M Feld TBM331
8.5. Ramowe procesy technologiczne wałów stopniowanych
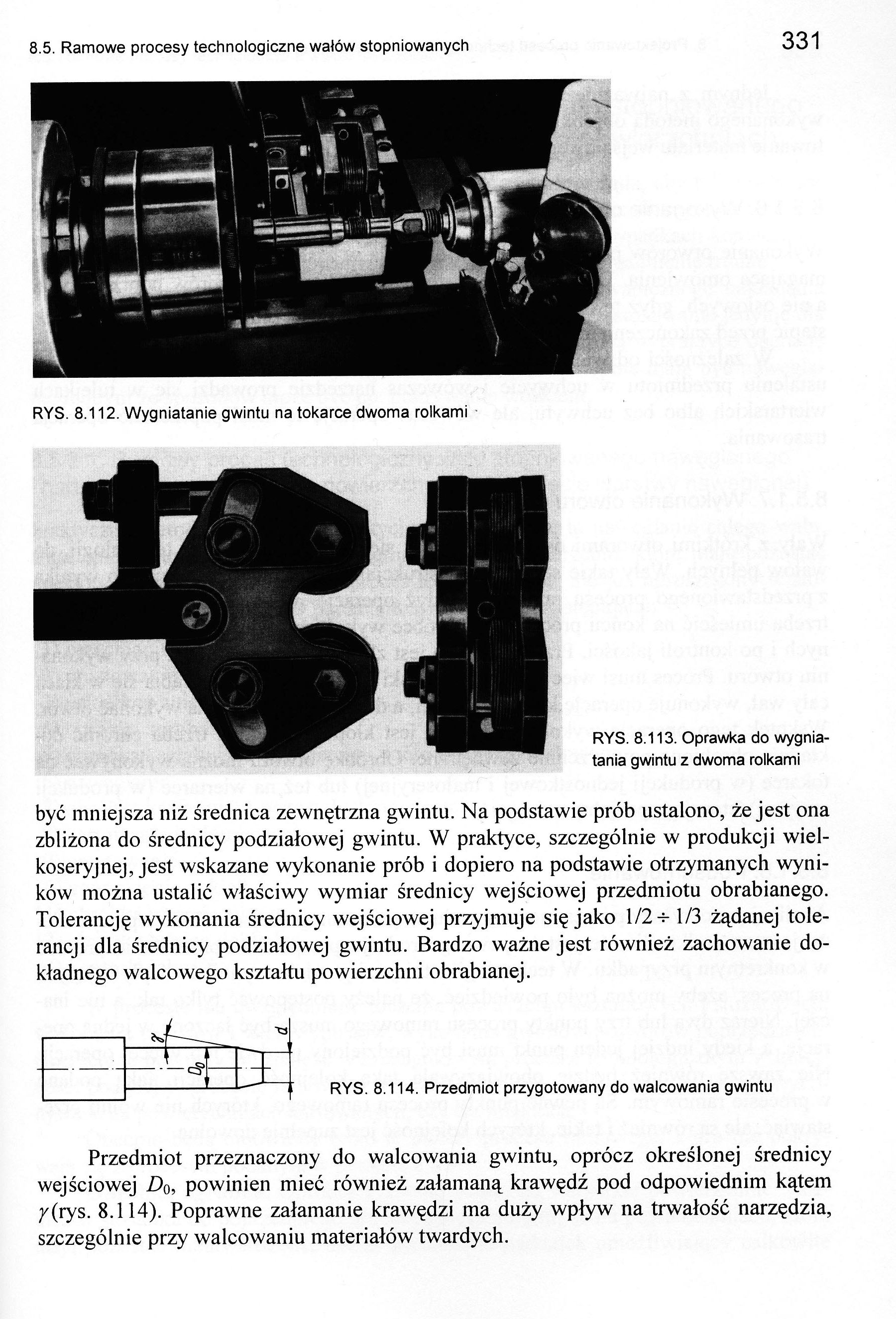
RYS. 8.112. Wygniatanie gwintu na tokarce dwoma rolkami
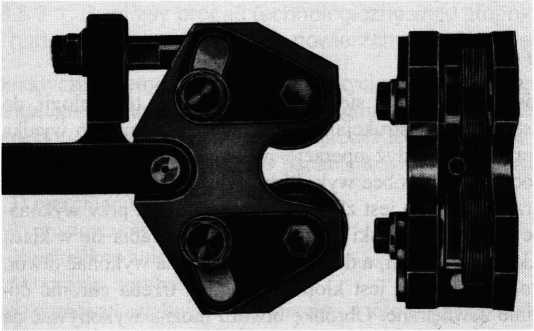
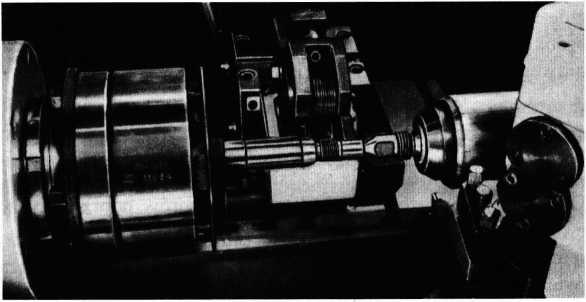
RYS. 8.113. Oprawka do wygniatania gwintu z dwoma rolkami
być mniejsza niż średnica zewnętrzna gwintu. Na podstawie prób ustalono, że jest ona zbliżona do średnicy podziałowej gwintu. W praktyce, szczególnie w produkcji wiel-koseryjnej, jest wskazane wykonanie prób i dopiero na podstawie otrzymanych wyników można ustalić właściwy wymiar średnicy wejściowej przedmiotu obrabianego. Tolerancję wykonania średnicy wejściowej przyjmuje się jako 1/2+ 1/3 żądanej tolerancji dla średnicy podziałowej gwintu. Bardzo ważne jest również zachowanie dokładnego walcowego kształtu powierzchni obrabianej.
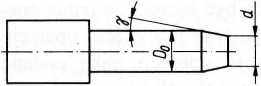
RYS. 8.114. Przedmiot przygotowany do walcowania gwintu
Przedmiot przeznaczony do walcowania gwintu, oprócz określonej średnicy wejściowej Z)0, powinien mieć również załamaną krawędź pod odpowiednim kątem y(rys. 8.114). Poprawne załamanie krawędzi ma duży wpływ na trwałość narzędzia, szczególnie przy walcowaniu materiałów twardych.
Wyszukiwarka
Podobne podstrony:
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM327 327 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.101. Szlifowanie gwi
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
M Feld TBM321 321 8.5. Ramowe procesy technologiczne wałów stopniowanycht -J RYS.
M Feld TBM329 329 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.107. Układ włókien o
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
więcej podobnych podstron