M Feld TBM307
8.5. Ramowe procesy technologiczne walów stopniowanych
307
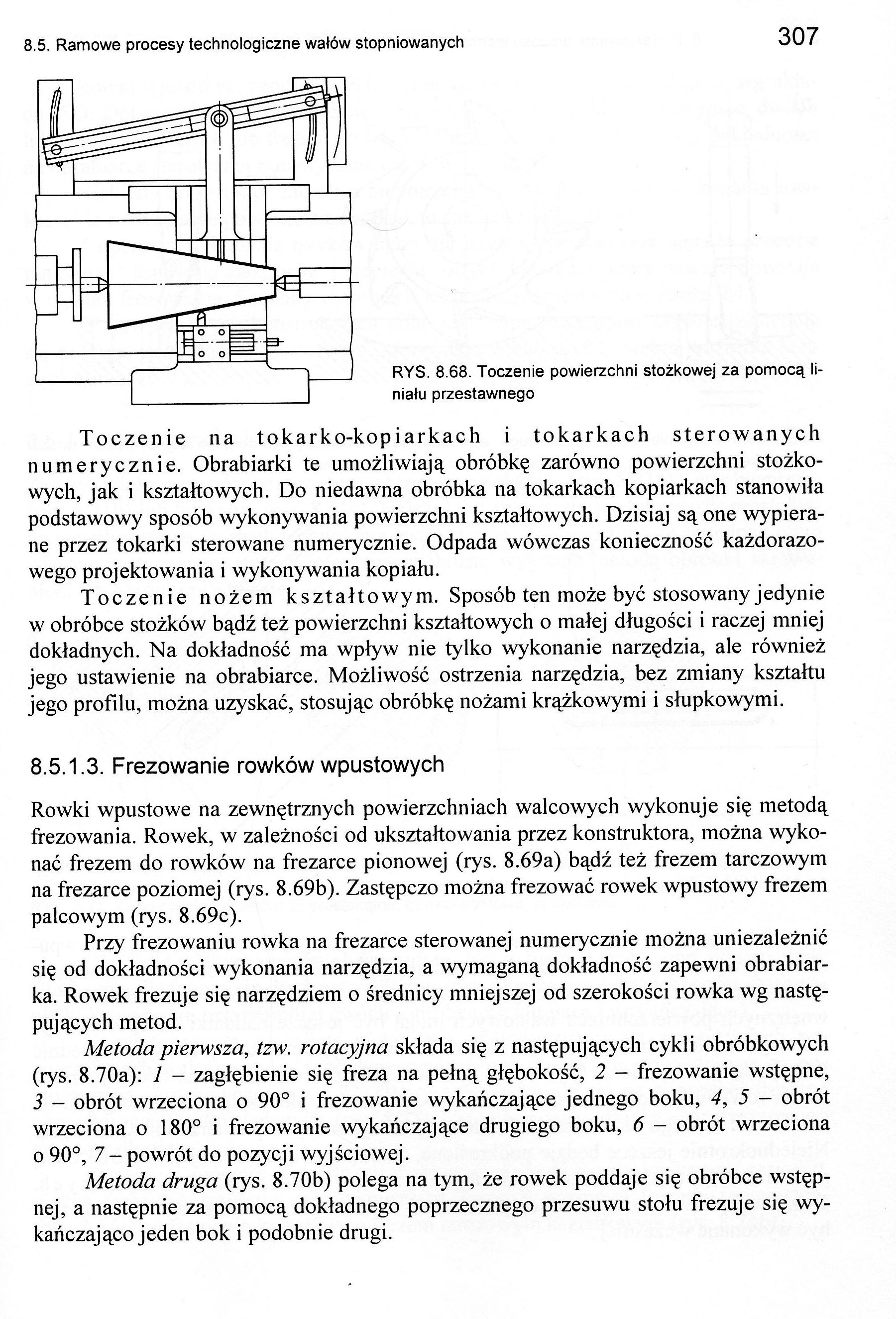
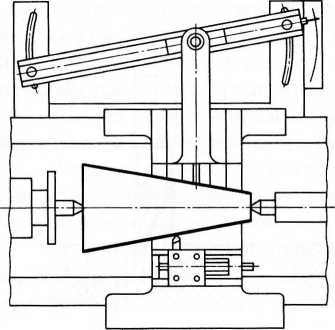
RYS. 8.68. Toczenie powierzchni stożkowej za pomocą liniału przestawnego
Toczenie na tokarko-kopiarkach i tokarkach sterowanych numerycznie. Obrabiarki te umożliwiają obróbkę zarówno powierzchni stożkowych, jak i kształtowych. Do niedawna obróbka na tokarkach kopiarkach stanowiła podstawowy sposób wykonywania powierzchni kształtowych. Dzisiaj są one wypierane przez tokarki sterowane numerycznie. Odpada wówczas konieczność każdorazowego projektowania i wykonywania kopiału.
Toczenie nożem kształtowym. Sposób ten może być stosowany jedynie w obróbce stożków bądź też powierzchni kształtowych o małej długości i raczej mniej dokładnych. Na dokładność ma wpływ nie tylko wykonanie narzędzia, ale również jego ustawienie na obrabiarce. Możliwość ostrzenia narzędzia, bez zmiany kształtu jego profilu, można uzyskać, stosując obróbkę nożami krążkowymi i słupkowymi.
8.5.1.3. Frezowanie rowków wpustowych
Rowki wpustowe na zewnętrznych powierzchniach walcowych wykonuje się metodą frezowania. Rowek, w zależności od ukształtowania przez konstruktora, można wykonać frezem do rowków na frezarce pionowej (rys. 8.69a) bądź też frezem tarczowym na frezarce poziomej (rys. 8.6%). Zastępczo można frezować rowek wpustowy frezem palcowym (rys. 8.69c).
Przy frezowaniu rowka na frezarce sterowanej numerycznie można uniezależnić się od dokładności wykonania narzędzia, a wymaganą dokładność zapewni obrabiarka. Rowek frezuje się narzędziem o średnicy mniejszej od szerokości rowka wg następujących metod.
Metoda pierwsza, tzw. rotacyjna składa się z następujących cykli obróbkowych (rys. 8.70a): 1 - zagłębienie się freza na pełną głębokość, 2 - frezowanie wstępne, 3 - obrót wrzeciona o 90° i frezowanie wykańczające jednego boku, 4, 5 - obrót wrzeciona o 180° i frezowanie wykańczające drugiego boku, 6 - obrót wrzeciona o 90°, 7 - powrót do pozycji wyjściowej.
Metoda druga (rys. 8.70b) polega na tym, że rowek poddaje się obróbce wstępnej, a następnie za pomocą dokładnego poprzecznego przesuwu stołu frezuje się wy-kańczająco jeden bok i podobnie drugi.
Wyszukiwarka
Podobne podstrony:
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM293 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.50. Kinematyka procesu d
M Feld TBM299 8.5. Ramowe procesy technologiczne wałów stopniowanych299 RYS. 8.56. Zasada dogładzani
M Feld TBM305 8.5. Ramowe procesy technologiczne wałów stopniowanych305 RYS. 8.64. Głowica rolkowa d
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
M Feld TBM321 321 8.5. Ramowe procesy technologiczne wałów stopniowanycht -J RYS.
M Feld TBM327 327 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.101. Szlifowanie gwi
M Feld TBM329 329 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.107. Układ włókien o
M Feld TBM331 331 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.112. Wygniatanie gwi
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM295 8.5. Ramowe procesy technologiczne wałów stopniowanych295a)
M Feld TBM381 9.5. Ramowe procesy technologiczne tulei i tarcz RYS. 9.16. Toczenie czoła tulei na tr
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
więcej podobnych podstron