M Feld TBM381
9.5. Ramowe procesy technologiczne tulei i tarcz
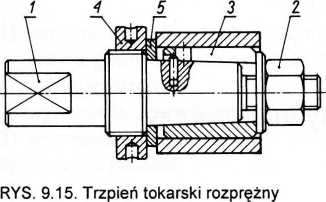
RYS. 9.16. Toczenie czoła tulei na trzpieniu rozprężnym
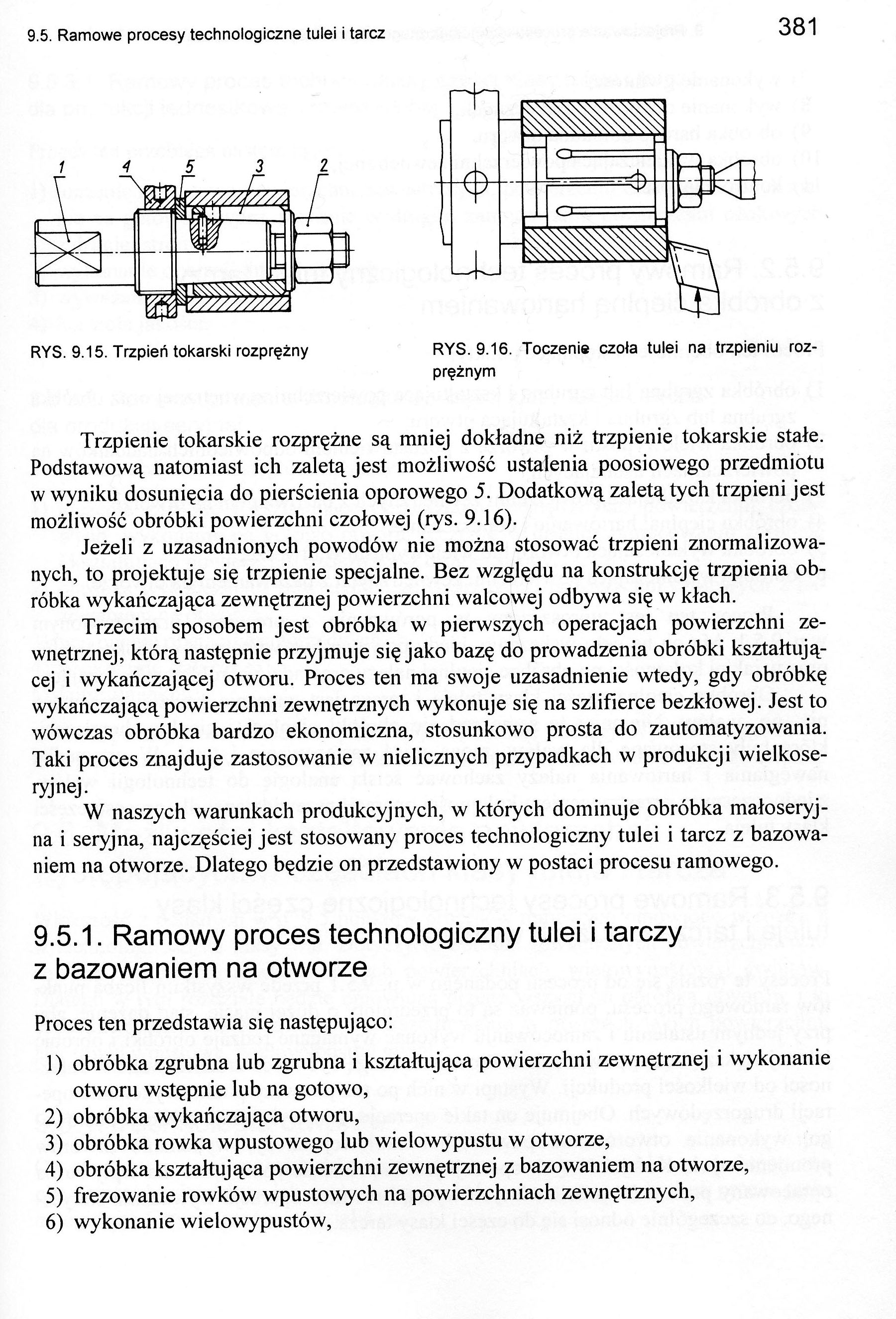
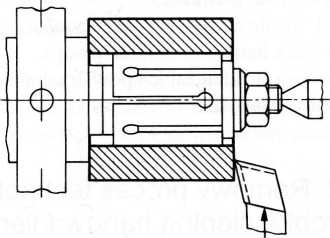
Trzpienie tokarskie rozprężne są mniej dokładne niż trzpienie tokarskie stałe. Podstawową natomiast ich zaletą jest możliwość ustalenia poosiowego przedmiotu w wyniku dosunięcia do pierścienia oporowego 5. Dodatkową zaletą tych trzpieni jest możliwość obróbki powierzchni czołowej (rys. 9.16).
Jeżeli z uzasadnionych powodów nie można stosować trzpieni znormalizowanych, to projektuje się trzpienie specjalne. Bez względu na konstrukcję trzpienia obróbka wykańczająca zewnętrznej powierzchni walcowej odbywa się w kłach.
Trzecim sposobem jest obróbka w pierwszych operacjach powierzchni zewnętrznej, którą następnie przyjmuje się jako bazę do prowadzenia obróbki kształtującej i wykańczającej otworu. Proces ten ma swoje uzasadnienie wtedy, gdy obróbkę wykańczającą powierzchni zewnętrznych wykonuje się na szlifierce bezkłowej. Jest to wówczas obróbka bardzo ekonomiczna, stosunkowo prosta do zautomatyzowania. Taki proces znajduje zastosowanie w nielicznych przypadkach w produkcji wielkose-ryjnej.
W naszych warunkach produkcyjnych, w których dominuje obróbka małoseryj-na i seryjna, najczęściej jest stosowany proces technologiczny tulei i tarcz z bazowaniem na otworze. Dlatego będzie on przedstawiony w postaci procesu ramowego.
9.5.1. Ramowy proces technologiczny tulei i tarczy z bazowaniem na otworze
Proces ten przedstawia się następująco:
1) obróbka zgrubna lub zgrubna i kształtująca powierzchni zewnętrznej i wykonanie otworu wstępnie lub na gotowo,
2) obróbka wykańczająca otworu,
3) obróbka rowka wpustowego lub wielowypustu w otworze,
4) obróbka kształtująca powierzchni zewnętrznej z bazowaniem na otworze,
5) frezowanie rowków wpustowych na powierzchniach zewnętrznych,
6) wykonanie wielowypustów,
Wyszukiwarka
Podobne podstrony:
M Feld TBM307 8.5. Ramowe procesy technologiczne walów stopniowanych307 RYS. 8.68. Toczenie powierzc
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM293 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.50. Kinematyka procesu d
M Feld TBM299 8.5. Ramowe procesy technologiczne wałów stopniowanych299 RYS. 8.56. Zasada dogładzani
M Feld TBM305 8.5. Ramowe procesy technologiczne wałów stopniowanych305 RYS. 8.64. Głowica rolkowa d
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
M Feld TBM321 321 8.5. Ramowe procesy technologiczne wałów stopniowanycht -J RYS.
M Feld TBM327 327 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.101. Szlifowanie gwi
M Feld TBM329 329 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.107. Układ włókien o
M Feld TBM331 331 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.112. Wygniatanie gwi
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM295 8.5. Ramowe procesy technologiczne wałów stopniowanych295a)
M Feld TBM593 593 13.6. Ramowe procesy technologiczne części klasy kolo zębate walcowe RYS. 13.18. O
M Feld TBM597 597 13.6. Ramowe procesy technologiczne części klasy koto zębate walcowe RYS. 13.25. U
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
więcej podobnych podstron