M Feld TBM329
8.5. Ramowe procesy technologiczne wałów stopniowanych
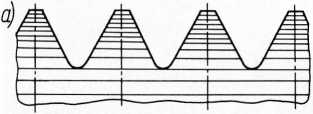
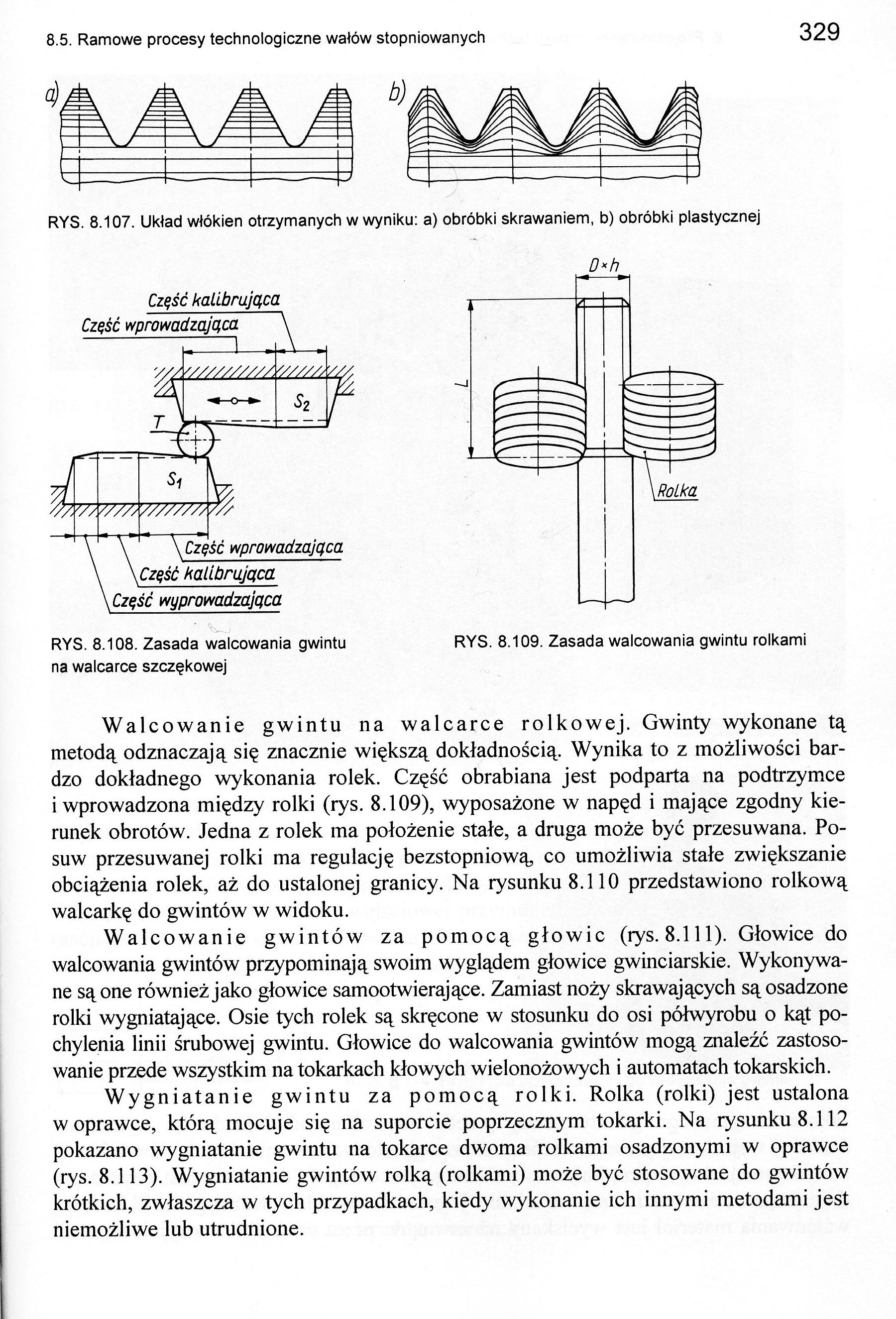
RYS. 8.107. Układ włókien otrzymanych w wyniku: a) obróbki skrawaniem, b) obróbki plastycznej
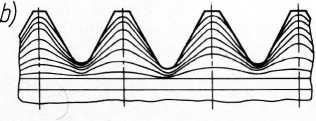
Część kalibrująca Część wprowadzająca
~\cżęść wprowadzająca \Część kalibrująca \Część wyprowadzająca
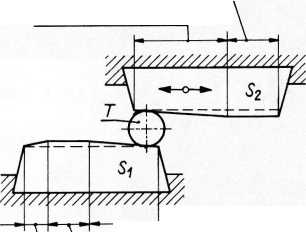
D*h
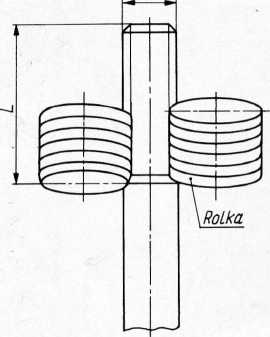
RYS. 8.109. Zasada walcowania gwintu rolkami
RYS. 8.108. Zasada walcowania gwintu na walcarce szczękowej
Walcowanie gwintu na walcarce rolkowej. Gwinty wykonane tą metodą odznaczają się znacznie większą dokładnością. Wynika to z możliwości bardzo dokładnego wykonania rolek. Część obrabiana jest podparta na podtrzymce i wprowadzona między rolki (rys. 8.109), wyposażone w napęd i mające zgodny kierunek obrotów. Jedna z rolek ma położenie stałe, a druga może być przesuwana. Posuw przesuwanej rolki ma regulację bezstopniową, co umożliwia stałe zwiększanie obciążenia rolek, aż do ustalonej granicy. Na rysunku 8.110 przedstawiono rolkową walcarkę do gwintów w widoku.
Walcowanie gwintów za pomocą głowic (tys. 8.111). Głowice do walcowania gwintów przypominają swoim wyglądem głowice gwinciarskie. Wykonywane są one również jako głowice samootwierające. Zamiast noży skrawających są osadzone rolki wygniatające. Osie tych rolek są skręcone w stosunku do osi półwyrobu o kąt pochylenia linii śrubowej gwintu. Głowice do walcowania gwintów mogą znaleźć zastosowanie przede wszystkim na tokarkach kłowych wielonożowych i automatach tokarskich.
Wygniatanie gwintu za pomocą rolki. Rolka (rolki) jest ustalona w oprawce, którą mocuje się na suporcie poprzecznym tokarki. Na rysunku 8.112 pokazano wygniatanie gwintu na tokarce dwoma rolkami osadzonymi w oprawce (rys. 8.113). Wygniatanie gwintów rolką (rolkami) może być stosowane do gwintów krótkich, zwłaszcza w tych przypadkach, kiedy wykonanie ich innymi metodami jest niemożliwe lub utrudnione.
Wyszukiwarka
Podobne podstrony:
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
M Feld TBM321 321 8.5. Ramowe procesy technologiczne wałów stopniowanycht -J RYS.
M Feld TBM327 327 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.101. Szlifowanie gwi
M Feld TBM331 331 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.112. Wygniatanie gwi
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
więcej podobnych podstron