M Feld TBM277
277
8.5. Ramowe procesy technologiczne wałów stopniowanych
ściernicy prowadzącej, określoną prędkość obrotową. Stosunek obrotów rzeczywistych do obrotów teoretycznych określa się współczynnikiem poślizgu f= 0,9-5-0,975. Współczynnik ten jest zależny od charakterystyki ściernicy prowadzącej, materiału obrabianego, listwy prowadzącej itp.
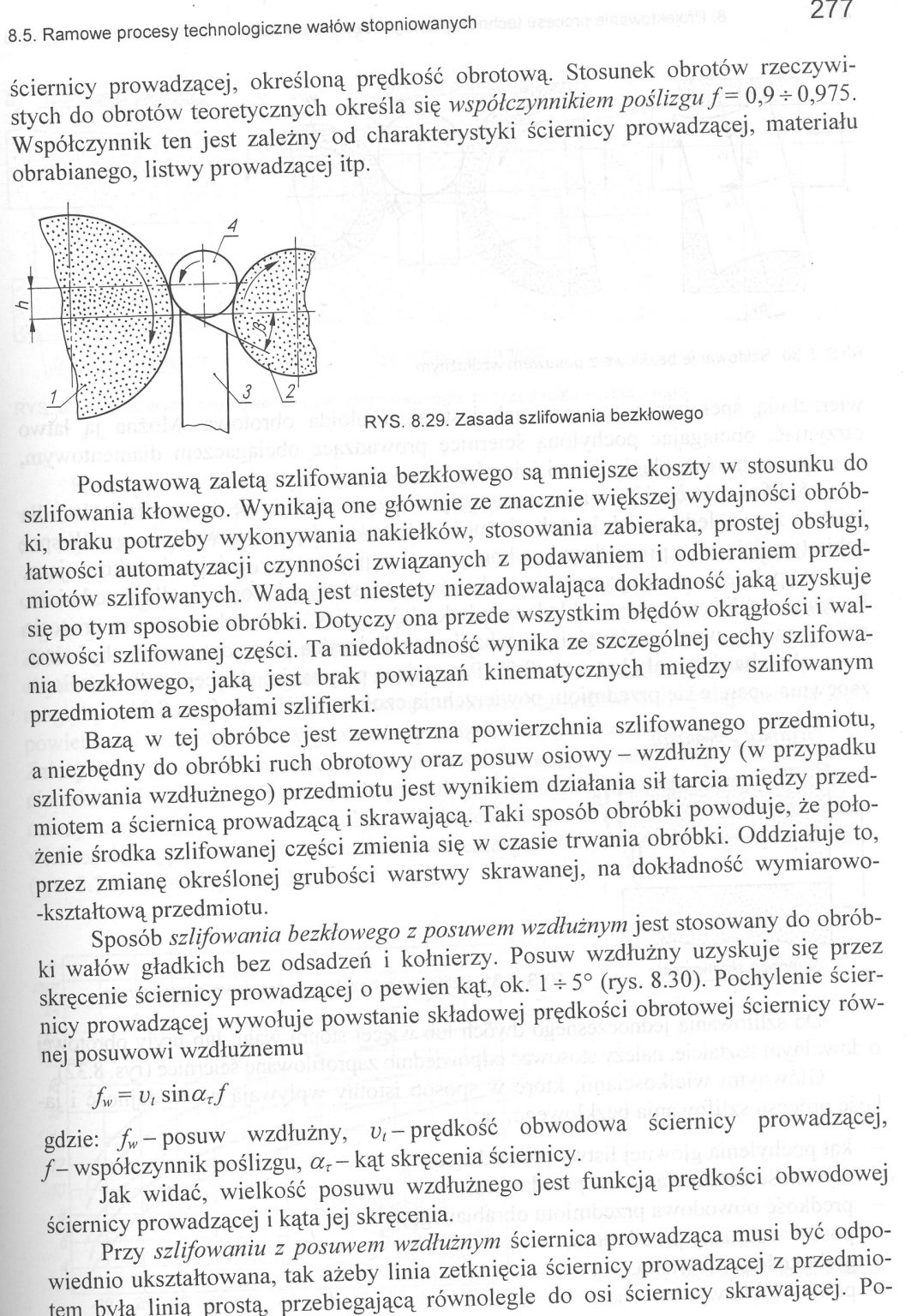
RYS. 8.29. Zasada szlifowania bezkłowego
Podstawową zaletą szlifowania bezkłowego są mniejsze koszty w stosunku do szlifowania kłowego. Wynikają one głównie ze znacznie większej wydajności obróbki, braku potrzeby wykonywania nakiełków, stosowania zabieraka, prostej obsługi, łatwości automatyzacji czynności związanych z podawaniem i odbieraniem przedmiotów szlifowanych. Wadą jest niestety niezadowalająca dokładność jaką uzyskuje się po tym sposobie obróbki. Dotyczy ona przede wszystkim błędów okrągłości i wal-cowości szlifowanej części. Ta niedokładność wynika ze szczególnej cechy szlifowania bezkłowego, jaką jest brak powiązań kinematycznych między szlifowanym przedmiotem a zespołami szlifierki.
Bazą w tej obróbce jest zewnętrzna powierzchnia szlifowanego przedmiotu, a niezbędny do obróbki ruch obrotowy oraz posuw osiowy - wzdłużny (w przypadku szlifowania wzdłużnego) przedmiotu jest wynikiem działania sił tarcia między przedmiotem a ściernicą prowadzącą i skrawającą. Taki sposób obróbki powoduje, że położenie środka szlifowanej części zmienia się w czasie trwania obróbki. Oddziałuje to, przez zmianę określonej grubości warstwy skrawanej, na dokładność wymiarowo--kształtową przedmiotu.
Sposób szlifowania bezkłowego z posuwem wzdłużnym jest stosowany do obróbki wałów gładkich bez odsadzeń i kołnierzy. Posuw wzdłużny uzyskuje się przez skręcenie ściernicy prowadzącej o pewien kąt, ok. 1-5-5° (rys. 8.30). Pochylenie ściernicy prowadzącej wywołuje powstanie składowej prędkości obrotowej ściernicy równej posuwowi wzdłużnemu
fw = vt sinaTf
gdzie: fw- posuw wzdłużny, v,~ prędkość obwodowa ściernicy prowadzącej, /-współczynnik poślizgu, aT- kąt skręcenia ściernicy.
Jak widać, wielkość posuwu wzdłużnego jest funkcją prędkości obwodowej ściernicy prowadzącej i kąta jej skręcenia.
Przy szlifowaniu z posuwem wzdłużnym ściernica prowadząca musi być odpowiednio ukształtowana, tak ażeby linia zetknięcia ściernicy prowadzącej z przedmiotem hvła linia prostą, przebiegającą równolegle do osi ściernicy skrawającej. Po-
Wyszukiwarka
Podobne podstrony:
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
więcej podobnych podstron