kpiup0045
1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 29
- utwierdzenie elementów na stałe zaleca się wykonywać za pomocą nitokołków lub nitowkrętów (a nie wkrętów), a przy użyciu szkieletów z tworzywa sztucznego — przez odkształcenie plastyczne ich występów, natomiast utwierdzenie części ruchomych na walkach — przez natłaczanie sprężynujących pierścieni osadczych;
- niedopuszczalne jest umieszczanie elementów w miejscach trudno dostępnych, np. na ściankach bocznych wewnątrz obudów.
Jeśli jest przewidziana automatyzacja montażu, konstrukcja powinna być starannie przeanalizowana z tego punktu widzenia i przekonsultowana z technologami opracowującymi technologię montażu.
1.7. Technologiczność konstrukcji elementów tłoczonych z blachy [3,4,8]
1.7.1. Wiadomości wstępne
Tłoczenie i wykrawanie z blachy opłaca się zwykle przy liczbie elementów nie mniejszej niż 1000 do 2000 sztuk, niekiedy 500 sztuk, ze względu na duży koszt oprzyrządowania. Można ekonomicznie wykrawać i kształtować mniejsze liczby elementów, począwszy nawet od kilkunastu sztuk, ale pod warunkiem, że warsztat rozporządza kompletem uniwersalnych narzędzi do wykrawania i gięcia, zwykle na specjalnych prasach. Wówczas jednak konstrukcja elementów powinna być dostosowana do możliwości wykonawczych tych narzędzi.
Wykrawanie z blachy mniejszej liczby elementów (rzędu setek, a nawet niekiedy kilkudziesięciu sztuk) może być opłacalne wtedy, gdy do wykonania wykrojników rozporządzamy elektroerozyjną przecinarką drutową i specjalnymi szlifierkami do szlifowania profili oraz znormalizowanymi częściami oprzyrządowania do pras. Zagadnienia technologiczności elementów wykrawanych i tłoczonych z blach omówiono szczegółowo w [3, 4, 8].
1.7.2. Wymagania technologiczne dotyczące elementów z blachy
W celu zapobieżenia trudnościom związanym z obróbką cieplną stempli i matryc, a następnie — ich pękaniu podczas pracy, należy przy konstruowaniu elementów do wykrawania unikać stosowania kształtów z długimi, wąskimi występami, z nagłymi zmianami przekroju (rys. 1.8), ze zbyt wąskimi wycięciami lub występami (rys. 1.9) oraz

Rys. 1.8. Nie technologiczny kształt czyści wykrywanej {zbyt długi wąski występ)
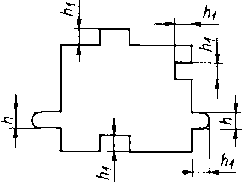
Rys. 1.9. lilement wykrawany z wy stypami i wcięciami; wymiar/j^ 1,5 > 1,5 mm, y—grubość blachy, materiał
— blacha stalowa tłoczna.
Wyszukiwarka
Podobne podstrony:
kpiup0047 1.7. Technologiczność konstrukcji elementów tłoczonych z blachy 31 można uzyskać tylko prz
kpiup0051 35 1.7. Technołogiczność konstrukcji elementów tłoczonych z blachy Rys. 1.19 Otwór przebit
kpiup0049 1.7. Technologie:,ność konstrukcji elementów tłoczonych z blachy 33 część gięta jest obejm
kpiup0059 1.8. Technologiczność konstrukcji elementów odlewanych z metali 43 produkcji powyżej 300 -
kpiup0063 1.8. Technologiczność konstrukcji elementów odlewanych z metali 47 Pochylenia odlewnicze u
kpiup0065 1,9. Technołogiczność konstrukcji elementów prasowanych 49 1,9. Technołogiczność konstrukc
kpiup0067 1.9, Technologiczność konstrukcji elementów prasowanych 51Rys. 1.41 Ukształtowanie wyprask
kpiup0053 37 L8„ Technologiczność konstrukcji elementów odlewanych z metali Jak już wspomniano dla w
kpiup0057 41 L8. Technologiczność konstrukcji elementów odlewanych z metali woskowym modelu, ale ich
kpiup0061 45 1.8. Technologiczność konstrukcji elementów odlewanych z metalic-c ff = Rys.
kpiup0069 1,10. Technologiczność konstrukcji elementów z proszków spiekanych 53 obrabiać tylko szlif
kpiup0071 55 1.10. Technołogiczność konstrukcji elementów z proszków spiekanych obróbki skrawaniem,
kpiup0073 1.11. Technołogiczność konstrukcji elementów obrabianych skrawaniem 571.11. Technołogiczno
kpiup0075 LI 1. Technologiczność konstrukcji elementów obrabianych skrawaniem 59 LI 1. Technologiczn
więcej podobnych podstron