kpiup0057
41
L8. Technologiczność konstrukcji elementów odlewanych z metali
woskowym modelu, ale ich odlew jest niedokładny i może powodować wyprodukowanie odlewów wadliwych.
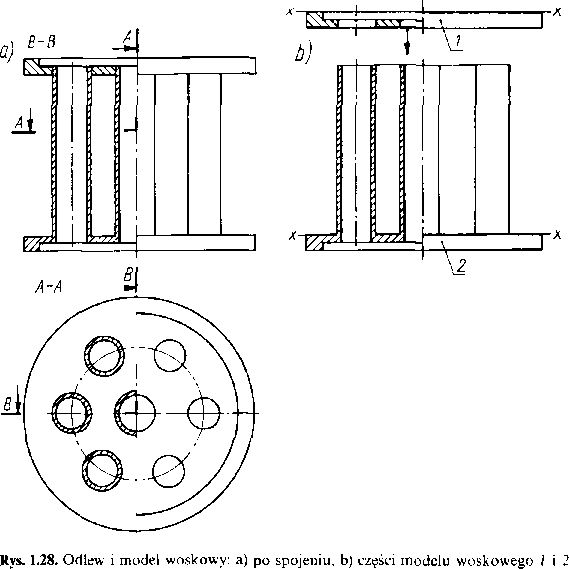
W produkcji wielkoseryjnej (ponad około 5000 sztuk) tak wykonana forma z niskotop-liwego metalu ulega przedwczesnemu zużyciu. Z tego powodu nie wykonuje się wtedy modelu pierwotnego, lecz — obróbką skrawaniem dokładną stalową formę. Jest ona wykonywana podobnie jak dla odlewu ciśnieniowego, a więc zarówno odlew modelu woskowego, jak i sam odlew powinny być kształtowane tak jak odlew ciśnieniowy (rys. 1.32 i 1.33). Specyficzną cechą modeli woskowych jest to, że skomplikowane odlewy można podzielić na prostsze, odlewane w formach z jedną płaszczyzną podziału. Na rys. 1.28 i 1.29 podano przykłady takich odlewów. Części modelu łączy się spajaniem. Połączenie spajanych części modelu powinno być kształtowe, umożliwiające jednoznaczne ustawienie względem siebie części spajanych. Nie powinno się w częściach spajanych przewidywać występów lub zgrubień odlewu ułatwiających ustawienie części modelu woskowego podczas spajania, bo to powoduje szkodliwe nagromadzenie się materiału.
b. Odlewanie przy zastosowaniu modelu woskowego. Model woskowy zanurza się w mieszaninie drobnoziarnistego materiału ze składnikiem wiążącym i wodą, następnie suszy się. Dzięki temu otrzymuje się odlewy bardzo gładkie i dokładne (np. części ze staliwa o chropowatości Ra = 2,5^5 pm, Rz = 10-h20 pm). Zabieg ten może być zbyteczny dla materiałów o niskiej temperaturze topnienia (np. stopy aluminium lub cynku) i gdy nie jest wymagana duża gładkość odlewu. Dalszy przebieg odlewania to zaformowanie odlewu woskowego w niedzielonej formie, wytopienie i wycieknięcie przez wlew materiału modelu, zalanie płynnym metalem, wyjęcie odlewu ze skrzynki formier-
Wyszukiwarka
Podobne podstrony:
kpiup0053 37 L8„ Technologiczność konstrukcji elementów odlewanych z metali Jak już wspomniano dla w
kpiup0059 1.8. Technologiczność konstrukcji elementów odlewanych z metali 43 produkcji powyżej 300 -
kpiup0061 45 1.8. Technologiczność konstrukcji elementów odlewanych z metalic-c ff = Rys.
kpiup0063 1.8. Technologiczność konstrukcji elementów odlewanych z metali 47 Pochylenia odlewnicze u
kpiup0055 I.H. Tecknologiczność konstrukcji elementów odlewanych z metali 39 I.H. Tecknologiczność k
kpiup0071 55 1.10. Technołogiczność konstrukcji elementów z proszków spiekanych obróbki skrawaniem,
kpiup0077 61 L12. Technologiczność konstrukcji elementów z tworzyw sztucznych Rys. 1.65 Oddzielenie
kpiup0067 1.9, Technologiczność konstrukcji elementów prasowanych 51Rys. 1.41 Ukształtowanie wyprask
kpiup0045 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 29 - utw
kpiup0047 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 31 można uzyskać tylko prz
kpiup0051 35 1.7. Technołogiczność konstrukcji elementów tłoczonych z blachy Rys. 1.19 Otwór przebit
kpiup0065 1,9. Technołogiczność konstrukcji elementów prasowanych 49 1,9. Technołogiczność konstrukc
kpiup0069 1,10. Technologiczność konstrukcji elementów z proszków spiekanych 53 obrabiać tylko szlif
więcej podobnych podstron