M Feld TBM301

301
8.5. Ramowe procesy technologiczne wałów stopniowanych
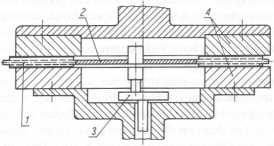
Docieranie za pomocą docieraka w kształcie przeciętej tulei jest procesem ma-szynowo-ręcznym. Jest ono stosowane dla części klasy wał, zwłaszcza większych wymiarów. Proces ten odbywa się najczęściej na tokarce (rys. 8.59). Wał 1, ustalony w kłach, wykonuje ruch obrotowy, natomiast docierak w postaci przeciętej tulei, osadzonej w specjalnym uchwycie 3, jest przesuwany ręcznie ruchem posuwisto--zwrotnym.
|
f T |
> m | |
|
X | ||
|
X _1_ | ||
|
1 |
m i | |
RYS. 8.59. Docieranie maszynowo-ręczne wału na tokarce
Docieranie między walcami jest realizowane według kinematyki szlifowania bezkłowego i może dotyczyć wałów gładkich. Docierany przedmiot znajduje się między dwoma walcami, z których jeden jest walcem prowadzącym, dającym napęd, drugi zaś jest docierakiem. W celu zapewnienia przylegania przedmiotu do obydwu walców na przedmiot jest wywierany odpowiedni nacisk. W produkcji seryjnej i wielkoseryjnej ten sposób docierania jest łatwy do zautomatyzowania.
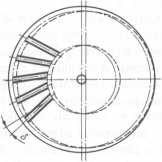
Docieranie na docierarce dwutarczowej stanowi podstawowy układ kinematyczny docierania zewnętrznych powierzchni walcowych. Najczęściej spotykanym jest układ z mimośrodowym napędem separatora poruszającego obrabiane przedmioty (rys. 8.60). Separator znajduje się między dwiema tarczami docierającymi. Przed-
RYS. 8.60. Docieranie na docierarce dwutarczowej
Wyszukiwarka
Podobne podstrony:
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
więcej podobnych podstron