M Feld TBM327
327
8.5. Ramowe procesy technologiczne wałów stopniowanych
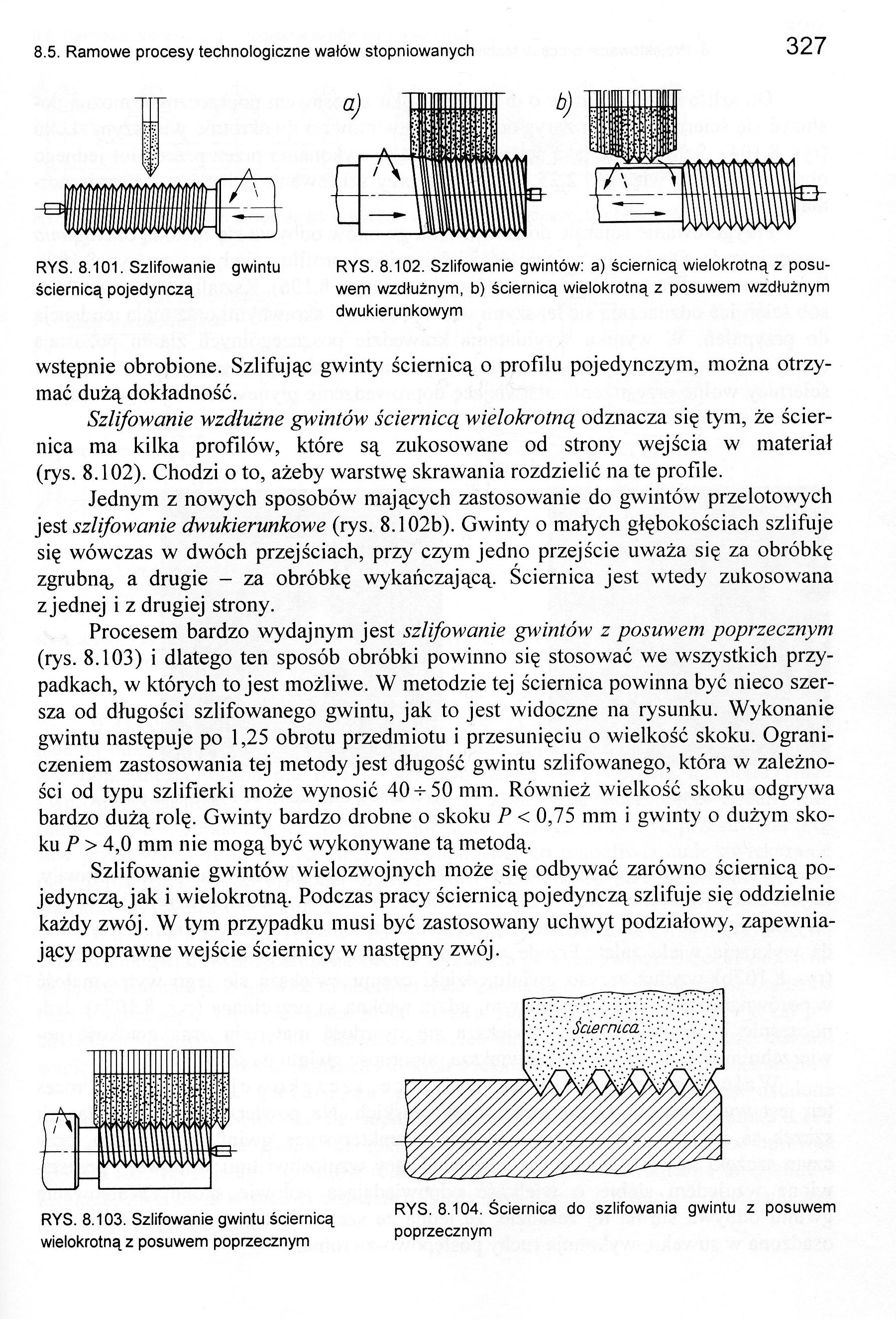
RYS. 8.101. Szlifowanie gwintu ściernicą pojedynczą
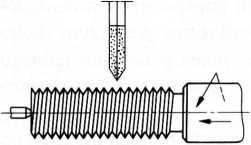
RYS. 8.102. Szlifowanie gwintów: a) ściernicą wielokrotną z posuwem wzdłużnym, b) ściernicą wielokrotną z posuwem wzdłużnym dwukierunkowym
wstępnie obrobione. Szlifując gwinty ściernicą o profilu pojedynczym, można otrzymać dużą dokładność.
Szlifowanie wzdłużne gwintów ściernicą wielokrotną odznacza się tym, że ściernica ma kilka profilów, które są zukosowane od strony wejścia w materiał (rys. 8.102). Chodzi o to, ażeby warstwę skrawania rozdzielić na te profile.
Jednym z nowych sposobów mających zastosowanie do gwintów przelotowych jest szlifowanie dwukierunkowe (rys. 8.102b). Gwinty o małych głębokościach szlifuje się wówczas w dwóch przejściach, przy czym jedno przejście uważa się za obróbkę zgrubną, a drugie - za obróbkę wykańczającą. Ściernica jest wtedy zukosowana z jednej i z drugiej strony.
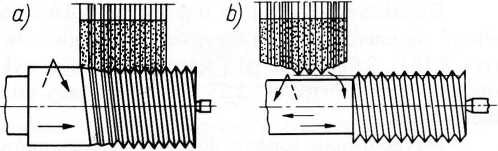
Procesem bardzo wydajnym jest szlifowanie gwintów z posuwem poprzecznym (rys. 8.103) i dlatego ten sposób obróbki powinno się stosować we wszystkich przypadkach, w których to jest możliwe. W metodzie tej ściernica powinna być nieco szersza od długości szlifowanego gwintu, jak to jest widoczne na rysunku. Wykonanie gwintu następuje po 1,25 obrotu przedmiotu i przesunięciu o wielkość skoku. Ograniczeniem zastosowania tej metody jest długość gwintu szlifowanego, która w zależności od typu szlifierki może wynosić 40-^50 mm. Również wielkość skoku odgrywa bardzo dużą rolę. Gwinty bardzo drobne o skoku P < 0,75 mm i gwinty o dużym skoku P > 4,0 mm nie mogą być wykonywane tą metodą.
Szlifowanie gwintów wielozwojnych może się odbywać zarówno ściernicą pojedynczą, jak i wielokrotną. Podczas pracy ściernicą pojedynczą szlifuje się oddzielnie każdy zwój. W tym przypadku musi być zastosowany uchwyt podziałowy, zapewniający poprawne wejście ściernicy w następny zwój.
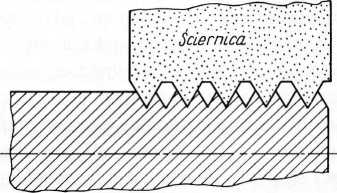
RYS. 8.104. Ściernica do szlifowania gwintu z posuwem poprzecznym
RYS. 8.103. Szlifowanie gwintu ściernicą wielokrotną z posuwem poprzecznym
Wyszukiwarka
Podobne podstrony:
M Feld TBM331 331 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.112. Wygniatanie gwi
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
M Feld TBM321 321 8.5. Ramowe procesy technologiczne wałów stopniowanycht -J RYS.
M Feld TBM329 329 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.107. Układ włókien o
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
więcej podobnych podstron