6
/ 2 0 1 2
37
T E C H N I K A
D E N T Y S T Y C Z N A
Łączenie metali
przy wykonywaniu
aparatów ortodontycznych
nie są czymś nowym, problem jest
w tym, że nauczyciele zawodu, którzy
mieli i potrafili przekazać tę wiedzę
przeszli już na emeryturę. Na szczę-
ście mamy na to jeszcze trochę czasu,
gdyż zajęcia praktyczne z ortodon-
cji zaczynają się od III semestru na-
uki, czyli najwcześniej od września
2013 roku.
Ł
ĄCZENIE
METALI
Małe elementy stalowe występujące
w aparatach ortodontycznych mo-
żemy łączyć na kilka sposobów, np.
punktowanie, zgrzewanie, lutowanie
i spawanie. Ta ostatnia metoda była-
by najlepsza, jednak bardzo wysoki
koszt urządzenia do laboratoryjnego
precyzyjnego spawania metali czyni
ją nieosiągalną dla większego grona
techników dentystycznych. Miejsca
spawania małych elementów stalo-
wych przy użyciu tego typu urządze-
nia są najbardziej precyzyjne i trwałe.
Szkoda, że nie możemy z niej korzy-
stać na co dzień.
Metody w praktyce
Jedną z metod łączenia niewielkich
elementów metalowych jest zgrze-
wanie lub punktowanie. Metoda
ta polega na łączeniu obu elementów
metalowych za pomocą prądu elek-
trycznego. Prąd elektryczny o bardzo
wysokim natężeniu przepływa przez
miedziane elektrody przyłożone
do łączonych elementów, powodując
ich nadtopienie w miejscu styku. Ja-
Na przestrzeni ostatnich lat coraz
więcej prac przysyłanych do pracow-
ni zajmujących się wykonywaniem
aparatów ortodontycznych wymaga
od techników umiejętności łączenia
elementów metalowych. Spowodo-
wane jest to zmianą zapotrzebowa-
nia na prace ortodontyczne. Można
przyjąć, że do roku 2000 aż 90% prac
ortodontycznych stanowiły aparaty
ruchome: wszelkie rodzaje płytek,
monobloków i ich modyfikacji oraz
aparatów elastycznych. Sporadycz-
nie pojawiały się prace wymagające
łączenia metali. Po roku 2000 nastą-
pił zwrot. Do powszechnego użytku
weszły aparaty stałe, a wraz z nimi
zapotrzebowanie na nieco odmienne
prace laboratoryjne.
Technicy zajmujący się ortodoncją
rozpoczęli poszukiwania metod od-
powiedniego łączenia metali. Szkoły
kształcące techników dentystycznych
od dawna nie uczą metod łączenia
metali, niezbędnych przy wykony-
waniu prac tego typu. Od września
2012 roku w medycznych szkołach
zawodowych kształcących w zawo-
dzie technika dentystycznego obo-
wiązuje nowa podstawa programo-
wa. Jest w niej między innymi mowa
o wymaganiu od przyszłego techni-
ka umiejętności łączenia elementów
metalowych podczas wykonywania
i naprawy aparatów. Kto nauczy ich
punktowania, zgrzewania, lutowania,
o spawaniu nawet nie wspominając?
Techniki punktowania i lutowania
TITLE
Metals connection in braces
SŁOWA KLUCZOWE
aparaty
ortodontyczne, łączenie metali
STRESZCZENIE
Artykuł przedstawia
różne metody łączenia metali
w aparatach ortodontycznych.
KEY WORDS
braces, metals
connection
SUMMARY
The article presents
metals connection in braces carried out
using different methods.
tech. dent. Bartłomiej Gordon
P
raca przedstawia metody
wykonywania prac
wymagających łączenia
elementów metalowych.

N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
38
T E C H N I K A
D E N T Y S T Y C Z N A
kość tego połączenia uzależniona jest
od natężenia prądu i siły przylegania
elementów. Czynność zgrzewania
wykonujemy za pomocą punktarko-
zgrzewarki. Osobiście od lat pracu-
ję na urządzeniu niemieckiej firmy
DENTAURUM, obecnie na urządze-
niu drugiej generacji Assistent 3000.
Precyzja, intuicyjna obsługa i nieza-
wodność połączeń – nic więcej nie
potrzeba. Należy jednak pamiętać,
że nawet najlepsze urządzenie nie
zrobi wszystkiego. O ile małe ele-
menty metalowe, oba łączone maks.
do średnicy 0,8 mm można na trwałe
połączyć, o tyle grubsze są już tylko
fiksowane ze sobą i wymagają lu-
towania, np. aparat do rozrywania
szwu podniebiennego Hyrax, którego
wykonanie zaprezentuję później.
Kolejną metodą łączenia elemen-
tów metalowych, stosowaną podczas
wykonywania aparatów, jest lutowa-
nie. Polega ono na łączeniu dwóch
lub więcej elementów stalowych
stopem metali (srebro plus dodatki)
o dużo niższej temperaturze topnie-
nia od nich samych. Temperatura top-
nienia lutowia to około 700°C, a sta-
lowego drutu, który chcemy złączyć,
grubo ponad 1000°C. Ta różnica
temperatur ma kluczowe znaczenie
podczas lutowania. Musimy pamię-
tać, aby lutowane elementy rozgrzać
mikropalnikiem powyżej temperatury
topnienia lutowia. Wówczas zapłynie
ono dokładnie we wszystkie szczeli-
ny pomiędzy elementami stalowymi,
łącząc je trwale.
Ponadto, na jakość połączeń luto-
wanych istotny wpływ mają:
• Metalowe elementy łączone, które
muszą być jak najlepiej dopasowa-
ne do siebie.
• Powierzchnia przylegania elemen-
tów metalowych – powinna być jak
największa (powierzchnię można
zwiększyć poprzez zmatowienie jej
kamieniem).
• Elementy metalowe – odtłuszczone
i wolne od zanieczyszczeń.
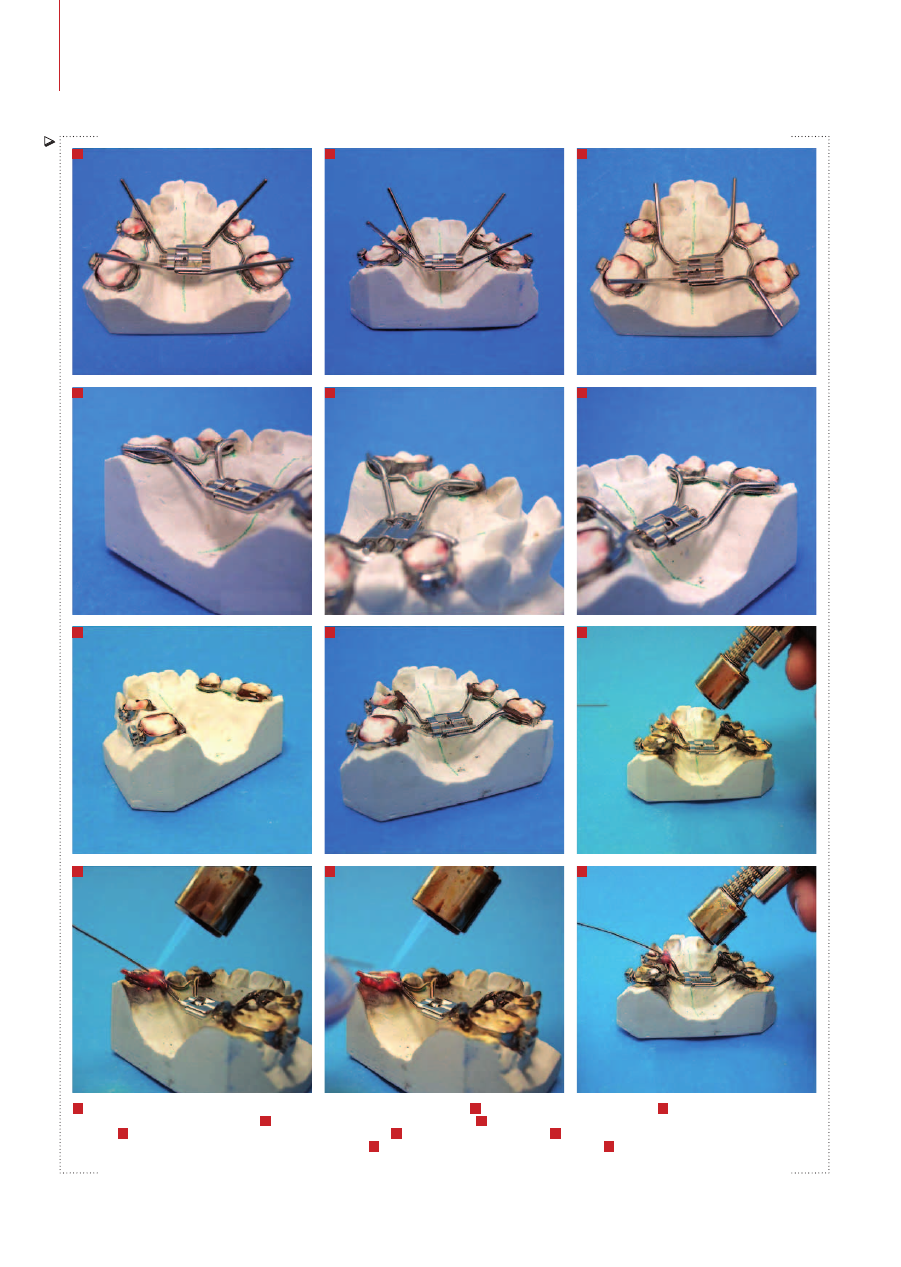
1
Dogięte belki przymocowujemy (fiksujemy) do pierścieni za pomocą ręcznych elektrod
2
Prze-
pływający przez elektrody prąd o wysokim natężeniu nadtapia punktowo elementy stalowe, łącząc je
3
Przebieg belek przenoszących siły
4
Po dogięciu belek przenoszących siły przystępujemy do dogi-
nania ramion śruby Derischweilera
1
2
3
4
fot. ar
chiwum B. Gor
dona

6
/ 2 0 1 2
39
T E C H N I K A
D E N T Y S T Y C Z N A
• Łączone elementy metalowe – unie-
ruchomione względem siebie i mo-
delu roboczego.
• W miejsca lutowania nakładamy
topnik (dentafluks).
• Topnik należy wstępnie rozgrzać
mikropalnikiem.
• Należy sprawdzić obecność „wy-
grzanego” topnika w miejscach,
gdzie będzie lutowie.
• W przypadku braku „wygrzanego”
topnika musimy powtórzyć czyn-
ność nakładania dentafluksu.
• Jeżeli stwierdzimy odpowied-
nią ilość wygrzanego topnika
we wszystkich niezbędnych miej-
scach, nagrzewamy mikropalni-
kiem elementy lutowane, kierując
płomień palnika na najgrubszy
z nich.
• Należy pamiętać, aby płomień pal-
nika gazowego był odpowiednio
wyregulowany. Tylko wówczas uzy-
skamy odpowiednio wysoką spraw-
ność cieplną niezbędną do uzyska-
nia właściwej temperatury elemen-
tów łączonych.
• Temperaturę elementów łączonych
kontrolujemy poprzez ocenę zmia-
ny ich barwy.
• W chwili kiedy nagrzewane płomie-
niem palnika metale (najgrubsze-
go z elementów) nabierają koloru
pomarańczowego, nie przestając
nagrzewać danego miejsca, przy-
kładamy lutowie.
• Lutowie zostaje „zassane” pomię-
dzy łączone elementy metalowe.
• Po zapłynięciu lutowia odejmujemy
palnik.
• Po wystygnięciu zdejmujemy z mo-
delu połączone elementy, kontro-
lując właściwe wpłynięcie lutowia
w miejsca łączenia.
• W przypadku stwierdzenia braku
lutowia lub jego niewłaściwej ilości
czynność lutowania należy powtó-
rzyć.
• Jakiekolwiek „poprawki” wykonu-
jemy na modelu roboczym.
• Gotowy aparat obrabiamy podobny-
mi narzędziami i metodami jak inne
prace wykonywane w metalu.
P
ODSUMOWANIE
Przy wykonywaniu prac wymagają-
cych łączenia elementów metalowych
stosuję połączenie dwóch metod.
Wstępnie łączę małe stalowe części
aparatu za pomocą urządzenia Assi-
stent 3000 firmy DENTAURUM, a na-
stępnie tak ufiksowane są one luto-
wane. Punktowanie elementów w ten
sposób pozwala na bardzo precyzyjne
łączenie części aparatu względem sie-
bie i eliminuje ryzyko ich przesunię-
cia podczas procesu lutowania.
KONTAKT
NZOZ GORDENT s.c.
02-784 Warszawa, ul. Dunikowskiego 9
Autor praktycznych i teoretycznych
szkoleń i kursów dwudniowych
w cyklu weekendowym, tygodniowych,
miesięcznych praktyk zawodowych, kursów
wyjazdowych oraz szkoleń dla uczniów
i nauczycieli szkół techniki dentystycznej.
tel. kom. 501 261 536, www.gordent.pl
N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
40
T E C H N I K A
D E N T Y S T Y C Z N A
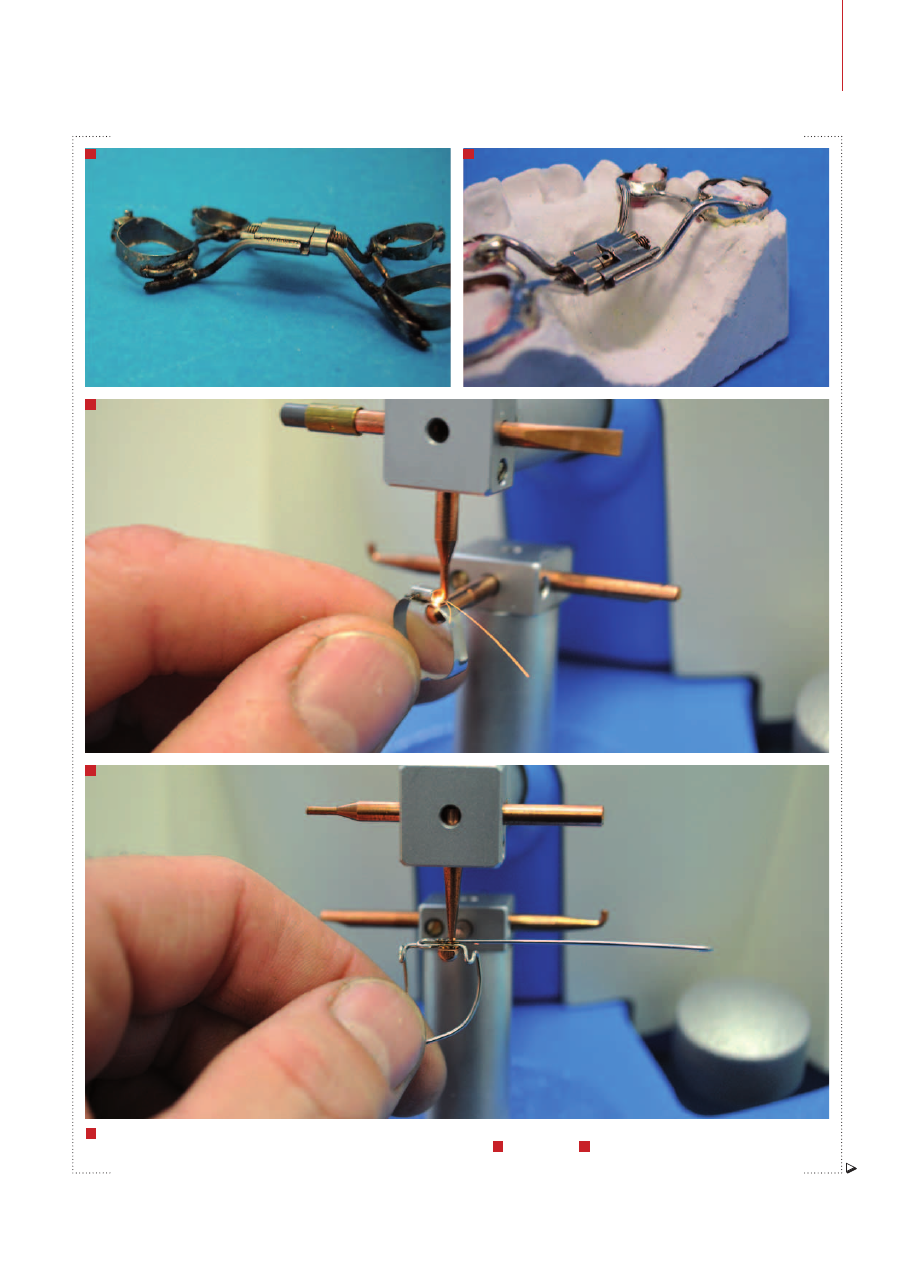
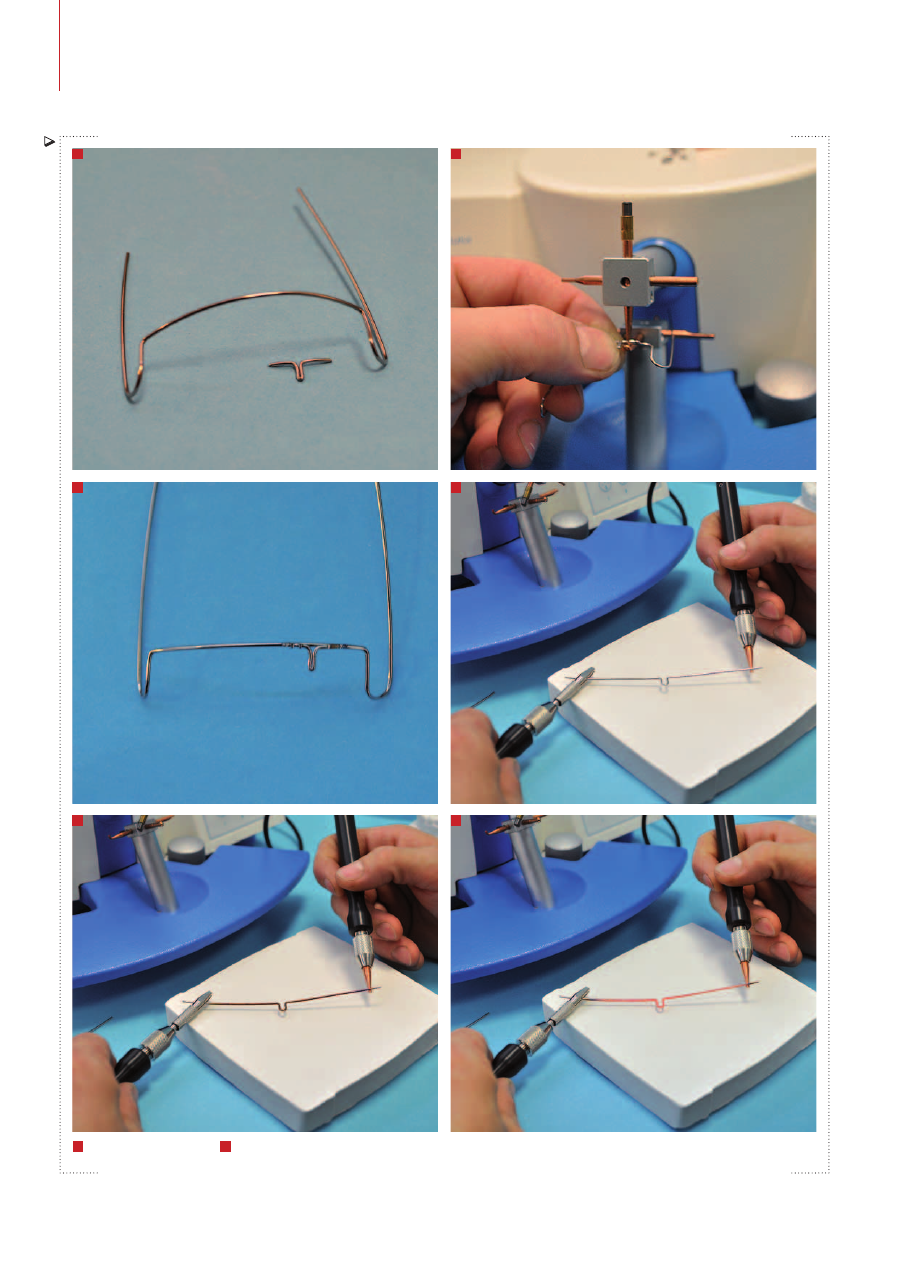
5
W aparacie do rozrywania szwu podniebiennego śruba musi się rozkręcać do tyłu
6
Kolejne fazy doginania ramion śruby
7
Miejsca, które musimy popra-
wić (zły przebieg dogiętych elementów)
8
Właściwe ułożenie dogiętych ramion śruby
9
Miejsca, w których ma być lutowie, pokrywamy topnikiem (denta-
fluksem)
10
Następnie układamy śrubę i ponownie nakładamy fluks
11
Wygrzewamy topnik palnikiem
12
Podgrzewamy miejsce lutowania, kiedy najgrubszy
element zmieni barwę na pomarańczową, przykładamy lutowie
13
Lutowie wpływa pomiędzy rozgrzane elementy
14
Czynność powtarzamy w kolejnych
miejscach lutowania
5
7a
9
12
6a
7b
10
13
6b
8
11
14
6
/ 2 0 1 2
41
T E C H N I K A
D E N T Y S T Y C Z N A
15
Po zdjęciu aparatu z modelu i oczyszczeniu z pozostałości topnika sprawdzamy obecność lutowia we wszystkich łączonych miejscach. W przypadku braku
lub niewystarczającej ilości lutowia czynność należy powtórzyć. Koniecznie na modelu!
16
Gotowy aparat
17
Za pomocą punktarko-zgrzewarki Assistent 3000
możemy łączyć trwale różnego rodzaju zamki do pierścieni, mocować dodatkowe elementy na klamrach czy łukach
15
16
17a
17b
N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
42
T E C H N I K A
D E N T Y S T Y C Z N A
18a
19b
18b
18c
19a
19c
18
Dodatkowy element na łuku
19
Za pomocą punktarko-zgrzewarki Assistent 300 możemy także zmieniać właściwości fizyczne drutu. Na zdjęciach widać
zmieniający się kolor drutu stalowego podczas wygrzewania
Document Outline
Wyszukiwarka
Podobne podstrony:
technik artykul 2012 06 37650
technik artykul 2012 06 37659
technik artykul 2012 06 37660
technik artykul 2012 06 37654
technik artykul 2012 06 37647
technik artykul 2012 06 37651
technik artykul 2012 06 37643
technik artykul 2012 06 37642
technik artykul 2012 06 37656
technik artykul 2012 06 37652
technik artykul 2012 06 37646
technik artykul 2012 06 37653
technik artykul 2012 06 37658
technik artykul 2012 06 37644
technik artykul 2012 06 37657
technik artykul 2012 06 37648
technik artykul 2012 06 37655
technik artykul 2012 06 37640
technik artykul 2013 06 40592
więcej podobnych podstron