kpiup0063
1.8. Technologiczność konstrukcji elementów odlewanych z metali 47
Pochylenia odlewnicze ułatwiają otworzenie formy i wyciągnięcie rdzeni (tabl. 1.9). Norma PN-85/H-01564 dopuszcza podawanie pochyleń w mm oraz stosowanie ze względów technologicznych pochyleń odwrotnych, o kątach a, przeciwnych niż podano na rysunku w tabl. 1.9. Pochylenie odwrotne wykonuje się na rdzeniach i wkładkach osadzonych w ruchomej części formy w przypadku odlewów symetrycznych, kiedy istnieje możliwość pozostania odlewu w stałej części formy przy jej rozwarciu. Pochylenia odwrotne określa się w czasie próby formy, po czym nanosi się zmianę na rysunku surowego odlewu.
W celu zapewnienia pozostania odlewu w ruchomej części formy po jej rozwarciu, pochylenia ścian tych części odlewu, które są kształtowane przez nieruchomą część formy, powinny być większe niż pochylenia ścian kształtowanych przez jej część ruchomą.
Jak wynika z powyższych zaleceń przy kształtowaniu odlewu jest istotne ustalenie położenia i kształtu powierzchni podziału formy (jest to powierzchnia, na której stykają się nieruchoma i ruchoma część formy; jej położenie decydująco wpływa na ustalenie kierunku pochyleń odlewniczych, sposobu ukształtowania otworów, zwłaszcza bocznych, nadlewów i całego odlewu). Powierzchnię podziału formy najczęściej przeprowadza się według największego zarysu odlewu. Najkorzystniejszy jest jej przebieg po krawędzi odlewu, przy czym powinna być ona płaszczyzną. Ułatwia to obróbkę formy przez szlifowanie i umożliwia dobre jej zamknięcie. Powierzchnię podziału formy .x-.x (w tych przypadkach płaszczyznę) zaznaczono na rys. 1.32 i 1.33.
Przy kształtowaniu odlewów z zalewanymi wtopkami (wkładkami o większej wytrzymałości i wyższej temperaturze topnienia niż materiał odlewany) należy przestrzegać następujących zasad:
- kształt i położenie wtopki powinny być takie, aby krzepnący metal zaciskał ją;
- wtopka powinna być tak ukształtowana, aby niemożliwe było jej wysunięcie się z odlewu pod działaniem sił wzdłużnych i obrót pod działaniem momentu skręcającego (rys. 1.36);
- grubość materiału otaczającego wtopkę powinna być nie mniejsza niż 2 mm (rys. 1.36f);
- wtopka powinna być tak umieszczona w odlewie, aby możliwe było łatwe, jednoznaczne i pewne włożenie jej ręką do otwartej formy i aby po jej zamknięciu druga jej część zabezpieczała wtopkę przed wypadnięciem lub przesunięciem się (całkowicie spełniają to wymaganie wtopki przedstawione na rys. 1.36a—e); natomiast wtopka
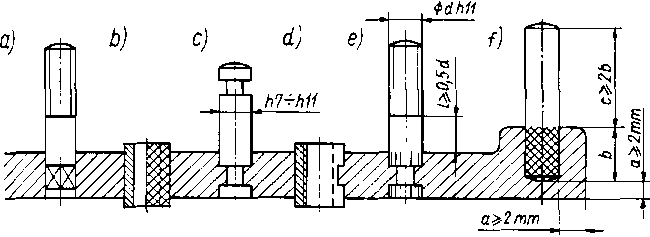
Rys. 1.36. Zalewki w odlewach ciśnieniowych — zabezpieczenia przed wyrwaniem i obrotem: a) trzpienia przez płaskie ścięcia, b) tulejki łożyskowej przez radełkowanie krzyżowe, c) trzpień z zaczepem sprężynowym tylko przed wyrwaniem przez wytoczenie, d) tulejki gwintowanej przez ścięcie boczne, e) trzpienia gwintowanego przez wytoczenie i radełkowanie proste, f) trzpień nie zabezpieczony przed wysunięciem się z formy
Wyszukiwarka
Podobne podstrony:
kpiup0059 1.8. Technologiczność konstrukcji elementów odlewanych z metali 43 produkcji powyżej 300 -
kpiup0053 37 L8„ Technologiczność konstrukcji elementów odlewanych z metali Jak już wspomniano dla w
kpiup0057 41 L8. Technologiczność konstrukcji elementów odlewanych z metali woskowym modelu, ale ich
kpiup0061 45 1.8. Technologiczność konstrukcji elementów odlewanych z metalic-c ff = Rys.
kpiup0055 I.H. Tecknologiczność konstrukcji elementów odlewanych z metali 39 I.H. Tecknologiczność k
kpiup0045 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 29 - utw
kpiup0047 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 31 można uzyskać tylko prz
kpiup0065 1,9. Technołogiczność konstrukcji elementów prasowanych 49 1,9. Technołogiczność konstrukc
kpiup0067 1.9, Technologiczność konstrukcji elementów prasowanych 51Rys. 1.41 Ukształtowanie wyprask
kpiup0051 35 1.7. Technołogiczność konstrukcji elementów tłoczonych z blachy Rys. 1.19 Otwór przebit
kpiup0069 1,10. Technologiczność konstrukcji elementów z proszków spiekanych 53 obrabiać tylko szlif
kpiup0071 55 1.10. Technołogiczność konstrukcji elementów z proszków spiekanych obróbki skrawaniem,
kpiup0073 1.11. Technołogiczność konstrukcji elementów obrabianych skrawaniem 571.11. Technołogiczno
więcej podobnych podstron