M Feld TBM299
8.5. Ramowe procesy technologiczne wałów stopniowanych
299
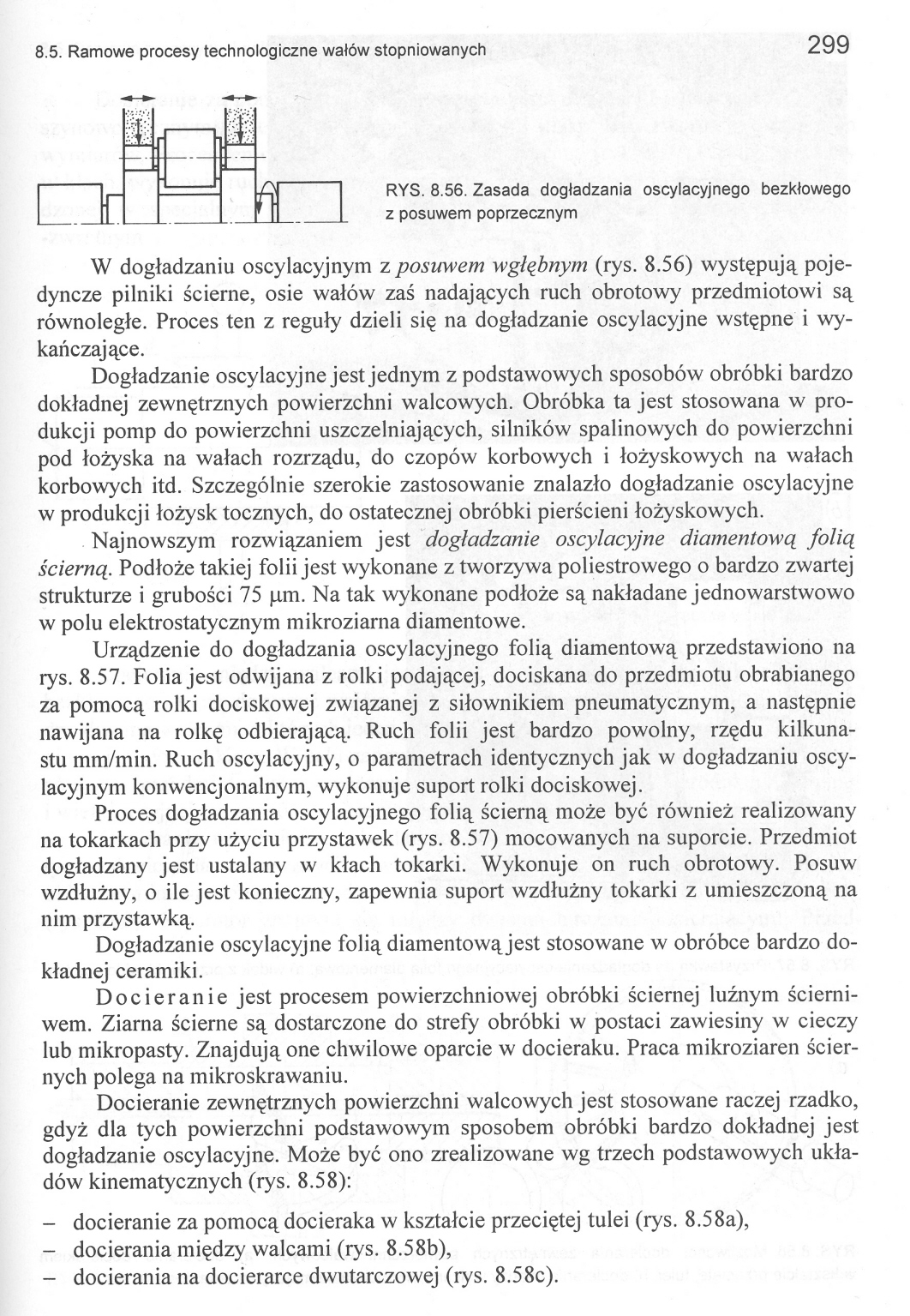
RYS. 8.56. Zasada dogładzania oscylacyjnego bezkłowego z posuwem poprzecznym
W dogładzaniu oscylacyjnym z posiewem wgłębnym (rys. 8.56) występują pojedyncze pilniki ścierne, osie wałów zaś nadających ruch obrotowy przedmiotowi są równoległe. Proces ten z reguły dzieli się na dogładzanie oscylacyjne wstępne i wykańczające.
Dogładzanie oscylacyjne jest jednym z podstawowych sposobów obróbki bardzo dokładnej zewnętrznych powierzchni walcowych. Obróbka ta jest stosowana w produkcji pomp do powierzchni uszczelniających, silników spalinowych do powierzchni pod łożyska na wałach rozrządu, do czopów korbowych i łożyskowych na wałach korbowych itd. Szczególnie szerokie zastosowanie znalazło dogładzanie oscylacyjne w produkcji łożysk tocznych, do ostatecznej obróbki pierścieni łożyskowych.
Najnowszym rozwiązaniem jest dogładzanie oscylacyjne diamentową folią ścierną. Podłoże takiej folii jest wykonane z tworzywa poliestrowego o bardzo zwartej strukturze i grubości 75 pm. Na tak wykonane podłoże są nakładane jednowarstwowo w polu elektrostatycznym mikroziarna diamentowe.
Urządzenie do dogładzania oscylacyjnego folią diamentową przedstawiono na rys. 8.57. Folia jest odwijana z rolki podającej, dociskana do przedmiotu obrabianego za pomocą rolki dociskowej związanej z siłownikiem pneumatycznym, a następnie nawijana na rolkę odbierającą. Ruch folii jest bardzo powolny, rzędu kilkunastu mm/min. Ruch oscylacyjny, o parametrach identycznych jak w dogładzaniu oscylacyjnym konwencjonalnym, wykonuje suport rolki dociskowej.
Proces dogładzania oscylacyjnego folią ścierną może być również realizowany na tokarkach przy użyciu przystawek (rys. 8.57) mocowanych na suporcie. Przedmiot dogładzany jest ustalany w kłach tokarki. Wykonuje on ruch obrotowy. Posuw wzdłużny, o ile jest konieczny, zapewnia suport wzdłużny tokarki z umieszczoną na nim przystawką.
Dogładzanie oscylacyjne folią diamentową jest stosowane w obróbce bardzo dokładnej ceramiki.
Docieranie jest procesem powierzchniowej obróbki ściernej luźnym ścierniwem. Ziarna ścierne są dostarczone do strefy obróbki w postaci zawiesiny w cieczy lub mikropasty. Znajdują one chwilowe oparcie w docieraku. Praca mikroziaren ściernych polega na mikroskrawaniu.
Docieranie zewnętrznych powierzchni walcowych jest stosowane raczej rzadko, gdyż dla tych powierzchni podstawowym sposobem obróbki bardzo dokładnej jest dogładzanie oscylacyjne. Może być ono zrealizowane wg trzech podstawowych układów kinematycznych (rys. 8.58):
- docieranie za pomocą docieraka w kształcie przeciętej tulei (rys. 8.58a),
- docierania między walcami (rys. 8.58b),
- docierania na docierarce dwutarczowej (rys. 8.58c).
Wyszukiwarka
Podobne podstrony:
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM293 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.50. Kinematyka procesu d
M Feld TBM305 8.5. Ramowe procesy technologiczne wałów stopniowanych305 RYS. 8.64. Głowica rolkowa d
M Feld TBM307 8.5. Ramowe procesy technologiczne walów stopniowanych307 RYS. 8.68. Toczenie powierzc
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM321 321 8.5. Ramowe procesy technologiczne wałów stopniowanycht -J RYS.
M Feld TBM327 327 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.101. Szlifowanie gwi
M Feld TBM329 329 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.107. Układ włókien o
M Feld TBM331 331 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.112. Wygniatanie gwi
M Feld TBM295 8.5. Ramowe procesy technologiczne wałów stopniowanych295a)
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
więcej podobnych podstron