pkm osinski�80
158 X Pułłcfenin elcmciiiów maszyn
i jej późniejszego skurczu. Do połączeń skurczowych należy także połączę* rozprężne, w którym część wewnętrzna jest oziębiona przed złożeniem.
Połączenia wtłaczane są w istocie rozłączne i jeżeli przedmioty łączone wj. kónunc są prawidłowo, mogą być wielokrotnie łączone i rozłączane bez uszczerbigj dła wartości połączenia. Połączenia skurczowe praktycznie są nierozłączni gdyż rozłączanie ich w drodze częściowego ogrzewania jest trudne, w drodze taj wytłaczaniu najczęściej prowadzi do zatarcia powierzchni. Jedne i drugie {losuje się wtedy, gdy celem jest, by złącze zachowywało się jako jednolita całości wykonanie zaś go w dwóch odrębnych częściach spowodowane jest łatwości) I wykonania. Połączenia wtłaczane i skurczowe dzieli się na normalne i styczne. I zależnie od tego, czy obciążenia działające na złącze skierowane są normalne I do jego powierzchni, czy stycznie: w pierwszym przypadku zachodzą połączeń pośrednie, za pomocą dodatkowych łączników, najezęściej skurczowych mąjącycb postać kotwic (rys. 2.80a) albo pierścieni (rys. 2.80b), kołowych lub wydłużonych Bezpośrednie połączenia cierne złożonych przedmiotów pokazano na rys. 2.81.
Połączenia wtłaczane. Naprężenia występujące w połączeniach wtłaczanych ■ skurczowych nie powinny przekraczać granic sprężystości. Przyjmując dla stali maszynowej średnio twardej 35 granicę sprężystości S, w 210 N/mm1 i E* I = 2.1-10’ N/mm2 stwierdzić można, iż jej wydłużenie
o S. 210
t
— < — =-r = 0,001
£ E 2,1 I05
musiałoby być w tych warunkach utrzymane w bardzo wąskich granicach. Jeżeli uwzględnimy tolerancję wykonania T„ otworu i Tw czopa pełnego wału, który m porównaniu z pierścieniem można w pierwszym przybliżeniu uważać za nicod-kszialcalny. i oznaczymy przez H'm najmniejszy a przez Ww największy ich wdsl wzajemny oraz przez D ich wymiar nominalny, to otrzymamy
= Wm + T.+ Tv w =0,001 D.
Wcisk może ulegać wahaniom zależnym od tolerancji wykonawczych otworu i walu. musiałyby być one utrzymane w bardzo wąskich granicach, jeżeli najmniejszy wcisk miałby nie zamienić się na luz. W tych warunkach części łączone wymagałyby bardzo dużej dokładności wykonania, nawet i wówczas, gdyby zastosować dobkrt-nic (selekcję) części, np. wymiarowe ich uszeregowanie.
Badania nad połączeniami wtłaczanymi pierścieni wykonanych z muteriató* ciągli wych. jak np. stal, wykazały, iż przekroczenie nie tylko granicy sprężystości, ik nawet i płynności jest dła wartości połączenia zupełnie nieszkodliwe; związane z tyjn jęnątzne zwiększenie dopuszczalnych wcisków, mogących nawet przekroczyć 2Ń. zezwala na zwiększenie tolerancji wykonania kojarzonych otworów i wałków do dziewiątej klasy dokładności Umożliwia to stosowanie pasowań wtłaczanych o bardw wielkich woskach (walki v, a. >' i ;, którym odpowiadają najmniejsze wciski w stosunku do ul woni H 7, wynoszące 1^5-10 ~*D, 1.6-I0S D. 2- 10'*D i 2J-10~SD).
r
159
2.3. Polgczcnia M/tłjkowe
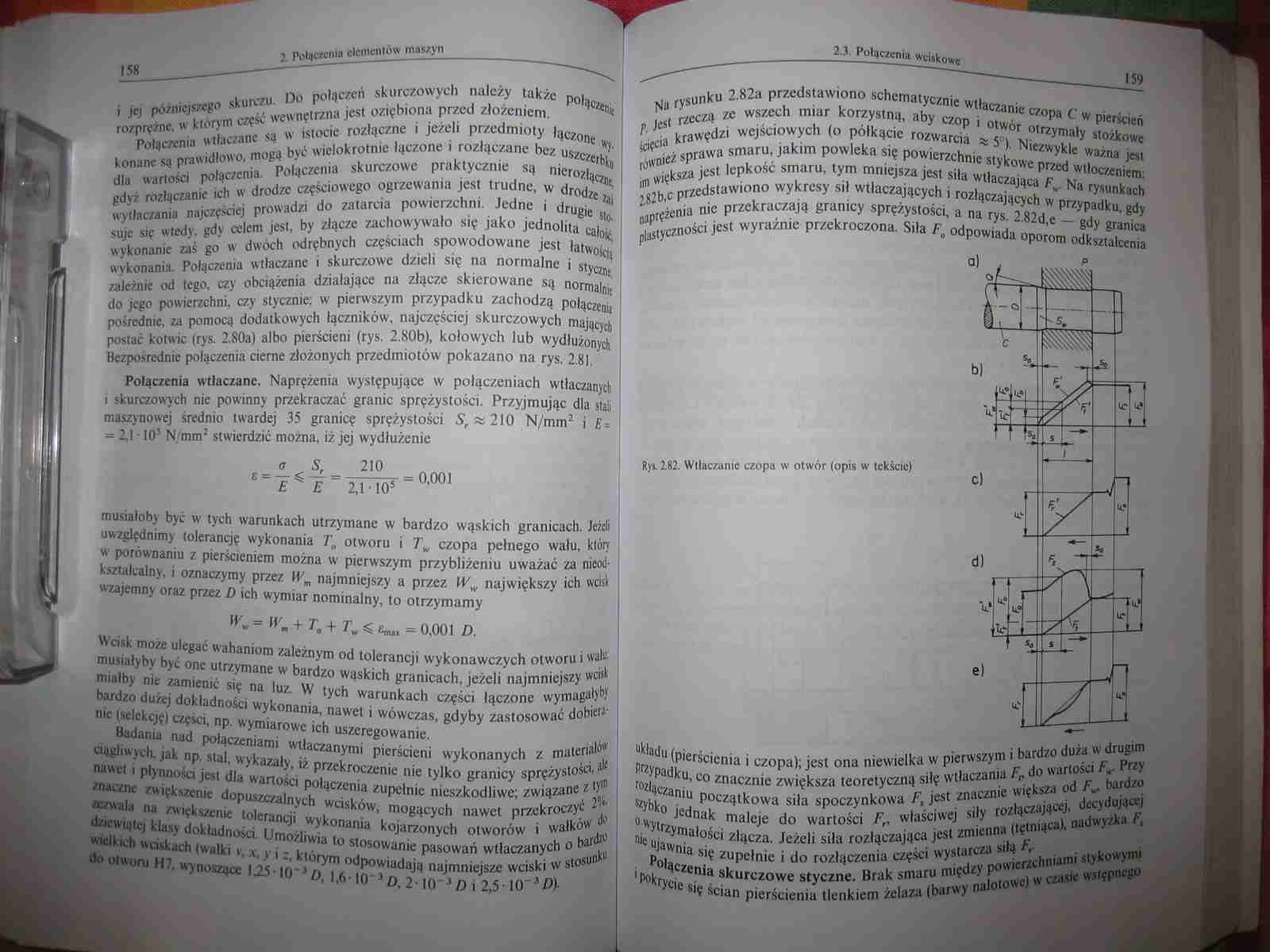
Na rysunku 2.82a przedstawiono schematycznie wtłaczanie czopa C w pierścień fi Jest rzeczą ze wszech miar korzystną, aby czop i otwór otrzymały stożkowe ścięcia krawędzi wejściowych (o półkącie rozwarcia w 5"), Niezwykle ważna jest również sprawa smaru, jakim powleka się powierzchnie stykowe przed wtłoczeniem: im większa jest lepkość smaru, tym mniejsza jest siła wtłaczająca F,. Na rysunkach 182b,c przedstawiono wykresy sił wtłaczających i rozłączających w przypadku, gdy naprężenia nie przekraczają granicy sprężystości, n na rys. 2.82d,c — gdy granica plastyczności jest wyraźnie przekroczona. Siła Fe odpowiada oporom odkształcenia
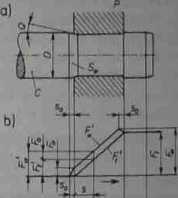
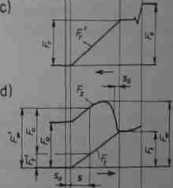
Rył.181 Wtłaczanie czopa w otwór (opis w tekście)

e)
układu (pierścienia i czopa); jest ona niewielka w pierwszym i bardzo duża w drugim przypadku, co znacznie zwiększa teoretyczną silę wtłaczania Fr do wartości F,. Przy rozłączaniu początkowa siła spoczynkowa F, jest znacznie większa od bardzo szybko jednak maleje do wartości F„ właściwej siły rozłączającej, decydującej
0 wytrzymałości złącza. Jeżeli siła rozłączająca jest zmienna (tętniąca), nadwyżka F, nie ujawnia się zupełnie i do rozłączenia części wystarcza silą
Połączenia skurczowe styczne. Brak smaru między powierzchniami stykowymi
1 pokrycie się ścian pierścienia tlenkiem żelaza (barwy nalotowe) w czasie wstępnego
Wyszukiwarka
Podobne podstrony:
pkm osinski�68 1 134 I Powerom elementów maszyn Ry*. 247. Przykłady jzląra gwintowych o równomiernym
pkm osinski�70 138 2. Polgcreniii elementów maszyn Obciążenie robocze F wywoła zwiększenie wstępnego
pkm osinski�79 15(5: 2 Potoczenia elementów miiwyn Ryi 277. Rozkład nacisków w połączeniu Ikneuj, wz
pkm osinski�25 4łf I Konstruowanie maszyn wych. Dużo później pojawiły się zastosowania prowadzące do
pkm osinski�23 44 1.3, Optymalizacja konstrukcji45 I. Konstruowanie maszyn Jeżeli £( = R" (m kr
pkm osinski�33 64 I. Konstruowanie maszyn Tablica U. Wartold współczynników bezpieczeństwa
pkm osinski�05 Przedmowa Głównym zadaniem przedmiotu Podstawy konstrukcji maszyn jest podstawowe prz
pkm osinski�06 to Pnedmowa budowy podstawowych elementów i zespołów maszyn jest nieodzowny ze względ
pkm osinski�07 12 l. Konrtwowanle maszyn lfwość wychwycenia ewentualnych błędów. Często korzysta się
pkm osinski�09 16 I. Kanstronwanto rantom wykonanie maszyny przy minimalnych kosztach, zapewniając j
pkm osinski�10 18 1. Kannruowanie maszyn riwpozniuania postaci polegają na sklasyfikowaniu obiektów
pkm osinski�13 24 I Kotwtruowanic maszyn IX Komputerowe wspomaganie projektowania
pkm osinski�20 38 l Konstruowanie maszyn Na skutek ograniczeń wynikających ze szczegółowych zasad ko
pkm osinski�24 46 Konstruowanie maszyn flqiłl
pkm osinski�26 50 I. konstruowanie maszyn Istnieje wiele różnorodnych programów służących do wspomag
pkm osinski�27 52 I. Konstruowanie maszyn poszczególne dane. Fizyczna basa danych wskazuje, w jaki s
pkm osinski�37 11 1. Konstruowanie maszyn 11 1. Konstruowanie maszyn Xg trzeba obliczyć ze Jeżeli pu
pkm osinski�40 78 I. KonMmowiinte maszyn stosowane są przy wyrobie narzędzi mierniczych, klasy od 5
pkm osinski�41 80 Konstruowanie maszyn Wtflkl TmhlU ca 1.6. Pola lolcmnuji normalne wałków i otwor
więcej podobnych podstron