M Feld TBM317
8.5. Ramowe procesy technologiczne walów stopniowanych
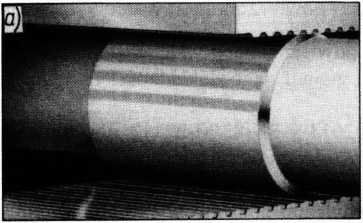

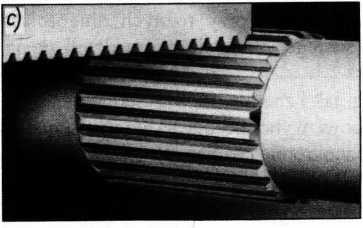
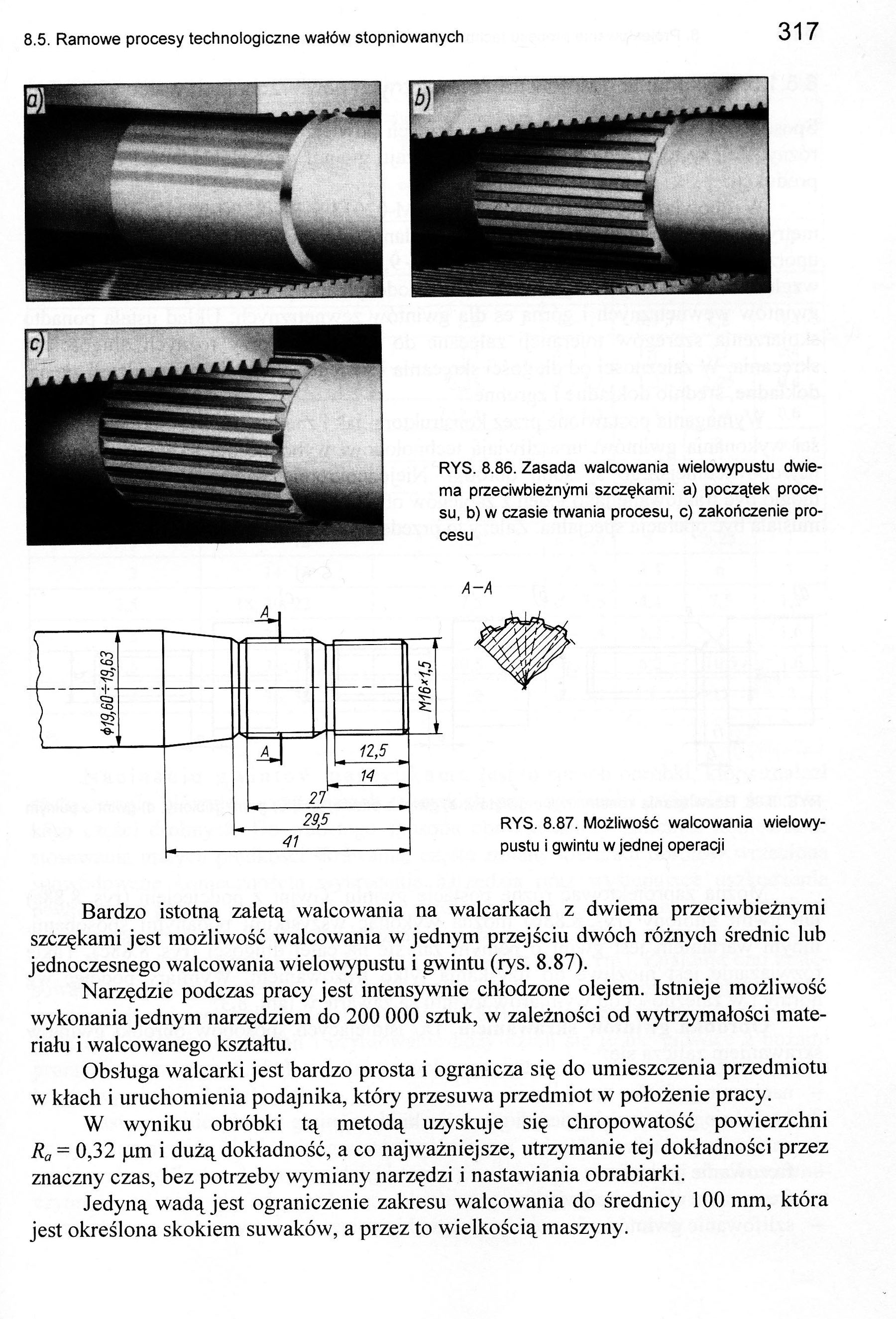
RYS. 8.86. Zasada walcowania wielowypustu dwiema przeciwbieżnymi szczękami: a) początek procesu, b) w czasie trwania procesu, c) zakończenie procesu

A-A

RYS. 8.87. Możliwość walcowania wielowypustu i gwintu w jednej operacji
Bardzo istotną zaletą walcowania na walcarkach z dwiema przeciwbieżnymi szczękami jest możliwość walcowania w jednym przejściu dwóch różnych średnic lub jednoczesnego walcowania wielowypustu i gwintu (rys. 8.87).
Narzędzie podczas pracy jest intensywnie chłodzone olejem. Istnieje możliwość wykonania jednym narzędziem do 200 000 sztuk, w zależności od wytrzymałości materiału i walcowanego kształtu.
Obsługa walcarki jest bardzo prosta i ogranicza się do umieszczenia przedmiotu w kłach i uruchomienia podajnika, który przesuwa przedmiot w położenie pracy.
W wyniku obróbki tą metodą uzyskuje się chropowatość powierzchni Ra - 0,32 pm i dużą dokładność, a co najważniejsze, utrzymanie tej dokładności przez znaczny czas, bez potrzeby wymiany narzędzi i nastawiania obrabiarki.
Jedyną wadą jest ograniczenie zakresu walcowania do średnicy 100 mm, która jest określona skokiem suwaków, a przez to wielkością maszyny.
Wyszukiwarka
Podobne podstrony:
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM299 8.5. Ramowe procesy technologiczne wałów stopniowanych299 RYS. 8.56. Zasada dogładzani
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM321 321 8.5. Ramowe procesy technologiczne wałów stopniowanycht -J RYS.
M Feld TBM327 327 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.101. Szlifowanie gwi
M Feld TBM329 329 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.107. Układ włókien o
M Feld TBM331 331 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.112. Wygniatanie gwi
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
więcej podobnych podstron