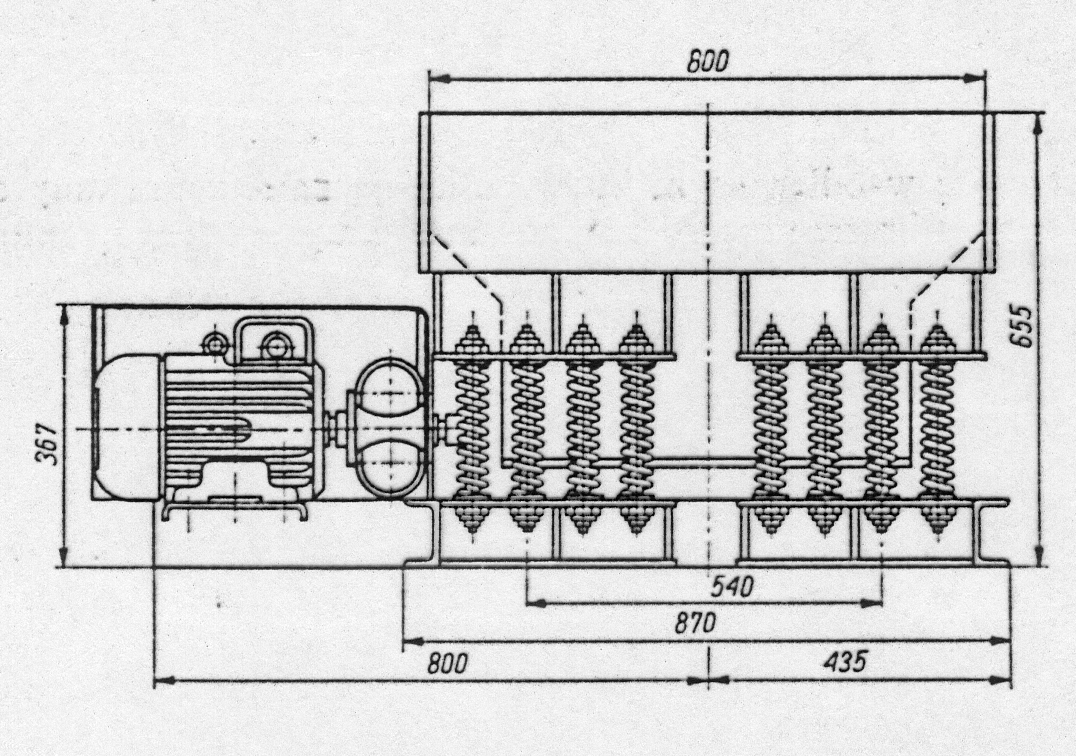
1. Skład masy formierskiej i jej przeznaczenie oraz rysunek mieszarki turbinowej do wykonania masy formierskiej.
SKŁAD MAS FORMIERSKICH:
• Piaski (więcej niż 50%osnowy ziarnistej reszta lepiszcze) i gliny(więcej niż 50% lepiszczu reszta osnowa ziarnista) formierskie. Im wyższa temperatura tym więcej glin formierskich.
• Spoiwa - woda, oleje mineralne, roślinne, syntetyczne
• Szkło wodne - utwardzone dwutlenkiem węgla
• Żywice, kleje, tworzywa sztuczne utwardzane chemicznie bądź termicznie
• Pudry formierskie - mielony piach kwarcowy - zapobiega przytwierdzaniu masy formierskiej do modelu
• Czarnidła zapobiegające przywieraniu masy formierskiej do metalu (mielony grafit z olejem)
Mieszarka turbinowa:
Mieszarka wyposażona jest w dwie szybko obrotowe turbiny i obrotową mise. Jedna turbina obraca się przeciwnie do kierunku obrotu misy, druga zgodnie. Material napływający w zasięgu działania pierwszej turbiny doprowadzany przez misę obrotową jest odrzucany przez drugą turbinę w kierunku przeciwnym do obrotu misy. Materiał spiętrza się przy pierwszej turbinie.
1 - Silnik; 2- turbina przeciwbieżna, 3 - misa obrotowa; 4 turbina współbieżna
2. Opisać metodę zagęszczania za pomocą impulsu sprężonego powietrza (rysunki operacji)
Metoda ta polega na zagęszczaniu masy falą sprężonego powietrza (0,4 ÷ 0,6 MPa), wywołaną nagłym otwarciem zaworu o dużym przekroju. Zawór ten, zwany impulsowym, łączy dwie przestrzenie: głowicę impulsową (o wyższym ciśnieniu) i skrzynkę formierską
z nastawką (o niższym ciśnieniu). Po otwarciu zaworu impulsowego następuje nagły wzrost ciśnienia w nadstawce pod powierzchnią masy i powoduje jej zagęszczanie.
Operacje wykonywane podczas zagęszczania za pomocą impulsu sprężonego powietrza:
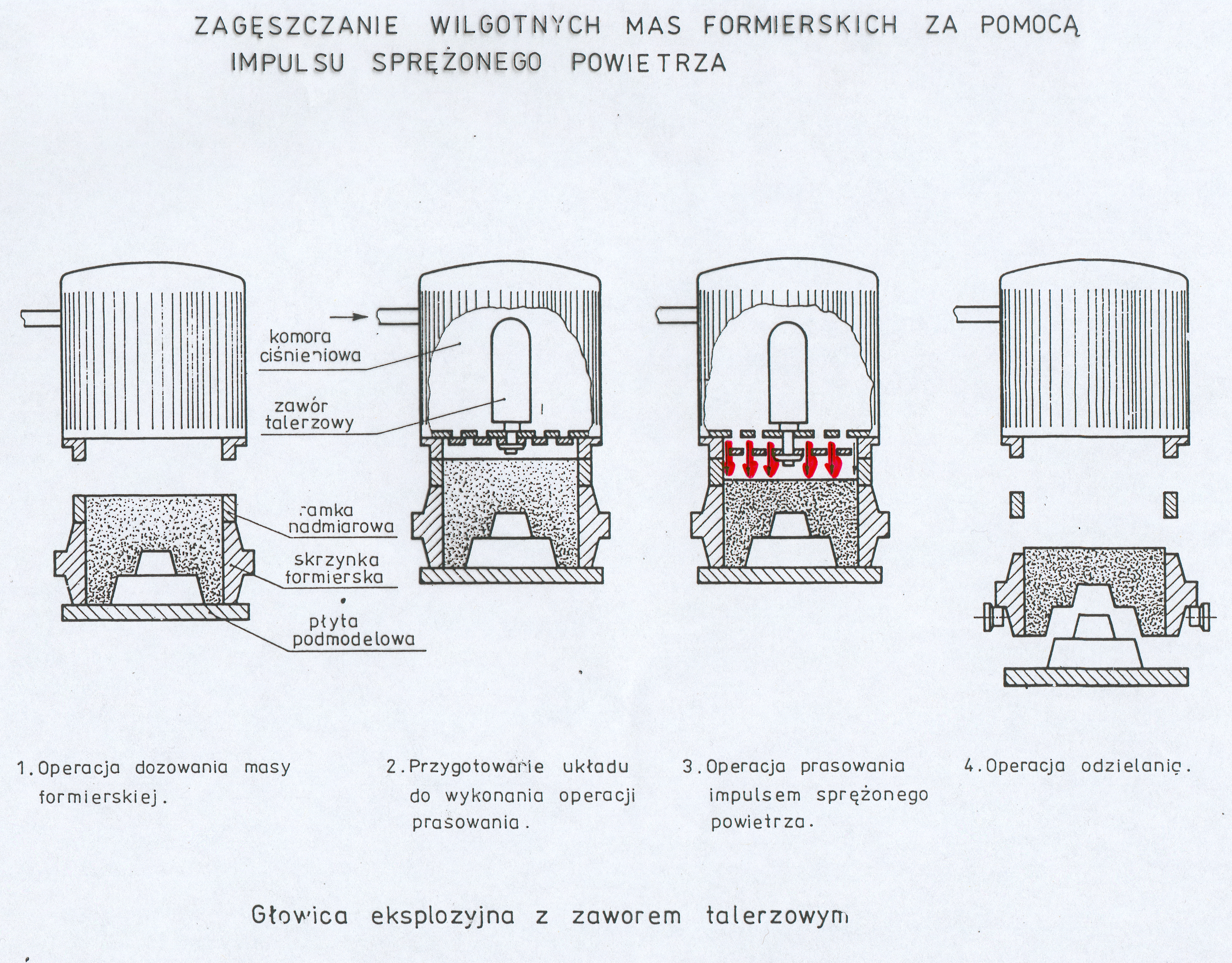
Zagęszczenie masy falą sprężonego powietrza wywołana nagłym otwarciem zaworu o dużym przekroju który łączy 2 przestrzenie: głowice impulsową i skrzynkę formierską z nadstawką. Otwarcie zaworu powoduje nagły wzrost ciśnienia nad powierzchnią masy w nadstawce.
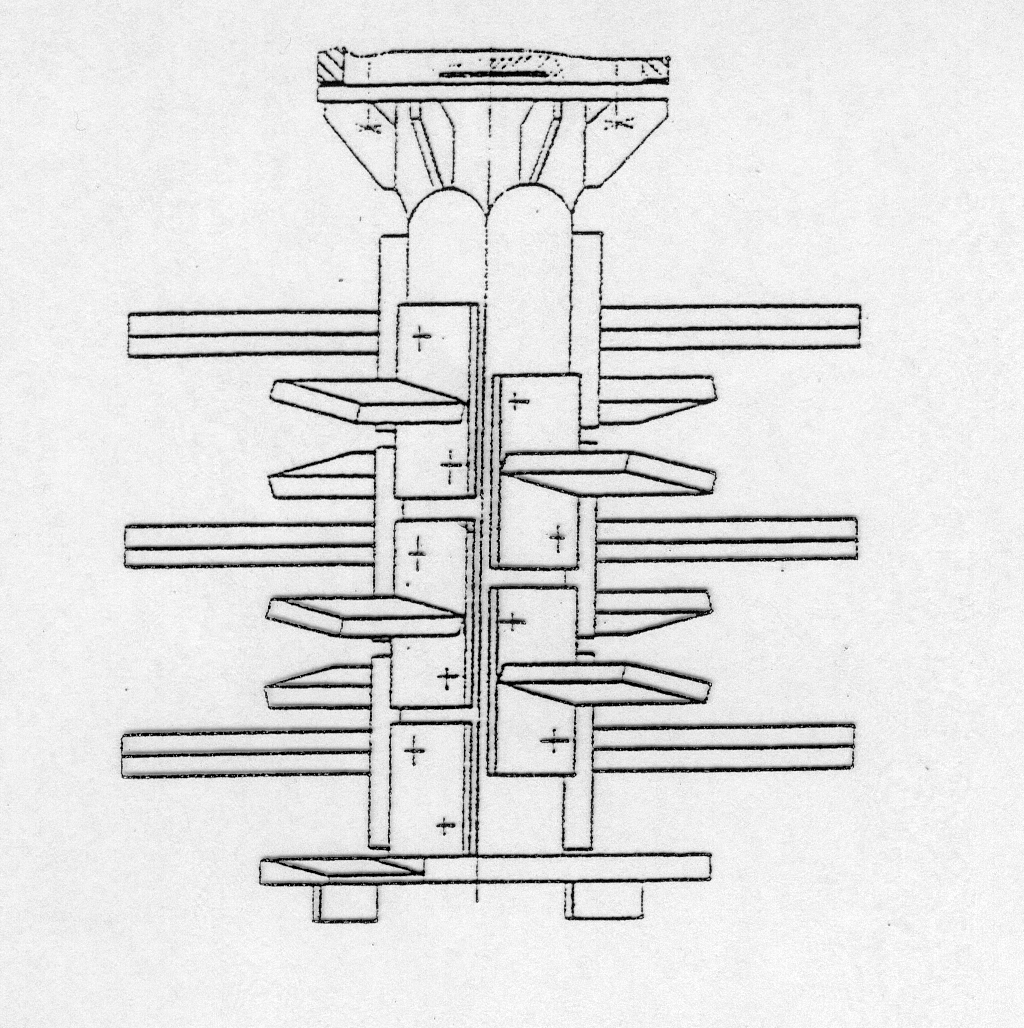
3. Różnica w konstrukcji pomiędzy nadmuchiwarką i strzelarką do rdzeni
Urządzenia dmuchowe do zagęszczania rdzeni:
Strzelarka:
Metoda nadmuchiwania: (do komory wprowadza się powietrze i zawiesina leci do rdzennicy)
Do robienia rdzeni skorupowych. Strumień sprężonego powietrza doprowadzany do komory nabojowej ponad powierzchnią luźno nasypanej i spulchnionej masy powoduje powstanie zawiesiny masy rdzeniowej.
Wady: duże zużycie sprężonego powietrza duże zużycie ścierne rdzennic. Masy powinny mieć małą wytrzymałość i dużą płynność.
Metoda wstrzeliwania: (masa jest wstrzeliwana pod naporem uderzenia powietrza do rdzennicy
masa w komorze zostaje wystrzelona przez otwór strzałkowy w głowicy do rdzennicy
Zalety: 4 razy mniejsze zużycie powietrza., mniejsze zużycie rdzennic, mała wrażliwość na zmianę właściwości masy, możliwość zagęszczenia różnych mas, mniejsze zagęszczenie masy w rdzennicy, uniwersalność w zastosowaniu rdzeni i formy
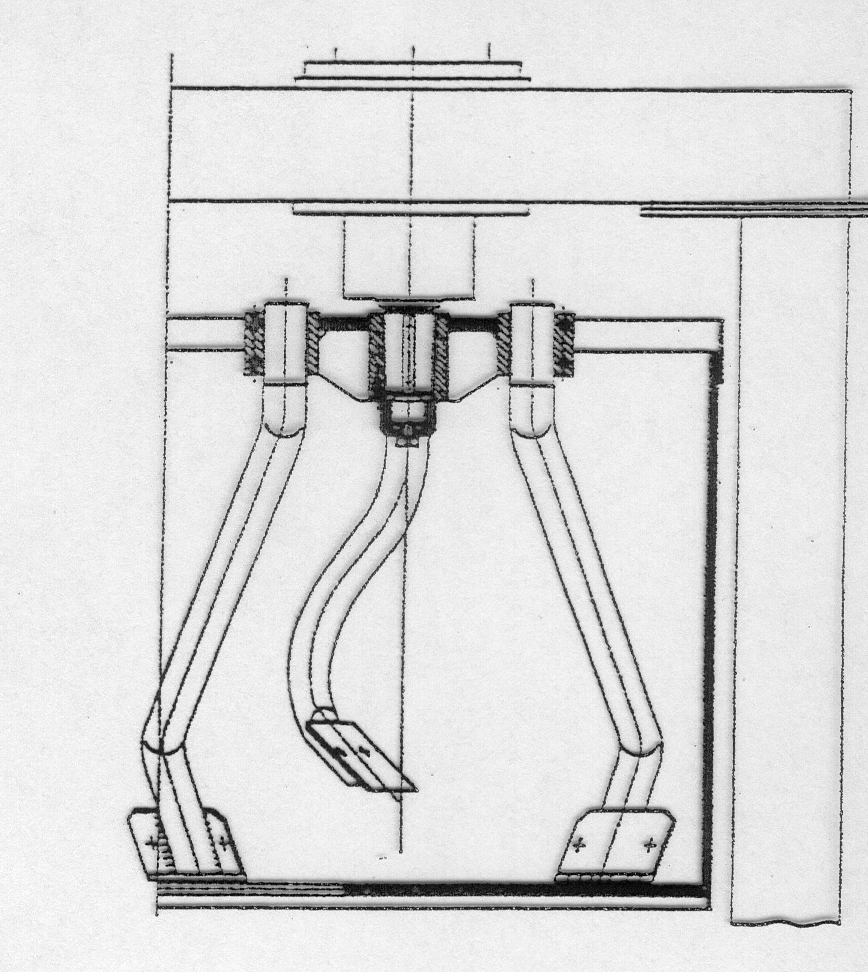
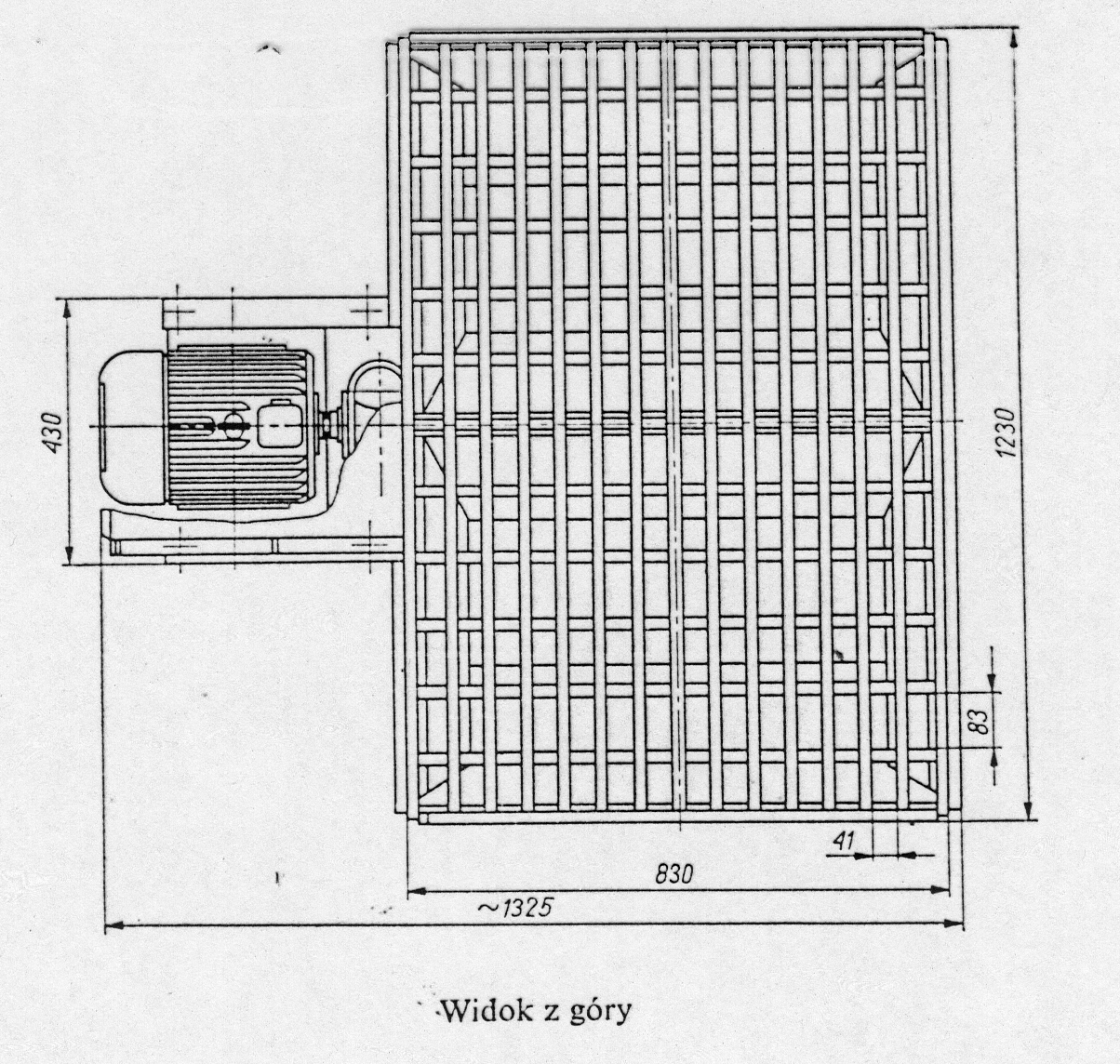
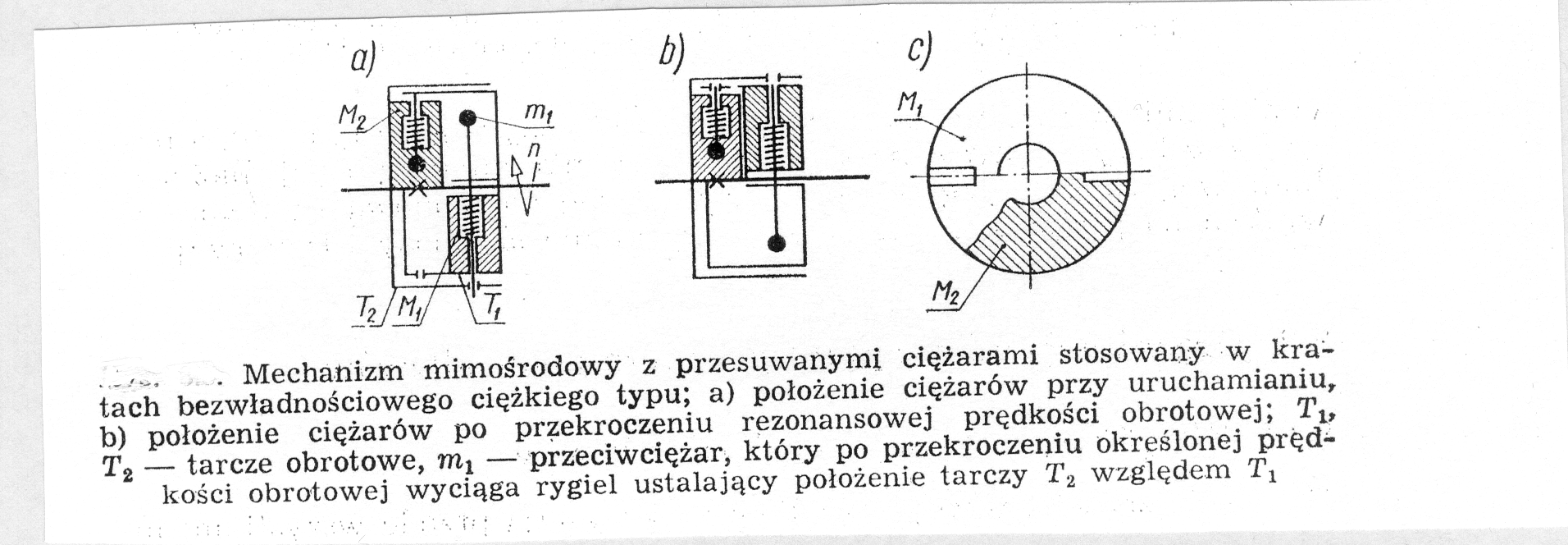
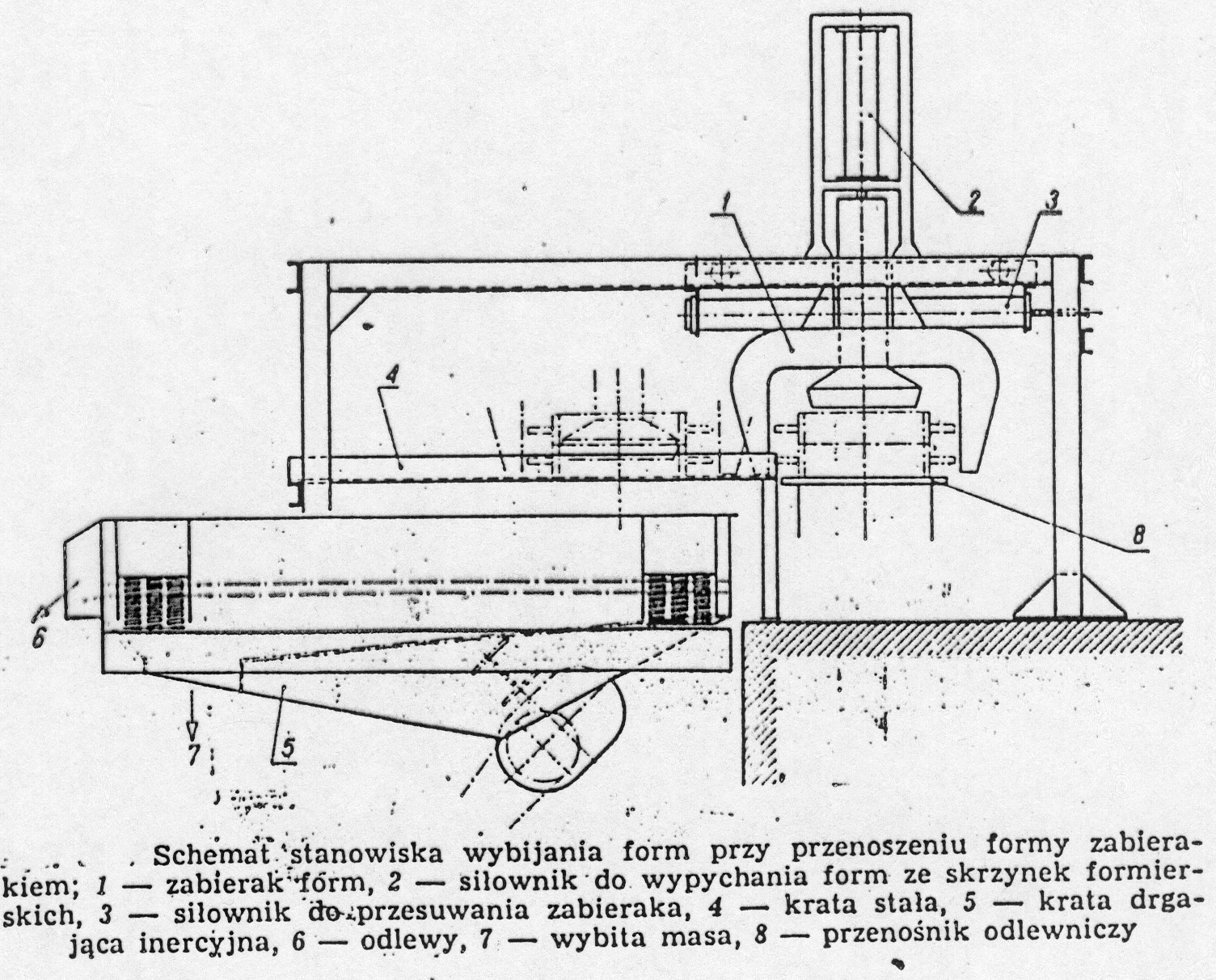
4. Budowa kraty inercyjnej do wybijania odlewów z form i mechanizm zabezpieczający przed drganiami własnymi kraty.
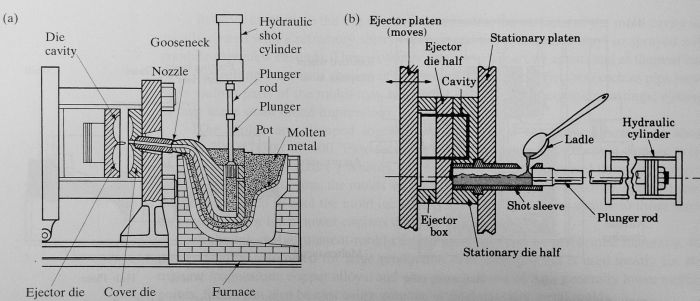
5. Rodzaje urządzeń do odlewania ciśnieniowego i przeznaczenie, schemat układu zwierającego i prasującego urządzenia do odlewania ciśnieniowego z zimną poziomą komorą oraz jaki podzespół urządzenie powinno zawierać żeby zminimalizować porowatość odlewów.
- maszyny z gorącą komorą używane są do metali o niskiej temp. topnienia, tj. ołów i cynk. W tej maszynie tłok znajduje się w komorze która jest zanurona w ciekłym metalu
- maszyny z zimną komorą są stosowane do pozostałych metali a ich budowę można podzielić na dwa typy:
- z pionową komorą
- z poziomą komorą
urządzenia do odlewania ciśnieniowego z zimną poziomą komorą oraz jaki podzespół urządzenie powinno zawierać żeby zminimalizować porowatość odlewów.
Suw na odcinku A(v=0,3-0,5 m/s) zapewnia zamknięcie otworu zalewowego. Nie ma wpływu na zapełnienie formy
Suw na odcinku B (v=0,3-0,5m/s) usuwa powietrze w formie i zalewa układ wlewowy
Suw na odcinku C (v=0,5 - 8 m/s) duże ciśnienie wypełnia całą formę; na końcu tłok zostaje zatrzymany.
Doprasowanie metalu we wnęce formy - wzorst nacisku tłoka na metal. Koniec następuje wraz z zakrzepnięciem metalu.
Minimalizacja porowatości - pompa próżniowa, która wyciąga powietrza z formy podczas zalewania
Urządzenia do odlewania ciśnieniowego:
Mechanizm zwierający z układem prasującym:
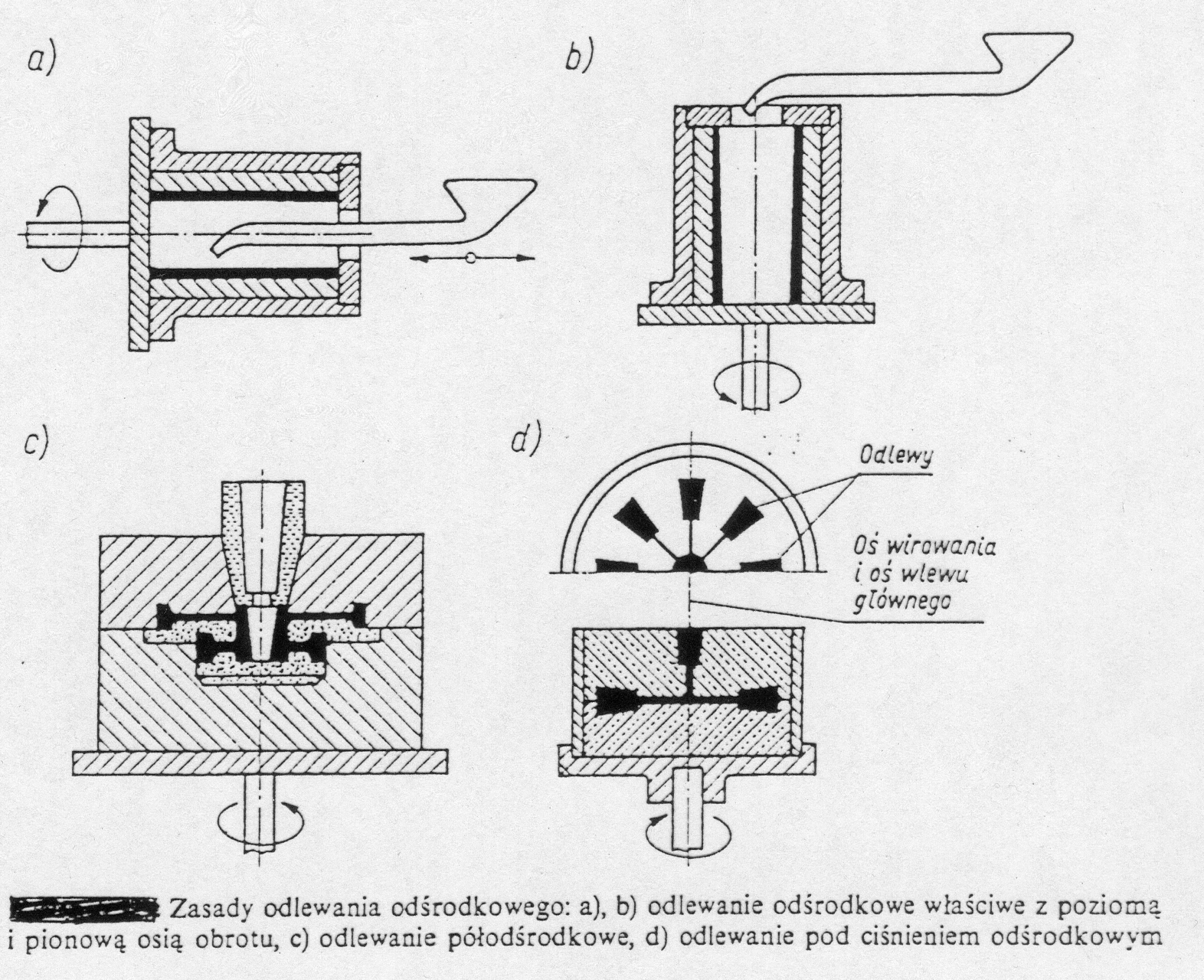
6. Sposoby odlewania odśrodkowego i rysunek urządzenia do odśrodkowego odlewania tulei cylindrowych
7. Rysunek siłownika pneumatycznego.
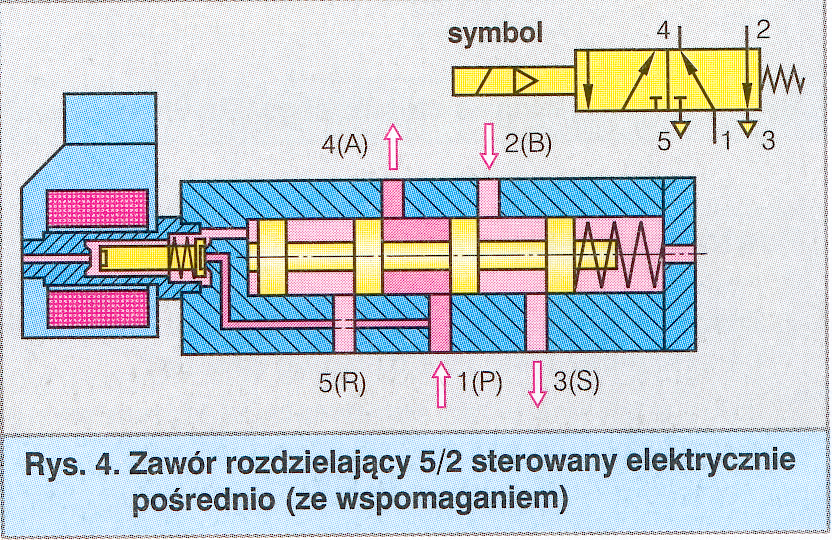
8. Przeznaczenie i rysunek pneumatycznego zaworu rozdzielającego 2/5 sterowanego elektrycznie.
Zawory rozdzielające, służą do zmiany kierunku przepływu czynnika roboczego (sprężonego powietrza) w przewodach pneumatycznych, zgodnie z zewnętrznymi sygnałami sterującymi. Umożliwiają także zatrzymywanie przepływu.
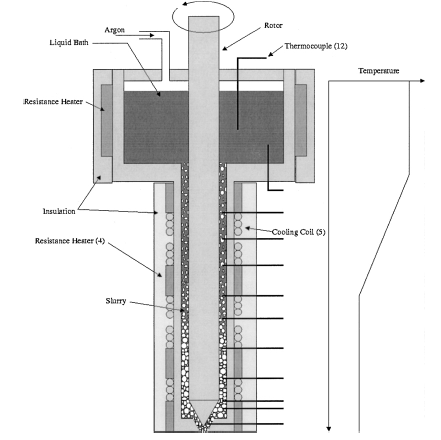
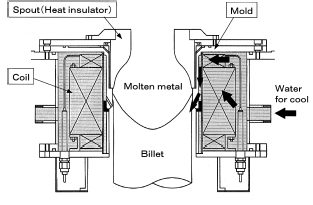
9. Rysunek urządzenia do ciągłego odlewania wlewków ze stopów Al-Si o sferycznej strukturze struktury α oraz podać jakie są potrzebne urządzenia do wykonania odlewu metodą tiksotropową.
Wlewki o strukturze reocast uzyskuje się za pomocą mieszania krzepnącego stopu
Wlewki o strukturze reocast można otrzymać mieszając mechanicznie krzepnący w tyglu stop lub w urządzeniu do odlewania ciągłego
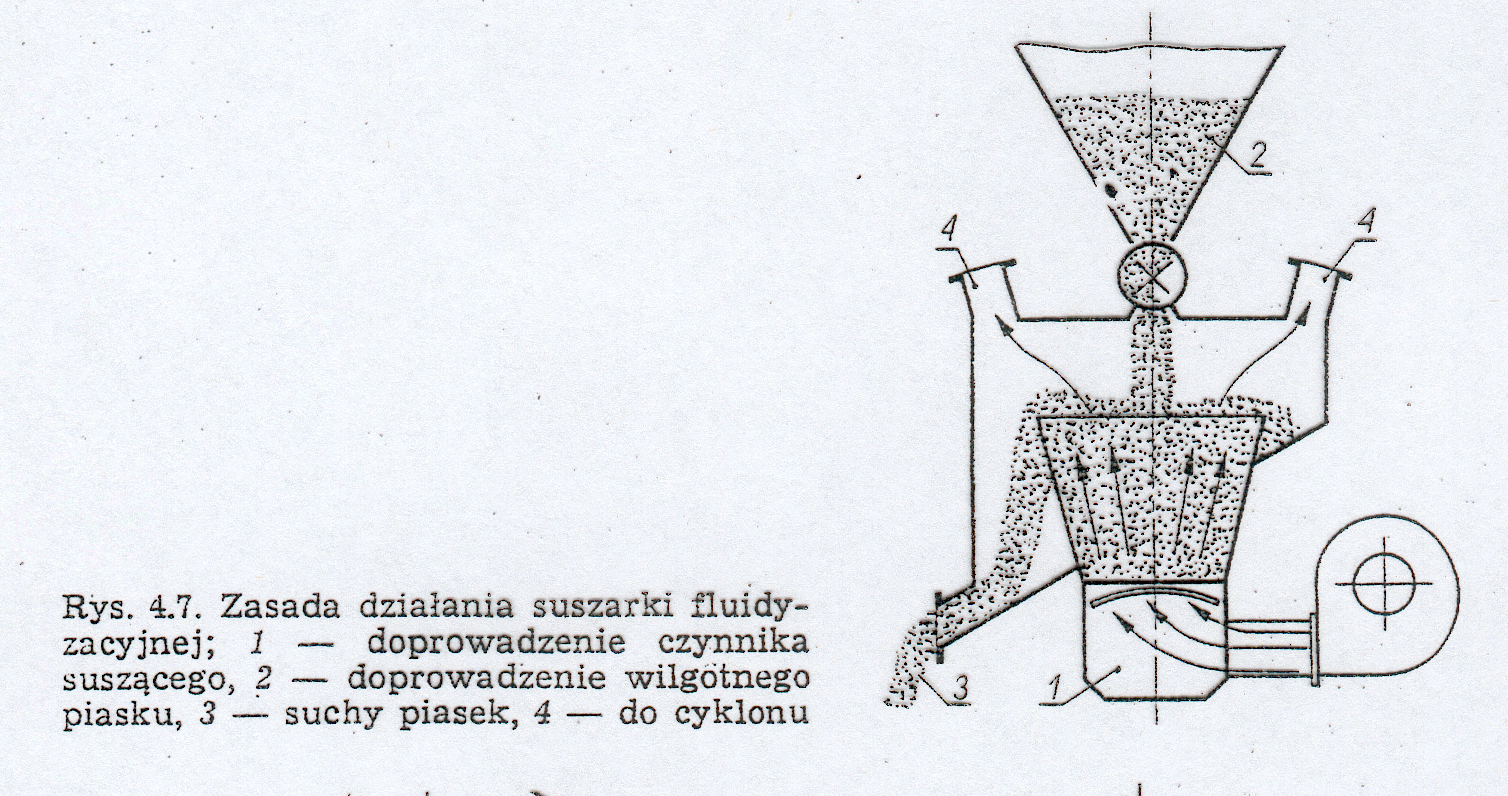
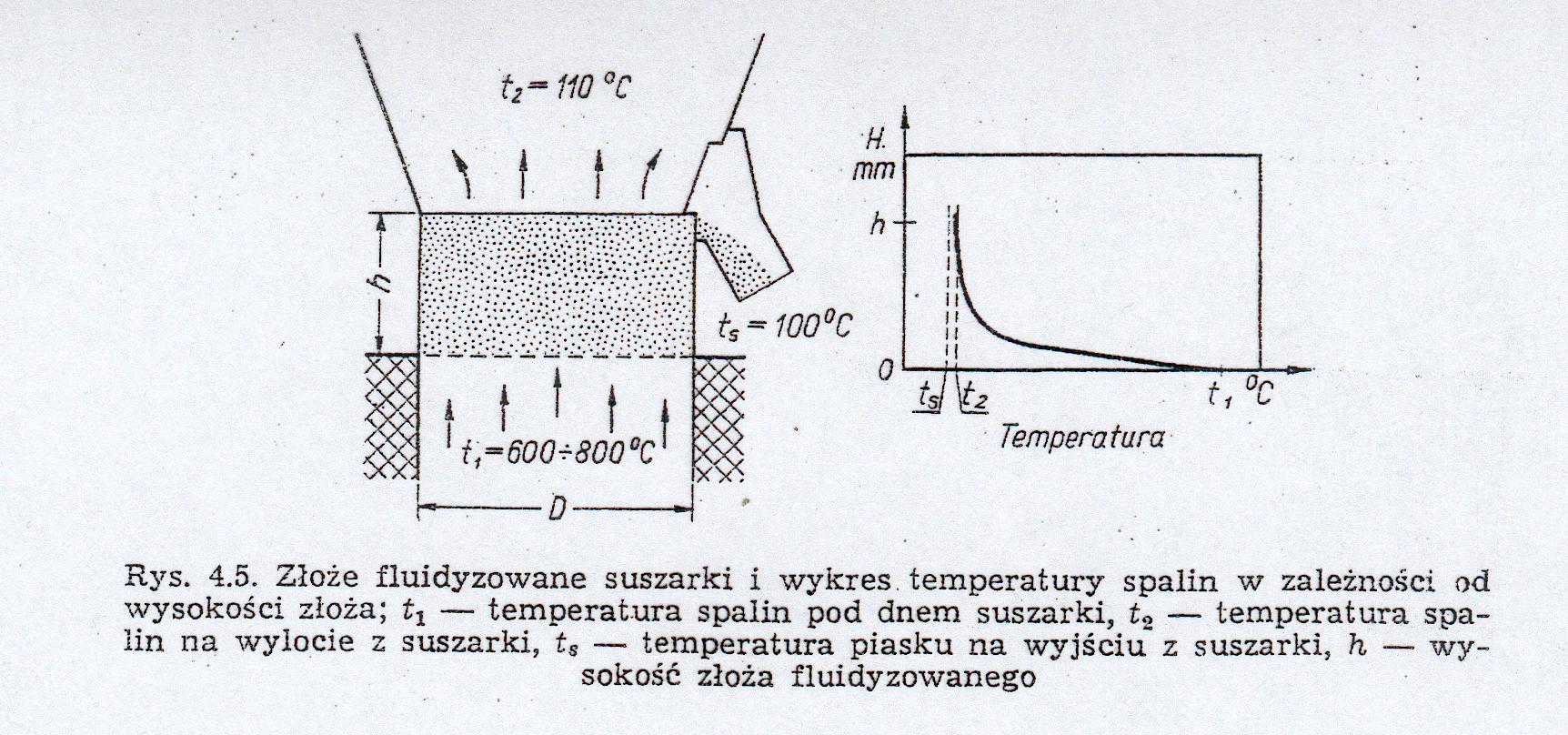
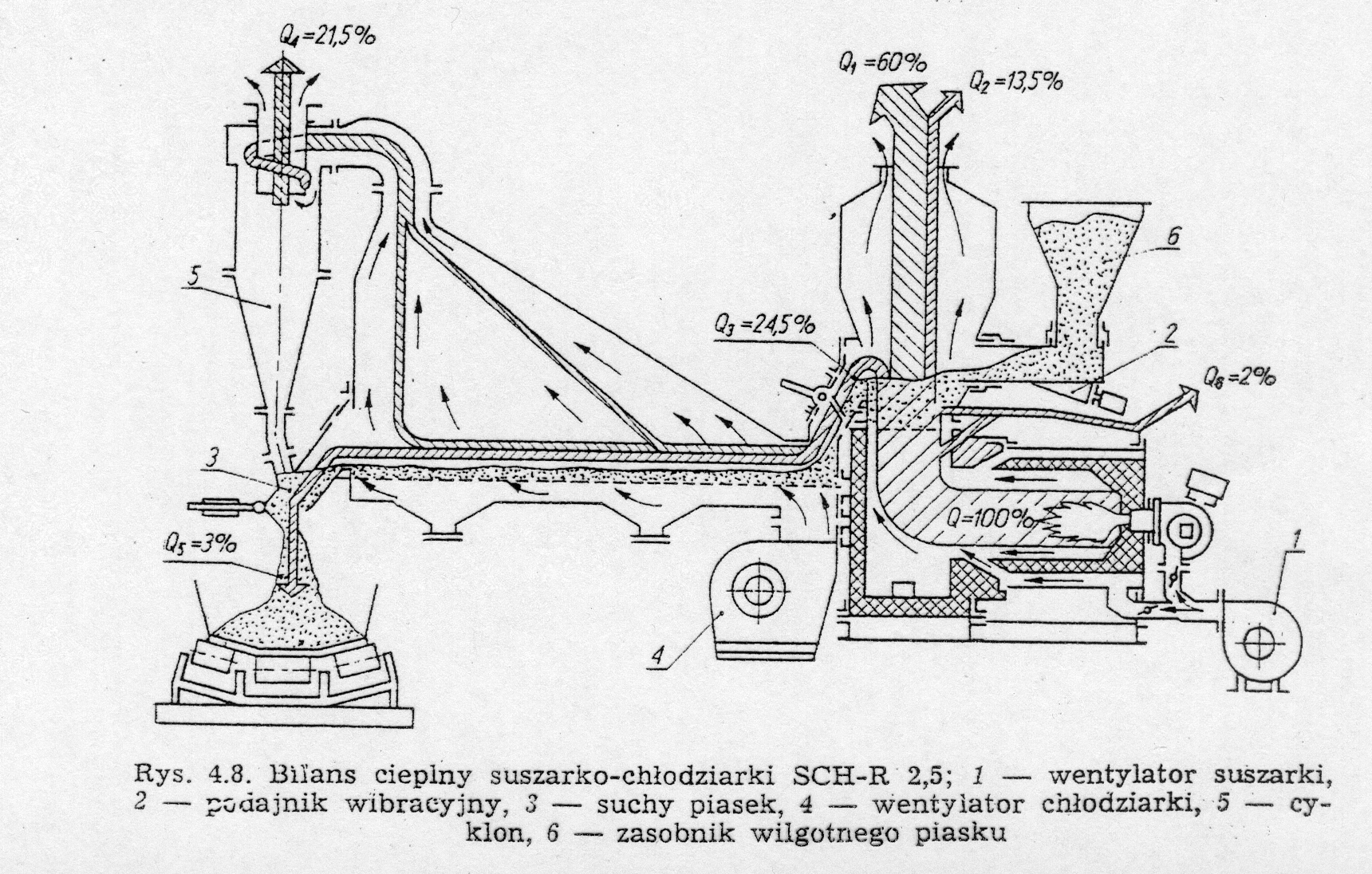
10. Rysunek schematyczny suszarko - chłodziarki do piasku
11. Rysunek zespołu zagęszczania form (dmuchowy i doprasowujący) w Dismaticu
Formierka do zagęszczania
impulsem sprężonego
powietrza
płytą
p
Animacje odlewania
Mechanizm zwierający
Układ prasujący
Układ prasujący
z multiplikacją
Wyszukiwarka
Podobne podstrony:
Opracowanie Zagadnień na egzamin Mikroprocki
opracowane zagadnienia 2011
monopolizacja gospodarki, Opracowane zagadnienia
Opracowanie zagadnień NIK, Bezpieczenstwo Narodowe rok I
temp krytyczna, TRANSPORT PWR, STUDIA, SEMESTR II, FIZYKA, fizyka-wyklad, zagadnienia opracowane, za
socjologia - opracowane zagadnienia(2), Uniwerek
Opracowane zagadnienia na koło z podstaw turystyki, Notatki na koła
opracowane zagadnienia ściąga nowa
chemia fizyczna wykłady, sprawozdania, opracowane zagadnienia do egzaminu Sprawozdanie ćw 7 zależ
Drobnoustroje chorobotwórcze opracowane zagadnienia
Egzamin opracowane zagadnienia 2
Opracowanie zagadnień na prawo handlowe
Podstawy biologicznego rozwoju człowieka opracowane zagadnienia z roku 14 2015
opracowane zagadnienia na egazamin
Opracowane Zagadnienia
Socjologia organizacji socjologia organizacji opracowanie zagadnien
ChMB kolokwium I opracowane zagadnienia by Owca
METODOLOGIA opracowane zagadnienia pdf
więcej podobnych podstron