ZMĘCZENIÓWKA
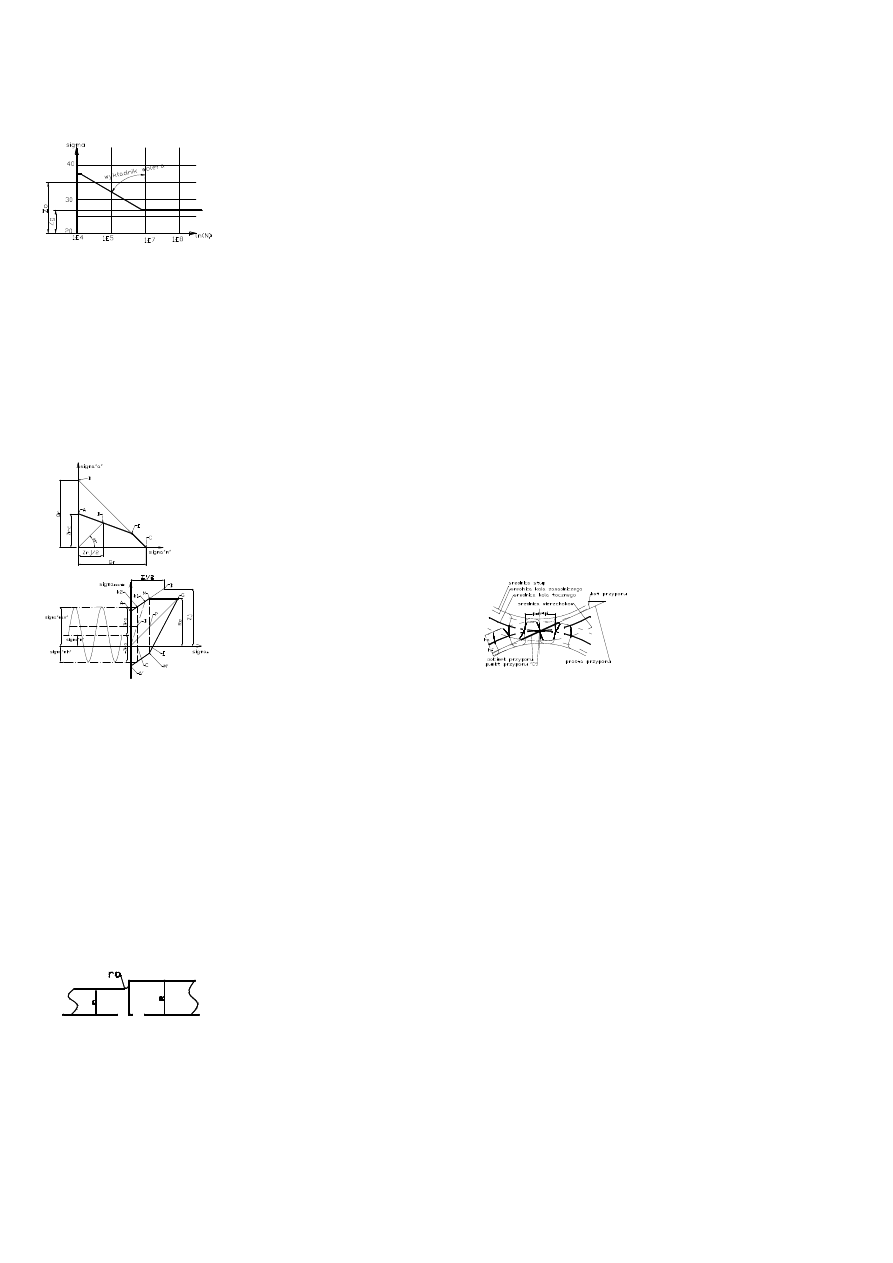
Wykres Wöhlera
Zk- obszar wytrzymałości zmęczeniowej przy małej
ilości cykli
Zo- obszar wytrzymałości zm. przy ograniczonej
ilości cykli
Zz- obszar wytrzymałości zm. przy nieograniczonej
ilości cykli
Sposoby
obliczenia
współczynnika
w
poszczególnych obszarach:
1.N
c
<10
4
-obszar obciążeń statycznych
δ
=Re/
σ
max
2.10
4
<N
c
<10
7
– obszar wytrzymałości ograniczonej
δ
z
=Z
o
/
σ
max
(Z
o
-wyznaczone doświadczalnie lub
obliczone Z
o
=Z
g
(10
7
/N
c
)^
ς
)
3.N
c
>10
7
– obszar wytrzymałości nieograniczonej
δ
=Z
g
/
σ
max
Liczba całkowita cykli
N
c
=n(1/min)*60*h(ilość
godzin)*z(liczba
zmian)*D(dni)*l(lat)
σ
m
=(
σ
max
+
σ
min
)/2- naprężenie średnie
σ
a
=(
σ
max
-
σ
min
)/2- amplituda naprężeń
R=
σ
min
/
σ
max
–współczynnik asymetrii cyklu
Kappa=
σ
m
/
σ
a
- współczynnik stałości obciążenia
Wykres Haigha
Wykres Smitha
Aby narysować wykres potrzeba Re, Zo,Zj.
Jeżeli przy wzroście obciążenia stosunek amplitudy
σ
a
do naprężenia średniego
σ
m
będzie stały to
wartość wytrzymałości zmęczeniowej określa punkt
k1
σ
a
/
σ
m
=const, x
2
=z
1
/
σ
max
=E*k1/CD
Jeśli przy wzroście obciążeń naprężenie średnie
cyklu
pozostaje
stałe
to
wytrzymałość
zmęczeniowa odpowiadająca punktowi D określona
jest punktem k2, współczynnik bezpieczeństwa
σ
m
=const x2=Z2/
σ
z
=Ck2/CD
D-punkt pracy.
CZYNNIKI
WPŁYWAIĄCE
NA
WYTRZ.
ZMĘCZENIOWĄ
Pod pojęciem KARBU należy rozumieć wszelkie
nieciągłości poprzecznych przekrojów przedmiotu
lub zmiany krzywizn powierzchni ograniczających
przedmiot (rowki, otwory, gwinty)
Rozkład naprężeń w obszarze karbu zależy od
geometrii
karbu,
związanej
z
wymiarami
przedmiotu. Charakterystykę zmęczeniową karbu
ujmujemy w tzw. współczynniku kształtu
α
k
.
Wartość współczynnika
α
k
zależy od: stosunku
promienia krzywizny dna karbu
ρ
do promienia lub
połowy szerokości przekroju r w elementach
płaskich w płaszczyźnie karbu, oraz od stosunku
promienia połowy szerokości elementu R w
miejscu nie osłabionym karbem do promienia r.
β
k
- współczynnik działania karbu- stosunek
wytrzymałości próbek gładkich bez karbu do
wytrzymałości próbek gładkich z karbem.
β
k
-
zależy od współczynnika kształtu i współczynnika
wrażliwości materiału na działanie karbu.
β
k
=1+
η
k
(
α
k
+1) gdzie
η
k
- współczynnik
wrażliwości materiału na działanie karbu (jest
zależny od Rm,
ρ
o
) =1 dla materiałów doskonale
sprężystych „szkło” =0 dla materiałów
niewrażliwych na działanie karbu „żeliwo szare”.
Współczynnik
β
p
charakteryzuje
zmianę
wytrzymałości elementów po różnej obróbce
skrawaniem w porównaniu z próbką polerowaną.
Do obliczeń elementów z karbem o znanym
β
k
posługujemy się zależnością
β
=
β
k
+
β
p
-1 (w
przypadku karbów prostych
β
p
pomijamy, dla
żeliwa po usunięciu naskórku odlewniczego
przyjmujemy
β
p
=1)
β
pz
- dla powierzchni ulepszanych
β
=
β
k
*
β
pz
Współczynnik wielkości elementu
ε
=z
d
/z, z
d
-
wytrzymałość zmęczeniowa próbki o średnicy d, z-
wytrzymałość zmęczeniowa próbki o średnicy od 7
do 10mm (
γ
=1/
ε
).
δ
-rzeczywisty współczynnik bezpieczeństwa
δ
<1 nie występuje
δ
=1.3-1.4
–ścisłe
obliczenia
na
podstawie
dokładnych danych doświadczalnych
δ
=1.4-1.7 - dla zwykłej dokładności obliczeń, bez
doświadczalnego sprawdzenia obliczeń
δ
=1.7- 2 – dla zmniejszonej dokładności obliczeń,
przy możliwości określenia naprężeń i obciążeń
δ
=2-3 – przy orientacyjnym określaniu obciążeń i
naprężeń dla niepewnych lub specjalnie ciężkich
warunków pracy (odlewy)
OBLICZENIA
ZMĘCZENIOWE
PRZY
OBCIĄŻENIACH ZŁOŻONYCH
Przy
jednoczesnym
występowaniu
naprężeń
różnego rodzaju naprężenia te składamy przy
zastosowaniu odpowiedniej hipotezy wytężeniowej.
Naprężenia
zastępcze
dla
obciążeń
niesymetrycznych (wahadłowych) obliczamy tak
samo jak dla obciążeń stałych. Przy przewadze
naprężeń normalnych
σ
z
=(
σ
2
+(k
σ
*
τ
/k
τ
)
2
)^(1/2).
Przy
przewadze
naprężeń
stycznych
σ
z
=((k
τ
*
σ
/k
σ
)
2
+
τ
2
)^(1/2).
Rozwiązując
te
zależności
można
dowieść,
że
rzeczywisty
współczynnik
bezpieczeństwa
jest
równy
δ
z
=1/(1/
δ
σ
2
+1/
δ
τ
2
)
1/2
δ
σ
,
δ
τ
-składowe
rzeczywistego
współczynnika
bezpieczeństwa obliczane tak jakby działało tylko
zmienne naprężenie normalne lub styczne.
WAŁY I OSIE
Jeśli jest przenoszony moment skręcający to taką
część nazywamy wałem, jeśli nie to osią. Części
wałów osi na których są osadzone współpracujące
z nimi elementy nazywamy czopami.
ETAPY PROJEKTOWANIA WAŁÓW:
1.Projektowanie
wstępne
polegające
na
ukształtowaniu wału na podstawie uproszczonych
obliczeń wytrzymałościowych i zadanych dyspozycji
wymiarowych
2.Obliczenia sprawdzające- sztywności(kąta ugięcia
i strzałki), obliczenia dynamiczne (prędkości
krytycznej ii drgania rezonansowe), obliczenia
zmęczeniowe
(rzeczywisty
współczynnik
bezpieczeństwa)
3.Ostateczne kształtowanie wału.
MATERIAŁY NA WAŁY
1.St3-St5 wtedy gdy o kształcie wału decyduje
sztywność
2.35-45 gdy wał przenosi duże obciążenie w
szczególności
45
gdy
wskazanej
jest
powierzchniowe utwardzenie czopów
3.dla wałów uzębionych materiał taki jak dla kół
zębatych (stale CrNi do ulepszania cieplnego,
nawęglania i azotowania)
KSZTAŁTOWANIE WAŁU
Kształtowanie
powierzchni
swobodnych
przeprowadzamy po ukształtowaniu powierzchni
roboczych, czyli czopów-należy uwzględnić aby
d
1
/d
2
<=1,2 , natomiast czopy należy kształtować
według zaleceń normy.
Gładkość powierzchni
1.czopów końcowych :R
z
=2,5-0,32
µ
m
2.powieszchni swobodnych : wały wolno obrotowe
i średnio bieżne (R
z
=10-5
µ
m), wysokoobrotowe (
R
z
=2,5
µ
m)
Tolerancje – powierzchnie swobodne wykonujemy
w tolerancji warsztatowej IT14 (h14) przy dużych
obrotach IT12 do IT10
Uwzględnianie wpustu:
1.Jeżeli obciążenie jest w przybliżeniu statyczne
wystarczy, by moment bezwładności przekroju z
rowkiem
był
nie
mniejszy
od
momentu
bezwładności zarysu teoretycznego.
2.Gdy wał pracuje w zmiennym cyklu obciążenia
przy niewielkim udziale momentu skręcającego
moment bezwładności koła wpisanego winien być
nie mniejszy niż teoretyczny
3.Gdy
występuje
duży
udział
momentu
skręcającego
moment
bezwładności
koła
współśrodkowego z przekrojem poprzecznym
wału, stycznego zewnętrznie do dna rowka pod
wpust winien być nie mniejszy od teoretycznej
Sprawdzenia – ugięcie dopuszczalne (F
dop
=2-3*10
-4
rozstawu łożysk), dopuszczalny kąt skręcenia
(
ϕ
dop
=0,002-0,01rad/m)
ŁOŻYSKA TOCZNE
Dwie ostatnie cyfry oznaczają średnicę otworu
wewnętrznego
(00-10,01-12,02-15,03-17,04-
20,05-25,06-30,07-*5)
Cyfry
początkowe
oznaczają serię łożyska i niekiedy grupę
konstrukcyjną (62-kulkowe zwykłe, 72-kulkowe
skośne,303-stożkowe.293-baryłkowe wzdłużne)
Materiały- pierścień i części toczne wykonywane są
ze specjalnej stali chromowej ŁH 15 lub ŁH 15SG
Dobór łożysk :
1.ograniczenia wymiarowe łożysk
2.wielkości i kierunki obciążenia
3.prędkość obrotowa
4.możliwość ograniczenia błędu współosiowości
5.wymagana dokładność i cichobieżność
6.sztywność ułożyskowania
Nośność spoczynkowa n<10 1/min , jest to takie
obciążenie które wywołuje łączne odkształcenie
plastyczne równe 0,0001mm elementów tocznych
Trwałość – jest to czas pracy łożyska w milionach
obrotów lub godzin
L=(C/P)
ρ
c-nośność ruchowa, p- obciążenie (
ρ
=3-
łożysko kulkowe,
ρ
=10/3-łożysko wałeczkowe)
L
10
-trwałość umowna osiągana przez 90% łożysk
L=a1*a2*a3*L
10
Algorytm doboru łożysk tocznych :
1.ustalenie
schematu
konstrukcyjnego
łożyskowania
2.pokreślenie wartości i kierunków obciążeń i
prędkości obrotowej łożysk
3.dla obciążeń zmiennych obliczamy P
n
i n
n
.
4.ustalenie ograniczeń geometrycznych
5.wybór typu łożyska
6.przyjęcie wymaganej trwałości L
7.wyznaczenie stosunku C/P dla odpowiedniego L i
typu łożyska
8.obliczenia obciążenia zastępczego P=VxP
r
+
ψ
*P
a
9.obliczenia obciążenia efektywnego P
e
=f
d
*P
10.obliczenia nośności ruchowej C=P
e
(C/P)
11.obliczenie
efektywnej
nośności
ruchowej
C
e
=f
t
*C
12.obliczenie
zastępczego
obciążenia
spoczynkowego P
0
=max(P
01
,P
02
) P
01
=X
0
*P
r0
+Y
0
*P
0a
P
02
=P
r0
13. Obliczanie wymaganej nośności spoczynkowej
14.Dobór z katalogu jego nośności oraz wymiarów
geometrycznych
15.Sprawdzenie
trwałości
ściernej
łożyska-
weryfikacja
nośności
efektywnej
c
0
=s
0
*P
0
L
e
=a
1
*a
2
*a
3
*(C
e
/P
e
)
ρ
16.Dobór środka smarnego.
17. Przyjęcie prasowań w gnieździe i na czopie
oraz uszczelek (filc-mała prędkość obrotowa, oringi
i
simeringi-
średnia
prędkość
obrotowa,
uszczelnienia labiryntowe- duża prędkość) .
a
1
- uwzględnia wymaganą niezawodność łożyska
≠
0.9
a
2
- dokładność wykonania łożyska i gatunek stali
a
3
- zależy od wartości tarcia, rzeczywistym
współczynnikiem
grubości
elastohydrodynamicznego filmu olejowego
Obliczanie obciążeń zastępczych P=VxP
r
+Y*Pa
P
r
- obciążenie promieniowe
P
a
- obciążenie wzdłużne
V- współczynnik obrotów
X-współczynnik obciążenia poprzecznego
Y- współczynnik obciążenia wzdłużnego
Tolerancje (HB, kB) pasowania (HB/h7, H7/kB)
PRZEKŁADNIE ZĘBATE
Istotnym zespołem składniowym jest zazębiająca
się kara kół zębatych zazębiających się w ten
sposób że uzyskane jest
Zarys zęba miejsce geometryczne punkt styku z
drugim zębem
Koło
podziałowe
odpowiada
walcom
podziałowym dzieli ząb na dwie części powyżej
koła podziałowego- głowa zęba i to co poniżej-
stopa zęba
Wrąb- przestrzeń pomiędzy zębami jednego koła
Grubość zęba- jest mierzona na średnicy
podziałowej
Luz- różnica pomiędzy grubością zęba a
podziałką(/2 chyba)
Wysokość zęba-
Luz wierzchołkowy- odległość pomiędzy walcem
wierzchołkowym jednego koła a walcem den
wrębów drugiego koła c=0.25*m
Wskaźnik wysokości zęba y=h
a
/m (y=1 zęby
zwykłe, y>1 zęby wysokie, y<1 zęby niskie)
Znormalizowane: h
f
=1.25*m, h
a
=m
Linia przyporu jest linią wyznaczoną przez kolejne
punkty styku.
Odcinek przyporu jest to część lini przyporu
ograniczona punktami przecinania się kół na
których znajdują się końce czynnych zarysów zęba
(koła wierzchołków).
Ewolwenta jest to krzywa powstała przez
przetaczanie prostej po okręgu.
Punkt przyporu jest to punkt styku dwóch
współpracujących ewolwent.
Centralny punkt przyporu „C” wyznacza przecięcie
lini przyporu z linią łączącą środki kół.
Kąt przyporu jest to kąt pomiędzy prostą przyporu
a styczną do kół tocznych w punkcie „C”.
Liczba przyporu
ε
stosunek długości odcinak
przyporu do podziałki zasadniczej
ε
>1.
Zarys odniesienia jest to zarys zębów zębatki
nazywanej zębatką odniesienia. Powstaje ona jako
zarys styczny do dwóch zarysów ewolwentowych
współpracujących kół. Można ją interpretować jako
koła zębate o nieskończenie dużej średnicy,
zarysem takiego koła są odcinki proste jako
szczególny przypadek ewolwent.
Nacinanie kół zębatych – zębatka Maga(prosta),
zębatka Fellowsa.
Zalety zarysu ewlowentowego:
- mała wrażliwość na odchyłki odległości kół,
- kierunek siły międzyrębnej niemienia się podczas
pracy przekładni
- koła zębate o tych samych podziałkach i
nominalnych kątach zarysu mogą być kojarzone w
dowolne pary
- koła uzębione zewnętrznie mogą być kojarzone z
uzębieniem zewnętrznym, wewnętrznym czy też
zębatką.
- ewolwentowe koła zębate można wykonywać
wydajnymi
i
dok
ładnymi
metodami
obwiedniowymi
- za pomocą tego samego narzędzia można
wykonać koła o różnej ilości zębów.
KOREKCJE
Podcięcia zęba podczas obtaczania obwiedniowego
występuje wówczas gdy część narzędzia zębatki
wytwarza zarys który nie jest ewolwentą.
W praktyce podcięcie występuje wtedy gdy
występuje bardzo mało zębów.
Graniczna
liczba
zębów
Z
g
=y*2/sin
2
α
o
z
g
(
α
o
=20st)=17, a gdy dopuszczamy niewielkie
podcięcie zębów z
g
’=14
Korekcja uzębienia
Jest potrzebna w przypadku gdy na kole o liczbie
zębów z<z
g
chce się uniknąć podcięcia zęba u
podstawy. Polega ona na przesunięciu narzędzia
zębatkowego z położenia 0 w położenie1, w
którym nie występuje podcięci zęba lecz
zmniejszyła się grubość zęba u wierzchołka.
X=x*m –przesunięcie zarysu (x- współrzędna
przesunięcia ,”+”-wysuwanie ,”-„-wsuwanie).
x
g
=y*(z
g
-z)/z
g
Przy z=12 x
g
=1*(17-12)/17, X=x
g
*m
Korekcja zazębienia
1.PO – przesunięcie zarysu bez zmiany odległości
osi.(X-X) Polega na przesunięciu narzędzia
zębatkowego na jednym kole na zewnątrz o taką
samą wielkość, o jaką w drugim kole- ku wnętrzu.
Stosuje się z
1
+z
2
>=2z
g
(z
g’
)
Zastosowanie PO pozwala na usunięcie podcięcia
$&%$#^% kole ale jest także gdy podcięcie nie
grozi poprawności współpracy z większą liczbą
przyporu.
2.P- przesunięcie zarysu ze zmianą odległości osi
(X+X). Stosuje się gdy z
1
+z
2
<2z
g
, oraz gdy
względy
konstrukcyjne
wymagają
zmiany
odległości osi. Po zastosowaniu przesunięcia
zarysu x
1
,x
2
osie kół ulegają rozsunięciu i nowa
odległość osi będzie równa a
p
=a
0
+(x
1
+x
2
)*m-
odległość pozorna.
Aby skasować luz obwodowy zbliża się koła na
odległość a
r
=a
0
*cos
α
0
/cos
α
t
α
t
toczny kąt
przyporu
a
0
=z
1
+z
2
/2*m
inv
α
t
=2*(x
1
+x
2
)/(z
1
+z
2
)*tg
α
0
+inv
α
0
Dla zachowania luzu wierzchołkowego należy ściąć
głowy o k
m
=a
p
+a
m
Mamy do rozdysponowania x
1
+x
2
=const, w
praktyce x
2
=0 lub x
1
=0 lub x
1
=x
2
.
Uszkodzenia kół zębatych
-rysy hartownicze –pęknięcia
-uszkodzenia interferencyjne –występują przy
nadmiernym nacisku pomiędzy stopą a głową
-odpryski – są inicjowane przez rysy i pęknięcia w
utwardzonej warstwie
-wytarcia i wydarcia- są wynikiem obecności
twardych zanieczyszczeń pomiędzy zębami
-zatarcie i przegrzanie – powstaje przy zaniku
smaru i metalicznym styku zęba
-piting- ma postać piramidkowych ubytków na
powierzchniach bocznych jest inicjowany przez
pęknięcia w które wszedł olej
-zgniot i złamanie – uszkodzenie nieutwardzonych
zębów o zbyt małej granicy plastyczności
Obliczanie przekładni otwartych – na złamanie
zęba, zamkniętej na naciski powierzchniowe.
Wyszukiwarka
Podobne podstrony:
NIEPELNE ZMECZENIE(1), POŁĄCZENIA
Próby zmęczeniowe doc
C. Moerman Rak jako następstwo niepełnowartościowego żywienia jest uleczalny dietą i terapią.DOC, Dr
Pod pojęciem zmęczenia rozumiemy kompleksowy proces odwracal doc
[060531] Renata Baraniak Program kszta cenia specjdla ucznia z niepełnosprawnością umysłową w stopn
Psychospołeczne aspekty edukacji niepełnosprawnych dzieci oraz młodzieży DOC
System pomocy rodzinie z dzieckiem niepełnosprawnym doc
Niepelnosprawny turysta
Ped osob niepelnosprawnych ruchowo
czynniki wpływające na zmeczenie psychiczne w pracy
Pomoc rodzinie dziecka niepełnosprawnego
europejski system energetyczny doc
Zmęczenie 2
Seksualnosc dzieci niepelnosprawnych intelektualnie
karby zmęczenie
Praca osób niepełnosprawnych
OSOBY NIEPEŁNOSPRAWNE
Aktywizacja społeczna i zawodowa oraz włączanie osób niepełnosprawnych w rynek pracy
więcej podobnych podstron