na dopisanie jedynie nowego wariantu technologicznego dla
ELH*FHJR LQGHNVX : SURFHVLH HG\F\MQ\P GRVWSQH V RSLVDQH Z
UR]G]LDOH GRW\F]F\P HG\FML ,QGHNVyZ 0DWHULDáRZ\FK NDUW\ 1RUP\
0DWHULDáRZH2SHUDFMH7HFKQRORJLF]QH3URGXNFMD6WUXNWXUDRUD]
"Marszruta".
2SHUDFMH HG\F\MQH SU]HSURZDG]D VL DQDORJLF]QLH MDN Z .DUWRWHFH
,QGHNVyZ0DWHULDáRZ\FK
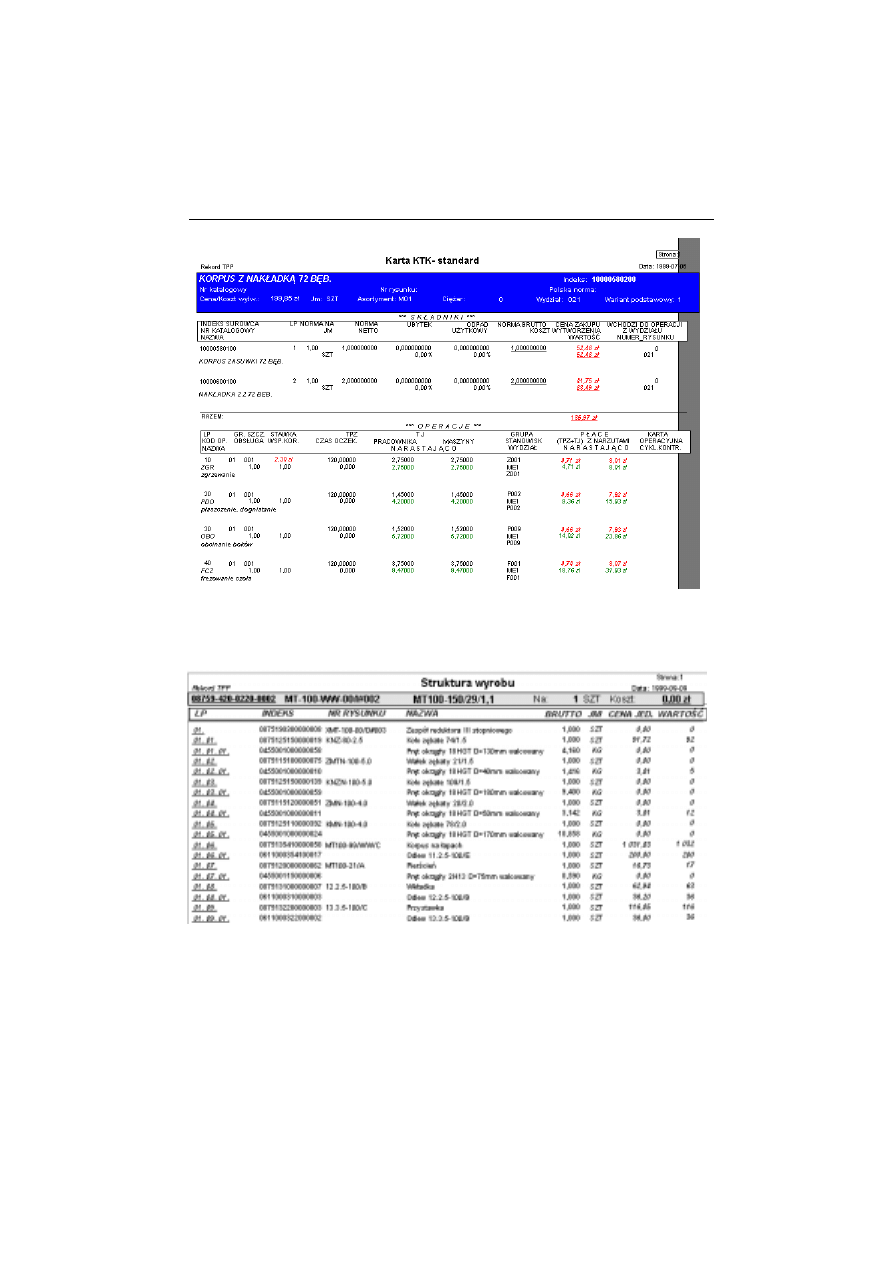
:\ELHUDMFPHQX:\GUXNLPR*HP\Z\EUDüQDVWSXMFH]HVWDZLHQLD
•
karty KTK (technologiczno - konstrukcyjne) w wersji standardowej,
•
karty KTK w wersji rozszerzonej,
•
karty obiegowe w wersji standardowej,
•
karty obiegowe z cenami,
•
karty obiegowe – wykaz,
•
plan operacji i kontroli.
3.1.3
K
ARTOTEKA
O
PERACJI
T
ECHNOLOGICZNYCH
- KOT
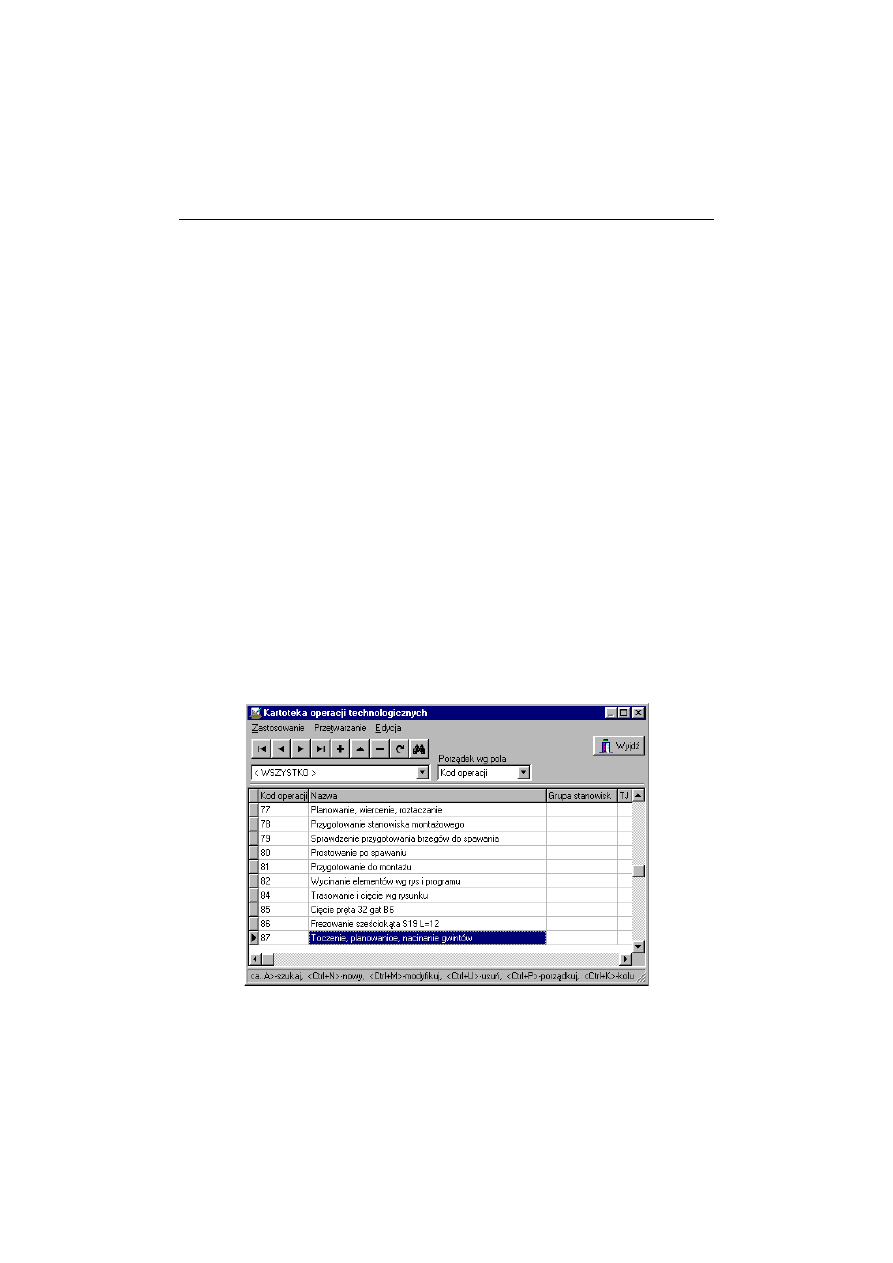
Rysunek 14. Kartoteka operacji technologicznych
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-31
.DUWRWHNDWDVWDQRZLSHáQ\Z\ND]ZV]\VWNLFKRSHUDFMLWHFKQRORJLF]Q\FK
Z\VWSXMF\FKZPDUV]UXWDFKWHFKQRORJLF]Q\FKZ\UREyZ3U]\NáDGRZD
NDUWRWHND]RVWDáDSU]HGVWDZLRQDQD5\VXQNX
= SR]LRPX WHM NDUWRWHNL PR*HP\ GRSLV\ZDü QRZH RSHUDFMH L HG\WRZDü
MX* LVWQLHMFH (G\FMD RSHUDFML Z WHM NDUWRWHFH SR]ZDOD QD SU]\SLVDQLH
W\SRZ\FK QDMF]FLHM Z\VWSXMF\FK W]Z GRP\OQ\FK ZDUWRFL
podstawowych danych.
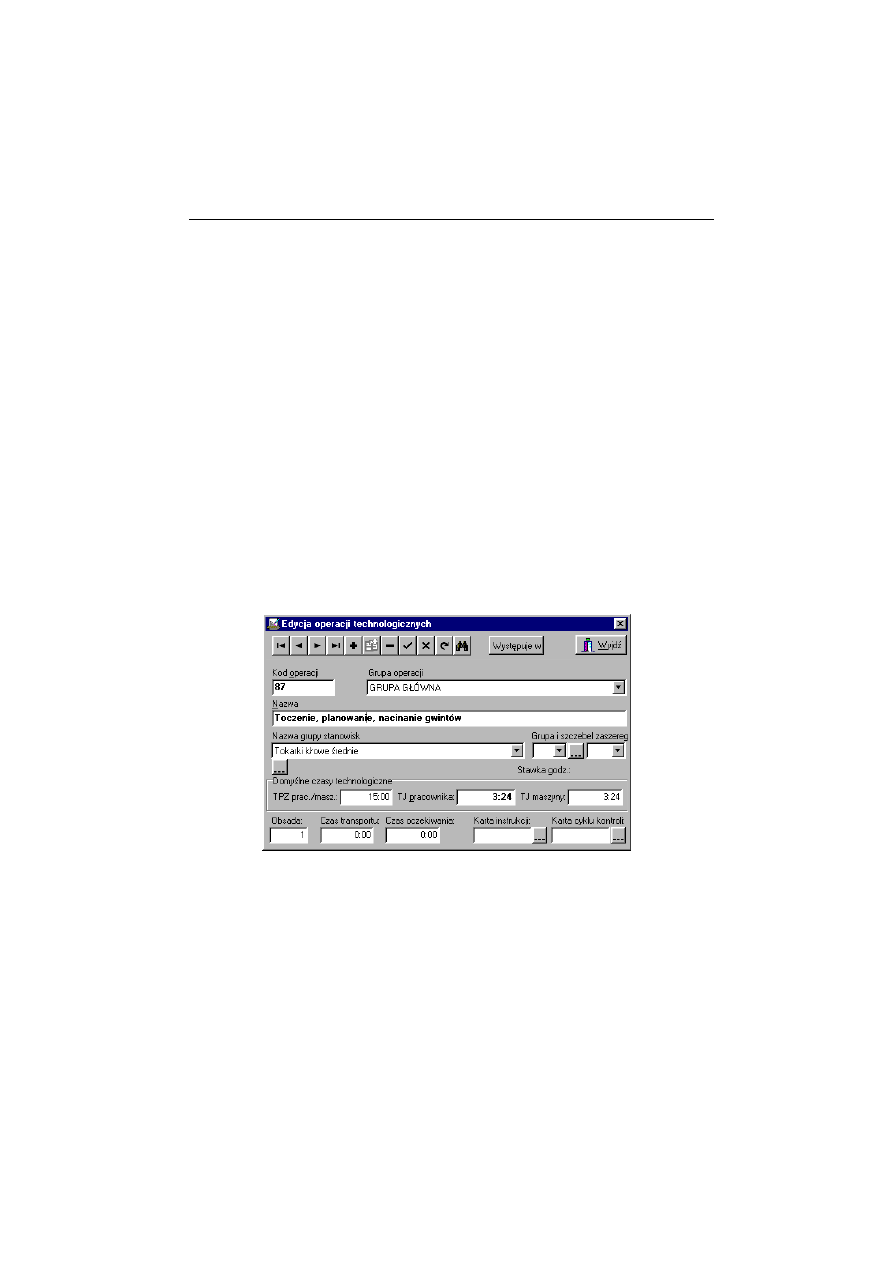
1DOH*GRQLFKSU]\SRU]GNRZDQLHRSHUDFMLGRJUXS\VWDQRZLVNF]DV\
technologiczne, grupa i szczebel zaszeregowania, obsada, czas
transportu, czas oczekiwania, karta instrukcji oraz karta cyklu kontroli.
'DQH ZSLVDQH GR IRUPDWNL HG\F\MQHM ] SR]LRPX .27 EG
podpowiadane podczas wprowadzania operacji dla poszczególnych
LQGHNVyZPDWHULDáRZ\FKZDUWRüGRP\OQEG]LHP\PRJOL]DWZLHUG]Lü
OXE ]PLHQLü ]PLDQD EG]LH RERZL]\ZDü W\ONR GOD DNWXDOQLH
HG\WRZDQHJR LQGHNVX 3U]\NáDGRZ IRUPDWN HG\F\MQ .DUWRWHNL
2SHUDFML7HFKQRORJLF]Q\FKSRND]XMHU\VXQHNSRQL*HM
Rysunek 14. Edycja operacji technologicznych
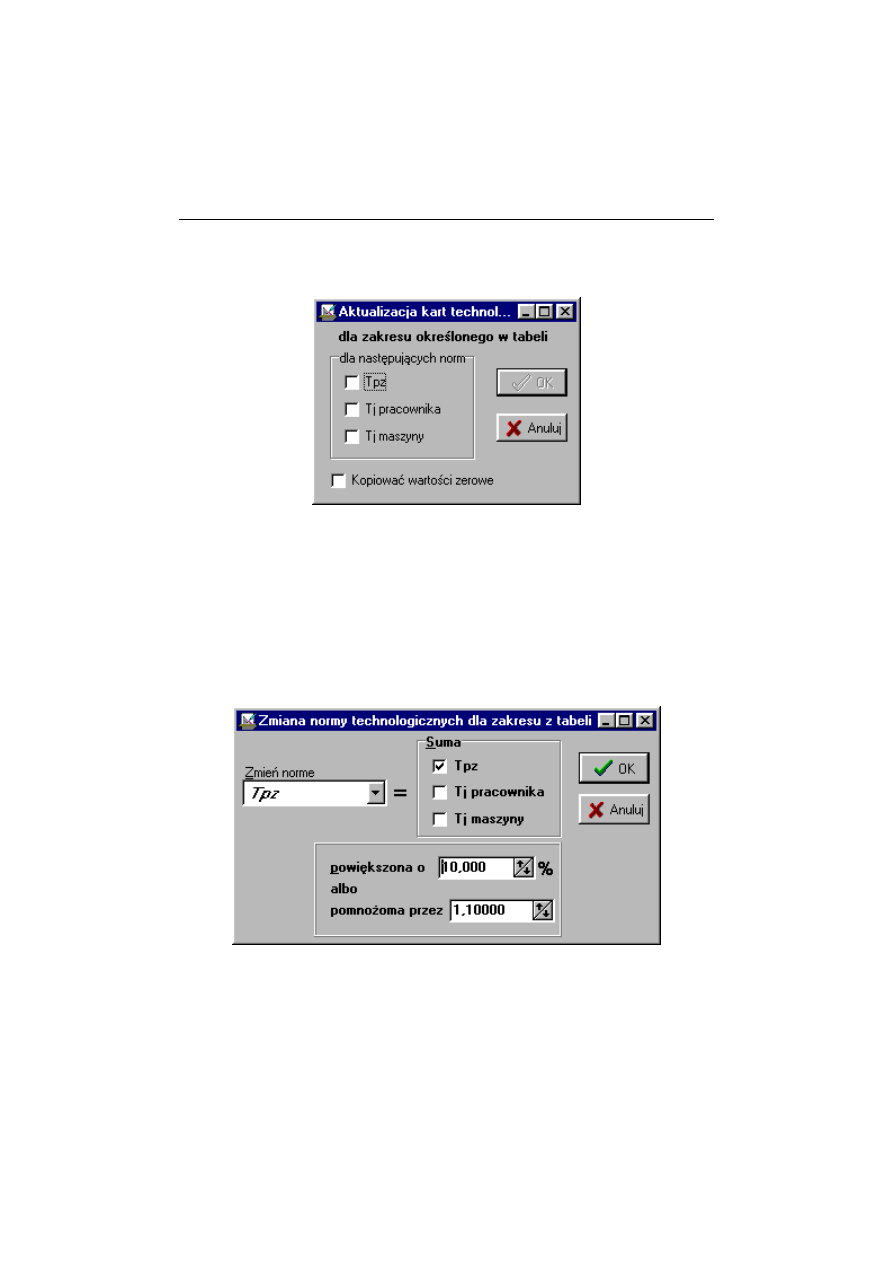
3RQDGWR Z\ELHUDMF ] PHQX JáyZQHJR RSFM Przetwarzanie>
Aktualizacja kart technologicznych
PR*HP\ DXWRPDW\F]QLH
]DNWXDOL]RZDüZ\EUDQHF]DV\WHFKQRORJLF]QHZHZV]\VWNLFKPDUV]UXWDFK
WHFKQRORJLF]Q\FKZNWyU\FKGDQDRSHUDFMDZ\VWSXMH1DOH*\SDPLWDü
*H DNWXDOL]DFMD ]RVWDQLH SU]HSURZDG]RQD GOD ZV]\VWNLFK RSHUDFML
]QDMGXMF\FKZGDQ\PPRPHQFLHZWDEHOLZV]F]HJyOQ\PSU]\SDGNX
2-32
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
DE\ ]DNWXDOL]RZDü F]DV\ SRMHG\QF]HM RSHUDFML QDOH*\ ]DZ]Lü ]DNUHV
KOT tylko do TEJ operacji).
3RSU]H] RSFM Przetwarzanie> Zmiana norm technologicznych
PR*HP\ GRNRQ\ZDü NRUHNW F]DVyZ ZH ZV]\VWNLFK PDUV]UXWDFK
WHFKQRORJLF]Q\FKZNWyU\FK GDQD RSHUDFMD Z\VWSXMH 1RUP\ F]DVRZH
PRJ E\ü ]PLHQLRQH R RNUHORQ\ SURFHQW OXE SRSU]H] ZSURZDG]HQLH
PQR*QLND OLF]ERZHJR 1DOH*\ SDPLWDü *H ]PLDQD QRUP F]DVRZ\FK
]RVWDQLHSU]HSURZDG]RQDGODZV]\VWNLFKRSHUDFML]QDMGXMF\FKZGDQ\P
PRPHQFLH Z WDEHOL Z V]F]HJyOQ\P SU]\SDGNX DE\ ]PLHQLü F]DV
SRMHG\QF]HMRSHUDFMLQDOH*\]DZ]Lü]DNUHV.27W\ONRGR7(-RSHUDFML
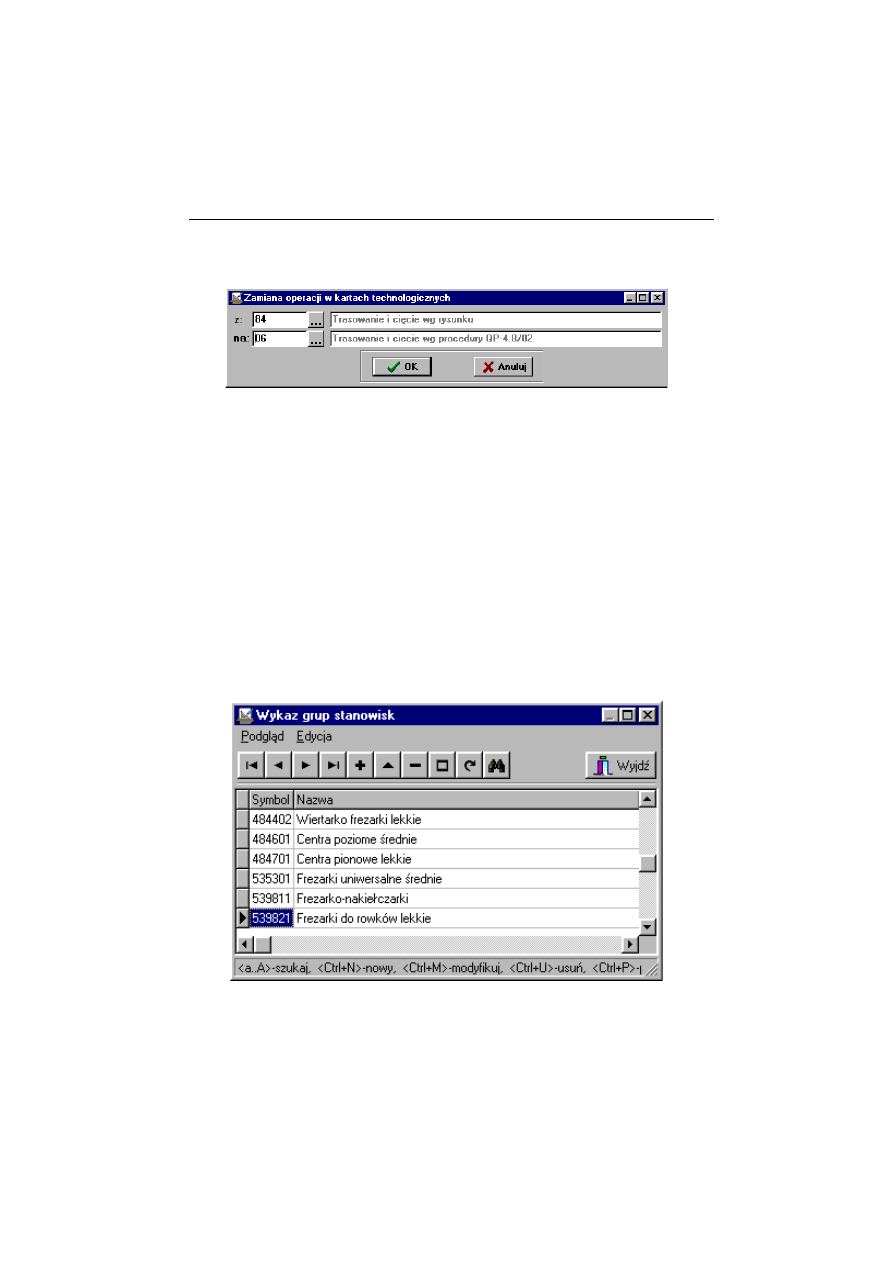
3RSU]H] RSFM Przetwarzanie> Zamiana operacji PR*HP\ GRNRQDü
DXWRPDW\F]QHM ]DPLDQ\ MHGQHM RSHUDFML QD LQQ ZH ZV]\VWNLFK NDUWDFK
WHFKQRORJLF]Q\FKZNWyU\FKRQDZ\VWSXMH
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-33
W menu Zastosowanie
GRVWSQHVLQIRUPDFMHRZ\VWSRZDQLX
wybranej operacji w marszrutach technologicznych lub przewodnikach.
3.1.4
K
ARTOTEKA
G
RUP
S
TANOWISK
7HFKQRORJLDZV\VWHPLH0$1$*(5,,MHVWSURZDG]RQD]GRNáDGQRFL
do grup stanowisk. Kartoteka Grup Stanowisk pozwala na wprowadzenie
X*\ZDQ\FK Z WUDNFLH SURFHVX SURGXNF\MQHJR JUXS PDV]\Q QDMF]FLHM
ZJ SRG]LDáX IXQNFMRQDOQHJR : W\P Z\SDGNX GHNODURZDQH SDUDPHWU\
SRGREQH MDN Z NDUWRWHFH PDV]\Q GRW\F] RNUHORQHM JUXS\ VWDQRZLVN
SU]\SLVDQHM GR Z\G]LDáX QD NWyU\P VL ]QDMGXM .DUWRWHND SR]ZDOD QD
QDGDQLH JUXSRP V\PEROL SU]\SLVDQLH GR RNUHORQHJR Z\G]LDáX
RNUHOHQLH UHJXODPLQX SUDF\ LWG 3RQDGWR PR*QD GOD ND*GHM
Z\Uy*QLRQHM JUXS\ VWDQRZLVN ZSURZDG]Lü VWDZNL RNUHODMFH UHGQLH
ZDUWRFL NRV]WX PDV]\Q ZFKRG]DF\FK Z VNáDG GDQHM JUXS\ 'HNODUDFMD
NRQW NVLJRZ\FK WR NROHMQD SR]\FMD Z WHM NDUWRWHFH NWyUD SR]ZDOD
]ELHUDüNRV]W\QDRGSRZLHGQLFKNRQWDFKNVLJRZ\FK
2-34
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
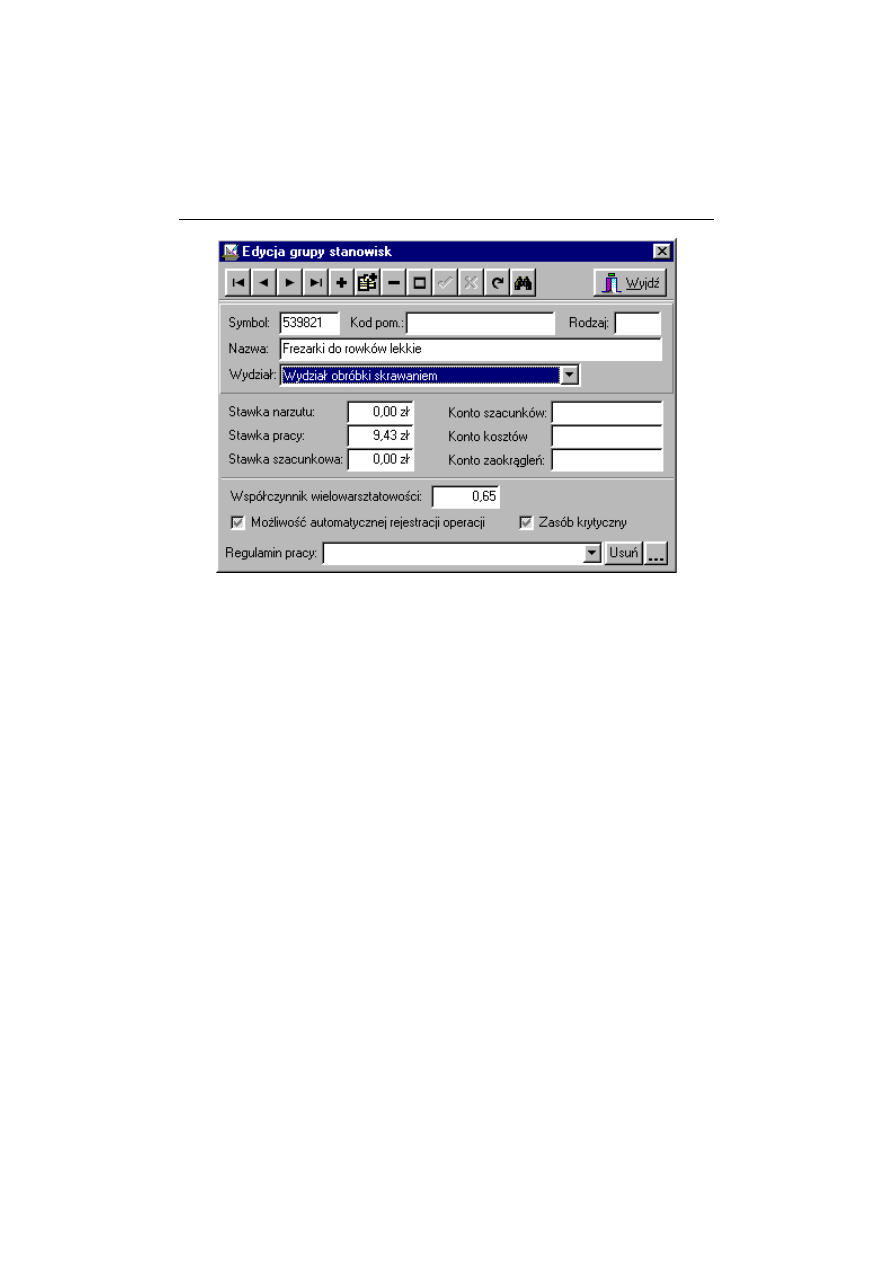
Dodatkowe opcje:
•
ZVSyáF]\QQLN ZLHORZDUV]WDWRZRFL VáX*\ GR SU]HOLF]DQLD F]DVX
MHGQRVWNRZHJR PDV]\Q\ QD F]DV MHGQRVWNRZ\ SUDFRZQLND -H*HOL Z
SDUDPHWUDFK V\VWHPX ZáF]\P\ RSFM "Tj prac = Tj masz *
wsp.wielowarszt." to po podaniu czasu maszynowego podczas edycji
RSHUDFML SROH ] F]DVHP SUDFRZQLND ]RVWDQLH Z\SHáQLRQH
automatycznie.
•
PR*OLZRü DXWRPDW\F]QHM UHMHVWUDFML RSHUDFML MH*HOL ] SR]LRPX
PRGXáX5HMHVWUDFMDSURGXNFML]RVWDQLHZ\EUDQDRSFMDDXWRPDW\F]QHM
rejestracji operacji to program sprawdza, czy dla danej grupy
VWDQRZLVNDXWRPDW\F]QDUHMHVWUDFMDMHVWGRSXV]F]DOQDPR*OLZD
•
zasób krytyczny
Z\áF]RQDRSFMDRNUHOD*HGDQDJUXSDVWDQRZLVN
QLHRJUDQLF]DQDV]\FKPR*OLZRFLSURGXNF\MQ\FKQS]HZ]JOGXQD
QLHZLHONLHREFL*HQLHLQLHMHVWRQDEUDQDSRGXZDJSRGF]DVRSHUDFML
ELODQVRZDQLD ]DVREyZ Z SU]HFLZQ\P Z\SDGNX ]DVyE EG]LH
bilansowany);
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-35
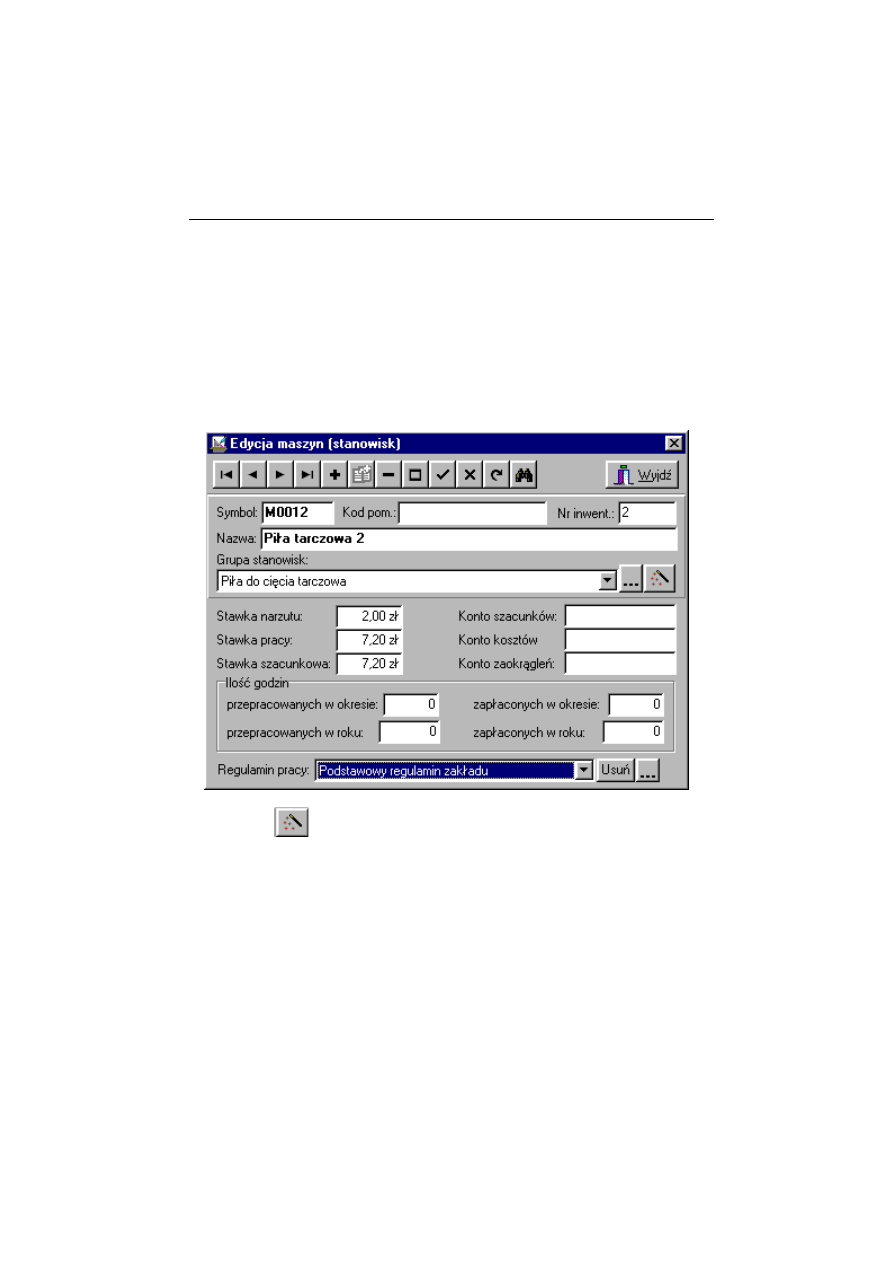
3.1.5
K
ARTOTEKA
M
ASZYN
.DUWRWHND 0DV]\Q SR]ZDOD QD ZSURZDG]DQLH X*\ZDQ\FK Z WUDNFLH
procesu produkcyjnego maszyn (nadanie symboli, przypisanie do
RNUHORQ\FKJUXSVWDQRZLVNRNUHOHQLHUHJXODPLQXSUDF\LWG3RQDGWR
PR*QDGODND*GHMZ\Uy*QLRQHMPDV]\Q\ZSURZDG]LüVWDZNLRNUHODMFH
NRV]W\]ZL]DQH]SUDFZ\EUDQHMPDV]\Q\'HNODUDFMDNRQWNVLJRZ\FK
WR NROHMQD SR]\FMD Z WHM NDUWRWHFH NWyUD SR]ZDOD ]ELHUDü NRV]W\ QD
RGSRZLHGQLFKNRQWDFKNVLJRZ\FK
Przycisk
SR]ZDODQDVNRSLRZDQLHGDQ\FKRSLVXMF\FKZ\EUDQ
JUXS VWDQRZLVN EH]SRUHGQLR QD HG\WRZDQH VWDQRZLVNR ELH*FH
ZDUWRFLZSRV]F]HJyOQ\FKRNQDFKVnadpisywane).
Opcja Zastosowanie
] PHQX JáyZQHJR NDUWRWHNL XPR*OLZLD QDP
SRGJOG Z\VWSRZDQLD DQDOL]RZDQHJR VWDQRZLVND Z SU]HZRGQLNDFK
Z\JHQHURZDQ\FKZPRGXOHREVáXJLSURGXNFML6WHURZDQLH3URGXNFMD
WDN*H]DSR]QDQLHVL]REFL*HQLHPVWDQRZLVNDZW\PUyZQLH*ZSRVWDFL
wykresów Gantt'a.
2-36
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
3.1.6
K
ARTOTEKA
R
YSUNKÓW
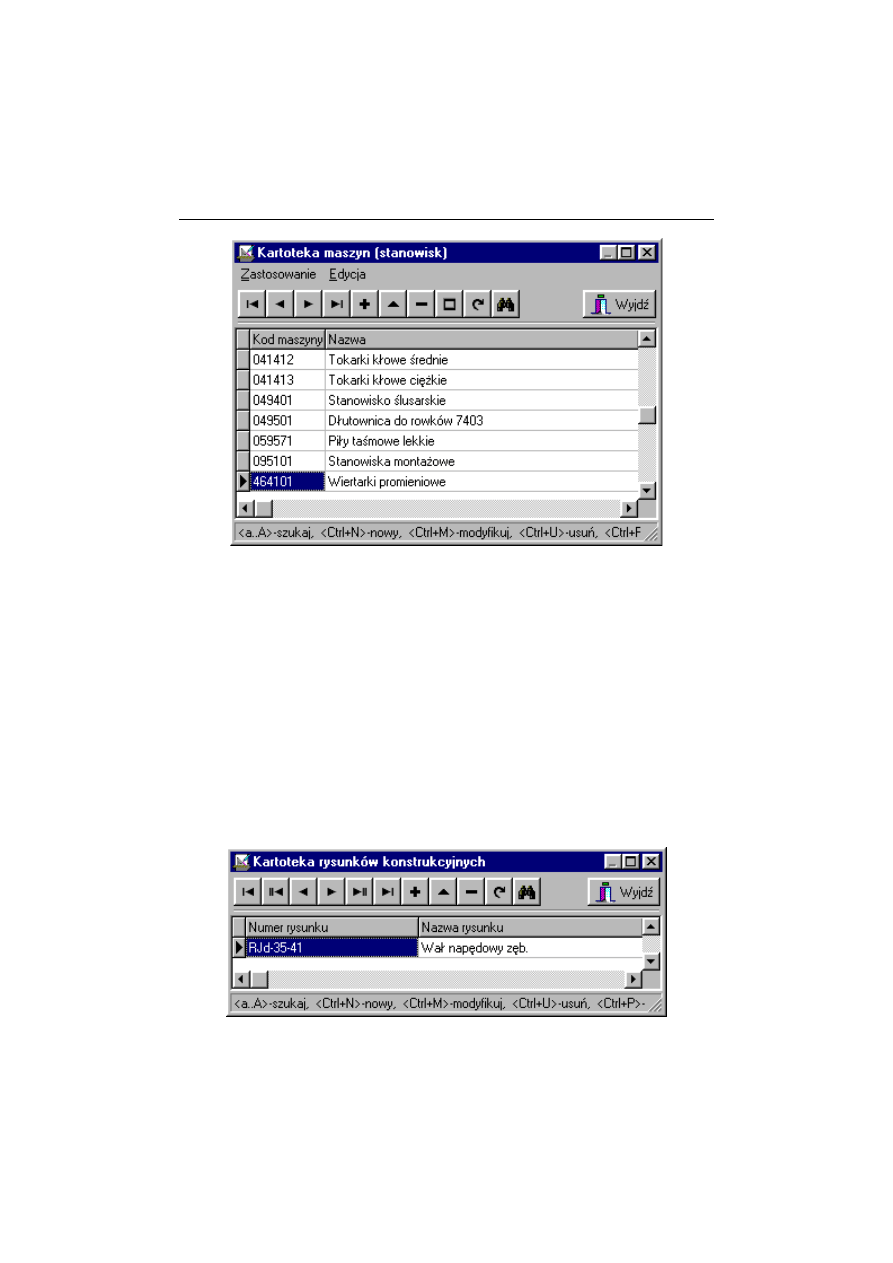
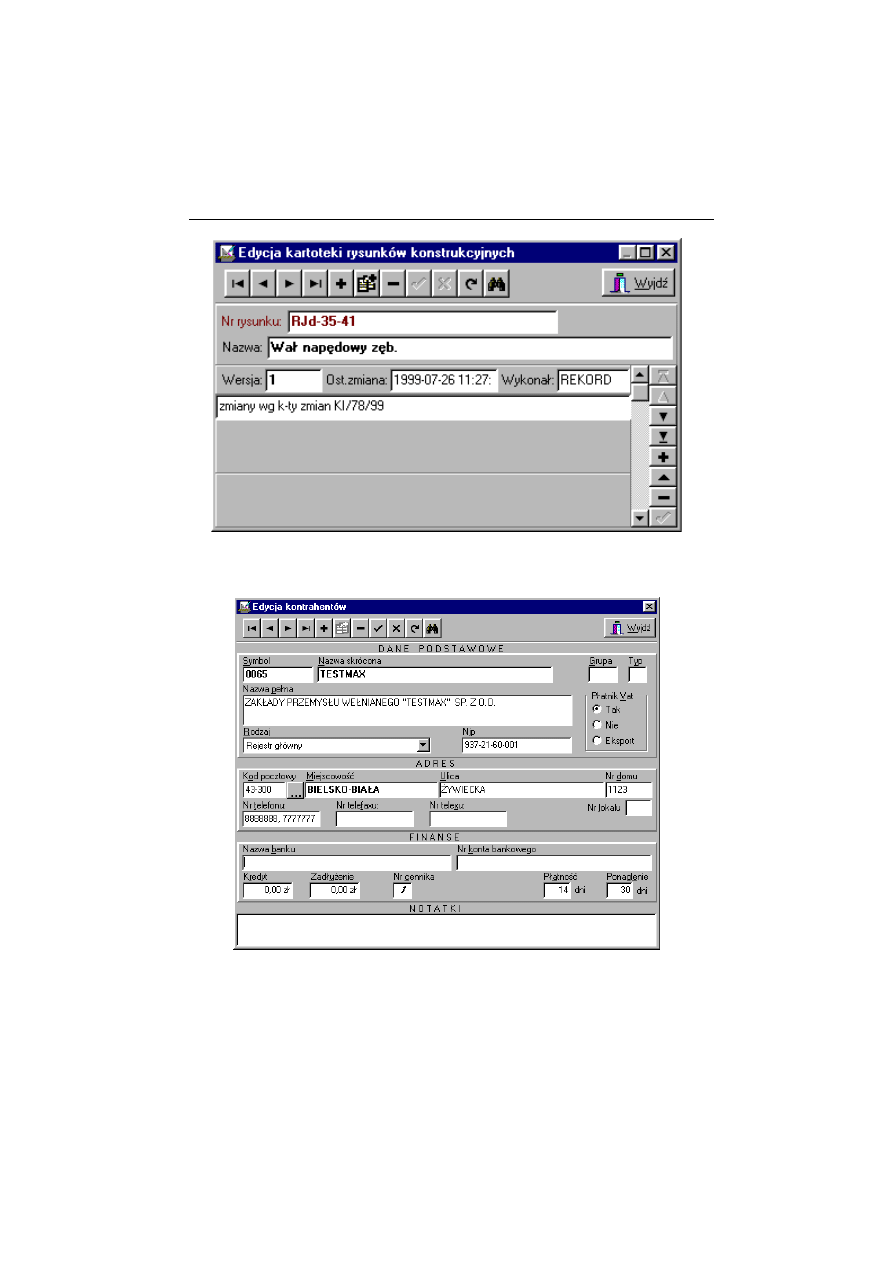
.DUWRWHND U\VXQNyZ SR]ZDOD QDP QD VSRU]G]HQLH ED]\ GDQ\FK
GRNXPHQWDFMLU\VXQNRZHMSU]HFKRZ\ZDQHMZ]DNáDG]LH.DUWRWHNDWDQLH
MHVWSRZL]DQD]SOLNDPLJUDILF]Q\PLL]MHMSR]LRPXQLHPDPR*OLZRFL
SRGJOGXGRNXPHQWDFML
.DUWRWHND U\VXQNyZ MHVW VSRU]G]DQD Z XNáDG]LH Numer rysunku -
Nazwa rysunku
'OD ND*GHJR QXPHUX U\VXQNX PR*HP\ HG\WRZDü
kolejne jego wersje poprzez podanie numeru i opisu wersji (pole daty
ZSURZDG]HQLDZHUVMLMHVWX]XSHáQLDQHDXWRPDW\F]QLH
3RZL]DQLD QXPHUX U\VXQNX ] NRQNUHWQ\P HOHPHQWHP .DUWRWHNL
,QGHNVyZ0DWHULDáRZ\FKZ\UREHPSyáZ\UREHPGHWDOHPGRNRQXMHP\
SRGF]DVHG\FML]DNáDGNL3URGXNFMDGODGDQHJR,QGHNVX0DWHULDáRZHJR
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-37
3.1.7
K
ARTOTEKA
K
ONTRAHENTÓW
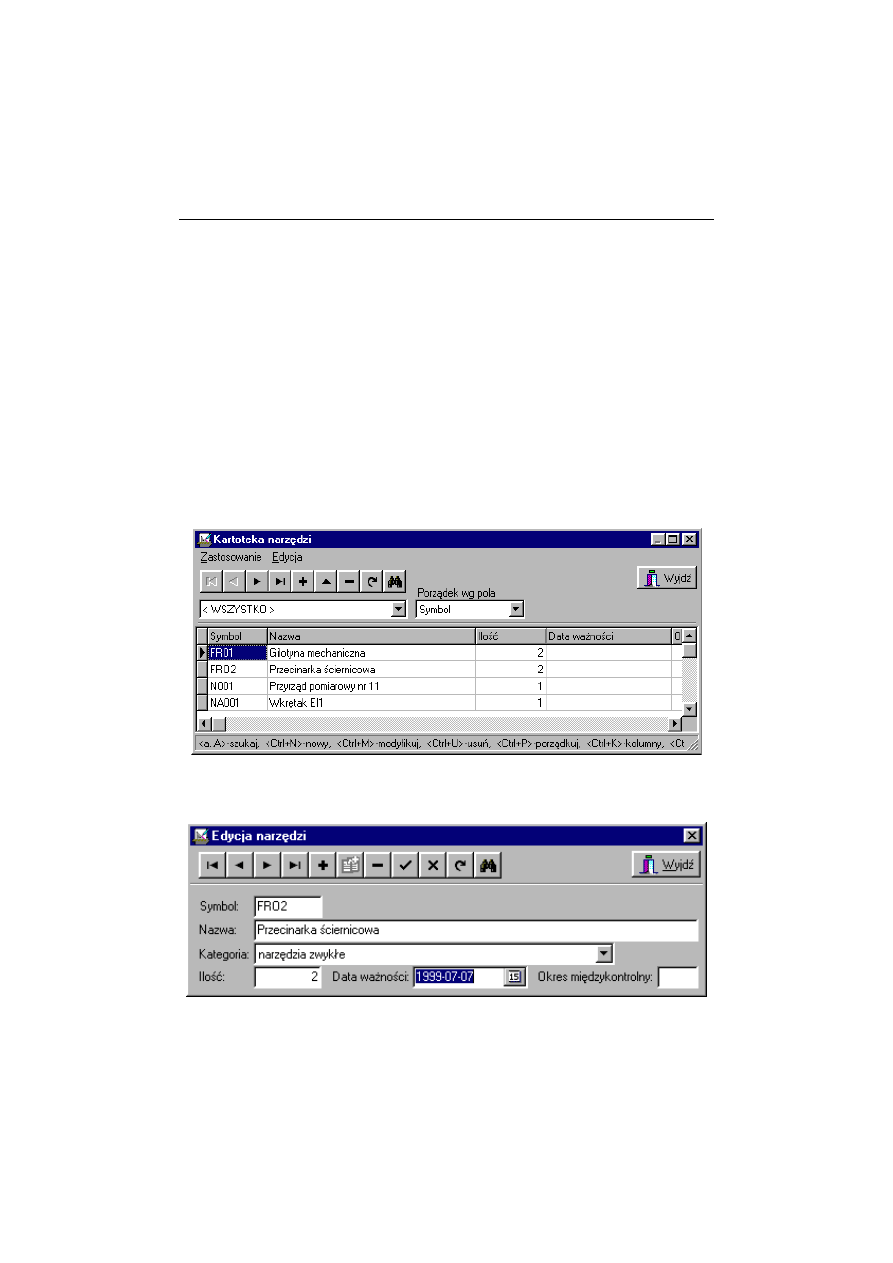
.DUWRWHNDNRQWUDKHQWyZXPR*OLZLDZSURZDG]HQLHSHáQ\FKLQIRUPDFMLR
NRQWUDKHQWDFK]GDQILUPZVSyáSUDFXMF\FKGRVWDZFDFKRGELRUFDFK
2-38
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
NRRSHUDQWDFK =DNUHV V]F]HJyáRZRFL ZSURZDG]DQ\FK GDQ\FK
przedstawia
SRQZ\*V]DIRUPDWNDHG\F\MQD
Pola "Grupa"
SLü]QDNyZL"Typ"GZD]QDNLSR]ZDODMQDQDGDQLH
NRQWUDKHQWRP Z\Uy*QLNyZ FKDUDNWHU\VW\F]Q\FK ] SXQNWX ZLG]HQLD
X*\WNRZQLNDV\VWHPXQSSRG]LDáQDGRVWDZFyZLRGELRUFyZSRG]LDá]H
Z]JOGXQDEUDQ*Hitd...) Praktyczne wykorzystanie tych pól sprowadza
VLGRPR*OLZRFL]DZ*DQLDNDUWRWHNLNRQWUDKHQWyZ]X*\FLHP]QDNyZ
charakterystycznych z pól "Grupa" lub/i "Typ".
3.1.8
K
ARTOTEKA
N
$5='=,
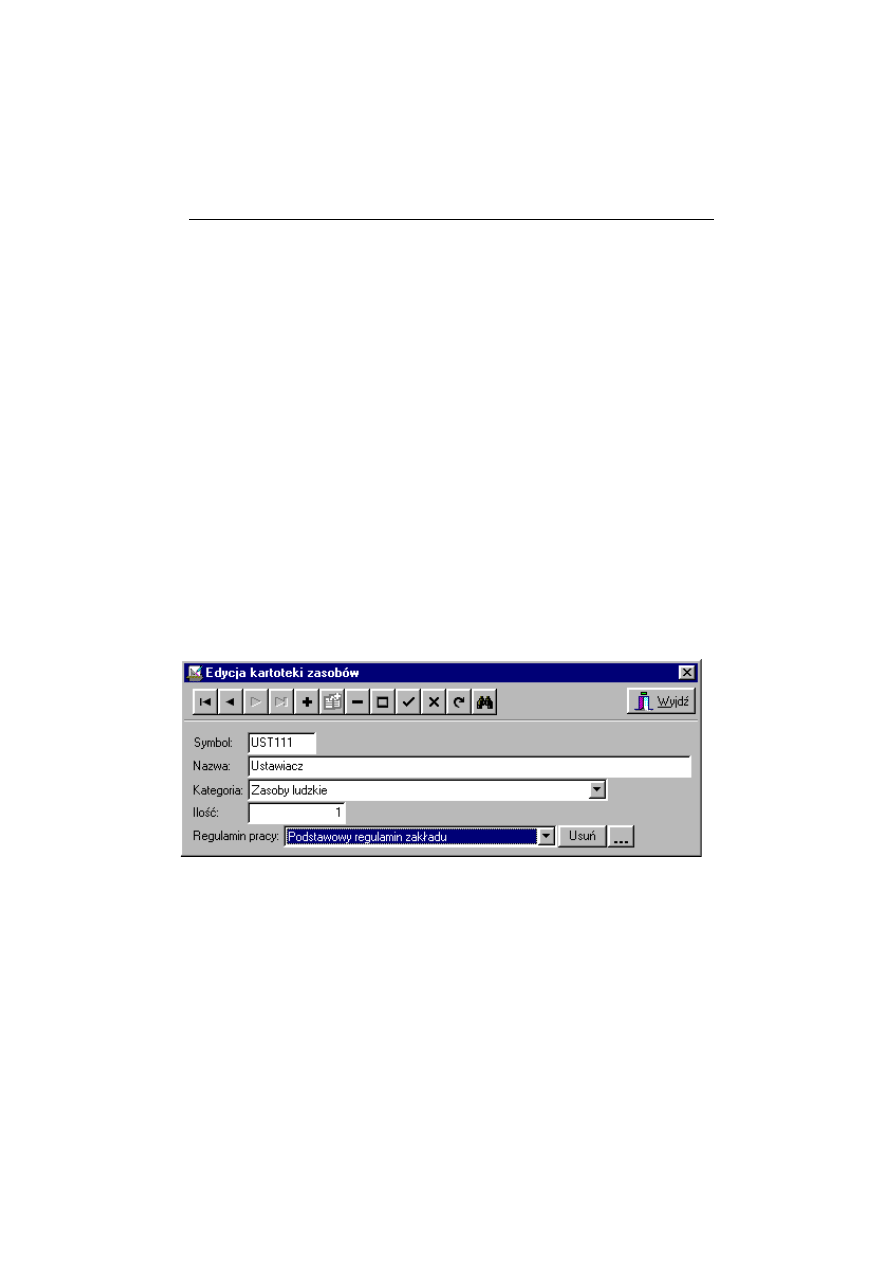
.DUWRWHNDQDU]G]LVWDQRZLSHáQ\UHMHVWUQDU]G]LX*\ZDQ\FKZSURFHVLH
produkcyjnym.
=DNUHV V]F]HJyáRZRFL ZSURZDG]DQ\FK GDQ\FK SU]HGVWDZLD SRQL*V]D
formatka edycyjna:
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-39
Opcja Zastosowanie
]PHQXJáyZQHJRNDUWRWHNLXPR*OLZLDQDPSRGJOG
przy produkcji jakich wyrobów i przy wykonywaniu jakich operacji
WHFKQRORJLF]Q\FKQLH]EGQHMHVW]DVWRVRZDQLHGDQHJRW\SXQDU]G]LD
3.1.9
K
ARTOTEKA
Z
ASOBÓW
: V\VWHPLH 0DQDJHU ,, GRP\OQLH MDNR ]DVRE\ WUDNWRZDQH V JUXS\
VWDQRZLVN FK\ED *H Z\áF]\P\ RSFM ]DVyE NU\W\F]Q\ GRVWSQ QD
formatce edycji grup stanowisk).
'RGDWNRZR Z .DUWRWHFH =DVREyZ PR*QD RNUHOLü LQQH QLHW\SRZH
HOHPHQW\ QLH]EGQH Z WUDNFLH Z\NRQ\ZDQLD RNUHORQ\FK F]\QQRFL
SURFHVX SURGXNF\MQHJR 0RJ WR E\ü QS VSHFMDOLVW\F]QH PDV]\Q\ GR
wykonywania nietypowych operacji, fachowcy o bardzo wysokich i
QLHW\SRZ\FK NZDOLILNDFMDFK ,FK G]LDáDQLD L XG]LDá GHWHUPLQXM MDNRü
procesu produkcyjnego.
=DVRE\NU\W\F]QHGODSURFHVXWHFKQRORJLF]QHJRSRGOHJDMELODQVRZDQLX
=DNUHV V]F]HJyáRZRFL ZSURZDG]DQ\FK GDQ\FK SU]HGVWDZLD SRQL*V]D
formatka edycyjna:
2-40
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
3.1.10
K
ARTOTEKA
K
ART
I
NSTRUKCJI
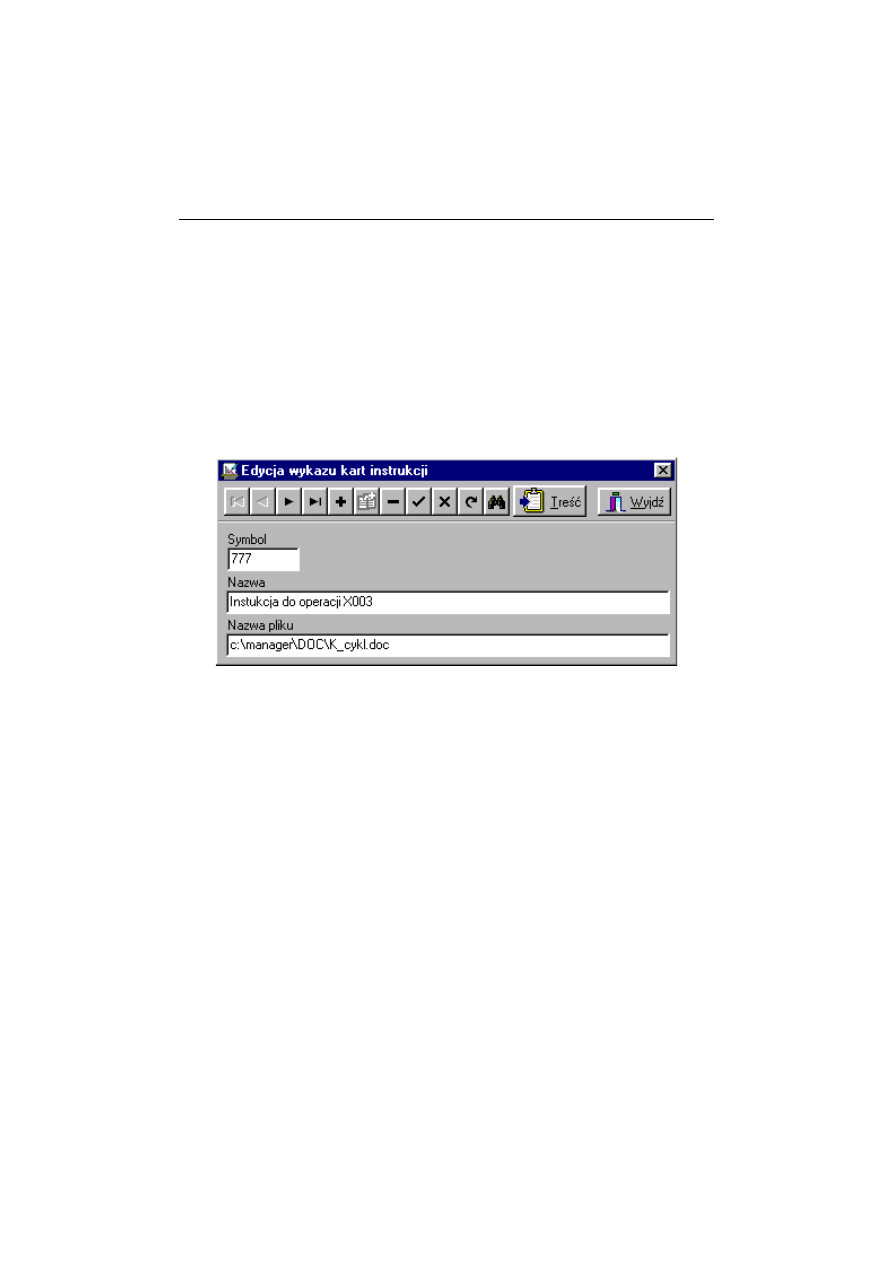
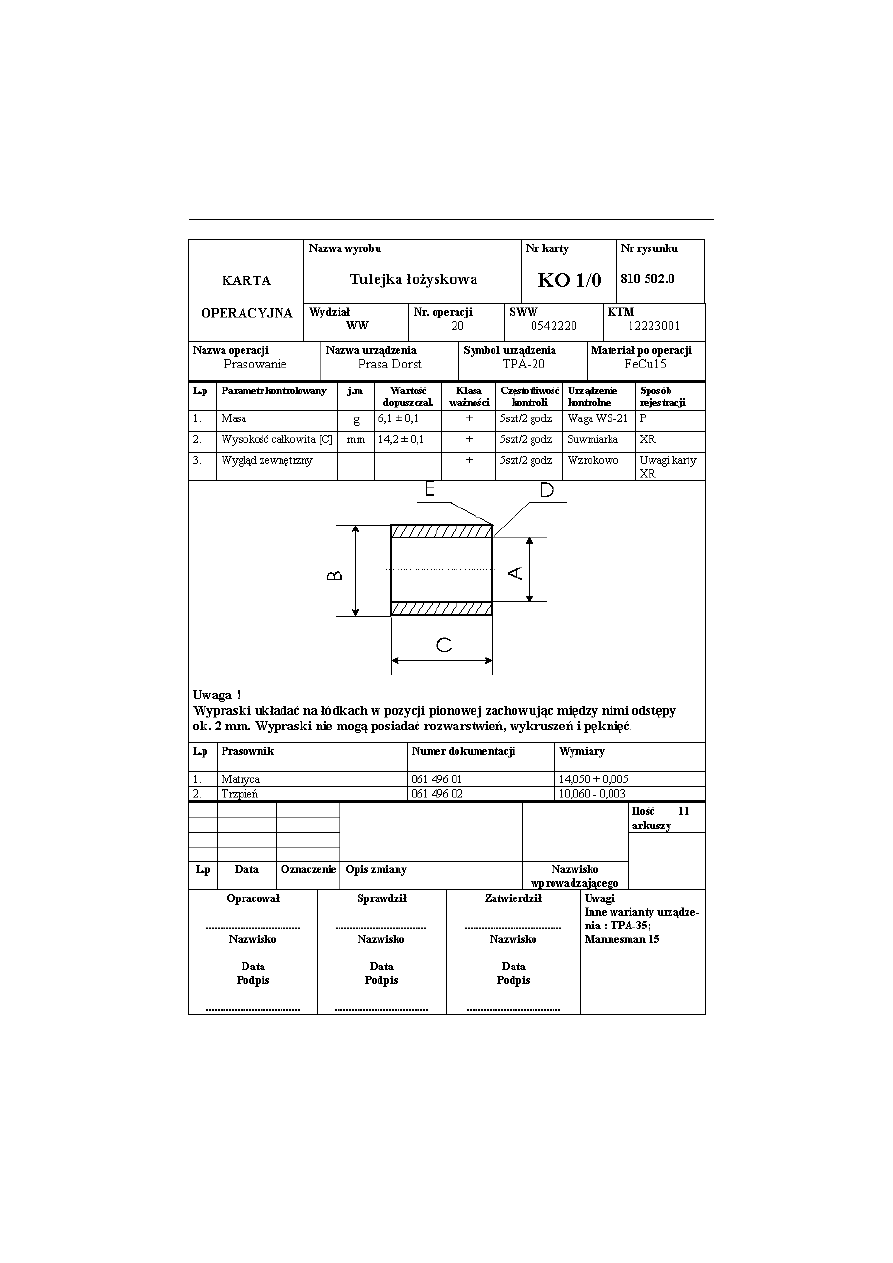
.DUWRWHND .DUW ,QVWUXNFML SR]ZDOD ]GHILQLRZDü Z SRVWDFL SOLNyZ
WHNVWRZ\FK LQVWUXNFMH RSLVXMFH Z\NRQ\ZDQLH SRV]F]HJyOQ\FK ]DGD
REUyENQDNROHMQ\FKHWDSDFKSURGXNFML.DUWDLQVWUXNFMLMHVW]ZL]DQD
]NRQNUHWQ\PVWDQRZLVNLHPSUDF\PDV]\Q
)RUPDWNDHG\F\MQDSR]ZDODMFDQDNDWDORJRZDQLH.DUW,QVWUXNFMLZFHOX
LFK Sy(QLHMV]HJR Z\NRU]\VWDQLD Z V\VWHPLH W]Q ZL]DQLD LFK ]
NRQNUHWQ\PLRSHUDFMDPLZ\JOGDQDVWSXMFR
:FHOX]GHILQLRZDQLDNDUW\RNUHODP\MHM
•
symbol,
•
QD]Z
•
FLH*NGRSOLNX]DZLHUDMFHJRGDQNDUWLQVWUXNFMLREUyENL
3U]\FLVN 7UHü SR]ZDOD REHMU]Hü GHILQLRZDQ NDUW SRG ZDUXQNLHP
*HSRGDQDFLH*NDGRSOLNXMHVWSUDZLGáRZD
7DN RNUHORQH NDUW\ V SU]HFKRZ\ZDQH Z WDEHOL VNG PR*HP\ MH
Z\ELHUDüSU]\HG\WRZDQLXNROHMQ\FKRSHUDFMLGRGDZDQLHNROHMQ\FKNDUW
MHVWWDN*HPR*OLZHZWUDNFLHHG\FMLRSHUDFML
3RQL*HM]QDMGXMHVLSU]\NáDGRZDNDUWDLQVWUXNFMLREUyENL
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-41
2-42
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
3.1.11
K
ARTOTEKA
K
ART
C
YKLU
K
ONTROLI
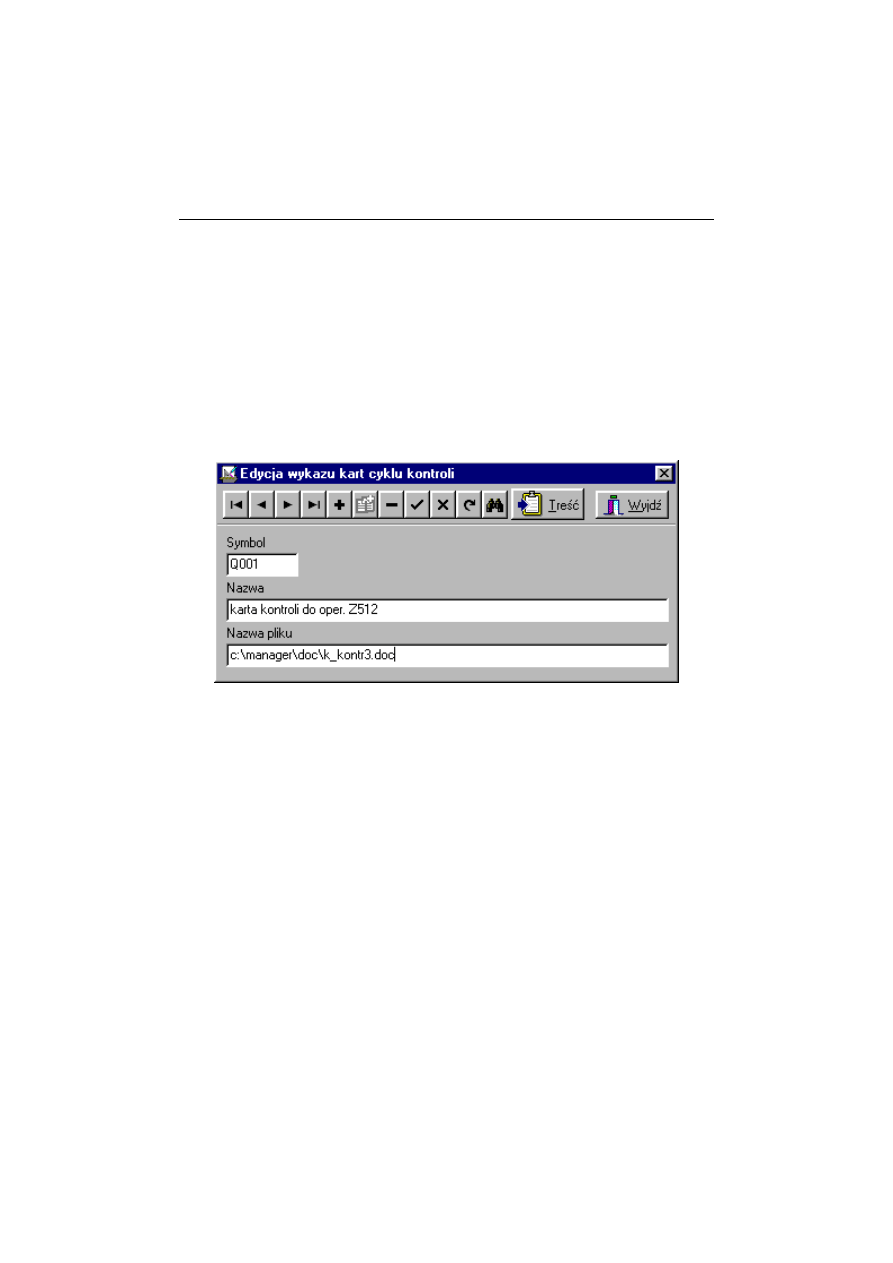
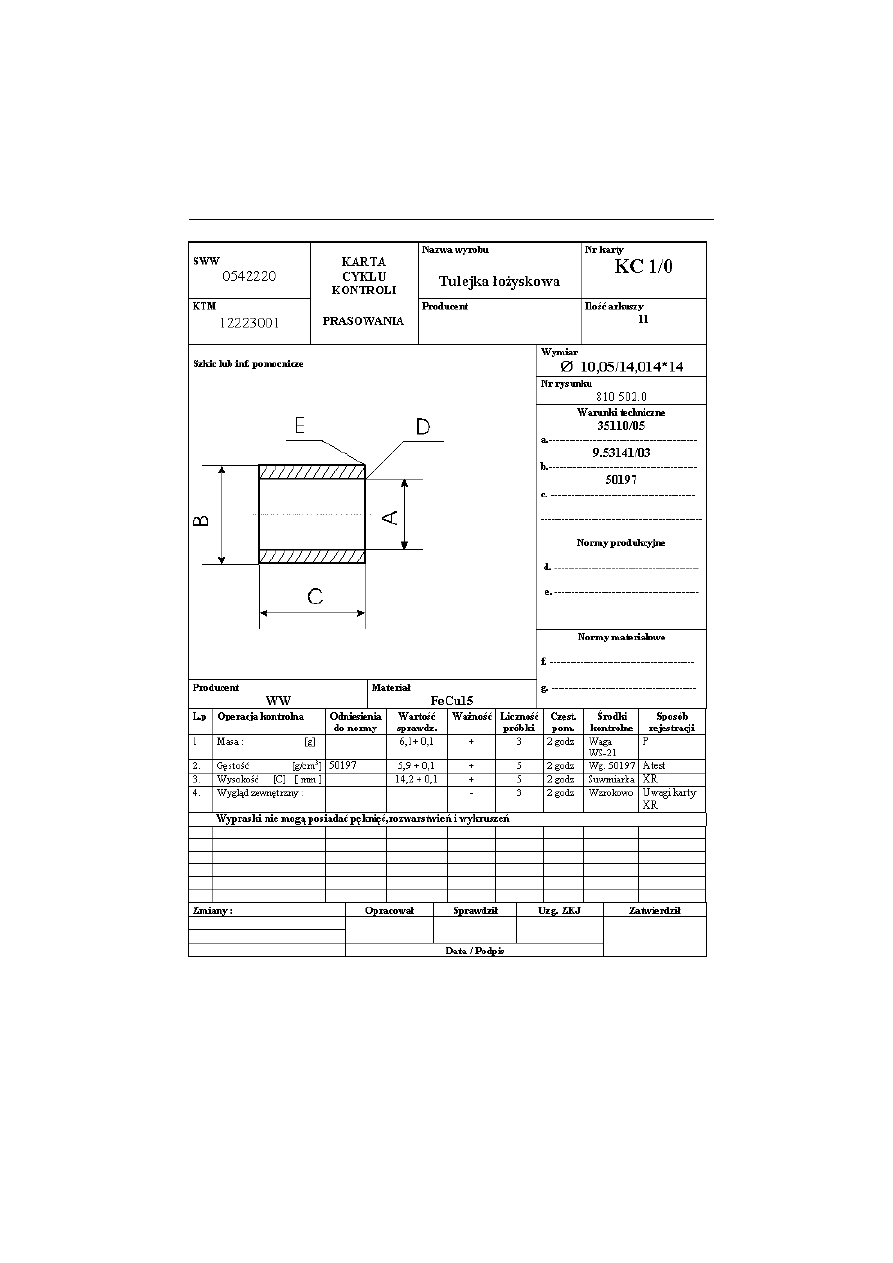
3RGREQLH MDN .DUW\ ,QVWUXNFML PR*QD SU]\JRWRZDü NDUW\ ]ZL]DQH ]
SU]HSURZDG]DQ\PL
NRQWURODPL
SUDZLGáRZRFL
Z\NRQ\ZDQLD
SRV]F]HJyOQ\FK F]\QQRFL SURGXNF\MQ\FK .DUW\ WDNLH ]D]Z\F]DM
]DZLHUDM LQIRUPDFMH QD FR V]F]HJyOQLH QDOH*\ ]ZUyFLü XZDJ QD
poszczególnych etapach produkcji.
)RUPDWNDHG\F\MQDSR]ZDODMFDQDNDWDORJRZDQLH.DUW&\NOX.RQWUROLZ
FHOX LFK Sy(QLHMV]HJR Z\NRU]\VWDQLD Z V\VWHPLH W]Q ZL]DQLD LFK ]
NRQNUHWQ\PLRSHUDFMDPLZ\JOGDQDVWSXMFR
:FHOX]GHILQLRZDQLDNDUW\RNUHODP\MHM
•
symbol,
•
QD]Z
•
FLH*NGRSOLNX]DZLHUDMFHJRGDQNDUWF\NOXNRQWUROL
3U]\FLVN 7UHü SR]ZDOD REHMU]Hü GHILQLRZDQ NDUW SRG ZDUXQNLHP
*HSRGDQDFLH*NDGRSOLNXMHVWSUDZLGáRZD
7DN RNUHORQH NDUW\ V SU]HFKRZ\ZDQH Z WDEHOL VNG PR*HP\ MH
Z\ELHUDüSU]\HG\WRZDQLXNROHMQ\FKRSHUDFMLGRGDZDQLHNROHMQ\FKNDUW
MHVWWDN*HPR*OLZHZWUDNFLHHG\FMLRSHUDFML
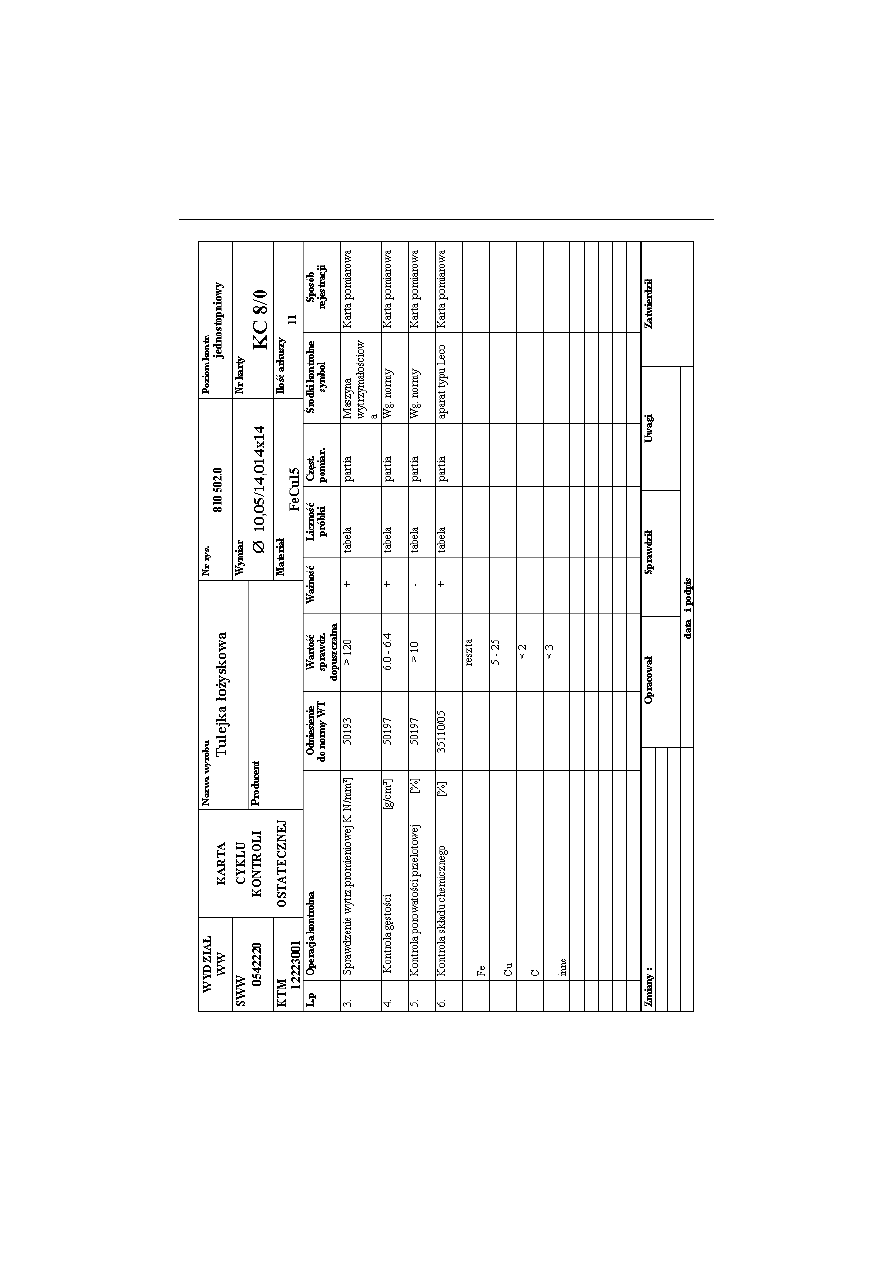
1D QDVWSQ\FK VWURQDFK ]QDMGXM VL NROHMQR SU]\NáDGRZH NDUW\ F\NOX
kontroli i kontroli ostatecznej.
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-43
2-44
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-45
3.2
F
UNKCJE MENU
- P
RZETWARZANIE
:RSFMLSU]HWZDU]DQLDZ\VWSXMQDMF]FLHMX*\ZDQHIXQNFMHG]LDáDMFH
na Kartotece
,QGHNVyZ:SURFHVLHSU]HWZDU]DQLDPR*HP\Z\NRQDü
1. Obliczanie kosztu wytworzenia:
)XQNFMD REOLF]DQLD NRV]WX Z\WZRU]HQLD Z ]DOH*QRFL RG ]D]QDF]RQ\FK
opcji, wykonuje trzy rodzaje przetwarzania:
1.1.
'RP\OQLH *DGQD ] RSFML QLH MHVW ]D]QDF]RQD) system dokona
przeliczenia kosztów dla pozycji zmodyfikowanych po ostatniej
SU]HFHQLH RUD] GOD Z\UREyZ SyáSURGXNWyZ Z VNáDG NWyU\FK RQH
ZFKRG]
1.2.
3R ]D]QDF]HQLX RSFML Ä&DáRü NDUWRWHNL´ SU]HFHQLRQH ]RVWDQ
ZV]\VWNLH LQGHNV\ ]QDMGXMFH VL Z .DUWRWHFH ,QGHNVyZ
0DWHULDáRZ\FK
1.3.
.D*G\Z\UyESyáSURGXNWSRVLDGDQDNDUFLHÄ.DONXODFMD´VNáDGQLNL
NRV]WRZH NWyU\FK LORü PR*H VL Uy*QLü Z SRV]F]HJyOQ\FK
LQGHNVDFK 'OD QRZRZSURZDG]RQHJR Z\UREX SU]\G]LHODQH V
VNáDGQLNL NRV]WRZH R]QDF]RQH MDNR Ä'RP\OQH´ V]F]HJyá\ Z
UR]G]LDOHÄ6áRZQLNLURG]DMyZNRV]WyZ´8*\WNRZQLNPDPR*OLZRü
]PLDQ\ GRGDZDQLH XVXZDQLH NRU\JRZDQLH VNáDGQLNyZ
NRV]WRZ\FK]ZL]DQ\FK]GDQ\PLQGHNVHP
=D]QDF]HQLH RSFML Ä$NWXDOL]DFMD VWUXNWXU´ RSFM W PR*HP\
]D]QDF]\ü7</.2áF]QLH]RSFMÄ&DáRüNDUWRWHNL´SRZRGXMH*H
ZV]\VWNLH SR]\FMH NRV]WRZH GOD ZV]\VWNLFK LQGHNVyZ V XVXZDQH L
]DNáDGDQH QD QRZR 1RZH SR]\FMH NRV]WRZH ]DZLHUDM W\NOR VNáDGQLNL
R]QDF]RQH MDNR Ä'RP\OQH´ 3RQDGWR SU]HFHQLRQH ]RVWDQ ZV]\VWNLH
LQGHNV\]QDMGXMFHVLZKIM-ie.

2-46
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
$NWXDOL]DFMZ\UREyZ
•
DNWXDOL]DFMFHQVSU]HGD*\Z\UREyZSROHJDMFQDprzeniesieniu cen
proponowanych, ustalonych na podstawie kalkulacji wyrobów, do
cennika;
•
HNVSRUW NDUWRWHNL LQGHNVyZ PDWHULDáRZ\FK GR V\VWHPX =%<7 w
zakresie wytwarzanych wyrobów oraz
SU]HJOGZ\VáDQ\FKLQGHNVyZ;
$NWXDOL]DFM FHQ ]DNXSX PDWHULDáyZ SROHJDMF QD LPSRUFLH
aktualnych cen
]V\VWHPX*RVSRGDUND0DWHULDáRZD
3.3
F
UNKCJE MENU
- R
APORTY
0HQX Ä5DSRUW\´ REHMPXMH V]HUHJ Z\JHQHURZDQ\FK ]HVWDZLH L
Z\ND]yZSRJUXSRZDQ\FKZG]LDáDFKWHPDW\F]Q\FK6WRVWDQGDUGRZH
JUXS\ UDSRUWyZ Z\NRU]\VW\ZDQH Z ZLNV]RFL SU]HGVLELRUVWZ
SURGXNF\MQ\FK MHGQDN*H GRGDWNRZH JUXS\ UDSRUWyZ F]\ WH*
SRV]F]HJyOQHUDSRUW\PRJE\üZ\NRQ\ZDQHQD*\F]HQLHX*\WNRZQLND
3R ]DNXSLHQLX RGSRZLHGQLFK QDU]G]L X*\WNRZQLN PR*H VDP
Z\NRQ\ZDü ]PLDQ\ Z REUELH LVWQLHMF\FK UDSRUWyZ HG\FMD EG(
GRGDZDü QRZH 6\VWHP 733 SR]ZDOD QD REVáXJ UDSRUWyZ ]D SRPRF
programów:
•
RaportSmith® (standardowo z systemem jest rozprowadzana tylko
SU]HJOGDUNDSHáQDZHUVMDXPR*OLZLDHG\FMUDSRUWyZ
•
Raport Builder®.
6WDQGDUGRZHJUXS\UDSRUWyZ]DZLHUDMQDVWSXMFHZ\GUXNL
kartoteki pomocnicze:
wykaz grup asortymentowych
wykaz grup operacji technologicznych
wykaz grup towaru
wykaz jednostek miar
Z\ND]NRQWPDWHULDáRZ\FK

û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-47
Z\ND]NDWHJRULLQDU]G]L
wykaz magazynów
Z\ND]JUXSSáDFRZ\FK
Z\ND]Z\G]LDáyZ
kartoteki maszyn:
wykaz grup stanowisk
opis grup stanowisk
Z\ND]QDU]G]LLSU]\U]GyZ
wykaz stanowisk
opis stanowisk
kalkulacje
technologiczne:
struktura wyrobów
drzewo marszruty b
H]SyáZ\UREyZ
drzewo marszruty do pozycji z magazynu
kalkulacja cen towarów - prosta
kalkulacja cen towarów - symulacja
kalkulacja cen towarów wg gatunków
cennik wyrobów wg cen kalkulacyjnych
cennik wyrobów wg cen umownych
cennik wyrobów wg cen proponowanych
karty technologiczne:
karty KTK - wersja standard
karty KTK - wersja rozszerzona
karty obiegowe z cenami
karty obiegowe - standard
2-48
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
karty obiegowe - wykaz
plan operacji i kontroli
kartoteka indeksów
FDáRü
Z\ND]LQGHNVyZ]FHQDPLVSU]HGD*\
RSLVLQGHNVyZ]FHQDPLVSU]HGD*\
zastosowanie indeksów w produkcji
wykorzystanie indeksów w produkcji
opis indeksów - prosty
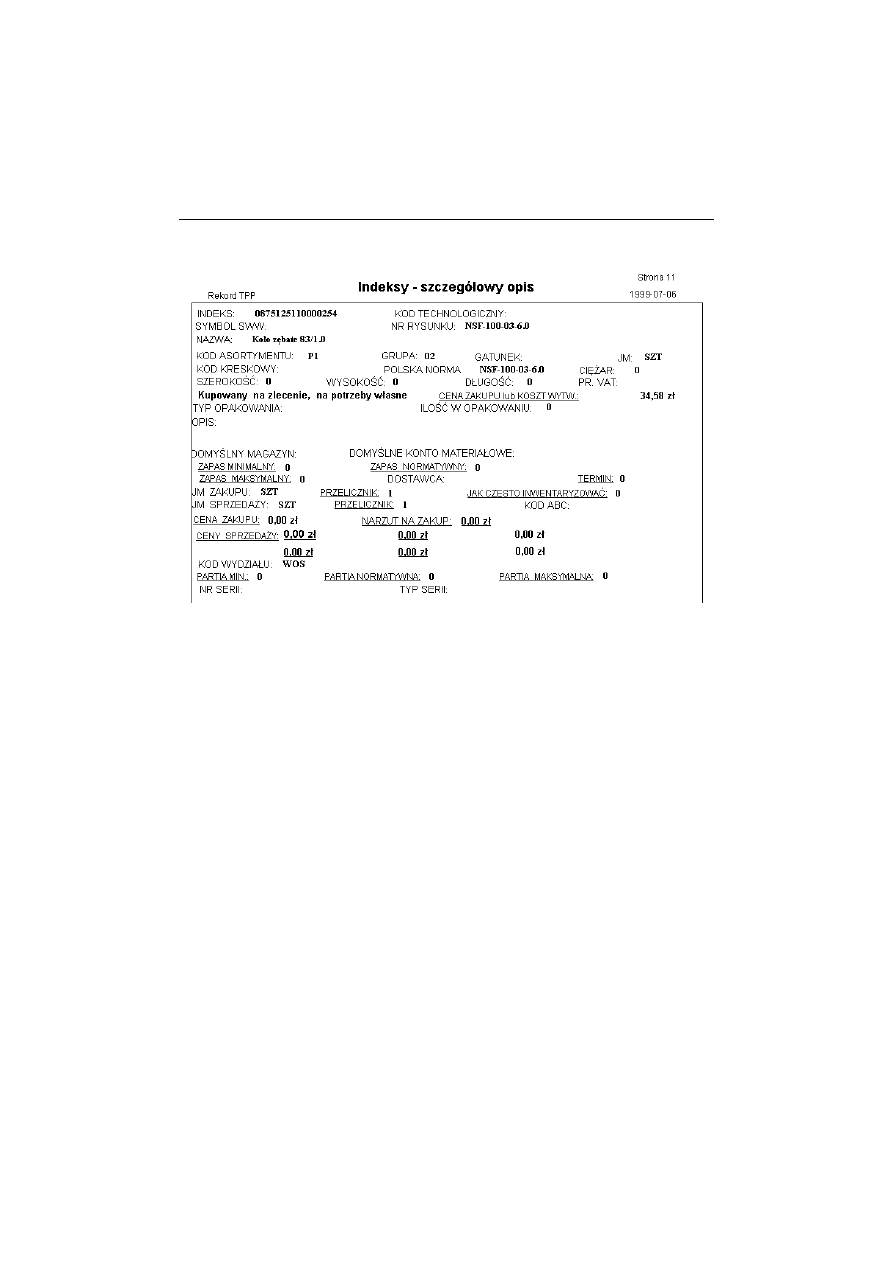
RSLVLQGHNVyZRSLVV]F]HJyáRZ\
zestawienie indeksów
wykaz indeksów - prosty
opis indeksów - kody
VáRZQLNRSHUDFML
opis operacji technologicznych
wykaz operacji technologicznych
V]F]HJyáRZ\
RSLV
RSHUDFML
technologicznych
zastosowanie operacji technologicznych
wykorzystanie operacji technologicznych
kontrahenci:
wykaz kontrahentów
:V]\VWNLHZ\GUXNLPR*HP\VWDQGDUGRZRVNLHURZDüQDHNUDQSRGJOG
OXEQDGUXNDUNZ\GUXN
1DNROHMQ\FKVWURQDFK]RVWDá\]DPLHV]F]RQHIUDJPHQW\NLONXSRGJOGyZ
wydruku:
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-49
2-50
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
3.4
F
UNKCJE MENU
- S
YSTEMY
3.4.1
S
à2:1,.,
System Technicznego Przygotowania Produkcji pracuje z
Z\NRU]\VWDQLHP Uy*QRURGQ\FK WDEHO VáRZQLNRZ\FK : ]DOH*QRFL RG
ZLHONRFL VWUXNWXU\ RUJDQL]DF\MQHM RUD] VWRSQLD VNRPSOLNRZDQLD
SURGXNFML GDQH SU]HGVLELRUVWZR PR*H NRU]\VWDü ] PQLHMV]HM OXE
ZLNV]HMLORFLWDEHOQLHZV]\VWNLHVáRZQLNLPXV]E\üZ\NRU]\VWDQH
'DQH ]JURPDG]RQH Z WDEHODFK VáRZQLNRZ\FK V SRGSRZLDGDQH SU]H]
system w momencie dokonywania wyboru w trakcie edycji (np. jednostki
PLDU V SRGSRZLDGDQH Z WUDNFLH HG\FML LQGHNVX PDWHULDáRZHJR SU]\
Z\SHáQLDQLX SyO ÄNRQVWUXNF\MQD MHGQRVWND PLDU\´ L ÄPDJD]\QRZD
jednostka miary”).
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-51
1.
Asortymentów
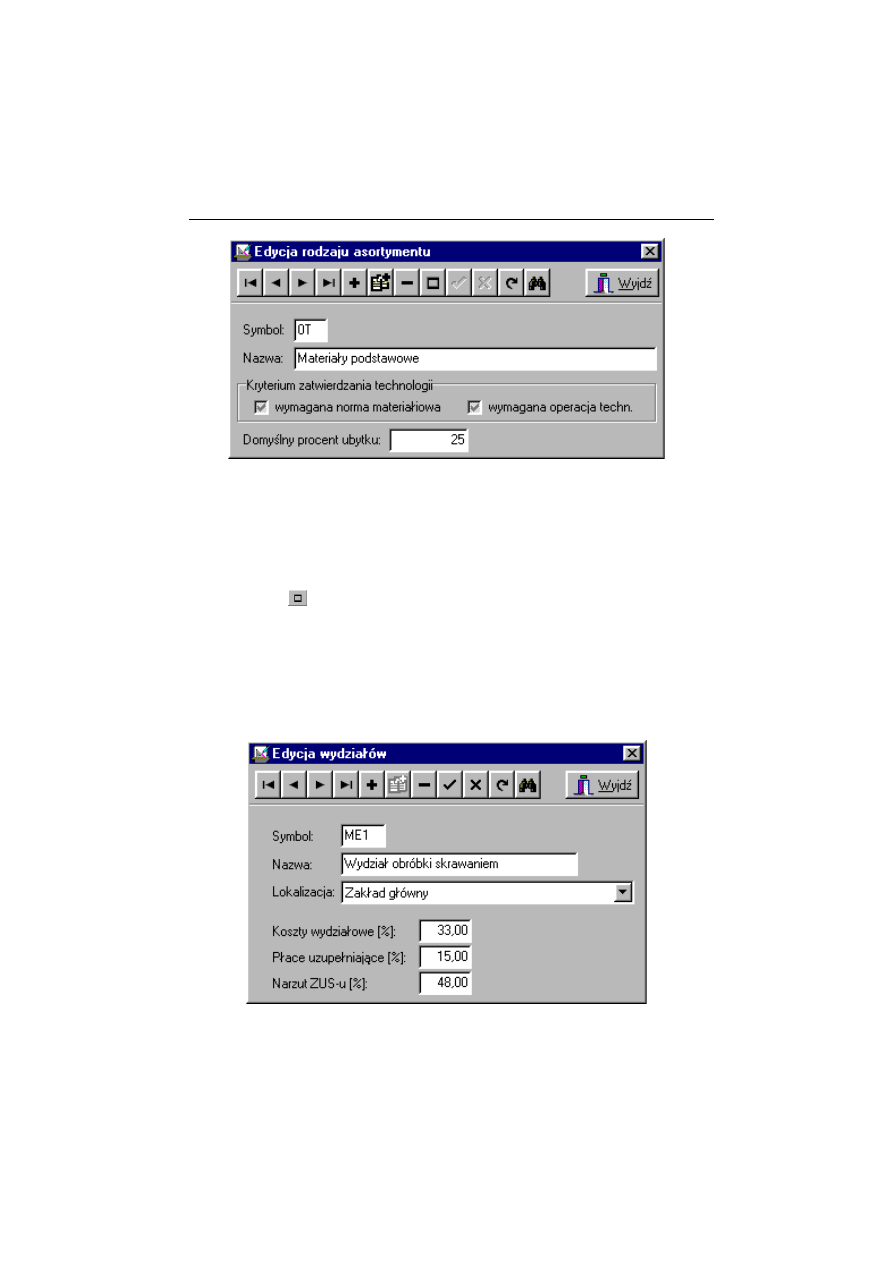
PR*OLZRü ]GHILQLRZDQLD Uy*QHJR URG]DMX JUXS
DVRUW\PHQWRZ\FK QS Z XNáDG]LH Z\URE\ JRWRZH SyáIDEU\NDW\
PDWHULDá\HOHPHQW\KDQGORZHOXEZLQQ\FKEDUG]LHMV]F]HJyáRZ\FK
XNáDGDFK 'OD ND*GHJR URG]DMX DVRUW\PHQWX PR*HP\ RNUHOLü
NU\WHULXP]DWZLHUG]DQLDWHFKQRORJLLRUD]GRP\OQ\SURFHQWXE\WNyZ
Przycisk
SR]ZDOD QD EH]SRUHGQLH SU]HMFLH GR HG\FML
QLH]EGQ\FK]DWZLHUG]HGODELH*FHJRDVRUW\PHQWX
2.
:\G]LDáyZPR*OLZRü]GHILQLRZDQLDZ\G]LDáyZZ\VWSXMF\FKZ
VWUXNWXU]H ]DNáDGX 'DQHPX Z\G]LDáRZL PR*QD SU]\SLVDü V\PERO
QD]Z ORNDOL]DFM D WDN*H SURFHQWRZR NRV]W\ Z\G]LDáRZH SáDFH
X]XSHáQLDMFHQDU]XW=86
2-52
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
3.
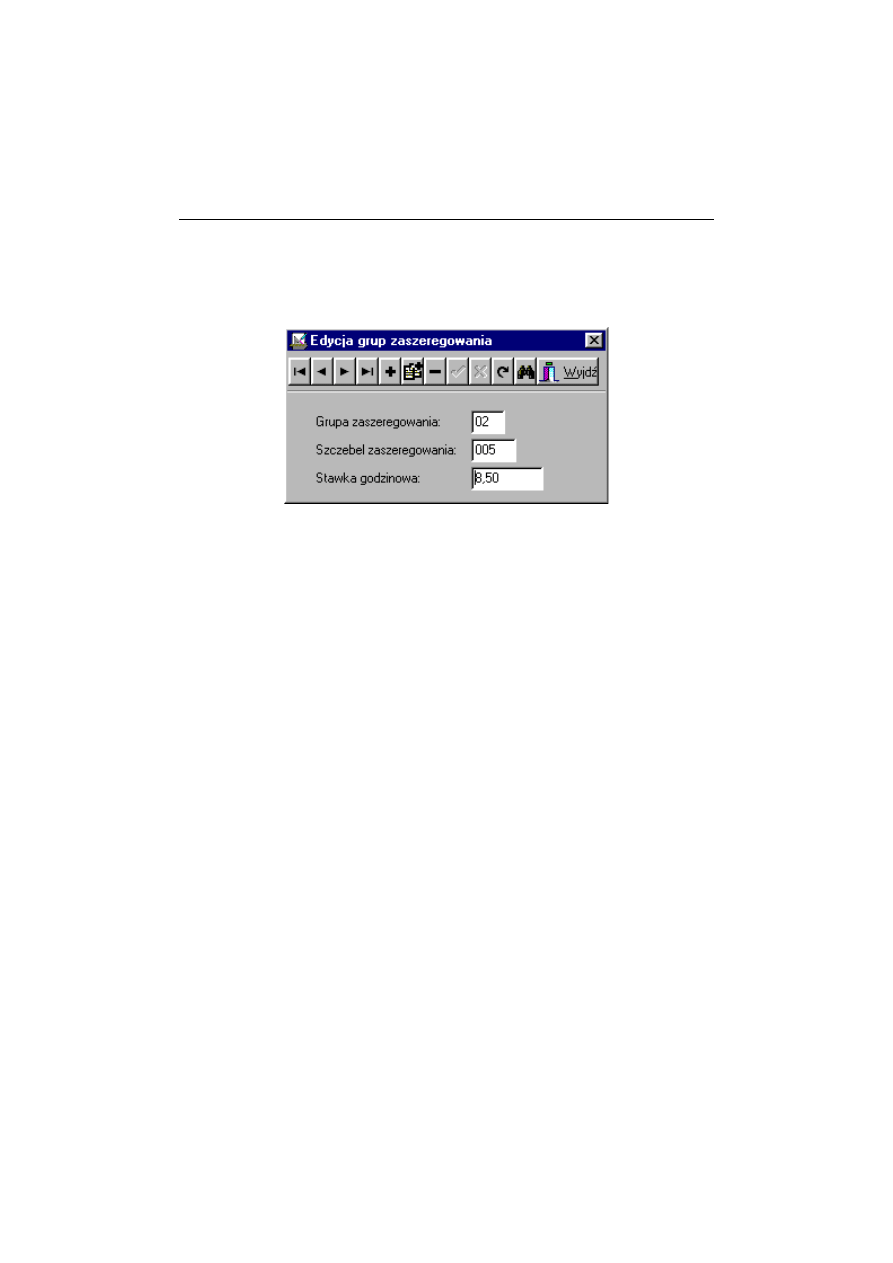
*UXS SáDFRZ\FK GHILQLRZDQ\FK Z XNáDG]LH JUXSD
]DV]HUHJRZDQLDV]F]HEHO]DV]HUHJRZDQLDL]ZL]DQD]W\PXNáDGHP
stawka godzinowa.
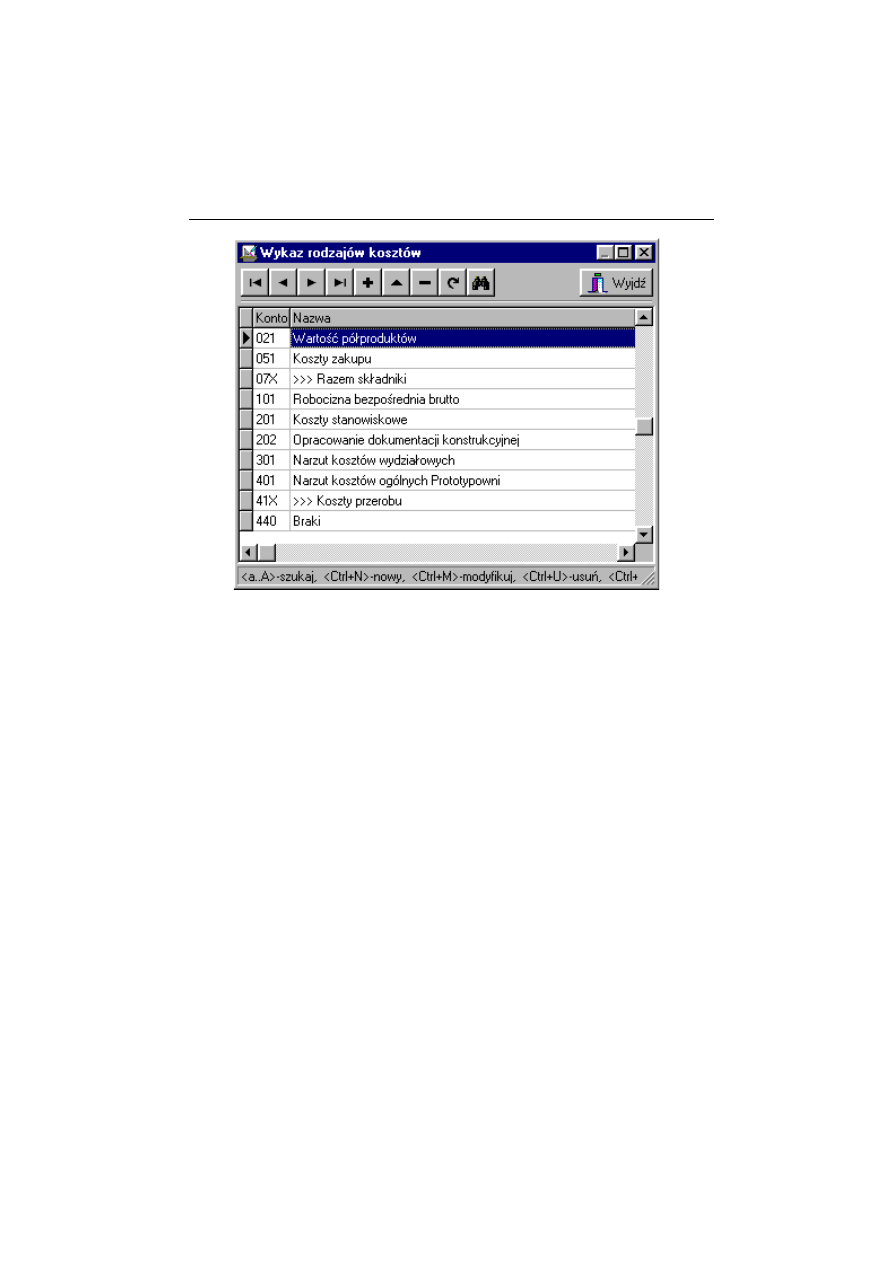
4. Rodzajów kosztów – w kartotece tej definiujemy wszystkie rodzaje
NRV]WyZMDNLHEG]LHP\Z\NRU]\VW\ZDOLSU]\Z\NRQ\ZDQLXNDONXODFMLZ
V\VWHPLH 733 6áRZQLN WHQ SRVLDGD ]DVDGQLF]R WU]\ W\S\ IRUPDWHN
HG\F\MQ\FKZ]DOH*QRFLRGURG]DMXGHILQLRZDQHJRNRV]WX
3RODPLZVSyOQ\PLGODZV]\VWNLFKIRUPDWHNHG\F\MQ\FKVSDWU]U\VXQNL
QDVWURQLHQDVWSQHM
- SYMBOL – jest to 3 znakowy kod,
MHGQR]QDF]QLH Z\Uy*QLDMF\
dany rodzaj kosztu
V\PEROH QLH PRJ VL SRZWDU]Dü 3RGF]DV
Z\NRQ\ZDQLDNDONXODFMLV\PEROZ\]QDF]DNROHMQRüSR]\FMLNRV]WRZ\FK
SU]\REOLF]DQLX7HFKQLF]QHJR.RV]WX:\WZRU]HQLD-HVWWRLVWRWQHJG\*
NRV]W\ ]DOH*QH RG LQQ\FK SR]\FML QLH PRJ E\ü OLF]RQH SU]HG
SRMDZLHQLHPVLW\FKSR]\FMLZVWUXNWXU]HNDONXODFML
1S.RV]W\VWDQRZLVNRZHOLF]RQHMDNRQDU]XWRGURERFL]Q\PXV]PLHü
Z\*V]\ V\PERO RG V\PEROX NRV]WX ZDUWRFL URERFL]Q\ QS MDN QD
SRZ\*V]\PU\VXQNX
:]HVWDZLHQLXPRJZ\VWSRZDüV\PEROHVSHFMDOQH]H]QDNLHPÄ;´
na trzeciej pozycji. Pozycje kosztowe oznaczone symbolem specjalnym
QLH V VXPRZDQH SRGF]DV REOLF]DQLD 7.: 0R*QD MH Z\NRU]\VWDü GR
WZRU]HQLDVXPRNUHORQ\FKJUXSNRV]WyZ0RJRQHE\üWDN*HSRGVWDZ
do obliczania narzutów w kolejnych pozycjach.
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-53
- NAZWA
±SROHVáX*FHGRRSLVDQLDGDQHMSR]\FMLNRV]WRZHMZVSRVyE
F]\WHOQ\GODX*\WNRZQLND
-
Ä'20</1<´ ± ZáF]RQD RSFMD GOD GDQHM SR]\FML NRV]WRZHM
SRZRGXMH*HGDQ\NRV]WSRMDZLDVLSR]RVWDMHZWDEHOLNDONXODFMLGOD
nowego produktu po przecenie oraz (dla wszystkich produktów) po
Z\NRQDQLXSU]HFHQ\]RSFMÄ$NWXDOL]DFMDVWUXNWXU´3R]\FMHGODNWyU\FK
RSFMD MHVW Z\áF]RQD PR*QD GRGDü ÄUF]QLH´ GR NDONXODFML 7.:
wybranego indeksu.
=HZ]JOGXQDURG]DMHG\WRZDQHJRNRV]WXIRUPDWNDHG\F\MQDSU]\MPLH
MHGQ]WU]HFKSRVWDFL
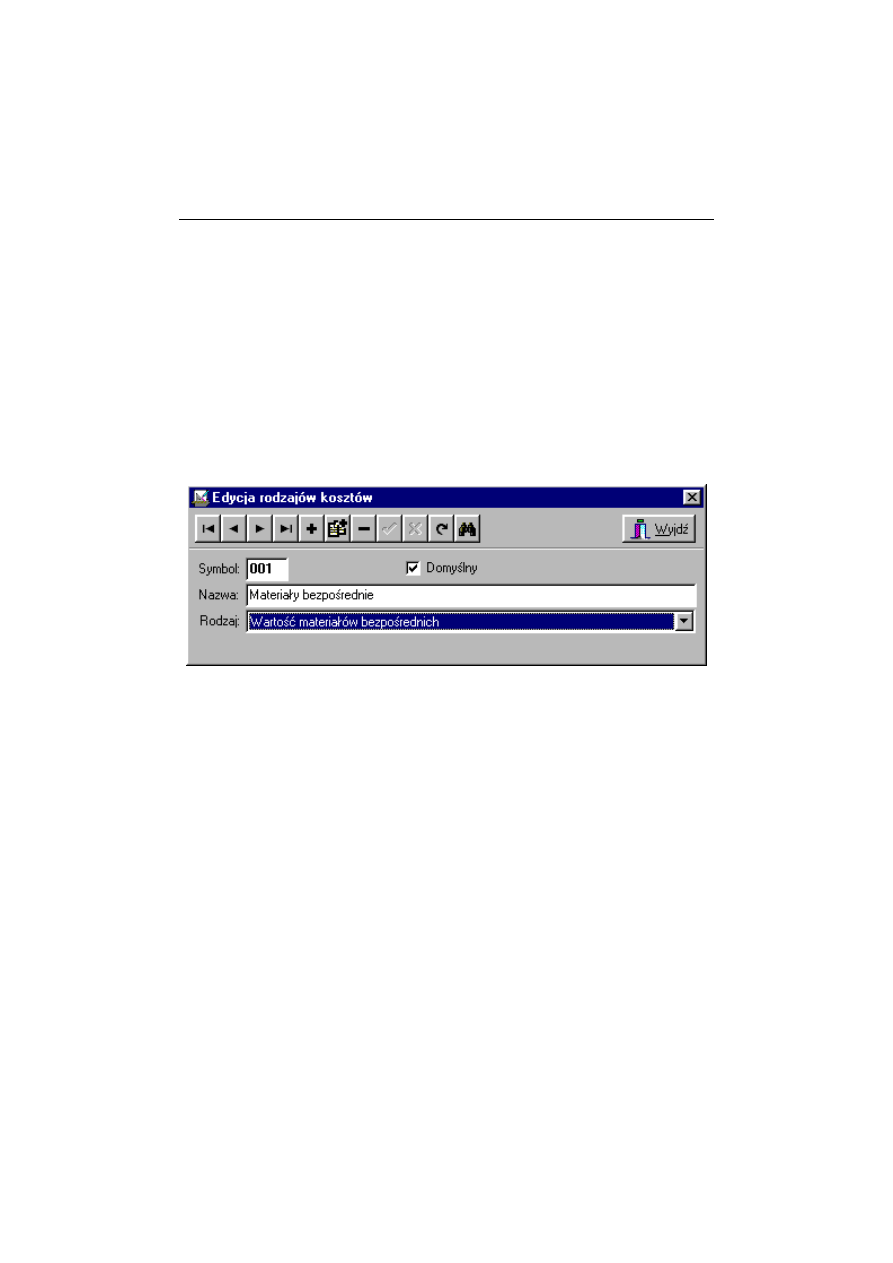
3R]\FMHNRV]WRZHRNUHORQHMDNRZDUWRFL
3RQL*V]DIRUPDWNDSRMDZLVLSRGF]DVGHILQLRZDQLDSR]\FMLNRV]WRZHMZ
SU]\SDGNXZ\EUDQLD]SRODÄ5RG]DM´MHGQHJR]QDVWSXMF\FKURG]DMyZ
kosztów:
2-54
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
(a)
ZDUWRüPDWHULDáyZSyáSURGXNWyZLNRRSHUDFML
(b)
ZDUWRüPDWHULDáyZEH]SRUHGQLFK
(c)
ZDUWRüXVáXJREF\FK
(d)
ZDUWRüSyáZ\UREyZ
(e)
ZDUWRüURERFL]Q\EH]SRUHGQLHM
(f)
ZDUWRüRGSDGyZX*\WNRZ\FK
(g)
ZDUWRüNRV]WyZVWDQRZLVNRZ\FKVWDZNDSUDF\
(h)
ZDUWRüZSLVDQDEH]SRUHGQLRGRLQGHNVX
2EMDQLHQLHSRV]F]HJyOQ\FKURG]DMyZNRV]WyZ
(a)
MHVWVXPSR]\FMLEFG
(b)
ZDUWRü PDWHULDáyZ EH]SRUHGQLFK ± MHVW WR ZDUWRü PDWHULDáyZ
ZFKRG]F\FKZVNáDGUR]ZLQLFLDNRQVWUXNF\MQHJRGDQHJRZ\UREX
(c)
ZDUWRü XVáXJ REF\FK ± MHVW WR ZDUWRü GHWDOL R]QDF]RQ\FK MDNR
NRRSHUDFMD L ZFKRG]F\FK Z VNáDG UR]ZLQLFLD NRQVWUXNF\MQHJR
kalkulowanego wyrobu.
(d)
ZDUWRü SyáZ\UREyZ – pozycja z tym rodzajem kosztu przyjmie
ZDUWRü]JRGQLH]8:$*XPLHV]F]RQSRQL*HM
(e)
ZDUWRü URERFL]Q\ EH]SRUHGQLHM ± MHVW WR ZDUWRü URERFL]Q\
]ZL]DQHM]Z\NRQDQLHPZV]\VWNLFKRSHUDFMLZFKRG]F\FKZVNáDG
marszruty technologicznej danego wyrobu.

û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-55
:DUWRüURERFL]Q\GODSRMHG\QF]HMRSHUDFML VWDZNDSUDF\tpz/n
+
WMSUDFREVáXJD
JG]LHQ ZLHONRüSDUWLLQRUPDW\ZQHMREVáXJD±LORüSUDFRZQLNyZ
Z\NRQXMF\FKGDQDRSHUDFM
(f)
ZDUWRü RGSDGyZ X*\WNRZ\FK – pozycja z tym rodzajem kosztu
SU]\MPLH ZDUWRü UyZQ VXPLH ZDUWRFL ZV]\VWNLFK RGSDGyZ
X*\WNRZ\FK ]GHILQLRZDQ\FK Z VWUXNWXU]H NRQVWUXNF\MQHM Z\UREX
:DUWRüRGSDGyZX*\WNRZ\FKEG]LHZSLVDQDGRWDEHOLNDONXODFML]
PLQXVHPLEG]LHRGMWDRG7.:GDQHJRZ\UREX
(g)
ZDUWRü NRV]WyZ VWDQRZLVNRZ\FK ± MHVW WR ZDUWRü NRV]WyZ
VWDQRZLVNRZ\FK]ZL]DQ\FK]Z\NRQDQLHPGDQHJRZ\UREX
Koszt stanowiskowy dla pojedynczej operacji = stawka pracy w
grupie stanowisk * (tpz/n +
WM PDV] JG]LH Q ZLHONRü SDUWLL
normatywnej.
(h)
ZDUWRü ZSLVDQD EH]SRUHGQLR GR LQGHNVX – pozycja z takim
URG]DMHP NRV]WX SR]ZDOD QD ZSURZDG]HQLH GRZROQHM ZDUWRFL GR
NDONXODFML :DUWRü ZSURZDG]RQD EH]SRUHGQLR SU]H] X*\WNRZQLND
EG]LH]DSDPLWDQDW\ONRGODZ\EUDQHJRLQGHNVX
8:$*$ SU]\ VSRU]G]DQLX NDONXODFML QD Z\UyE Z VNáDG NWyUHJR
ZFKRG]SyáSURGXNW\SRQLHZD*PRJRQHE\üUy*QLHSU]HGVWDZLDQHZ
NDONXODFML Z\UREX Z ]DOH*QRFL RG ]DGHNODURZDQHJR VSRVREX
wytwarzania.
-H*HOL SyáSURGXNW\ V Z\WZDU]DQH Z XNáDG]LH ÄQD ]OHFHQLH´ WR V\VWHP
GOD SRWU]HE NDONXODFML GRNRQD ÄVSáDV]F]HQLD´ VWUXNWXU\ NRQVWUXNFML L
PDUV]UXW\ Z\UREX : WDNLP Z\SDGNX ZV]\VWNLH PDWHULDá\ L RSHUDFMH
]RVWDQ SRWUDNWRZDQH UyZQRU]GQLH PDWHULDá\ L RSHUDFMH GOD
SyáZ\UREyZ ]RVWDQ GRGDQH GR PDWHULDáyZ L RSHUDFML ]ZL]DQ\FK ]
Z\UREHPQLHSRMDZLVLZSR]\FMLNRV]WRZHMÄ:DUWRüSyáZ\UREyZ´
-H*HOL SyáSURGXNW\ EG Z\WZDU]DQH Z XNáDG]LH ÄQD PDJD]\Q´ WR GR
NDONXODFML EG ZOLF]DQH ZJ LFK 7HFKQLF]QHJR .RV]WX :\WZRU]HQLD D
LFKZDUWRüSRMDZLVLZSR]\FML]URG]DMHPÄ:DUWRüSyáZ\UREyZ´

2-56
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
=DJDGQLHQLHSRZ\*V]HLOXVWUXMHQDVWSXMF\SU]\NáDG
:DUWRüZ\UREX:EH]SyáSURGXNWX3
PDWHULDá\±]á
URERFL]QD±]á
QDU]XWRJyOQLH±]á
:DUWRüSyáSURGXNWX3
PDWHULDá\±]á
robociz
QD±]á
QDU]XWRJyOQLH±]á
.DONXODFMD NRV]WX Z\UREX : SU]\ ]DáR*HQLX *H SyáSURGXNW 3 MHVW
SURGXNRZDQ\ZXNáDG]LHÄQD]OHFHQLH´
ZDUWRüPDWHULDáyZ±]á
ZDUWRüURERFL]Q\±]á
QDU]XWRJyOQLH±]á
ZDUWRüSyáSURGXNWyZ±]á
.DONXODFMD NRV]WX Z\UREX : SU]\ ]DáR*HQLX *H SyáSURGXNW 3 MHVW
SURGXNRZZXNáDG]LHÄQDPDJD]\Q´
ZDUWRüPDWHULDáyZ±]á
ZDUWRüURERFL]Q\±]á
QDU]XWRJyOQLH±]á
ZDUWRüSyáSURGXNWyZ±]á
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-57
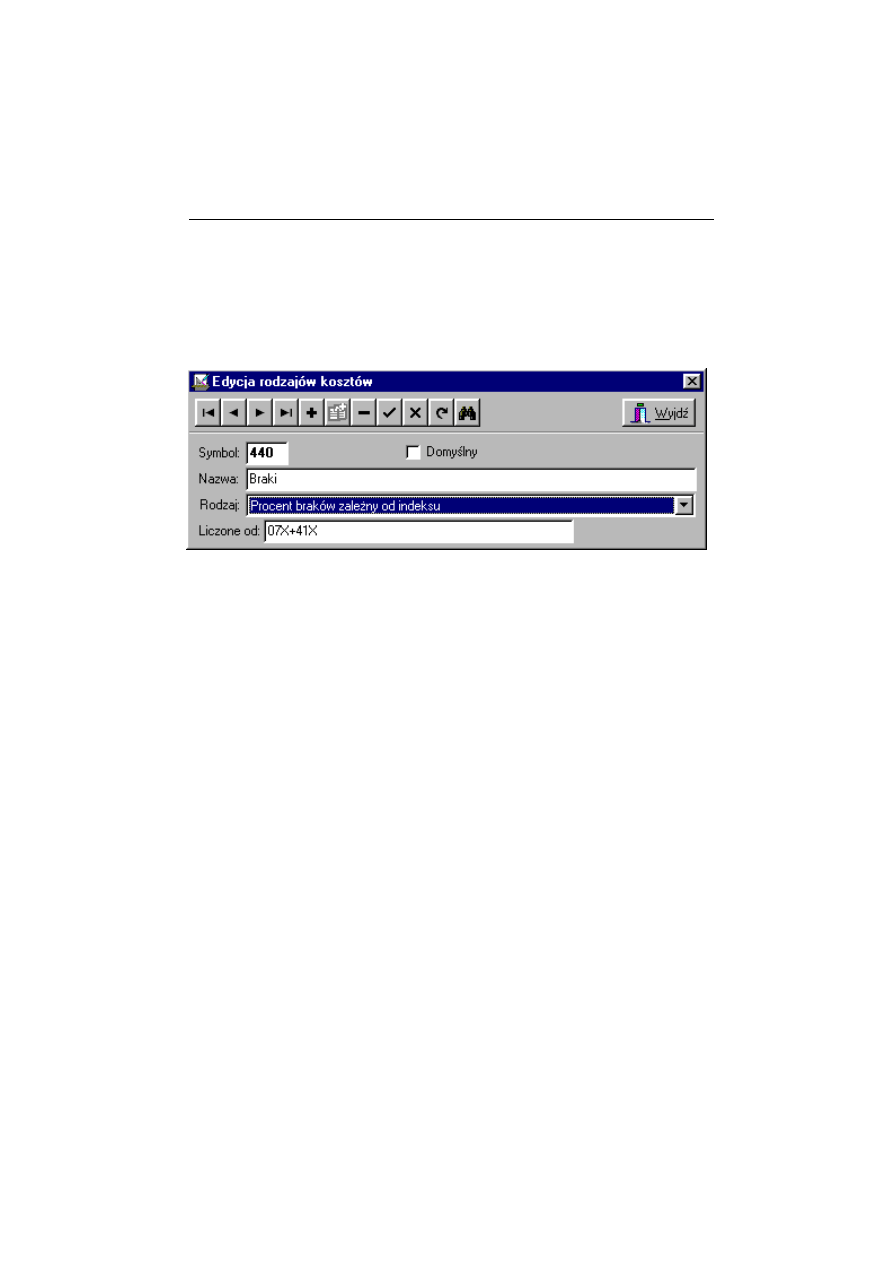
3R]\FMH NRV]WRZH RNUHORQH MDNR QDU]XW\ SURFHQWRZH ± ZDUWRü
procentowa odczytywana z systemu.
3RQL*V]DIRUPDWNDSRMDZLVLSRGF]DVGHILQLRZDQLDSR]\FMLNRV]WRZHMZ
SU]\SDGNX Z\EUDQLD ] SROD Ä5RG]DM´ MHGQHJR ] QDVWSXMF\FK
procentowych rodzajów kosztów:
(a) Procent zakupu
]DOH*Q\RGLQGHNVX
3URFHQWPDWHULDáyZSRPRFQLF]\FK]DOH*Q\RGLQGHNVX
Procent braków
]DOH*Q\RGLQGHNVX
)HE\PyFNRU]\VWDüZNDONXODFML]W\FKURG]DMyZNRV]WyZQDOH*\
ZSDUDPHWUDFKV\VWHPX3DUDPHWU\!V\VWHPX!1DU]XW\ZáF]\ü
ZVHNFMLÄ8Z]JOGQLDüSU]\LQGHNVLH´RSFMHRGSRZLHGQLR
-
zmienne koszty zakupu;
-
PDWHULDá\SRPRFQLF]H
-
straty na brakach;
3U]\ XDNW\ZQLRQ\FK RSFMDFK SRMDZL VL QD ]DNáDGFH Ä.DONXODFMD´
SROD Z VHNFML Ä6NáDGQLNL NRV]WRZH HG\WRZDQH´ : SRODFK W\FK
]RVWDQ SRGSRZLHG]LDQH ZDUWRFL SURFHQWRZH ZSURZDG]RQH Z
parametrach systemu (Parametry> systemu> Narzuty) w sekcji
Ä'RP\OQ\SURFHQW´3RGSRZLHG]LDQHZDUWRFLPR*QD]PLHQLDüGOD
ND*GHJRSRMHG\QF]HJRLQGHNVX
1DVWSQLH QD IRUPDWFH HG\F\MQHM URG]DMX NRV]WX QDOH*\ Z\SHáQLü
SROHÄ/LF]RQHRG´SRGDMFNRGNRG\NRV]WXNRV]WyZRGNWyUHJR
FKFHP\ REOLF]Dü SURFHQW 3RV]F]HJyOQH NRG\ PR*HP\ ]H VRE
GRGDZDü]QDNÄ´OXERGHMPRZDü]QDNÄ´

2-58
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
(b)
3URFHQWSáDFSRPRFQLF]\FKwg indeksu
Procent ZUS wg indeksu
3URFHQWNRV]WyZZ\G]LDáRZ\FKwg indeksu
=HVWDZ URG]DMyZ NRV]WyZ Z NWyU\FK SURFHQW\ SáDF SRPRFQLF]\FK
=86 L NRV]WyZ Z\G]LDáRZ\FK V SRELHUDQH ] IRUPDWNL HG\F\MQHM
Z\G]LDáX 6\VWHP! 6áRZQLNL ZáDVQH! :\G]LDáyZ ,QGHNV GOD
NWyUHJR Z\NRQXMHP\ NDONXODFM SRZLQLHQ PLHü SU]\SRU]GNRZDQ\
Z\G]LDá (G\FMD LQGHNVX PDWHULDáRZHJR! ]DNáDGND Ä3URGXNFMD´
1DVWSQLH QD IRUPDWFH HG\F\MQHM URG]DMX NRV]WX QDOH*\ Z\SHáQLü
SROHÄ/LF]RQHRG´SRGDMFNRGNRG\NRV]WXNRV]WyZRGNWyUHJR
FKFHP\ REOLF]Dü SURFHQW 3RV]F]HJyOQH NRG\ PR*HP\ ]H VRE
GRGDZDü]QDNÄ´OXERGHMPRZDü]QDNÄ´
(c)
3URFSáDFSRPRFQLF]\FKwg grupy stanowisk i Tj prac.
Procent ZUS wg grupy stanowisk i Tj prac.
3URFNZ\G]LDáRZ\FKwg grupy stanowisk i Tj prac.
3URFHQW\GODSRV]F]HJyOQ\FKURG]DMyZNRV]WyZVOLF]RQHGRNáDGQLHM
QL* Z SU]\SDGNX E 6\VWHP DQDOL]XMH ZV]\VWNLH RSHUDFMH Z
PDUV]UXFLH .D*GD RSHUDFMD ]RVWDMH SU]\SRU]GNRZDQD GR Z\G]LDáX
RSHUDFMD GR JUXS\ VWDQRZLVN D JUXSD VWDQRZLVN GR Z\G]LDáX D
QDVWSQLH QD SRGVWDZLH SURFHQWRZHJR XG]LDáX Z\G]LDáyZ Z F]DVLH
wytworzenia wyrobu (liczonego jako suma czasów tpz i tj
pracownika) zostaje obliczony procent narzutu.
35=<.à$'Z\UyEMHVWSURGXNRZDQ\QDGZyFKZ\G]LDáDFK
:±RNRV]WDFKZ\G]LDáRZ\FK
:±RNRV]WDFKZ\G]LDáRZ\FK
Czas produkcji wyrobu (tpz +
WMSUDFQDND*G\P]Z\G]LDáyZ
t = 3 godz (dla W1)
t = 7 godz (dla W2)

û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-59
1DWHMSRGVWDZLHV\VWHPREOLF]\UHGQLSURFHQWNRV]WyZZ\G]LDáRZ\FK
dla naszego wyrobu:
(50%*3 + 100%*7) / (3+7) = 85%
1DVWSQLH QD IRUPDWFH HG\F\MQHM URG]DMX NRV]WX QDOH*\ Z\SHáQLü SROH
Ä/LF]RQHRG´SRGDMFNRGNRG\NRV]WXNRV]WyZRGNWyUHJRFKFHP\
REOLF]Dü SURFHQW 3RV]F]HJyOQH NRG\ PR*HP\ ]H VRE GRGDZDü ]QDN
Ä´OXERGHMPRZDü]QDNÄ´
(d)
3URFSáDFSRPRFQLF]\FKwg grupy stanowisk i Tj masz.
Procent ZUS wg grupy stanowisk i Tj masz.
3URFNZ\G]LDáRZ\FKwg grupy stanowisk i Tj masz.
3U]\SDGHN DQDORJLF]Q\ MDN Z SXQNFLH F ± ] W\P *H F]DV
wytworzenia wyrobu jest liczony jako suma czasów tpz i tj
maszynowego.
(e) Procent kosztów stanowiskowych wg Tj prac.
Procent kosztów stanowiskowych wg Tj masz.
Zestaw rodzajów kosztów w którym procenty kosztów stanowiskowych
V SRELHUDQH ] IRUPDWNL HG\F\MQHM JUXS\ VWDQRZLVN .DUWRWHNL! *UXS
stanowisk> Edycja grupy stanowisk, pole „Procent narzutu”).
3URFHQW\ NRV]WyZ VWDQRZLVNRZ\FK V OLF]RQH Z WHQ VSRVyE *H V\VWHP
DQDOL]XMH ZV]\VWNLH RSHUDFMH Z PDUV]UXFLH 2SHUDFMH ]RVWDM
SU]\SRU]GNRZDQH GR JUXS\ VWDQRZLVN ND*GD JUXSD SRZLQQD PLHü
RNUHORQ\ SURFHQW QDU]XWX D QDVWSQLH QD SRGVWDZLH SURFHQWRZHJR
XG]LDáXJUXS\VWDQRZLVNZF]DVLHZ\WZRU]HQLDZ\UREXOLF]RQHJRMDNR
suma czasów tpz i tj pracownika lub tpz i tj maszynowego) zostaje
REOLF]RQ\UHGQLSURFHQWNRV]WyZVWDQRZLVNRZ\FK
1DVWSQLH QD IRUPDWFH HG\F\MQHM URG]DMX NRV]WX QDOH*\ Z\SHáQLü SROH
Ä/LF]RQHRG´SRGDMFNRGNRG\NRV]WXNRV]WyZRGNWyUHJRFKFHP\
REOLF]Dü SURFHQW 3RV]F]HJyOQH NRG\ PR*HP\ ]H VRE GRGDZDü ]QDN
Ä´OXERGHMPRZDü]QDNÄ´
2-60
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
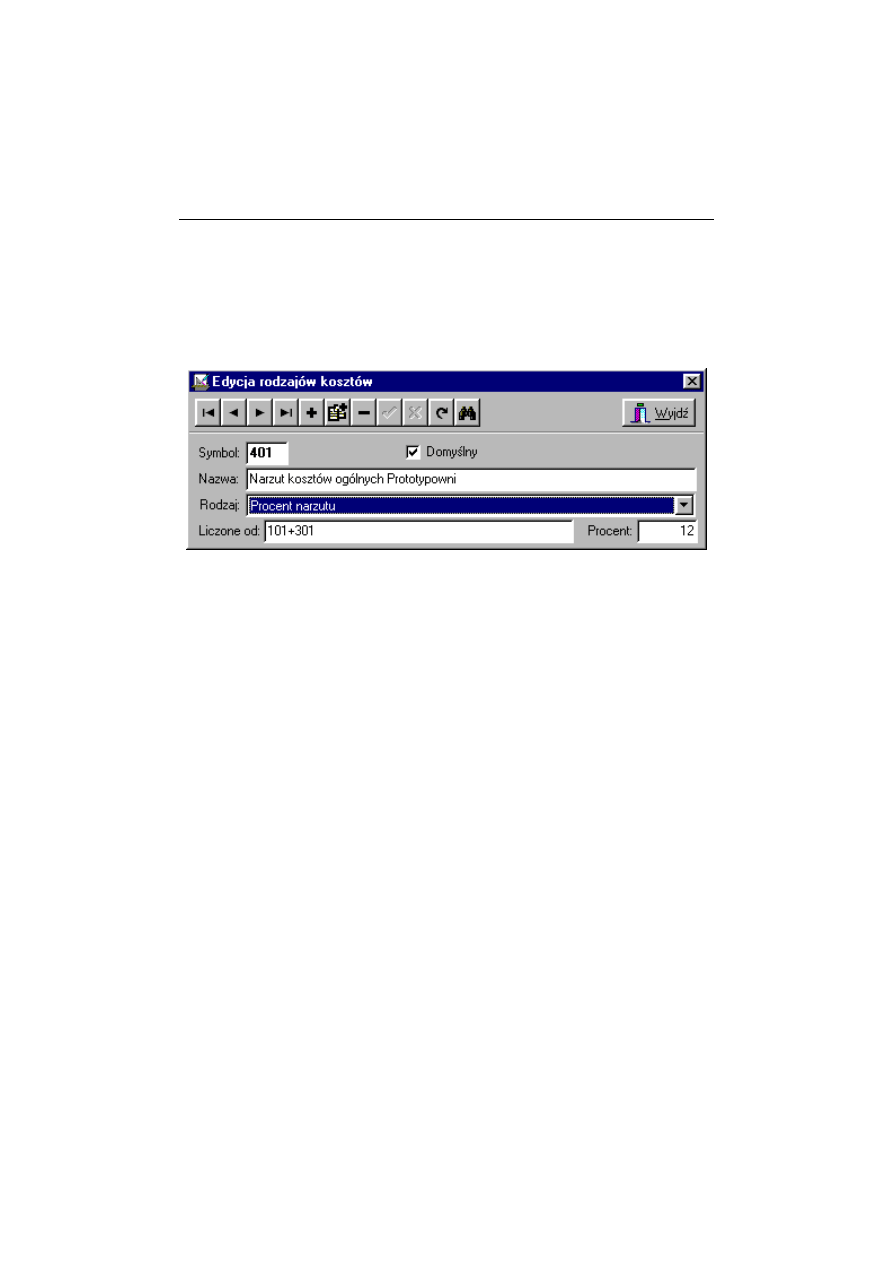
3R]\FMH NRV]WRZH RNUHORQH MDNR QDU]XW\ SURFHQWRZH ± ZDUWRü
SURFHQWRZDZSURZDG]DQDEH]SRUHGQLRGODGDQHMSR]\FML
3RQL*V]DIRUPDWNDSRMDZLVLSRGF]DVGHILQLRZDQLDSR]\FMLNRV]WRZHMZ
SU]\SDGNX Z\EUDQLD ] SROD Ä5RG]DM´ MHGQHJR ] QDVWSXMF\FK
procentowych rodzajów kosztów:
(a) Procent narzutu
3R]\FMD NRV]WRZD ]GHILQLRZDQD SU]\ X*\FLX SURFHQWX QDU]XWX QLH MHVW
]DOH*QD RG ZDUWRFL ]DZDUW\FK Z V\VWHPLH D MHG\QLH ]DOH*\ RG
Z\EUDQ\FK SR]\FML Z\áF]QLH R QL*V]\FK V\PERODFK Z VWUXNWXU]H
kalkulacji.
35=<.à$'
1D SRZ\*V]HM IRUPDWFH ]RVWDá ]GHILQLRZDQ\ QDU]XW NRV]WyZ RJyOQ\FK
SURWRW\SRZQL =DGDQLHP GHILQLXMFHJR NRV]W MHVW SRGDQLH ZDUWRFL
SURFHQWRZHM QDU]XWX RUD] VNáDGQLNyZ NDONXODFML RG NWyU\FK WHQ QDU]XW
EG]LH OLF]RQ\ : QDV]\P SU]\SDGNX QDU]XW Z\QLHVLH RG VXP\
SR]\FML URERFL]QD EH]SRUHGQLD EUXWWR L QDU]XW NRV]WyZ
Z\G]LDáRZ\FK :D*QH MHVW DE\ ]GHILQLRZDQ\ SU]H] QDV QDU]XW PLDá
V\PERO Z\*V]\ RG F]\OL E\á Z\*V]\ RG QDMZ\*V]HJR VNáDGQLND
narzutu).
E'ROLF]DQLHNRV]WyZRJyOQ\FK]DOH*QHRGLQGHNVX
Sposób obliczania tego narzutu jest analogiczny jak w punkcie (a), z tym
Z\MWNLHP *H X*\ZDMF RSFML (Parametry> systemu> Narzuty) „Koszty
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-61
RJyOQHGODZ\EUDQ\FKLQGHNVyZ´PR*HP\VWHURZDüGROLF]DQLHPQDU]XWX
kosztów ogólnych do poszczególnych indeksów.
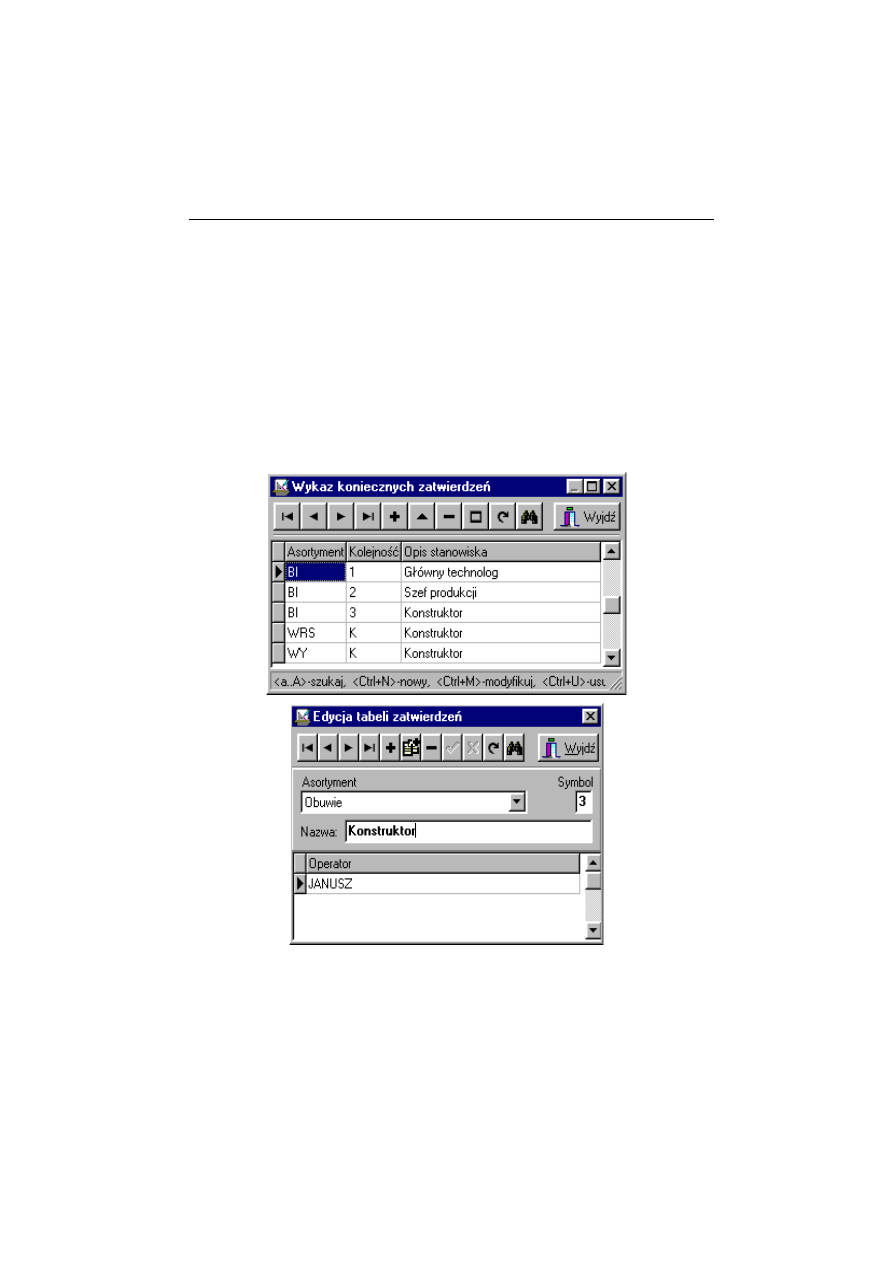
:\PDJDQ\FK ]DWZLHUG]H – system TPP pozwala na przypisanie
RVyE ]DWZLHUG]DMF\FK EH]SRUHGQLR GR JUXS\ DVRUW\PHQWRZHM
3U]\SLVDQLH FLJX RVyE ]DWZLHUG]DMF\FK VSRZRGXMH *H GR SHáQHJR
]DWZLHUG]HQLDWHFKQRORJLLND*GHJRLQGHNVXZFKRG]FHJRZVNáDGJUXS\
Z\PDJDQH EG ]DWZLHUG]HQLD ZV]\VWNLFK RVyE XPLHV]F]RQ\FK Z
Z\ND]LH NRQLHF]Q\FK ]DWZLHUG]H SU]HSURZDG]RQH Z ]GHILQLRZDQHM
NROHMQRFL = QD]Z ]DWZLHUG]DMFHJR PR*H E\ü ]ZL]DQ\FK MHGHQ OXE
ZLFHMRSHUDWRUyZV\VWHPXSDWU]U\VXQHNSRQL*HM
4. Grup towaru
NROHMQD RERN JUXS DVRUW\PHQWRZ\FK PR*OLZRü
QLH]DOH*QHJR SRG]LDáX LQGHNVyZ QD JUXS\ WRZDURZH 8NáDG V\PERO
nazwa grupy.
2-62
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
8. Grup operacji
PR*OLZRüJUXSRZDQLDRSHUDFMLZXNáDG]LHV\PERO
nazwa grupy.
.DWHJRULLQDU]G]L PR*OLZRüJUXSRZDQLDQDU]G]LZXNáDG]LH V\PERO
nazwa grupy.
10. Kategorii zasobów
SRG]LDá QD NDWHJRULH ]DVREyZ PR*H E\ü
wykorzystany w przypadku definiowania zasobów krytycznych
SU]HGVLELRUVWZD LQQ\FK JUXS\ VWDQRZLVN QS VSHFMDOQHJR
RSU]\U]GRZDQLDSUDFRZQLNyZRZ\VRNLFKNZDOLILNDFMDFKLWS
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-63
1. Jednostek miar
Z\ND]MHGQRVWHNPLDUZXNáDG]LHV\PEROQD]ZD
3. Magazynów
PR*OLZRü]GHILQLRZDQLDGRZROQHMOLF]E\PDJD]\QyZ
ZJ VWDQX U]HF]\ZLVWHJR EG( WZRU]HQLH PDJD]\QyZ ZLUWXDOQ\FK Z
UDPDFKMHGQHJRPDJD]\QX8NáDGV\PEROQD]ZDPDJD]\QX
.RQW PDWHULDáRZ\FK ± GHILQLRZDQ\FK Z XNáDG]LH V\PERO L QD]ZD
NRQWD PDWHULDáRZHJR 'OD ND*GHJR ]H ]GHILQLRZDQ\FK NRQW RNUHODP\
NRQWR]DSDVyZNRQWRNVLJRZHGODVWDQyZPDJD]\QRZ\FKGDQHMJUXS\
LQGHNVyZ RUD] NRQWR VSU]HGD*\ NRQWR NVLJRZH NRV]WX ZáDVQHJR
VSU]HGD*\
2SHUDFMHQDNRQWDFKPRJE\üSU]HSURZDG]DQHZJZ\EUDQHJRURG]DMX
FHQSDWU]U\VXQHNSRQL*HM
2-64
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
14. Rejestrów kontrahentów
GHILQLRZDQ\FK Z XNáDG]LH V\PERO
nazwa rejestru.
15. Adresów
Z\ND] DGUHVyZ RGG]LDáyZ ]DNáDGX Z XNáDG]LH NRG
SRF]WRZ\PLHMVFRZRü
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-65
16. Lokalizacji
Z\ND]PLHMVFORNDOL]DFMLZV]\VWNLFKRGG]LDáyZILUP\
ZXNáDG]LHV\PERORSLV
12. Regulaminów pracy
PR*OLZRü]GHILQLRZDQLDZLHOXUHJXODPLQyZ
] Uy*Q\PL JRG]LQDPL SUDF\ ] Uy*Q LORFL ]PLDQ PR*OLZRü Z\ERUX
UXFKXFLJáHJRQSGODXU]G]HSUDFXMF\FKZF\NOXURJRG]LQQ\P
2-66
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
.DOHQGDU] ]DNáDGX PR*OLZRü ]EXGRZDQLD ZHZQWU]QHJR
NDOHQGDU]D]DNáDGX
4.
û
WICZENIE DO WYKONANIA
:\]QDF]\ü WHFKQLF]Q\ NRV]W Z\WZRU]HQLD L F\NO SURGXNF\MQ\ %LXUND
]áR*RQHJR . R QDVWSXMFHM VWUXNWXU]H PDWHULDáRZHM L PDUV]UXFLH
produkcyjnej:
%LXUNR]áR*RQH.±VSHF\ILNDFMDPDWHULDáRZD
Lp.
Indeks
1D]ZDPDWHULDáX Jedn. Miary Norma netto Norma brutto
01.
BL001
Blat biurka
SZT
1
1
01. 01. MAT001
3á\WDZLyURZDW\S$
M2
1,48
1,63
02.
BO001
FLDQNDERF]QD
SZT
2
2
02. 01. MAT002
3á\WDZLyURZDW\S%
M2
1,86
2,01
03.
BO002
FLDQNDW\OQD
SZT
1
1
03. 01. MAT002
3á\WDZLyURZDW\S%
M2
2
2,15
04.
MAT003
.RáNLGRGUHZQD[
SZT
30
30
05.
SZ001
Szuflada
SZT
3
3
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-67
05. 01. MAT001
3á\WDZLyURZDW\S$
M2
0,45
0,49
05. 02. MAT002
3á\WDZLyURZDW\S%
M2
1,12
1,24
05. 03. MAT007
:NUW\[
SZT
8
8
05. 04. MAT003
.RáNLGRGUHZQD[
SZT
5
5
06.
NO001
Nogi biurka
SZT
4
4
06. 01. MAT008
0DWHULDá
M
0,34
0,442
07.
BIURKO1K Kooperacja do biurka
SZT
1
1
%LXUNR]áR*RQH.±VSHF\ILNDFMDWHFKQRORJLF]QD
Lp.
Indeks
Nazwa operacji
tpz
tj. pracownika tj. maszyny
op-01
M001
Montowanie
0,1
0,7
0,7
op-02
M001
3U]\MFLH]NRRSHUDFML
0
0
0
op-03
M001
Pakowanie
0,1
2,3
2,3
01.
BL001
Blat biurka
SZT
10
10
01. op-01 M002
&LFLH
0,2
0,15
0,15
01. op-02 M006
Wiercenie otworów
0,3
0,1
0,4
01. op-03 M005
Lakierowanie
0,5
0,3
0,35
02.
BO001
FLDQNDERF]QD
SZT
20
20
02. op-01 M002
&LFLH
0,2
0,15
0,15
02. op-02 M006
Wiercenie otworów
0,3
0,1
0,4
02. op-03 M005
Lakierowanie
0,5
0,3
0,35
03.
BO002
FLDQNDW\OQD
SZT
10
10
03. op-01 M002
&LFLH
0,02
0,0015
0,0015
03. op-02 M006
Wiercenie otworów
0,13
0,001
0,004
03. op-03 M005
Lakierowanie
0,15
0,003
0,0035
05.
SZ001
Szuflada
SZT
30
30
05. op-01 M002
&LFLH
0,2
0,15
0,15
05. op-02 M006
Wiercenie otworów
0,3
0,1
0,4
05. op-03 M005
Lakierowanie
0,5
0,3
0,35
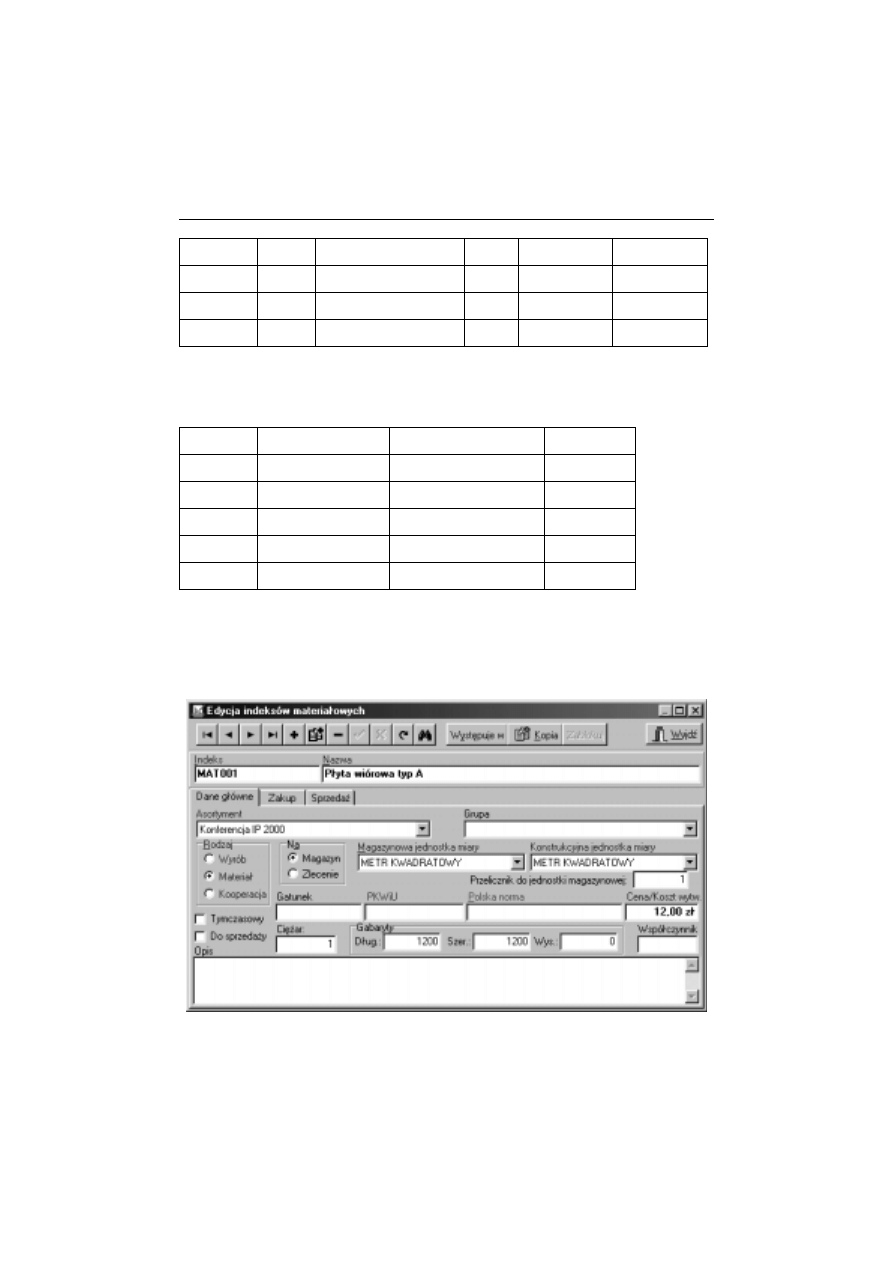
2-68
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
05. op-04 M001
Montowanie
0,1
0,2
0,4
06.
NO001
Nogi biurka
SZT
40
40
06. op-01 M004
Toczenie
0,1
0,4
0,4
06. op-02 M005
Lakierowanie
0,5
0,3
0,35
&HQ\0DWHULDáyZ
Lp.
Indeks
1D]ZDPDWHULDáX
Cena jedn.
05. 01.
MAT001
3á\WDZLyURZDW\S$
]á
05. 02.
MAT002
3á\WDZLyURZDW\S%
]á
05. 04.
MAT003
.RáNLGRGUHZQD[
]á
05. 03.
MAT007
:NUW\[
]á
06. 01.
MAT008
0DWHULDá
]á
5R]ZL]DQLH]DGDQLD
1.
:SURZDG]Lü GDQH PDWHULDáRZH Z V\VWHPLH 733 GR NDUWRWHNL
LQGHNVyZPDWHULDáRZ\FK
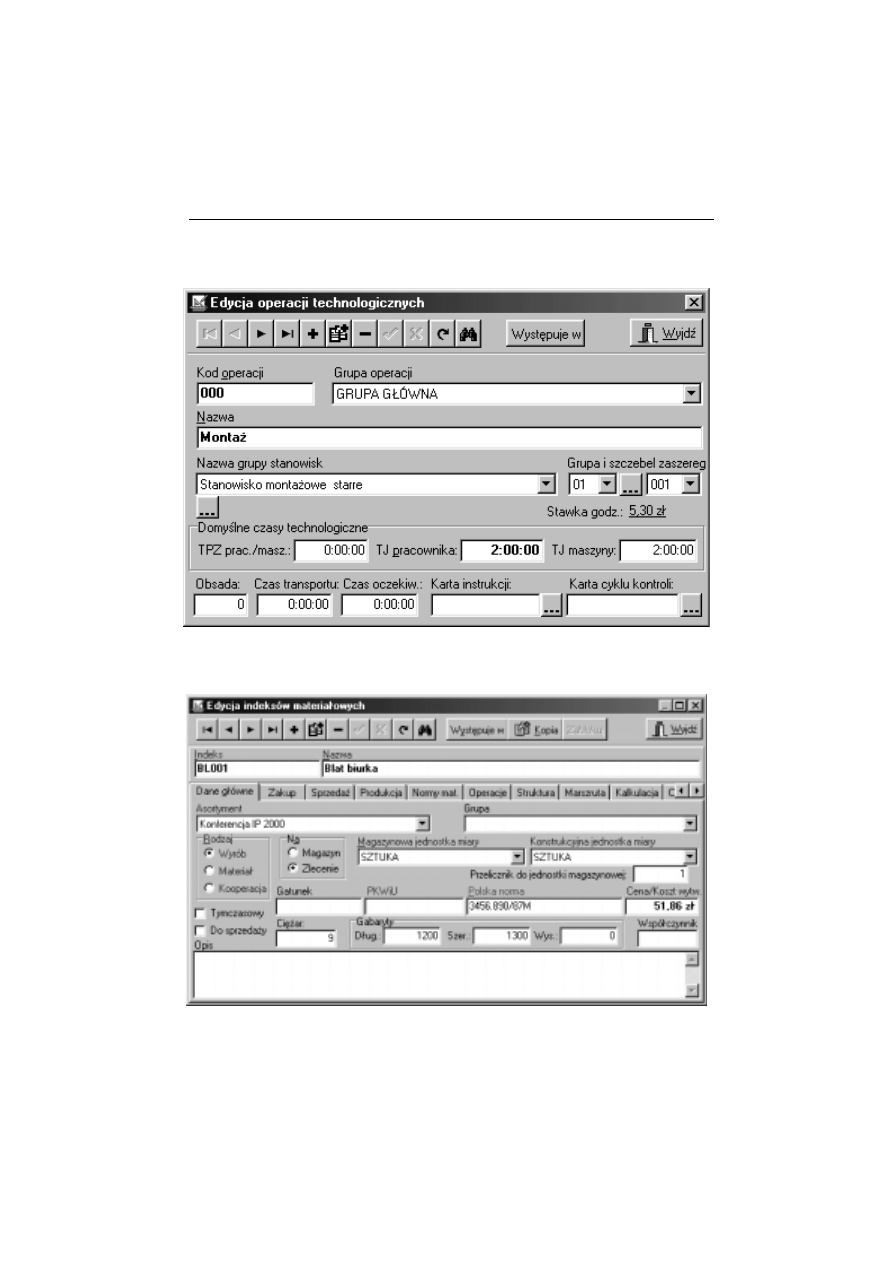
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-69
2.
:SURZDG]LüGDQHRRSHUDFMDWHFKQRORJLF]Q\FKZNDUWRWHFHRSHUDFML
technologicznych
3.
=GHILQLRZDü Z\URE\ Z NDUWRWHFH LQGHNVyZ PDWHULDáRZ\FK ]
XZ]JOGQLHQLHPGDQ\FKJáyZQ\VWUXNWXU\LPDUV]UXW\
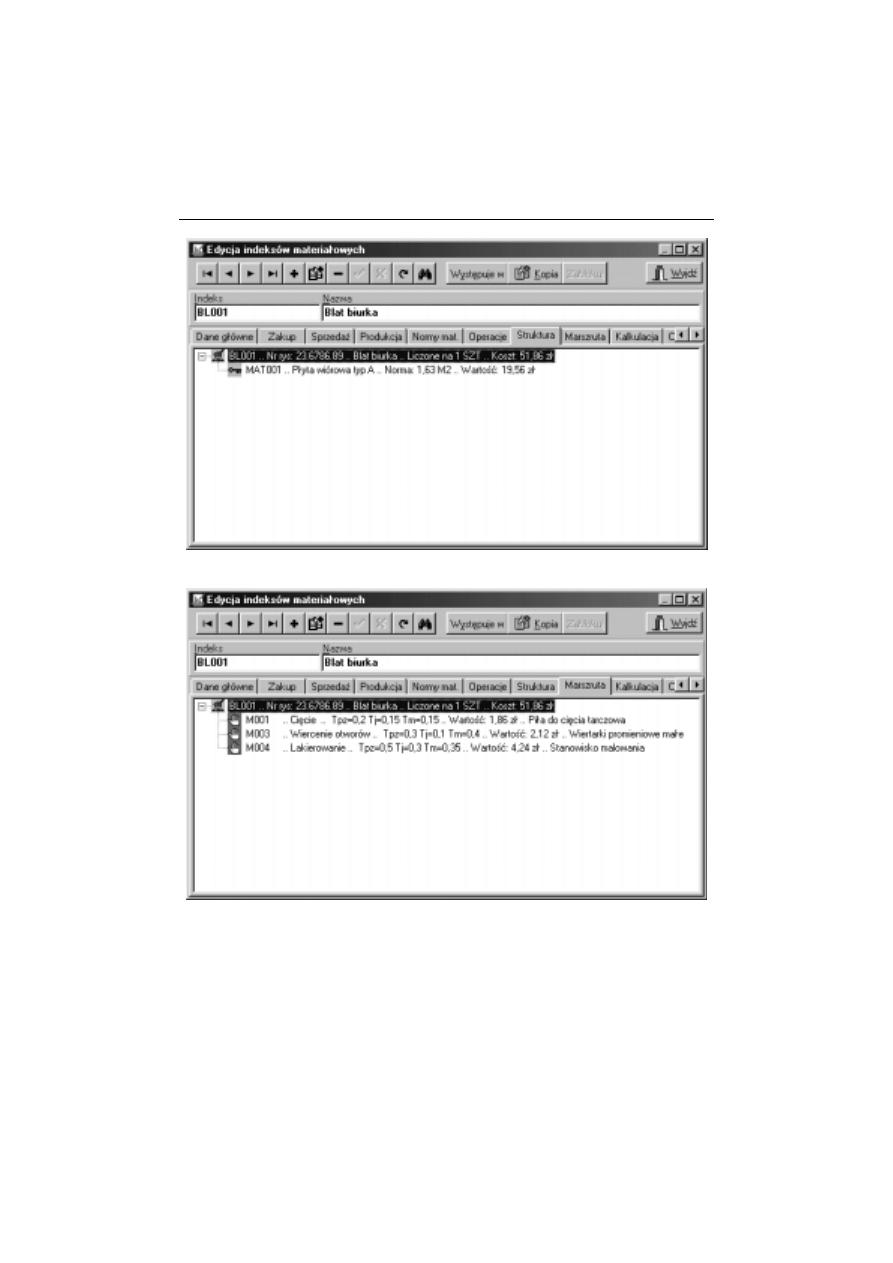
2-70
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
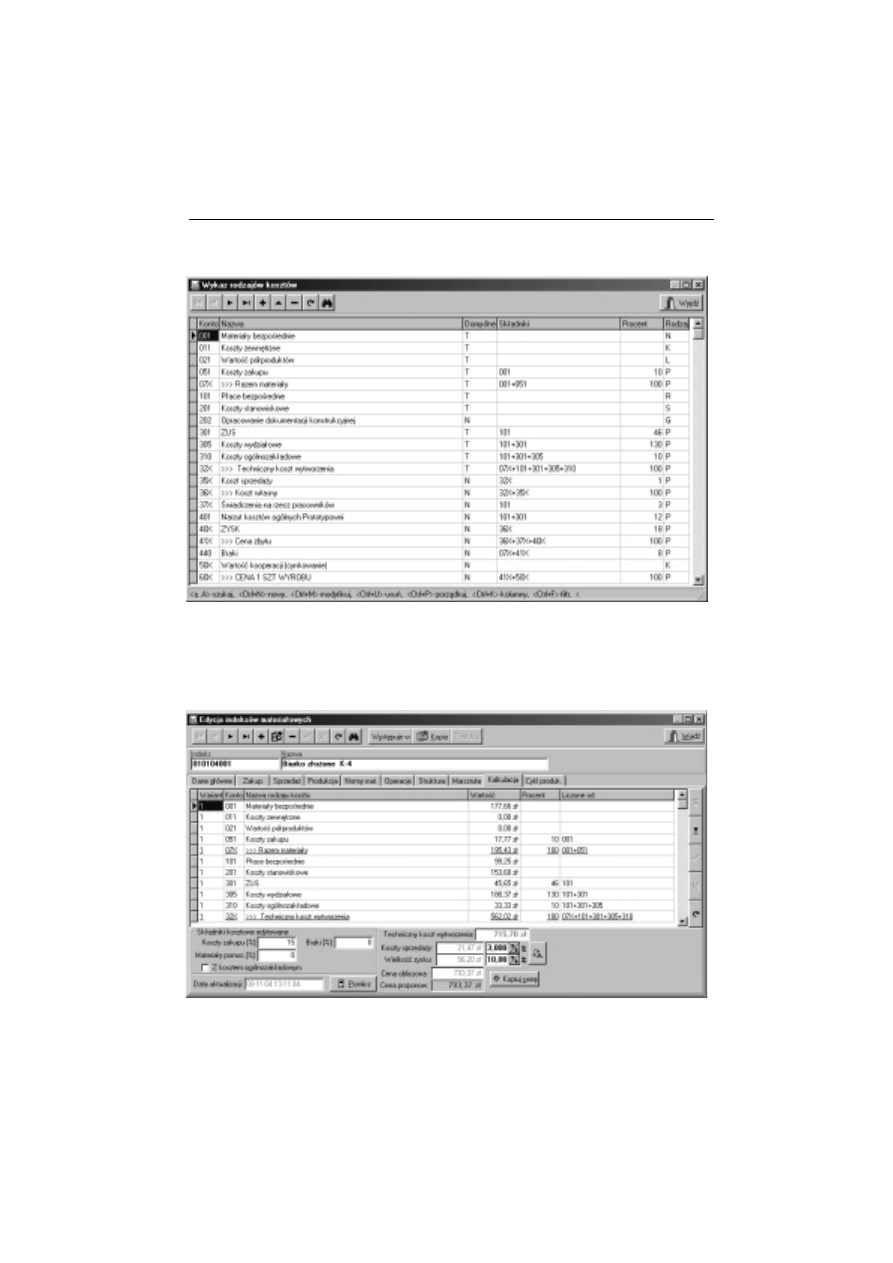
û
WICZENIE NR
2 – Z
$5='=$1,(
TPP
2-71
=GHILQLRZDüURG]DMHNRV]WyZZVáRZQLNXZáDVQ\P
:\NRQDüHG\FMLQGHNVyZPDWHULDáRZ\FKGODZ\UREX%LXUNR]áR*RQH
. Z\EUDü RSFM .DONXODFMD L Z\]QDF]\ü WHFKQLF]Q\ NRV]W
wytworzenia biurka.
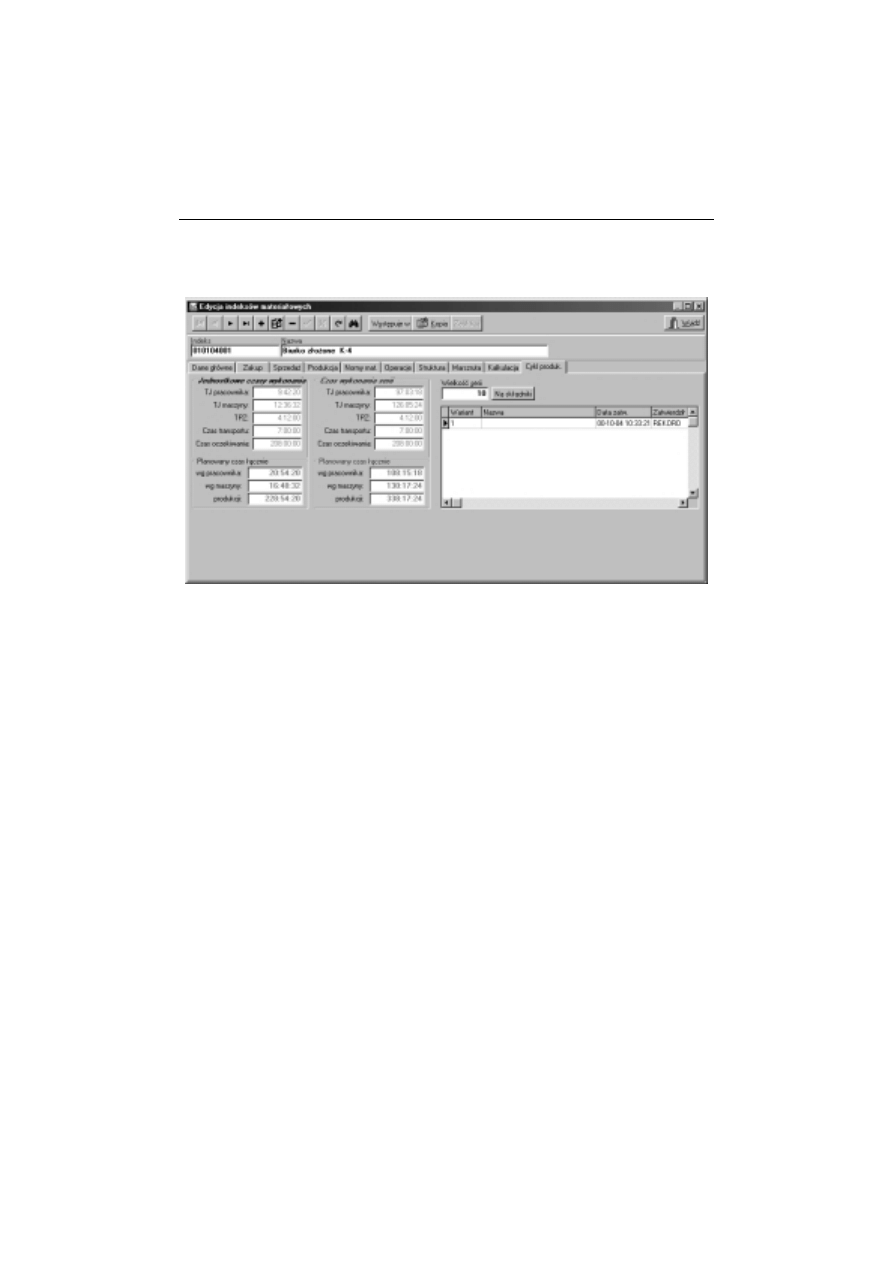
2-72
S
<67(0<,1)250$7<&=1(,1)<1,(5,,=$5='=$1,$
:\EUDü RSFM &\NO SURGXNF\MQ\ L Z\OLF]\ü FDáNRZLW\ F]DV
wytworzenia
L
ITERATURA
:
1.
'XUOLN , ,Q*\QLHULD =DU]G]DQLD 6WUDWHJLD L 3URMHNWRZDQLH
6\VWHPyZ3URGXNF\MQ\FKF]ü,i II, Agencja Wydawnicza Placet.
Warszawa 1996.
2.
Mleczko J., Szczotka A., Matusze J., Rekord – Manager Oprogramowanie
LQWHJUXMFHSU]HELHJSURFHVyZSURGXNF\MQ\FK3ROLWHFKQLNDàyG]NDILOLDZ
%LHOVNX±%LDáHM%LHOVNR%LDáD
3.
Muhlemann P.A., Oakland J.S.,
/RFN\HU . * =DU]G]DQLH 3URGXNFMD L
8VáXJL3:1:DUV]DZD5R]G]LDá\
4.
:UyEOHZVNL .- 3RGVWDZ\ 6WHURZDQLD 3U]HSá\ZHP 3URGXNFML :17
Warszawa, 1993.
Wyszukiwarka
Podobne podstrony:
Mil Janusz & Mil Sławomir Exodus VI
STRATEGIE ZARZĄDZANIA Józef Penc
notatek pl zarzadzanie jakoscia dr janusz niezgoda wyklady
256 from 1925 Pismo swiete w obrazach ks Józef Kłos
055 from 1925 Pismo swiete w obrazach ks Józef Kłos
Wykłady Procesy informacyjne w zarządzaniu prof UEK dr hab Janusz Czekaj
005 from 1925 Pismo swiete w obrazach ks Józef Kłos
103 from 1925 Pismo swiete w obrazach ks Józef Kłos
062 from 1925 Pismo swiete w obrazach ks Józef Kłos
070 from 1925 Pismo swiete w obrazach ks Józef Kłos
023 from 1925 Pismo swiete w obrazach ks Józef Kłos
Józef Penc STRATEGIE ZARZĄDZANIA(1)
206 from 1925 Pismo swiete w obrazach ks Józef Kłos
100 from 1925 Pismo swiete w obrazach ks Józef Kłos
003 from 1925 Pismo swiete w obrazach ks Józef Kłos
002 from 1925 Pismo swiete w obrazach ks Józef Kłos
więcej podobnych podstron