kpiup0051
35
1.7. Technołogiczność konstrukcji elementów tłoczonych z blachy
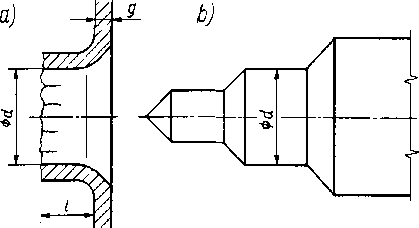
Rys. 1.19
Otwór przebity pod gwint: a) otwór z popękanymi wywinięciami, b) narzędzie; wymiary d, l, g zależą od materiału
Tablica 1.5. Średnica gwintu w zależności od grubości blachy przy wywijaniu obrzeży otworów bez wstępnego dziurkowania
|
Gwint |
M2 |
M2,3 |
M2,6 |
M3 |
M3,5 |
M4 |
M5 |
M6 |
M8 |
|
mm |
0,5 |
0,5 |
0,6 |
0,8 |
0,8 |
1,0 |
1,25 |
1,5 |
2,0 |
|
gmin, mm |
1,0 |
1,0 |
1,25 |
1,5 |
1,5 |
2,0 |
2,25 |
1,75 |
3,5 |
W tym przypadku kołnierz jest dłuższy, ale popękany; najczęściej można w nim naciąć gwint (tabl. 1.5) ewentualnie wkręcić wkręt samogwintujący.
Wywijanie lub zawijanie. Krawędzie części ciągnionych z blachy usztywnia się przez wywijanie kołnierzy lub ich zawijanie.
1.7.4. Zmniejszenie masy elementów i zużycia materiału
Środki mające na celu zwiększenie sztywności (wygniatanie, zaginanie, wywijanie brzegów) powodują również zmniejszenie masy elementów przy tej samej ich wytrzymałości, gdyż umożliwiają stosowanie cieńszych blach. Ponadto w celu zmniejszenia masy elementów stosuje się wykrawanie otworów w pobliżu osi obojętnej elementów poddanych gięciu (rys. 1.18). Ze względów technologicznych zaleca się stosowanie otworów kołowych.
Koszty materiału — ze względu na szybkobieżność pras i zautomatyzowanie podawania taśm — wynoszą powyżej 0,7, a nawet 0,9 kosztu wykonania wykrawanych i giętych elementów. Ponadto na elementy stosowane w urządzeniach precyzyjnych stosuje się kosztowne wysokojakościowe materiały. Z tego względu konstruktor powinien tak ukształtować elementy wykrawane i gięte, aby ilość odpadów była możliwe mała, bo to decydująco wpływa na koszt ich wykonania. Przykłady złych i dobrych rozwiązań podano np. w [3, 4].
1.7.5. Dokładność elementów wykrawanych z blachy
Dokładność (tolerancje) elementów wykrawanych z blachy zależy od rodzaju zastosowanego wykrojnika (tabl. 1.6). W przypadku elementów wykrawanych na wykroj-nikach wielotaktowych, jeśli są stawiane wymagania dotyczące dokładności ich płaskości, należy zastosować dodatkową operację prostowania. Natomiast elementy wykrawane na wykrojnikach jednoczesnych, a tym bardziej z dociskaczem z granią, są tak samo płaskie jak blacha, z której je wycięto. Jakość powierzchni bocznych wykroju i blachy, z której go wycięto (części obejmującej wykrój) zależy od rodzaju wykrojnika. Przy wykrawaniu swobodnym i na wykrojnikach wielotaktowych, a w mniejszym stopniu na jednoczesnych,
Wyszukiwarka
Podobne podstrony:
kpiup0045 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 29 - utw
kpiup0047 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 31 można uzyskać tylko prz
kpiup0049 1.7. Technologie:,ność konstrukcji elementów tłoczonych z blachy 33 część gięta jest obejm
kpiup0061 45 1.8. Technologiczność konstrukcji elementów odlewanych z metalic-c ff = Rys.
kpiup0077 61 L12. Technologiczność konstrukcji elementów z tworzyw sztucznych Rys. 1.65 Oddzielenie
kpiup0069 1,10. Technologiczność konstrukcji elementów z proszków spiekanych 53 obrabiać tylko szlif
kpiup0073 1.11. Technołogiczność konstrukcji elementów obrabianych skrawaniem 571.11. Technołogiczno
kpiup0075 LI 1. Technologiczność konstrukcji elementów obrabianych skrawaniem 59 LI 1. Technologiczn
M Feld TBM483 483 11.2. Technologiczność konstrukcji części klasy korpus RYS. 11.2. Otwór dokładny w
kpiup0053 37 L8„ Technologiczność konstrukcji elementów odlewanych z metali Jak już wspomniano dla w
kpiup0057 41 L8. Technologiczność konstrukcji elementów odlewanych z metali woskowym modelu, ale ich
kpiup0059 1.8. Technologiczność konstrukcji elementów odlewanych z metali 43 produkcji powyżej 300 -
kpiup0063 1.8. Technologiczność konstrukcji elementów odlewanych z metali 47 Pochylenia odlewnicze u
kpiup0065 1,9. Technołogiczność konstrukcji elementów prasowanych 49 1,9. Technołogiczność konstrukc
więcej podobnych podstron