M Feld TBM297
297
8.5. Ramowe procesy technologiczne wałów stopniowanych
TABLICA 8.2. Zalecane warunki dogładzania oscylacyjnego
|
Materiał dogładzany |
Dogładzanie I - wstępne, II - wykańcz. |
Prędkość obwodowa v„ m/min |
Częstotliwość ruchu oscylac. / 2 skok/min |
Skok oscylacji h mm |
Nacisk jednostkowy N | ||
|
Stal niehartowana 190 + 220 HB |
I |
10- |
14 |
1400+ 1800 |
2,0 + 3,0 |
0,25 + 0,35 | |
|
II |
40- |
-50 |
1000+ 1500 |
3,0 + 4,0 |
0,15- |
0,25 | |
|
Stal hartowana 62 HRC |
I |
10- |
14 |
1400+1800 |
2,0 + 3,0 |
0,25- |
0,45 |
|
II |
35- |
-50 |
1000+ 1500 |
3,0 + 4,0 |
0,15- |
-0,25 | |
|
Żeliwo szare 150 + 220 HB |
I |
10 |
14 |
1400+ 1800 |
2,0 + 3,0 |
0,25- |
-0,40 |
|
II |
45 |
-60 |
1600+ 1800 |
3,0 + 5,0 |
0,15- |
-0,25 | |
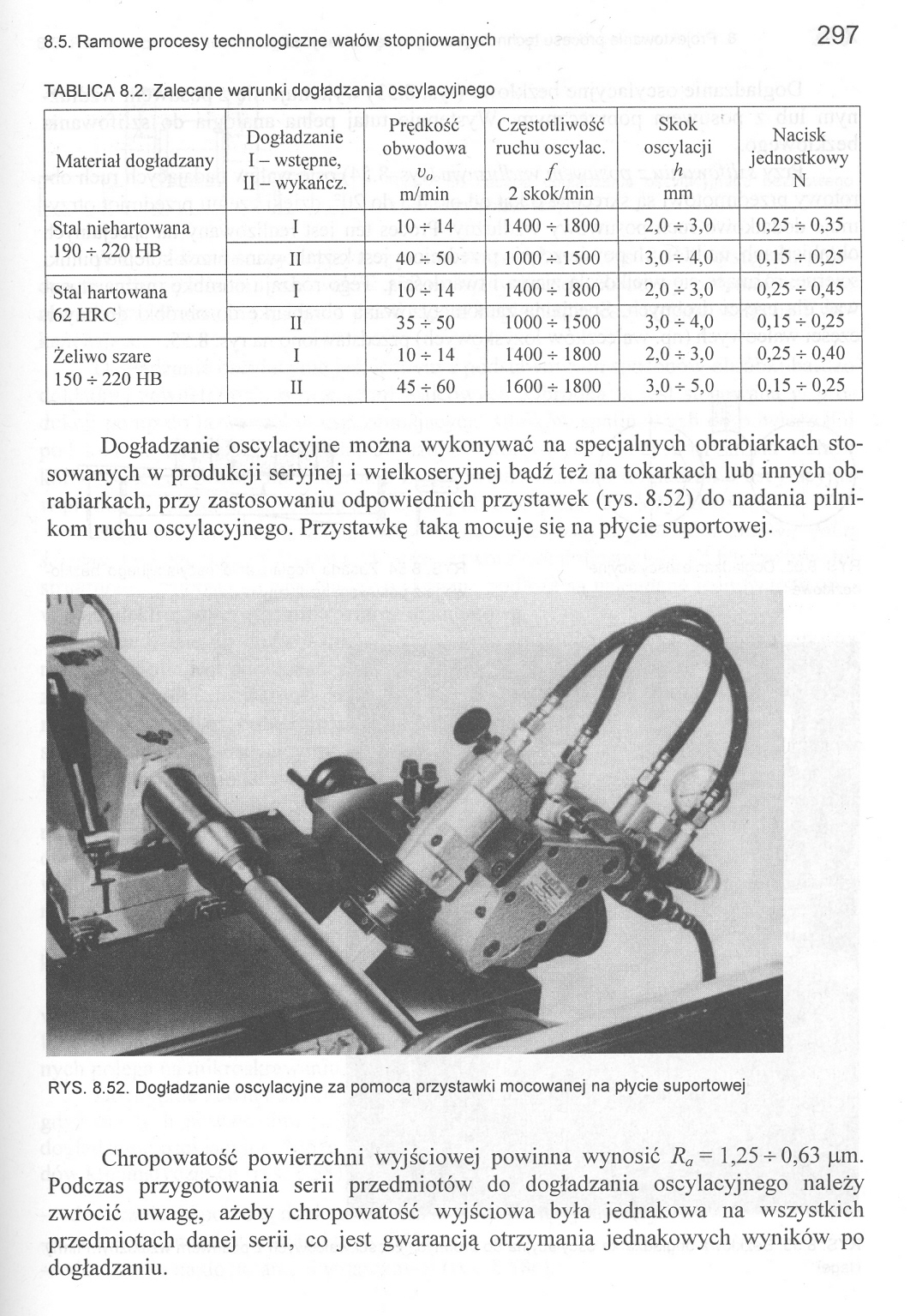
Dogładzanie oscylacyjne można wykonywać na specjalnych obrabiarkach stosowanych w produkcji seryjnej i wielkoseryjnej bądź też na tokarkach lub innych obrabiarkach, przy zastosowaniu odpowiednich przystawek (rys. 8.52) do nadania pilnikom ruchu oscylacyjnego. Przystawkę taką mocuje się na płycie suportowej.
RYS. 8.52. Dogładzanie oscylacyjne za pomocą przystawki mocowanej na płycie suportowej
Chropowatość powierzchni wyjściowej powinna wynosić Ra= 1,25-5-0,63 pm. Podczas przygotowania serii przedmiotów do dogładzania oscylacyjnego należy zwrócić uwagę, ażeby chropowatość wyjściowa była jednakowa na wszystkich przedmiotach danej serii, co jest gwarancją otrzymania jednakowych wyników po dogładzaniu.
Wyszukiwarka
Podobne podstrony:
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM299 8.5. Ramowe procesy technologiczne wałów stopniowanych299 RYS. 8.56. Zasada dogładzani
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
więcej podobnych podstron