M Feld TBM293

8.5. Ramowe procesy technologiczne wałów stopniowanych
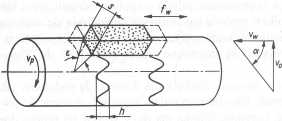
RYS. 8.50. Kinematyka procesu dogładzania oscylacyjnego
293
W wyniku skojarzenia ruchu obrotowego przedmiotu i ruchu oscylacyjnego narzędzia ściernego uzyskuje się na powierzchni dogładzanej ślady w postaci licznych sinusoid powstałych w wyniku znacznej liczby jednocześnie pracujących ziarn narzędzia ściernego.
Okres sinusoidy wyraża się wzorem (rys. 8.50)
/ =—1000 mm
V
gdzie: v0 - prędkość obwodowa, mm/min; v- częstotliwość oscylacji pilnika ściernego, 2 skoki/min.
Podstawowym warunkiem poprawnego dogładzania jest nienakładanie się wzajemne torów ziarn.
Wyniki dogładzania powierzchni w bardzo dużym stopniu są uzależnione od właściwego doboru pilników ściernych. W procesie obróbki pilniki ścierne muszą wykazywać dostatecznie duże działanie ścierne, w celu możliwie szybkiego usunięcia zbyt dużej chropowatości powierzchni pozostałej po uprzedniej obróbce, oraz działanie polerujące, które zapewnia minimalną chropowatość powierzchni po dogładzaniu.
Do dogładzania oscylacyjnego są stosowane pilniki ścierne, w których materiałem ściernym jest przeważnie elektrokorund szlachetny EA i zielony węglik krzemu SZ. Niekiedy w produkcji seryjnej i wielkoseryjnej są stosowane pilniki diamentowe, ale wyłącznie do obróbki materiałów bardzo twardych. Elektrokorund szlachetny EA jest używany do obróbki stali ulepszonych cieplnie o twardości powyżej 50 HRC. Ziarna elektrokorundu są mniej twarde od ziarn węglika krzemu, przez co krawędzie ich tępią się łatwiej, co z kolei powoduje intensywny przebieg skrawania, z dużą tendencją do polerowania. Ziarna wągliku krzemu SZ, w związku ze swą twardością i kruchością, ulegają łatwemu wykruszaniu, co podczas działania ściernego pilników zapewnia stałą pracę ziarn ostrymi krawędziami skrawającymi. Zjawisko ostrzenia pilników przebiega tu samoczynnie, aż do zupełnego ich zużycia. Węglik krzemu SZ jest używany do dogładzania oscylacyjnego stali w stanie normalizowanym, żeliwa, metali nieżelaznych i stopów lekkich.
Wpływ wielkości ziarna w procesie dogładzania oscylacyjnego wstępnego jest niewielki. Można tutaj stosować ziarna od F 280/37 do F 500/13. Wpływ ten znacznie się zwiększa przy dogładzaniu wykańczającym. W celu otrzymania mniejszej chropowatości powierzchni należy stosować ziarna od F 500/13 do F 1000/5.
Wyszukiwarka
Podobne podstrony:
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM299 8.5. Ramowe procesy technologiczne wałów stopniowanych299 RYS. 8.56. Zasada dogładzani
M Feld TBM305 8.5. Ramowe procesy technologiczne wałów stopniowanych305 RYS. 8.64. Głowica rolkowa d
M Feld TBM307 8.5. Ramowe procesy technologiczne walów stopniowanych307 RYS. 8.68. Toczenie powierzc
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
M Feld TBM321 321 8.5. Ramowe procesy technologiczne wałów stopniowanycht -J RYS.
M Feld TBM327 327 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.101. Szlifowanie gwi
M Feld TBM329 329 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.107. Układ włókien o
M Feld TBM331 331 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.112. Wygniatanie gwi
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
więcej podobnych podstron