M Feld TBM305
8.5. Ramowe procesy technologiczne wałów stopniowanych
RYS. 8.64. Głowica rolkowa do nagniatania czopów skrajnych wałów
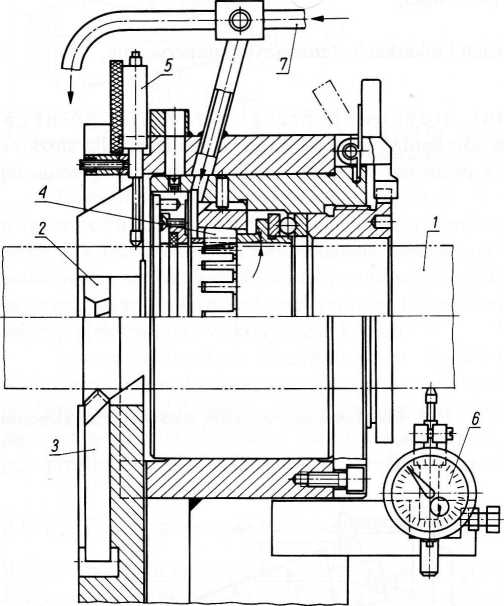
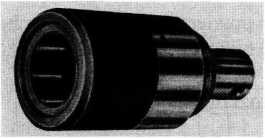
RYS. 8.65. Głowica tocząco-nagniatająca: 1 - przedmiot obrabiany, 2 - nóż zdzierak, 3 - nóż wykańczak, 4 - koszyk z elementami nagniatającymi, 5 - czujnik wskazujący wartość naddatku na nagniatanie, 6 - czujnik wskazujący ostateczny wymiar po nagniataniu, 7 - doprowadzenie płynu obróbkowego
Intensyfikację procesu obróbki powierzchni walcowych można uzyskać, łącząc operacje toczenia kształtującego z operacją nagniatania, w wyniku zastosowania głowicy tocząco-nagniatającej (rys. 8.65). Jest ona szczególnie przydatna do nagniatania powierzchni na znacznych długościach.
8.5.1.2. Toczenie powierzchni stożkowych i kształtowych
Toczenie powierzchni stożkowych i kształtowych stanowi p. 6 ramowego procesu technologicznego. Obróbkę tych powierzchni prowadzi się w oddzielnej operacji lub jako jeden z zabiegów obróbki kształtującej. Jest to zależne przede wszystkim od kształtu wału, liczby zabiegów, wielkości produkcji itp.
Wyszukiwarka
Podobne podstrony:
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM293 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.50. Kinematyka procesu d
M Feld TBM299 8.5. Ramowe procesy technologiczne wałów stopniowanych299 RYS. 8.56. Zasada dogładzani
M Feld TBM307 8.5. Ramowe procesy technologiczne walów stopniowanych307 RYS. 8.68. Toczenie powierzc
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
M Feld TBM321 321 8.5. Ramowe procesy technologiczne wałów stopniowanycht -J RYS.
M Feld TBM327 327 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.101. Szlifowanie gwi
M Feld TBM329 329 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.107. Układ włókien o
M Feld TBM331 331 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.112. Wygniatanie gwi
M Feld TBM295 8.5. Ramowe procesy technologiczne wałów stopniowanych295a)
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
więcej podobnych podstron