18760 PICT0080 (6)
156 J. Bendkowski, G. Radziejowska
Zi-kS. (?)
gdzie:
Zb -zapas bezpieczeństwa,
k - współczynnik bezpieczeństwa: można przyjąć następujące wartości: k * 1 (dla poziomu obsługi P “ 84,13%), k ** 2 (dla poziomu obsługi P “ 97,78 %), k m 3 (dla poziomu obsługi P ” 99,87%).
Im dokładniejsza jest prognoza zapotrzebowania, tym mniejsza jest wartość odchylenia standardowego i tym mniejszy musi być poziom zapasu bezpieczeństwa, aby móc zaspokoić zapotrzebowanie z określonym prawdopodobieństwem.
W praktyce przemysłowej stosuje się również uproszczone sposoby szacowania poziomu zapasu bezpieczeństwa, zwiększając o pewien procent wielkość dostawy, np. dla materiałów strategicznych o 20 %, pozostałe materiały o 5%.
Źródłem informacji dla określenia zapasów rzeczywistych jest raport ze stanu materiałów sporządzany na podstawie przeprowadzonej kontroli stanu materiałów.
Metody planowania potrzeb materiałów pomocniczych mają charakter planowania statystycznego, którego podstawą jest zużycie materiałów w poprzednich okresach [10]. Takie podejście do planowania wynika z jednej strony z trudności w ścisłym sprecyzowaniu celu zużycia, a z drugiej strony z braku opracowania norm zużycia materiałów [24].
Metoda MRP
Metoda planowania potrzeb materiałowych oparta na podstawie prognozowanego popytu lub zamówień klientów jest Metoda MRP (Materiał Requirements Planning).
Podstawowe zasady tej metody to [38]:
• Prognozowaniu podlega wyłącznie popyt na wyroby gotowe (popyt niezależny). Natomiast potrzeby materiałowe (popyt zależny) obliczane są bezpośrednio na podstawie struktury wyrobu (np. grafu Gozinto). Graf Gozinto przedstawia strukturę powiązań konstrukcyjnych poszczególnych elementów i ich ilości na każdym z poziomów rozwinięcia wyrobu finalnego.
• Podział potrzeb na: potrzeby brutto i netto.
Potrzeby brutto są to potrzeby w zakresie materiałów i elementów wyrobów wynikające z operatywnego planu produkcji i różnych normatywów; określają one rodzaj i ilość materiałów oraz elementów potrzebnych do przebiegu procesu produkcyjnego.
Potrzeby netto odpowiadają materiałom i elementom składowym rzeczywiście poddanym przetworzeniu w danym okresie. Oblicza się je z następującego wzoru:
Mciody wspomagające podejmowanie decyzji w zaopatrzeniu
157
- 2P -Q& (8)
gdzie:
Pm - potrzeby netto,
/*«» - potrzeby brutto,
Zp - posiadany zapas,
Qp - planowana dostawa.
• Synchronizacja zapotrzebowania jest to ustalenie potrzeb materiałowych brutto i netto w podziale na ustalone odcinki czasu (zazwyczaj tygodniowe) z jednoczesnym uzgadnianiem terminów wystąpienia zapotrzebowania i terminów złożenia zamówienia. Znając cykl realizacji zamówień od dostawców zewnętrznych bądź też cykl realizacji zamówień wewnętrznych (długość cyklu produkcyjnego) można bardzo precyzyjnie określić termin złożenia zamówienia na konkretne ilości materiałów i elementów.
Metoda MRP pozwala na bardzo precyzyjne ustalenie momentu wystąpienia zapotrzebowania na dany element, ale także pozwala określić wielkość tego zapotrzebowania. Podstawową zasadą tej metody jest minimalizacja zapasów [8].
Metoda MRP wymaga zastosowania techniki komputerowej. Planowanie potrzeb materiałowych było w praktyce przemysłowej pierwszym rozwiązaniem, które stosowano wyłącznie z wykorzystaniem komputerów [8]. Aplikacja została nazwana systemem MRP -termin ten oznacza, że chodzi w tym przypadku o system informatyczny.
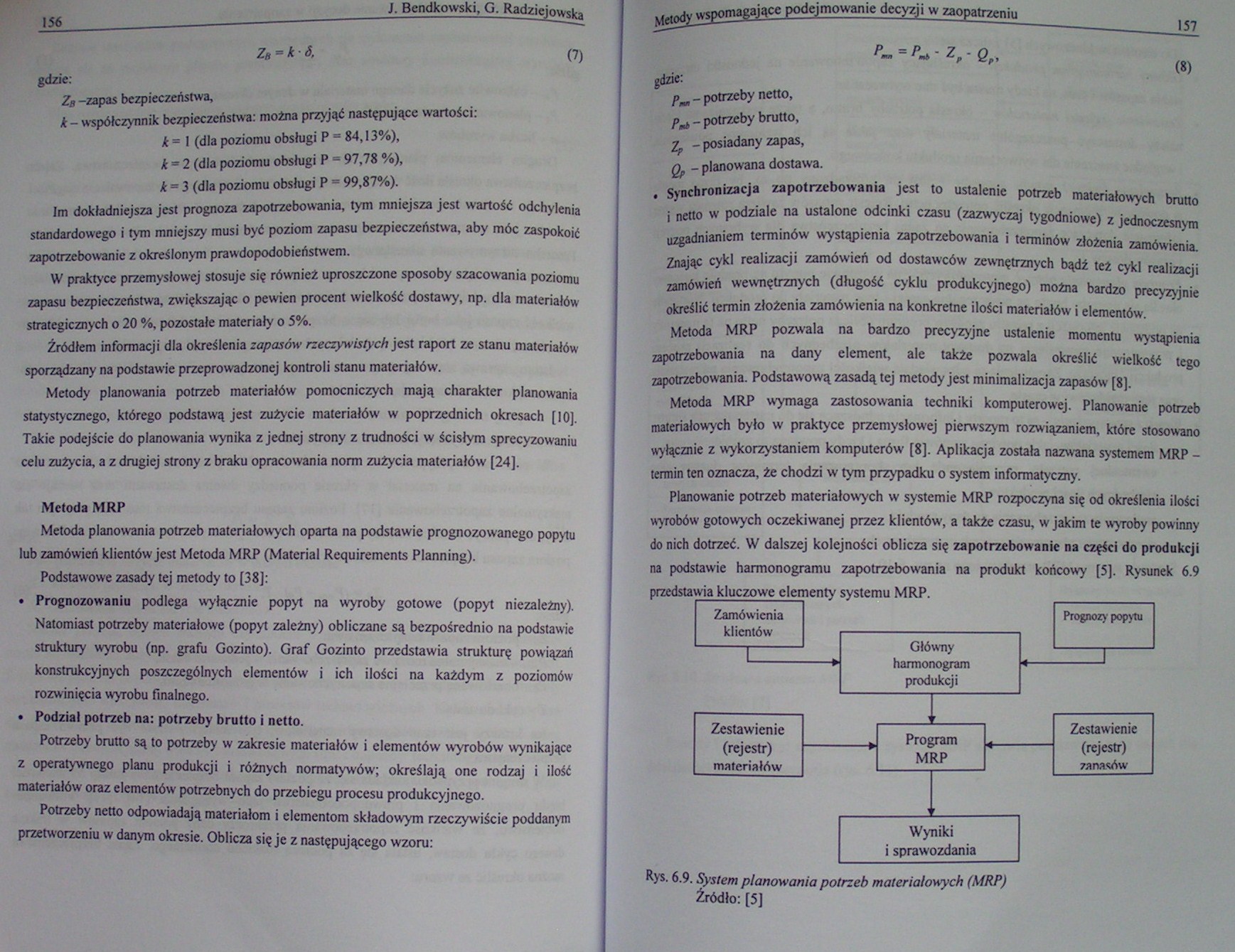
Planowanie potrzeb materiałowych w systemie MRP rozpoczyna się od określenia ilości wyrobów gotowych oczekiwanej przez klientów, a także czasu, w jakim te wyroby powinny do nich dotrzeć. W dalszej kolejności oblicza się zapotrzebowanie na części do produkcji na podstawie harmonogramu zapotrzebowania na produkt końcowy [5]. Rysunek 6.9 przedstawia kluczowe elementy systemu MRP.
Zamówienia
klientów
Prognozy popytu
Główny
harmonogram
produkcji
|
Zestawienie |
Program MRP |
Zestawienie (rejestr) zanasów | |||
|
(rejestr) materiałów | |||||
Rys. 6.9. System planowania potrzeb materiałowych (MRP) Źródło: (5)
Wyniki i sprawozdania
Wyszukiwarka
Podobne podstrony:
PICT0018 (11) J. Bendkowski, G. Radziejowska r 32 Zdaniem M. Chaberka
PICT0042 (6) 80 J. Bendkowski, G. Radziejowska 3.2.4. Import materiałów Nie wszystkie materiały i ko
PICT0071 (3) 158 J. Bendkowski. G. Radziejowska miirriah*. Z tego wzgl«<ki istotne jest określeni
21294 PICT0038 (7) 72_J. Bendkowski, G. Radziejowska do kontynuacji lub rozszerzenia współpracy. Nat
22567 PICT0075 (4) 146_J. Bendkowskiy G. Radziejowska przyjmuje się, iż wybór powinien następować po
22856 PICT0062 (4) 120_____J. Bendkowski, G. Radziejowska 5.2. Wpływ kosztów logistycznych zaopatrze
72585 PICT0058 (3) 112 J. Bendkowski. G. Radziejowska Rys. 4.11. Sterowanie zapasami w przedsiębiors
78522 PICT0085 (5) 166 _J. Bendkowski, G. Radziejowski Klasyczny model QCf, opiera
46307 PICT0065 (4) 126 J. Bendkowski, G. Radziejowska - koszty sensu stricto znajd
PICT0062 (4) 120_____J. Bendkowski, G. Radziejowska 5.2. Wpływ kosztów logistycznych zaopatrzenia na
16442 PICT0091 (3) 178 J. Bendkowski. G. Radziejowska 3. Jakie informacje są istot
17428 PICT0090 (3) J76 _ J. Bendkowski, G. Radziejowska kowane u funkcje a nie na
69644 PICT0066 (3) 128 ___J. Bendkowski, G. Radziejowska i zmienne. Koszt stały wy
11212 PICT0088 (3) 172 J. Bendkowski, G. Radziejowska Tabela 6.7 Zestawienie wskaźników logistycznyc
więcej podobnych podstron