M Feld TBM281
281
8.5. Ramowe procesy technologiczne wałów stopniowanych
szlifowanej i błędy kołowości. Ze zwiększaniem posuwu wzdłużnego wzrasta chropowatość powierzchni, natomiast maleją błędy kołowości.
Głębokość szlifowania. Od głębokości szlifowania zależy wydajność i jakość obróbki (chropowatość powierzchni, przypalenia, mikropęknięcia, itp.).
Do szlifowania bezkłowego stosuje się naddatki, takie jak do szlifowania kłowego. Naddatek całkowity podczas szlifowania z posuwem poprzecznym jest zdejmowany za pomocą dosuwu ściernicy, natomiast przy szlifowaniu z posuwem wzdłużnym w kolejnych przejściach.
Szlifowanie z posuwem wzdłużnym dzieli się najczęściej na wstępne i wykańczające. Naddatek na obróbkę wstępną stanowi 60 -s- 90% naddatku całkowitego.
Płyn obróbkowy. Spełnia on bardzo ważną rolę w procesie szlifowania. Służy on do chłodzenia materiału obrabianego i smarowania, a także do wypłukiwania cząstek materiału obrabianego z porów ściernicy i zmywania innych zanieczyszczeń z jej powierzchni. W procesie szlifowania jest ważny skład chemiczny płynu obróbkowego, metoda jego oczyszczania i sposób doprowadzenia płynu do strefy obróbki.
Stosując szlifowanie bezkłowe, przy poprawnie dobranych parametrach głównych tej obróbki, można uzyskać dokładność odpowiadającą 5 klasie dokładności, a parametr chropowatości powierzchni Ra > 0,16 pm.
W celu ułatwienia doboru wielkości nastawnych szlifierki bezkłowej opracowano komputerowy system wspomagania i symulacji procesu szlifowania bezkłowego CACGS (Computer aidid centerless grinding system). System ten również umożliwia zgodne z rzeczywistością prognozowanie wyników szlifowania.
Do podstawowych trudności związanych z eksploatacją szlifierek bezkłowych można zaliczyć: trudność osiągnięcia dużej współosiowości poszczególnych stopni wału, a także dużej dokładności kształtu w przekroju wzdłużnym (odchyłki walcowo-ści) oraz w przekroju poprzecznym (odchyłki kołowości).
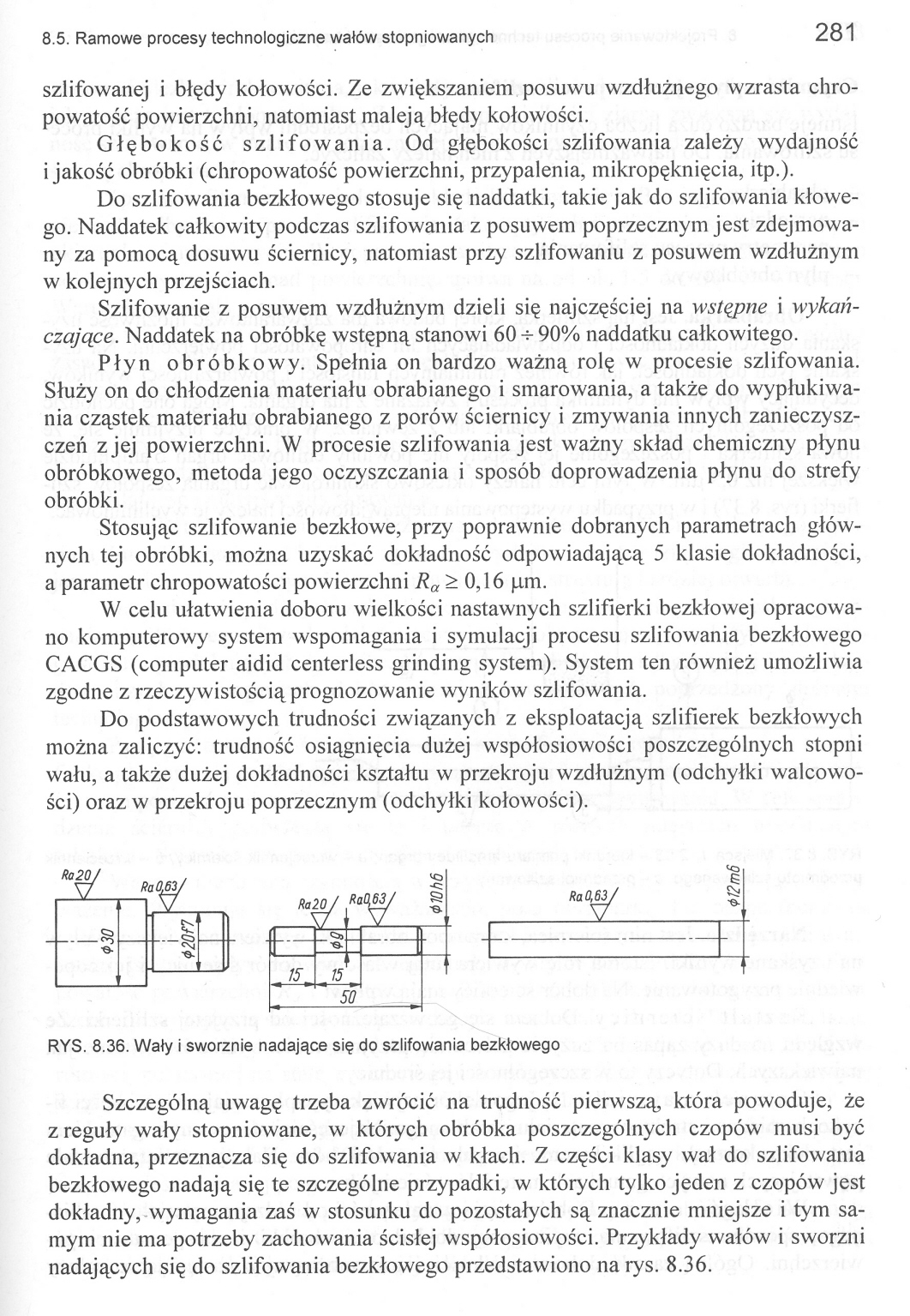
RYS. 8.36. Wały i sworznie nadające się do szlifowania bezkłowego
Szczególną uwagę trzeba zwrócić na trudność pierwszą, która powoduje, że z reguły wały stopniowane, w których obróbka poszczególnych czopów musi być dokładna, przeznacza się do szlifowania w kłach. Z części klasy wał do szlifowania bezkłowego nadają się te szczególne przypadki, w których tylko jeden z czopów jest dokładny, wymagania zaś w stosunku do pozostałych są znacznie mniejsze i tym samym nie ma potrzeby zachowania ścisłej współosiowości. Przykłady wałów i sworzni nadających się do szlifowania bezkłowego przedstawiono na rys. 8.36.
Wyszukiwarka
Podobne podstrony:
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
więcej podobnych podstron