kpiup0053
37
L8„ Technologiczność konstrukcji elementów odlewanych z metali
Jak już wspomniano dla wykrojów wycinanych na wykrojnikach wielotaktowych jest wymagane zastosowanie zwykłego prostowania. Prostowanie przez uderzenie (np. na prasie ciernej) między płytami jest zwykle niedostateczne, gdyż blacha, zwłaszcza twarda, odsprężynowuje. Jeżeli zależy nam na uzyskaniu dokładnej płaskości części, stosuje się ich prostowanie punktowe, tzn. ryfiowanie (rys. 1.22). Pozostawia ono na prostowanej powierzchni ślady w kształcie regularnie rozmieszczonych zagłębień z wystającymi brzegami (rys. l.22c — przekrój A-A). Z tego względu, gdy jest wymagane utrzymanie dokładnej grubości blachy (np. pakietowanie blach przy montażu), nie można stosować ryflowania. Jeśli powierzchnię blachy ograniczają krawędzie robocze, nie można przy nich ryflować, gdyż wgłębienia mogłyby je osłabić (np. powierzchnie zębów wykonanych z blachy w kołach zębatych). W tych przypadkach należy zaznaczyć na rysunku miejsca, których nie należy ryflować.

A-A
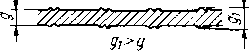
Rys. 1.22. Prostowanie przez ryfiowanie: a) ryfiowanie, b) ryflownik (widok z góry), c) ślady ryflowania
Dokładność elementów giętych zależy od dokładności wykroju, z którego je wykonano, a ponadto od sposobu gięcia.
Wymiary liniowe zgodnie z kierunkiem zginania przy gięciu swobodnym (tzn. gdy element zginany jest swobodnie kładziony na wyginaku) mogą być utrzymane w granicach tolerancji nie mniejszych niż około 0,3 mm. Natomiast przy zastosowaniu dociskaczy można tę wartość zmniejszyć nawet do 0,1 mm.
Kąt zginania wykazuje duże odchyłki od wartości nominalnej a (odsprężynowanie) i znaczny ich rozrzut (rys. 1.11). Orientacyjne jego wartości wynoszą:
- dla stali miękkiej, mosiądzu miękkiego, cynku, aluminium przy grubości y < 1 mm kąt x = 3ó-6°, a przy g > 2 mm a = 1 +2°,
- dla stali twardej przy grubości g < 1 mm kąt a = 7-h12°, a przy g > 2 mm a = 2-5°.
Stosując odpowiednie środki (dobijanie, doginanie, specjalne ukształtowanie stempla i matrycy) można te wartości zmniejszyć, ale to powoduje wzrost kosztów wykonania.
1.8. Technologiczność konstrukcji elementów odlewanych z metali
1.8.1. Odlewy z form piaskowych [4,8]
ł.8.1.1. Wiadomości wstępne
Odlewy żeliwne i staliwne elementów przyrządów wykonuje się z reguły w piasku, a staliwne, które powinny charakteryzować się dużą dokładnością, metodą wytapianych
Wyszukiwarka
Podobne podstrony:
kpiup0057 41 L8. Technologiczność konstrukcji elementów odlewanych z metali woskowym modelu, ale ich
kpiup0059 1.8. Technologiczność konstrukcji elementów odlewanych z metali 43 produkcji powyżej 300 -
kpiup0061 45 1.8. Technologiczność konstrukcji elementów odlewanych z metalic-c ff = Rys.
kpiup0063 1.8. Technologiczność konstrukcji elementów odlewanych z metali 47 Pochylenia odlewnicze u
kpiup0055 I.H. Tecknologiczność konstrukcji elementów odlewanych z metali 39 I.H. Tecknologiczność k
kpiup0071 55 1.10. Technołogiczność konstrukcji elementów z proszków spiekanych obróbki skrawaniem,
kpiup0077 61 L12. Technologiczność konstrukcji elementów z tworzyw sztucznych Rys. 1.65 Oddzielenie
kpiup0045 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 29 - utw
kpiup0047 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 31 można uzyskać tylko prz
kpiup0051 35 1.7. Technołogiczność konstrukcji elementów tłoczonych z blachy Rys. 1.19 Otwór przebit
kpiup0065 1,9. Technołogiczność konstrukcji elementów prasowanych 49 1,9. Technołogiczność konstrukc
kpiup0067 1.9, Technologiczność konstrukcji elementów prasowanych 51Rys. 1.41 Ukształtowanie wyprask
kpiup0069 1,10. Technologiczność konstrukcji elementów z proszków spiekanych 53 obrabiać tylko szlif
więcej podobnych podstron