M Feld TBM311

311
8.5. Ramowe procesy technologiczne wałów stopniowanych
Podcięcia, które mogą występować w połączeniach wielowypustowych, wykonuje się bądź jednocześnie z frezowaniem kształtowym, stosując odpowiedni frez (rys. 8.75a), bądź też w oddzielnej operacji za pomocą dwóch frezów kątowych (rys. 8.75b).
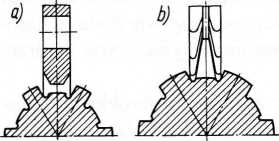
RYS. 8.75. Wykonanie podcięć: a) frezem kształtowym, b) zespołem frezów kątowych
Frezowanie wielowypustów jest obróbką kształtującą. Dla powierzchni ustalających, dokładnie wykonanych (klasa 6 lub 7), którymi mogą być powierzchnie zewnętrzne lub wewnętrzne wypustów, musi być wykonana dodatkowo obróbka wykańczająca.
Z obróbką wykańczającą zewnętrznych powierzchni walcowych wielowypustów nie ma żadnych istotnych trudności, gdyż można ją wykonać na normalnej szlifierce do wałków i może to być jeden z zabiegów operacji szlifowania czopów walcowych. Powierzchnie wewnętrzne wielowypustów szlifuje się na szlifierkach do płaszczyzn ściernicą kształtową (rys. 8.76a). Powierzchnie boczne wielowypustów, o ile wystąpi taka konieczność, można szlifować jednocześnie za pomocą odpowiednio zaprofilo-wanej ściernicy (rys. 8.76b) lub w oddzielnej operacji (rys. 8.76c).
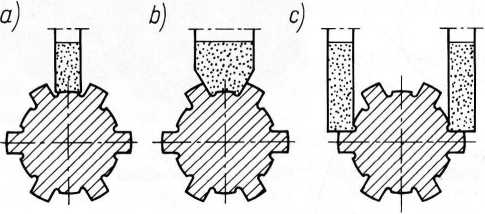
RYS. 8.76. Szlifowanie wielowypustu: a) szlifowanie powierzchni wewnętrznej ściernicą kształtową, b) szlifowanie powierzchni wewnętrznej i boków wpustu ściernicą kształtową, c) szlifowanie powierzchni bocznych wpustu
Obróbka plastyczna wielowypustów. W produkcji wielkoseryjnej zastosowanie obróbki plastycznej może dać znaczne korzyści w postaci wielokrotnie zwiększonej wydajności, oszczędności materiału, oszczędności powierzchni roboczej, braku wiórów, zmniejszenia chropowatości powierzchni, zwiększonej wytrzymałości zmęczeniowej i odporności na zużycie.
Praktycznie do obróbki wielowypustów tą metodą można stosować materiały, dla których Rm <1100 MPa, a których zdolność do wydłużenia A]0 jest nie mniejsza niż 10-12%.
Wyszukiwarka
Podobne podstrony:
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
więcej podobnych podstron