kpiup0075
LI 1. Technologiczność konstrukcji elementów obrabianych skrawaniem 59
LI 1. Technologiczność konstrukcji elementów obrabianych skrawaniem 59

Rys. 1.60
Część toczona w uchwycie sam ocen trującym:
a) źle — niepewne zamocowanie w uchwycie, brak wejścia i wyjścia narzędzia w toczeniu stożka;
b) dobrze — l2 > Jlt wejście i wyjście narzędzia w A i B
4. Ukształtowanie elementu powinno umożliwiać swobodne wejście i wyjście narzędzia {rys. 1.57, 1.59 i 1.60) oraz dostęp do obrabianej powierzchni (rys. 1.54).
5. Otwory wiercone powinny być prostopadłe do powierzchni części zarówno od strony wejścia, jak i wyjścia wiertła (rys. 1.61).
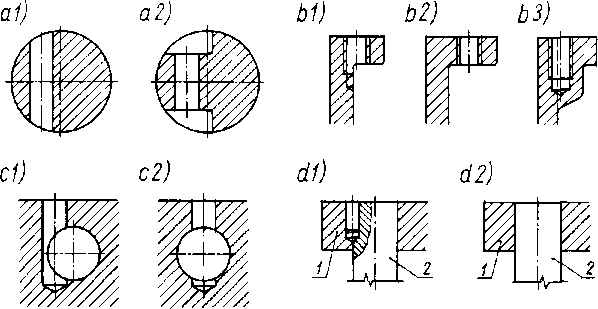
Rys. 1.61. Otwory wiercone: al) źle, a2) dobrze; bl) źle, b2), b3) dobrze; cl) źle, c2) dobrze; di) źle, d2) dobrze — wtłoczenie z dużym przekroczeniem granicy sprężystości; 1 — materia! miękki, 2 — materiał twardy
W produkcji masowej elementy kształtuje się tak, aby można było wytwarzać je metodmi obróbki bezwiórowej (co szczegółowo omówiono w p. od 1.8 do 1.11) i aby udział robocizny obróbki skrawaniem był możliwie najmniejszy. W tym celu należy:
- dążyć do zmniejszenia powierzchni i liczby powierzchni obrabianych i tak je kształtować, aby kilka powierzchni można było obrabiać równocześnie, dzięki czemu zmniejsza się liczba operacji skrawaniem (rys. 1.58 i 1.59);
- tak kształtować półfabrykaty, aby ilość materiału do skrawania była możliwie mała (np. rys. 1.57c);
- dostosować kształt elementów obrabianych do zautomatyzowanych, bardzo wydajnych metod obróbki skrawaniem (np. elementów toczonych r— do obróbki na automatach do toczenia wzdłużnego, elementów szlifowanych obrotowych — do szlifowania bez-kłowego, rys. l,57c);
- dostosować kształt powierzchni obrabianych do obróbki wydajnymi narzędziami (np. do frezowania płaszczyzn zastosować głowicę frezową, rys. 1.59);
- stosować materiały o dobrej skrawalności (np. stale automatowe, mosiądz ołowiowy);
Wyszukiwarka
Podobne podstrony:
kpiup0073 1.11. Technołogiczność konstrukcji elementów obrabianych skrawaniem 571.11. Technołogiczno
kpiup0069 1,10. Technologiczność konstrukcji elementów z proszków spiekanych 53 obrabiać tylko szlif
kpiup0071 55 1.10. Technołogiczność konstrukcji elementów z proszków spiekanych obróbki skrawaniem,
kpiup0045 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 29 - utw
kpiup0047 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 31 można uzyskać tylko prz
kpiup0049 1.7. Technologie:,ność konstrukcji elementów tłoczonych z blachy 33 część gięta jest obejm
kpiup0051 35 1.7. Technołogiczność konstrukcji elementów tłoczonych z blachy Rys. 1.19 Otwór przebit
kpiup0053 37 L8„ Technologiczność konstrukcji elementów odlewanych z metali Jak już wspomniano dla w
kpiup0057 41 L8. Technologiczność konstrukcji elementów odlewanych z metali woskowym modelu, ale ich
kpiup0059 1.8. Technologiczność konstrukcji elementów odlewanych z metali 43 produkcji powyżej 300 -
kpiup0061 45 1.8. Technologiczność konstrukcji elementów odlewanych z metalic-c ff = Rys.
kpiup0063 1.8. Technologiczność konstrukcji elementów odlewanych z metali 47 Pochylenia odlewnicze u
kpiup0065 1,9. Technołogiczność konstrukcji elementów prasowanych 49 1,9. Technołogiczność konstrukc
kpiup0067 1.9, Technologiczność konstrukcji elementów prasowanych 51Rys. 1.41 Ukształtowanie wyprask
więcej podobnych podstron