kpiup0059
1.8. Technologiczność konstrukcji elementów odlewanych z metali 43
produkcji powyżej 300 -f- 600 sztuk. Gładkość powierzchni jest lepsza (mniejsza chropowatość) niż przy odlewach piaskowych (wygląd metaliczny powierzchni, chropowatość rzędu Rz = 40-^70 pm), a naddatki na obróbkę skrawaniem mogą być mniejsze. Ze względu na znacznie szybsze chłodzenie odlewu niż w formie piaskowej struktura odlewu jest drobnoziarnista, materiał ma większą wytrzymałość, a szybkość produkcji znacznie większa. W mechanice precyzyjnej wykonuje się odlewy kokilowe przede wszystkim z metali nieżelaznych, najczęściej ze stopów aluminium, a także — z miedzi.
I.8.3.2. Kształtowanie odlewów kokilowych
Oprócz ogólnych wytycznych dotyczących odlewów w piasku należy zwrócić uwagę na następujące wskazania szczegółowe:
- odlewy nie powinny mieć występów utrudniających skurcz materiału w metalowej niepodatnej formie (skutek — pękanie, deformacje);
- w kokili nie można wykonywać skomplikowanych kształtów; odlew musi być tak zaprojektowany, aby kokilę można było łatwo obrobić oraz łatwo i szybko otworzyć;
- grubość ścianek powinna być w miarę możności jednostajna; jeśli jest konieczne zastosowanie ścianek o różnej grubości, przejścia od grubszych do cieńszych ścianek powinny być łagodne (rys. 1.34); minimalna grubość ścianek odlewów ze stopów aluminium i miedzi, ze względu na niebezpieczeństwo niedolewów, wynosi 2,54 mm, w zależności od długości ścianek;
- minimalna średnica otworów w odlewach wynosi 6 mm, a ich długość nie powinna być większa od Ad (przy d = 6 mm) do 8d (przy d > 15 mm);
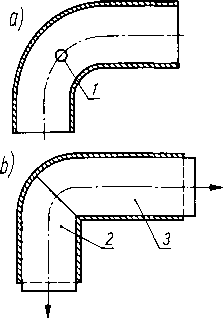
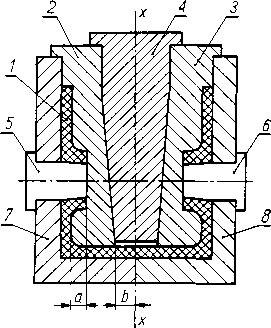
Rys. 1.30. Odlewy kokilowe ukształtowane: Rys. 1.31. Odlew kokilowy i schemat kokili
a) źle — rdzeń piaskowy podparty w 1 i otworze do jego wykonania; 1 — odlew, 2, 3 — rozpierane
w odlewie w 1, b) dobrze — 2,3 — rdzenie metalowe części metalowego rdzenia, 4 — rozpierający
wyciągane prostoliniowo element klinowy rdzenia (a < b), 5,6 — wyciągane
prostoliniowo metalowe rdzenie, 7,8 — części kokili, x—x linia podziału
- część wewnętrzna odlewu powinna być tak ukształtowana, aby można było stosować wyciągane rdzenie metalowe ruchem prostoliniowym, rzadko w kształcie łukowym — ruchem kołowym (rys. 1.30); stosuje się także rdzenie metalowe składane z kilku części, rozpierane elementem klinowym, za pomocą których można odlewać elementy z niegłębokimi wewnętrznymi podcięciami (rys. 1.31); możliwe jest wykonywanie
Wyszukiwarka
Podobne podstrony:
kpiup0063 1.8. Technologiczność konstrukcji elementów odlewanych z metali 47 Pochylenia odlewnicze u
kpiup0053 37 L8„ Technologiczność konstrukcji elementów odlewanych z metali Jak już wspomniano dla w
kpiup0057 41 L8. Technologiczność konstrukcji elementów odlewanych z metali woskowym modelu, ale ich
kpiup0061 45 1.8. Technologiczność konstrukcji elementów odlewanych z metalic-c ff = Rys.
kpiup0055 I.H. Tecknologiczność konstrukcji elementów odlewanych z metali 39 I.H. Tecknologiczność k
kpiup0045 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 29 - utw
kpiup0047 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 31 można uzyskać tylko prz
kpiup0065 1,9. Technołogiczność konstrukcji elementów prasowanych 49 1,9. Technołogiczność konstrukc
kpiup0067 1.9, Technologiczność konstrukcji elementów prasowanych 51Rys. 1.41 Ukształtowanie wyprask
kpiup0051 35 1.7. Technołogiczność konstrukcji elementów tłoczonych z blachy Rys. 1.19 Otwór przebit
kpiup0069 1,10. Technologiczność konstrukcji elementów z proszków spiekanych 53 obrabiać tylko szlif
kpiup0071 55 1.10. Technołogiczność konstrukcji elementów z proszków spiekanych obróbki skrawaniem,
kpiup0073 1.11. Technołogiczność konstrukcji elementów obrabianych skrawaniem 571.11. Technołogiczno
więcej podobnych podstron