M Feld TBM321
321
8.5. Ramowe procesy technologiczne wałów stopniowanych

t \ -J
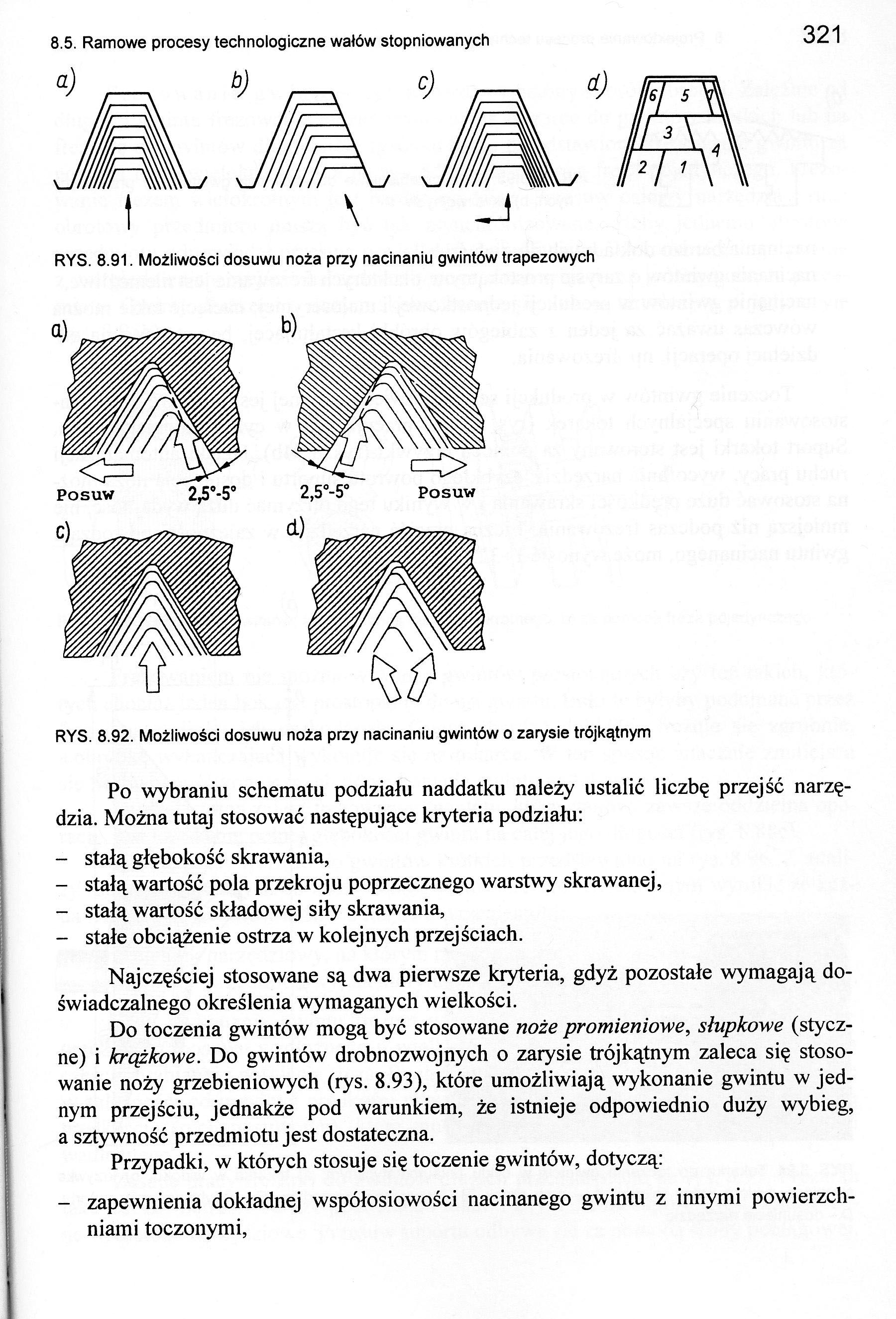
RYS. 8.91. Możliwości dosuwu noża przy nacinaniu gwintów trapezowych
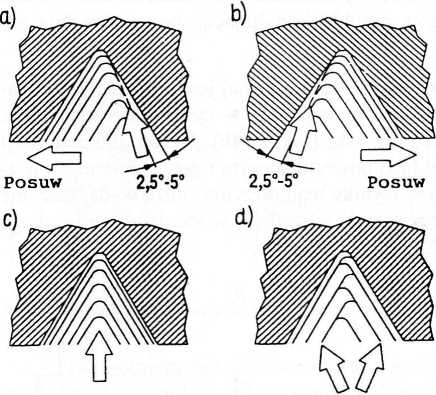
RYS. 8.92. Możliwości dosuwu noża przy nacinaniu gwintów o zarysie trójkątnym
Po wybraniu schematu podziału naddatku należy ustalić liczbę przejść narzędzia. Można tutaj stosować następujące kryteria podziału:
- stałą głębokość skrawania,
- stałą wartość pola przekroju poprzecznego warstwy skrawanej,
- stałą wartość składowej siły skrawania,
- stałe obciążenie ostrza w kolejnych przejściach.
Najczęściej stosowane są dwa pierwsze kryteria, gdyż pozostałe wymagają doświadczalnego określenia wymaganych wielkości.
Do toczenia gwintów mogą być stosowane noże promieniowe, słupkowe (styczne) i krążkowe. Do gwintów drobnozwojnych o zarysie trójkątnym zaleca się stosowanie noży grzebieniowych (rys. 8.93), które umożliwiają wykonanie gwintu w jednym przejściu, jednakże pod warunkiem, że istnieje odpowiednio duży wybieg, a sztywność przedmiotu jest dostateczna.
Przypadki, w których stosuje się toczenie gwintów, dotyczą:
- zapewnienia dokładnej współosiowości nacinanego gwintu z innymi powierzchniami toczonymi,
Wyszukiwarka
Podobne podstrony:
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
M Feld TBM327 327 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.101. Szlifowanie gwi
M Feld TBM329 329 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.107. Układ włókien o
M Feld TBM331 331 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.112. Wygniatanie gwi
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
więcej podobnych podstron