kpiup0047
1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 31
można uzyskać tylko przez zastosowanie znacznie droższej obróbki skrawaniem (wiercenie, frezowanie).
Odległość między krawędziami otworów i otworów wykrawanych od krawędzi wykroju powinna być nie mniejsza niż pokazano to na rys. 1.10. Mniejsza odległość powoduje zniekształcenie otworów lub krawędzi.
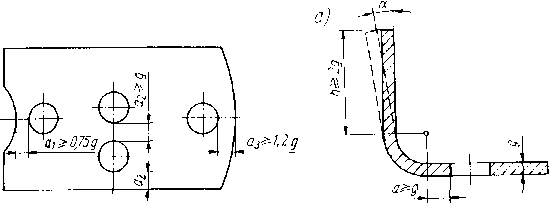
Rys. 1.10. Najmniejsze odległości Rys. 1.11. Gięcie blach: ;l) zagięcie poprawne - najmniejsza
krawędzi otworów wykrawanych od długość odginalnej półki i najmniejsza odległość krawędzi otworu
krawędzi wykroju; ą grubość blachy dziurkowanego przed zagięciem od zagięcia, b) zagięcie
niewłaściwe — wadliwa ostra krawędź zagięcia, możliwa do wykonania w drugiej dodatkowej operacji
W przedmiotach giętych należy przestrzegać następujących zasad;
- odginana półka powinna być dostatecznie długa, a otwór wydziurkowany przed gięciem powinien być w odległości nie mniejszej niż pokazano to na rys. 1.11; krótszą półkę można otrzymać przez wykonanie dłuższej i jej obcięcie (ale jest to dodatkowa czynność podwyższająca koszty);
- krawędzie zagięć powinny być zaokrąglone (rys. 1.11 i iabł. 1.3);
- promień gięcia elementów blaszanych oblicza się ze wzoru
r = zkg (1.9)
gdzie: r ■ promień gięcia w mm, g — grubość blachy w mm, k — współczynnik przy kącie gięcia 90° (tabl. 1.3), z — współczynnik poprawkowy przy kącie gięcia innym niż 90: (tabl. 1.3).
Materiały miękkie i blachy cienkie można giąć bez zaokrąglenia krawędzi wewnętrznej. W materiałach o małej wydłużalności, zwłaszcza w duralu, zbyt małe zaokrąglenie lub jego brak powoduje pękanie.
Zadzior, który powstaje przy wykrawaniu (powiększający się w miarę zużycia wykrojnika), jest poddany dużemu zgniotowi, a zatem utwardzony i ma mikropęknięcia. Dlatego powinien znajdować się po stronie wewnętrznej zagięcia. Jeśli znajdzie się po stronie zewnętrznej — może powodować pękanie materiału w miejscu zagięcia. Można temu zapobiec przez usunięcie zadzioru, jest to jednak dodatkowa operacja podwyższająca koszt wykonania.
Przy gięciu następuje odkształcenie przekroju poprzecznego. Jeśli szerokość paska giętego s < 3g, to odkształcenie przybiera postać pokazaną na rys. 1.12 (rozszerzenie paska od strony wewnętrznej a, zwężenie od zewnętrzenej b, krzywoliniowy zarys wzdłużny krawędzi giętej). Przy znacznej długości krawędzi giętej (s > 3t/) zarys wzdłużny krawędzi giętej praktycznie staje się prostoliniowy, ale w blasze o grubości ponad 1 mm krawędź wewnętrzna zagięcia wystaje ponad płaszczyznę boczną zagięcia (rys. 1,12a). Jeśli
Wyszukiwarka
Podobne podstrony:
kpiup0045 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 29 - utw
kpiup0051 35 1.7. Technołogiczność konstrukcji elementów tłoczonych z blachy Rys. 1.19 Otwór przebit
kpiup0049 1.7. Technologie:,ność konstrukcji elementów tłoczonych z blachy 33 część gięta jest obejm
kpiup0059 1.8. Technologiczność konstrukcji elementów odlewanych z metali 43 produkcji powyżej 300 -
kpiup0063 1.8. Technologiczność konstrukcji elementów odlewanych z metali 47 Pochylenia odlewnicze u
kpiup0065 1,9. Technołogiczność konstrukcji elementów prasowanych 49 1,9. Technołogiczność konstrukc
kpiup0067 1.9, Technologiczność konstrukcji elementów prasowanych 51Rys. 1.41 Ukształtowanie wyprask
kpiup0053 37 L8„ Technologiczność konstrukcji elementów odlewanych z metali Jak już wspomniano dla w
kpiup0057 41 L8. Technologiczność konstrukcji elementów odlewanych z metali woskowym modelu, ale ich
kpiup0061 45 1.8. Technologiczność konstrukcji elementów odlewanych z metalic-c ff = Rys.
kpiup0069 1,10. Technologiczność konstrukcji elementów z proszków spiekanych 53 obrabiać tylko szlif
kpiup0071 55 1.10. Technołogiczność konstrukcji elementów z proszków spiekanych obróbki skrawaniem,
kpiup0073 1.11. Technołogiczność konstrukcji elementów obrabianych skrawaniem 571.11. Technołogiczno
kpiup0075 LI 1. Technologiczność konstrukcji elementów obrabianych skrawaniem 59 LI 1. Technologiczn
więcej podobnych podstron