„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Andrzej Zych
Wykonywanie połączeń spawanych 721[02].O1.07
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Grzegorz Śmigielski
mgr inż. Michał Sylwestrzak
Opracowanie redakcyjne:
mgr inż. Andrzej Zych
Konsultacja:
mgr inż. Bożena Kuligowska
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 721[02].O1.07
„Wykonywanie połączeń spawanych”, zawartego w modułowym programie nauczania dla
zawodu monter kadłubów okrętowych
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Bezpieczeństwo i higiena pracy podczas spawania
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
8
4.1.3. Ćwiczenia
8
4.1.4. Sprawdzian postępów
9
4.2. Podstawy spawania
10
4.2.1. Materiał nauczania
10
4.2.2. Pytania sprawdzające
13
4.2.3. Ćwiczenia
14
4.2.4. Sprawdzian postępów
16
4.3. Spawanie elektryczne
17
4.3.1. Materiał nauczania
17
4.3.2. Pytania sprawdzające
18
4.3.3. Ćwiczenia
18
4.3.4. Sprawdzian postępów
21
4.4. Spawanie i cięcie gazowe
22
4.4.1. Materiał nauczania
22
4.4.2. Pytania sprawdzające
22
4.4.3. Ćwiczenia
23
4.4.4. Sprawdzian postępów
26
4.5. Ocena złączy spawanych
27
4.5.1. Materiał nauczania
27
4.5.2. Pytania sprawdzające
28
4.5.3. Ćwiczenia
28
4.5.4. Sprawdzian postępów
30
5. Sprawdzian osiągnięć
31
6. Literatura
37

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o spawaniu metali oraz ułatwi
wykonywanie połączeń spawanych.
Poradnik zawiera materiał nauczania składający się z 5 tematów, są to:.
Treści zawarte w temacie „Bezpieczeństwo i higiena pracy podczas spawania” pomogą Ci
zapoznać się z problematyką bezpieczeństwa i higieny pracy przy wykonywaniu prac
spawalniczych. Zagadnienia te są bardzo ważne z uwagi na narażenie spawacza na różnorodne
zagrożenia wypadkami, urazami i chorobami zawodowymi.
Treści zawarte w temacie „Podstawy spawania” przybliżą Ci podstawy teoretyczne
procesów spawalniczych, zapoznają Cię z fachowym nazewnictwem, z metodami spawania,
materiałami i sprzętem do spawania.
Treści zawarte w temacie „Spawanie elektryczne” pomogą Ci nauczyć się wykonywania
prostych prac spawalniczych metodą spawania łukowego elektrodą otuloną i metodą spawania
łukowego w osłonie gazów.
Treści zawarte w temacie „Spawanie i cięcie gazowe” pomogą Ci nauczyć się
wykonywania prostych prac spawalniczych metodą spawania gazowego oraz przecinania
gazowego i żłobienia.
Treści zawarte w temacie „Ocena złączy spawanych” przybliżą Ci zagadnienia kontroli
złączy spawanych, metod badania spoin, rodzajów niezgodności spawalniczych, przyczyn
powstawania wad spawalniczych oraz naprawy powstałych wad.
Poradnik ten ma następującą strukturę:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania (rozdział 4) umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń. Materiał nauczania obejmuje:
−
informacje, opisy, tabele, rysunki z danego tematu,
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczeń,
−
zestaw ćwiczeń,
−
sprawdzian postępów.
4. Sprawdzian osiągnięć zawierający zestaw zadań testowych z zakresu całej jednostki
modułowej.
5. Zestaw literatury przydatnej do wykonywania ćwiczeń oraz uzupełniania wiadomości.
Jeżeli będziesz miał trudności ze zrozumieniem tematu lub ćwiczenia, to poproś
nauczyciela lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz
daną czynność. Po zrealizowaniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki
modułowej.
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
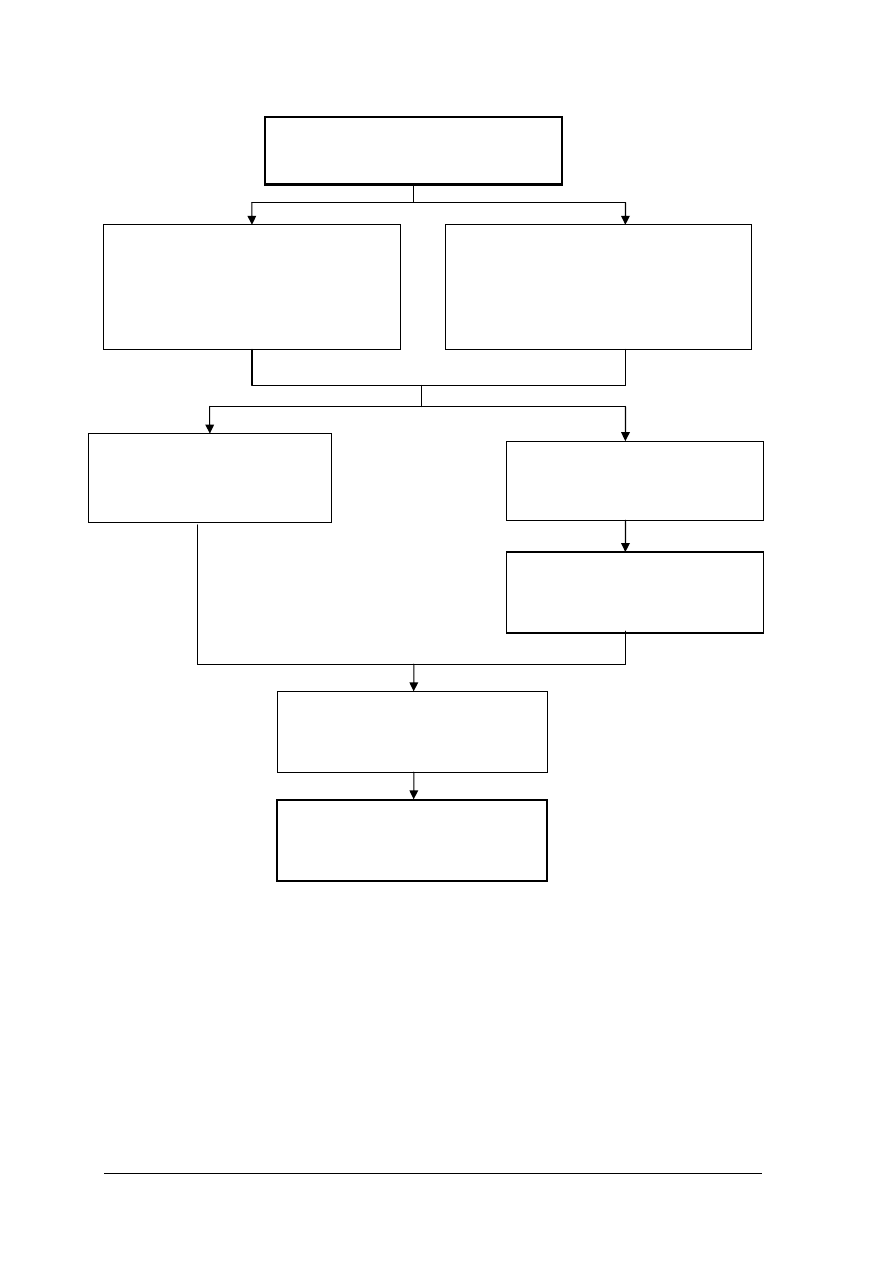
Schemat układu jednostek modułowych
721[02].O1
Techniczne podstawy zawodu
721[02].O1.01
Stosowanie przepisów
bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej i ochrony
środowiska
721[02].O1.04
Dobieranie materiałów
konstrukcyjnych
721[02].O1.06
Wykonywanie prac z zakresu obróbki
ręcznej i mechanicznej
721[02].O1.03
Posługiwanie się
dokumentacją techniczną
721[02].O1.05
Wykonywanie pomiarów
warsztatowych
721[02].O1.02
Posługiwanie się pojęciami
charakteryzującymi statek
721[02].O1.07
Wykonywanie połączeń
spawanych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
przestrzegać zasad bezpieczeństwa i higieny pracy,
−
przestrzegać przepisów ochrony środowiska,
−
przestrzegać przepisów ochrony przeciwpożarowej,
−
posługiwać się dokumentacją techniczną,
−
wykonywać pomiary warsztatowe,
−
wykonywać prace z zakresu obróbki ręcznej,
−
korzystać z różnych źródeł informacji,
−
przestrzegać regulaminów obowiązujących w pracowniach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
−
scharakteryzować podstawowe procesy spawalnicze,
−
rozróżnić rodzaje złączy spawanych i rodzaje spoin,
−
określić wady i zalety połączeń spawanych,
−
rozróżnić urządzenia, przyrządy oraz materiały do spawania gazowego i elektrycznego,
−
przygotować elementy do spawania,
−
wykonać złącze za pomocą spawania elektrycznego,
−
wykonać spoiny montażowe za pomocą spawania elektrycznego,
−
wykonać napawanie,
−
wykonać złącze za pomocą spawania gazowego,
−
wykonać cięcie gazowe i żłobienie,
−
ocenić jakość wykonanych połączeń,
−
scharakteryzować metody badania i ujawniania wad technologicznych,
−
zlikwidować pod nadzorem wady technologiczne powstające w wyniku cięcia, spawania,
żłobienia,
−
zastosować środki ochrony indywidualnej,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska podczas wykonywania połączeń spawanych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Bezpieczeństwo i higiena pracy podczas spawania
4.1.1. Materiał nauczania
Podczas wykonywania prac należy stosować się do zasad bezpieczeństwa i higieny pracy
oraz ochrony środowiska.
Podczas pracy bardzo łatwo jest o wypadek lub uraz. Należy więc zachować ostrożność,
prace wykonywać spokojnie i dokładnie, narzędzia stosować zgodnie z przeznaczeniem. Przed
rozpoczęciem pracy spawacz powinien wysłuchać instruktażu, zapoznać się z dokumentacją,
przygotować i sprawdzić wyposażenie stanowiska pracy, zastosować sprzęt ochrony
indywidualnej, przemyśleć sposób wykonania pracy.
Ponadto należy stosować środki ochrony indywidualnej. Są to rękawice ochronne, buty
ochronne, ubranie ochronne oraz tarcza lub przyłbica spawalnicza z filtrem (ciemne szkiełko).
W przypadku cięcia i spawania gazowego stosuje się okulary ochronne lub gogle
z przyciemnionego szkła.
Do środków ochrony indywidualnej spawacza zaliczamy:
−
środki ochrony głowy (hełm), który chroni przed spadającymi przedmiotami, uderzeniem
o wystające elementy konstrukcji,
−
środki ochrony oczu i twarzy (do spawania gazowego okulary ochronne spawalnicze,
gogle spawalnicze, do spawania łukiem elektrycznym tarcze spawalnicze i przyłbice
spawalnicze), które chronią przed promieniowaniem widzialnym, podczerwonym,
nadfioletowym oraz przed iskrami i odpryskami,
−
izolujący sprzęt ochrony układu oddechowego (aparaty wężowe, dmuchawy z kapturem),
które pozwalają wykonywać pracę niezależnie od otaczającej atmosfery,
−
środki ochrony rąk (rękawice i ochraniacze ramion i przedramion), które chronią przed
urazami
mechanicznymi,
promieniowaniem,
poparzeniami,
porażeniem
prądem
elektrycznym, gazami i pyłami szkodliwymi,
−
środki ochrony nóg (obuwie ochronne), które chronią przed urazami mechanicznymi,
promieniowaniem, poparzeniami, porażeniem prądem elektrycznym, gazami i pyłami
szkodliwymi.
Bardzo ważne jest stosowanie wentylacji. Będzie to miejscowy odciąg (usuwający
z miejsca spawania dymy i pyły spawalnicze) oraz wentylacja ogólna.
Podczas wykonywania prac spawalniczych szczególną uwagę należy zwrócić na
bezpieczne wykonywanie prac szczególnie niebezpiecznych. Będą to przede wszystkim prace
spawalnicze w zbiornikach i innych przestrzeniach zamkniętych oraz prace spawalnicze
w miejscach zagrożonych pożarem i wybuchem. Wykonywanie tego rodzaju prac dozwolone
jest wyłącznie na polecenie pisemne, po przeszkoleniu (instruktażu), specjalnym
przygotowaniu miejsca pracy i pod specjalnym nadzorem.
Przy pracach ślusarsko-spawalniczych powstaje dużo odpadów metalowych i produktów
powstających w procesie spawania (pyły, odpryski). W związku z tym należy przestrzegać
zasad ochrony środowiska. Wszelkie odpady należy segregować i składać w odpowiednio
oznakowane pojemniki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynności powinien wykonać spawacz przed rozpoczęciem spawania?
2. Przed jakimi zagrożeniami chronią środki ochrony głowy?
3. Przed jakimi zagrożeniami chronią środki ochrony oczu i twarzy?
4. Przed jakimi zagrożeniami chroni izolujący sprzęt ochrony układu oddechowego?
5. Przed jakimi zagrożeniami chronią środki ochrony rąk?
6. Przed jakimi zagrożeniami chronią środki ochrony nóg?
7. Jakie środki ochrony indywidualnej chronią głowę?
8. Jakie środki ochrony indywidualnej chronią oczy i twarz?
9. Jakie środki ochrony indywidualnej chronią układ oddechowy?
10. Jakie środki ochrony indywidualnej chronią ręce?
11. Jakie środki ochrony indywidualnej chronią nogi?
12. jakie zagrożenia mogą wystąpić podczas wykonywania prac spawalniczych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dobierz środki ochrony indywidualnej dla spawacza spawającego blachy stalowe łukiem
elektrycznym elektrodami otulonymi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać zagrożenia, jakie mogą wystąpić podczas pracy (skorzystać z literatury),
2) dobrać sprzęt ochrony indywidualnej, skorzystać z katalogu,
3) wypisać w tabeli zagrożenia i sprzęt ochrony indywidualnej,
4) porównać tabelę z tabelami kolegów,
5) przedstawić nauczycielowi tabelę do sprawdzenia.
Zagrożenie
Sprzęt ochrony indywidualnej (nazwa i typ)
Wyposażenie stanowiska pracy:
−
katalog sprzętu ochrony indywidualnej,
−
literatura podana w Poradniku dla ucznia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Ćwiczenie 2
Dobierz środki ochrony indywidualnej dla spawacza spawającego rury stalowe metodą
spawania gazowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać zagrożenia jakie mogą wystąpić podczas pracy (skorzystać z literatury),
2) dobrać sprzęt ochrony indywidualnej, skorzystać z katalogu,
3) wpisać w tabeli zagrożenia i sprzęt ochrony indywidualnej,
4) porównać tabeli z tabelami kolegów,
5) przedstawić nauczycielowi tabelę do sprawdzenia.
Zagrożenie
Sprzęt ochrony indywidualnej (nazwa i typ)
Wyposażenie stanowiska pracy:
−
katalog sprzętu ochrony indywidualnej,
−
literatura podana w Poradniku dla ucznia.
4.1.2. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dobrać sprzęt ochrony indywidualnej przy spawaniu elektrycznym?
2) dobrać sprzęt ochrony indywidualnej przy spawaniu gazowym?
3) wskazać zagrożenia jakie mogą wystąpić podczas spawania łukiem
elektrycznym?
4) wskazać zagrożenia, jakie mogą wystąpić podczas spawania
gazowego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.2. Podstawy spawania
4.2.1. Materiał nauczania
Spawanie, obok lutowania, klejenia i zgrzewania jest połączeniem nierozłącznym.
Spawaniem nazywamy łączenie ze sobą metalu za pomocą złącza spawanego (rysunek 2), przy
czym następuje nadtopienie brzegów łączonych części i ich zespolenie. Podczas spawania
powstaje spoina, która powstaje z roztopienia brzegów łączonych metali z ewentualnym
dodaniem spoiwa. Proces spawania polega na miejscowym nagrzaniu i nadtopieniu brzegów
łączonych metali i spoiwa (np. z elektrody), tak że po oziębieniu złącza następuje trwałe
połączenie.
Spawanie metali posiada szereg zalet. Otrzymuje się połączenia o wytrzymałości
porównywalnej z wytrzymałością materiałów łączonych części. Złącze jest trwałe, dość łatwe
w wykonaniu, a przy dostępności sprzętu i materiałów do spawania, jest szybką metodą
łączenia. Do wad należy zaliczyć wysoki koszt sprzętu do spawania.
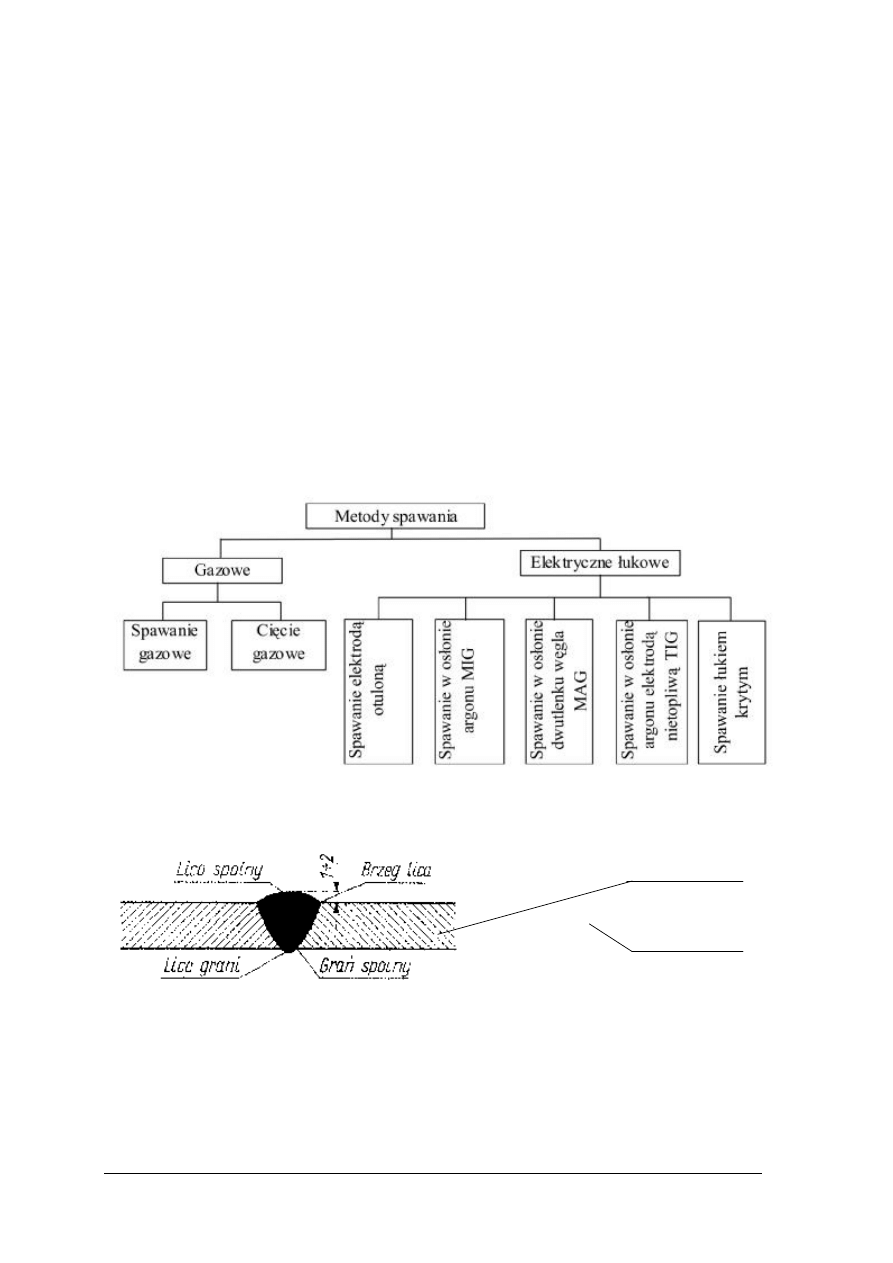
Wybrane metody spawania przedstawia rysunek 1.
Rys. 1. Wybrane metody spawania
Rys. 2. Złącze spawane [2, s. 203]
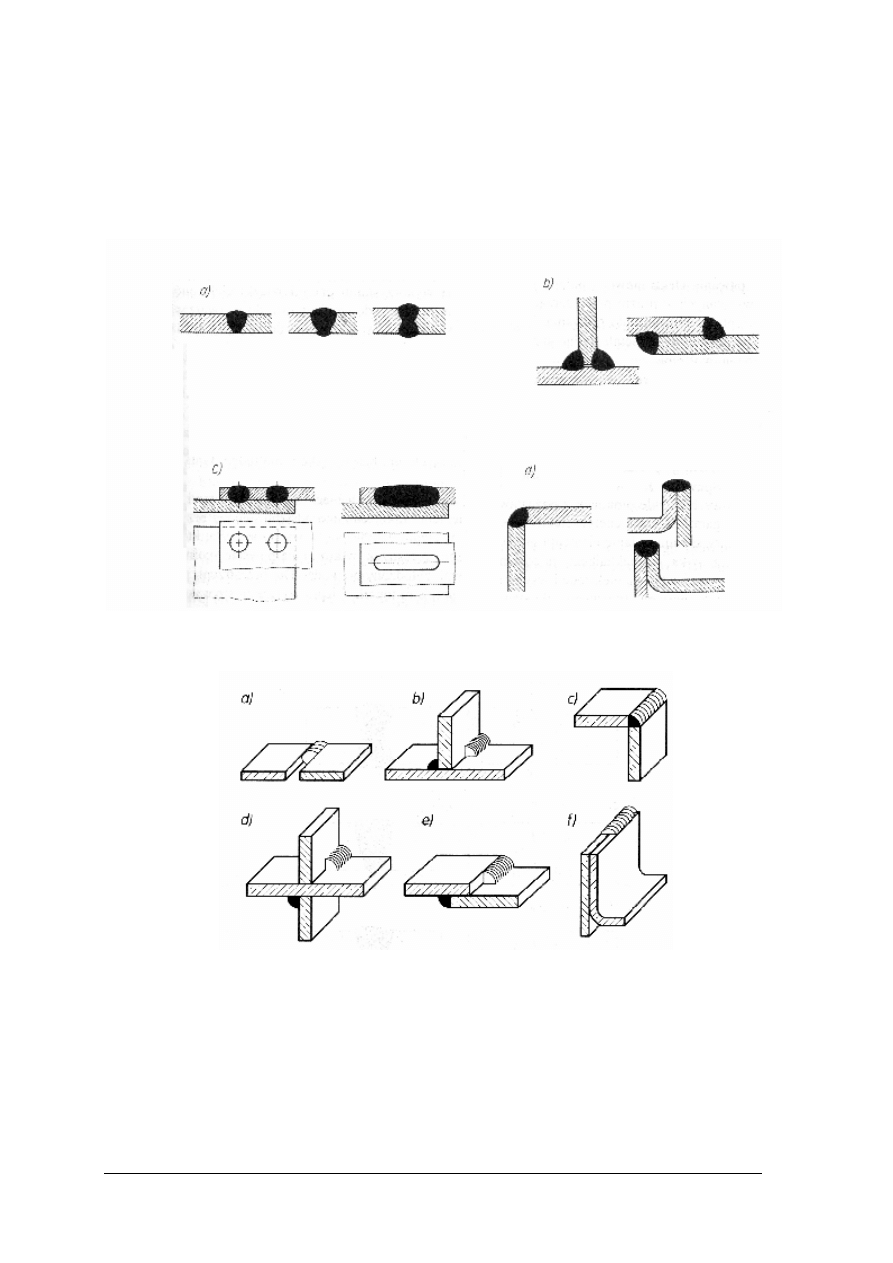
Wykonując złącze spawane można „położyć” różne rodzaje spoin. Do podstawowych
należą spoiny: czołowe, pachwinowe i grzbietowe. Spoiny przedstawione są na rysunku 3.
Wymagania konstrukcyjne wymagają również stosowania różnego rodzaju złączy. Do
podstawowych rodzajów złączy należą złącza (rysunek 4):
−
doczołowe ze spoiną czołową,
Spoina
Element
łączony
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
−
teowe,
−
narożne,
−
krzyżowe,
−
zakładkowe,
−
przylgowe ze spoiną grzbietową.
Rys. 3. Rodzaje spoin: a) czołowe, b) pachwinowe, c) otworowe, d) grzbietowe [2, s. 203]
Rys. 4. Rodzaje złączy spawanych: a) doczołowe ze spoina czołową, b) teowe, c) narożne, d) krzyżowe,
e) zakładkowe, f) przylgowe ze spoiną grzbietową [6, s. 331]
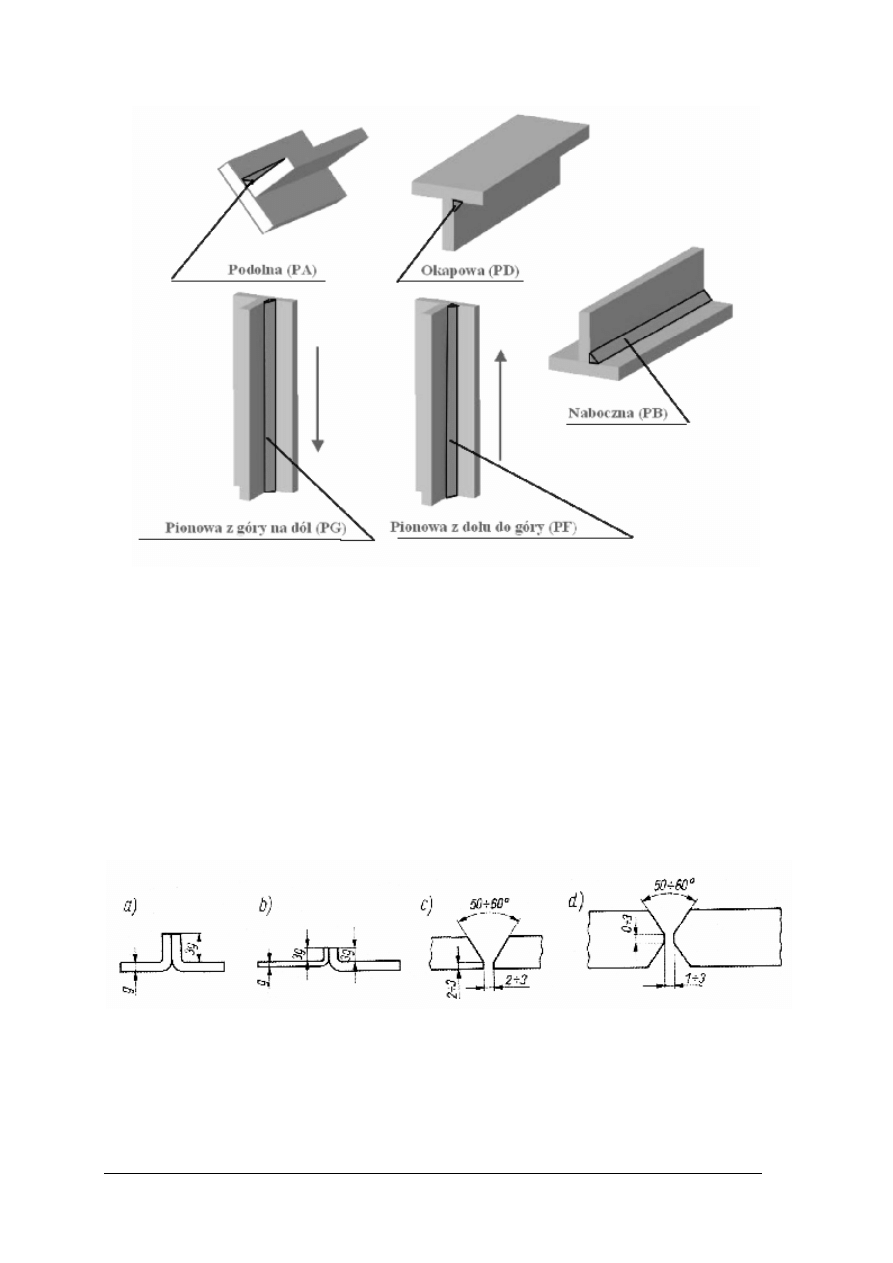
Wykonując złącza spawane spawacz często zmuszony jest spawać w różnych pozycjach,
w zależności od miejsca położenia spoiny w spawanej konstrukcji. Podstawowe pozycje
spawania przedstawia rysunek 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 5. Pozycje spawania
Przygotowanie do spawania
Przygotowanie spawania wymaga: przygotowania materiału do spawania oraz
przygotowania stanowiska do spawania.
Przygotowanie materiału polega na takim przygotowaniu krawędzi łączonych części, aby
spoina była mocna i wytrzymała.
Przygotowanie stanowiska do spawania polega na przygotowaniu urządzeń i narzędzi
spawalniczych, materiałów spawalniczych (np. elektrod) oraz sprzętu i środków ochrony
indywidualnej.
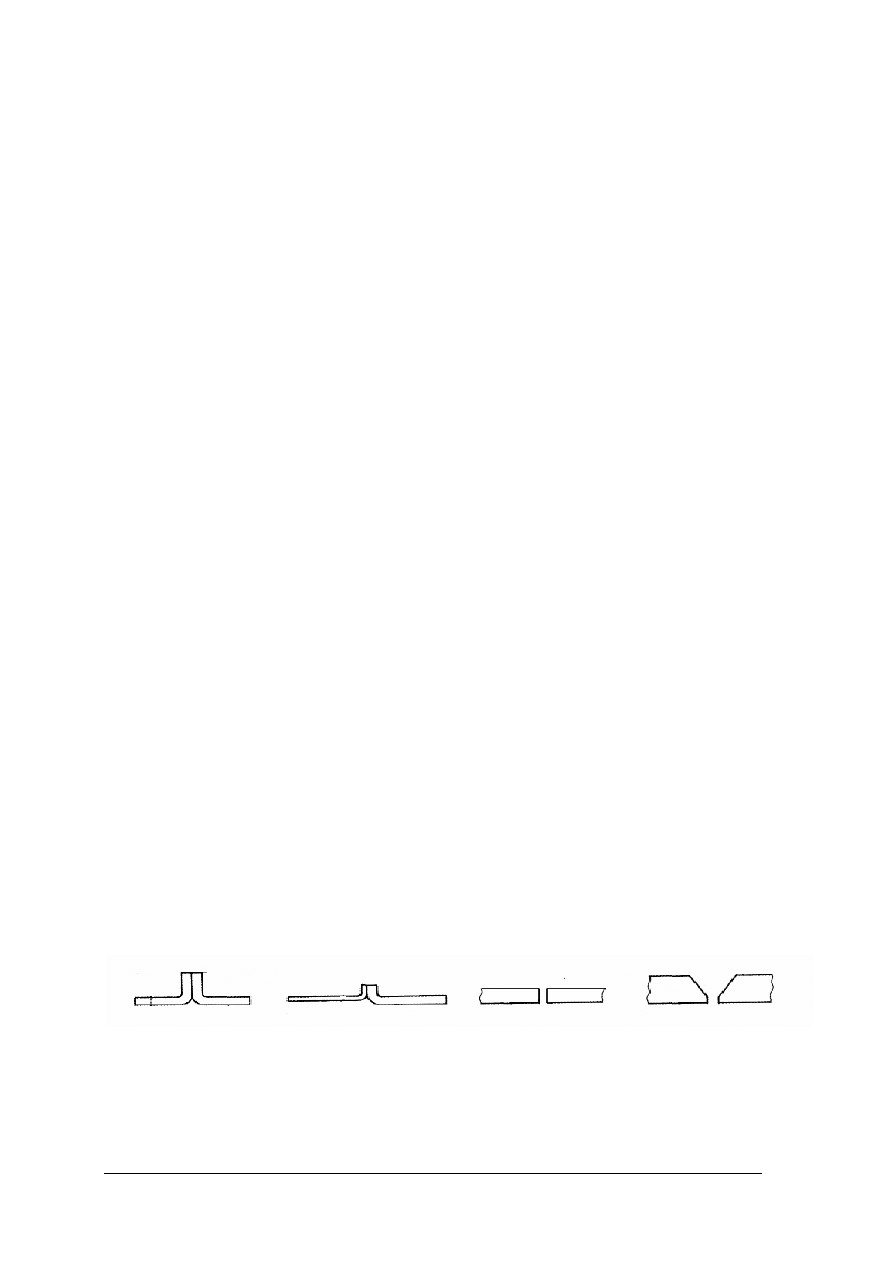
Przygotowanie materiału do spawania przedstawione jest na rysunku 6, przy czym nie
zaznaczono sposobu przygotowania blach od 2 do 5 mm, gdyż blach o tych grubościach nie
zawija się i nie ukosuje.
Rys. 6. Przygotowanie brzegów materiału do spawania (zawijanie i ukosowanie): a) cienkich blach
o grubości do 2 mm, b) blach o różnej grubości, c) blach o grubości od 4 do 12 mm, d) blach
o grubości ponad 12 mm. [2, s. 208]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
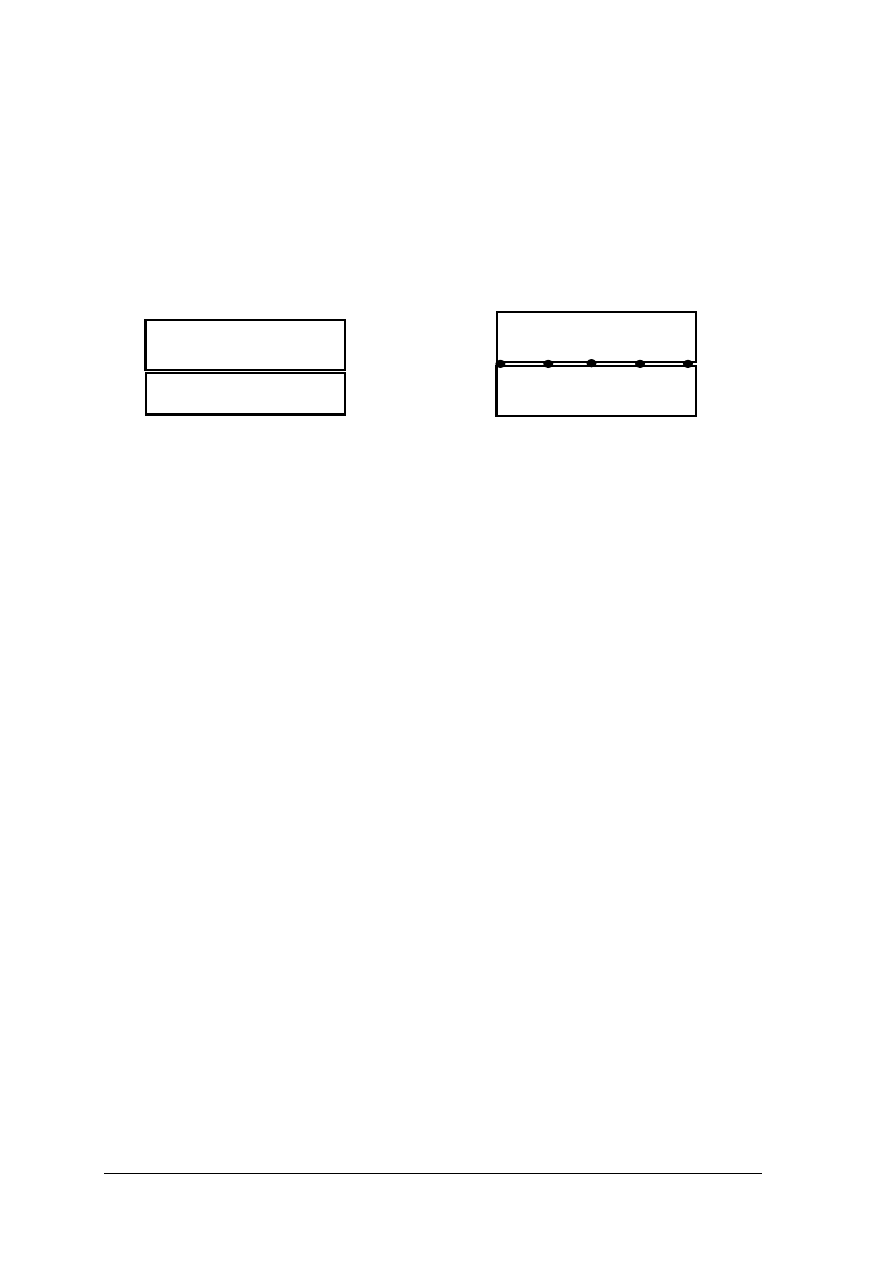
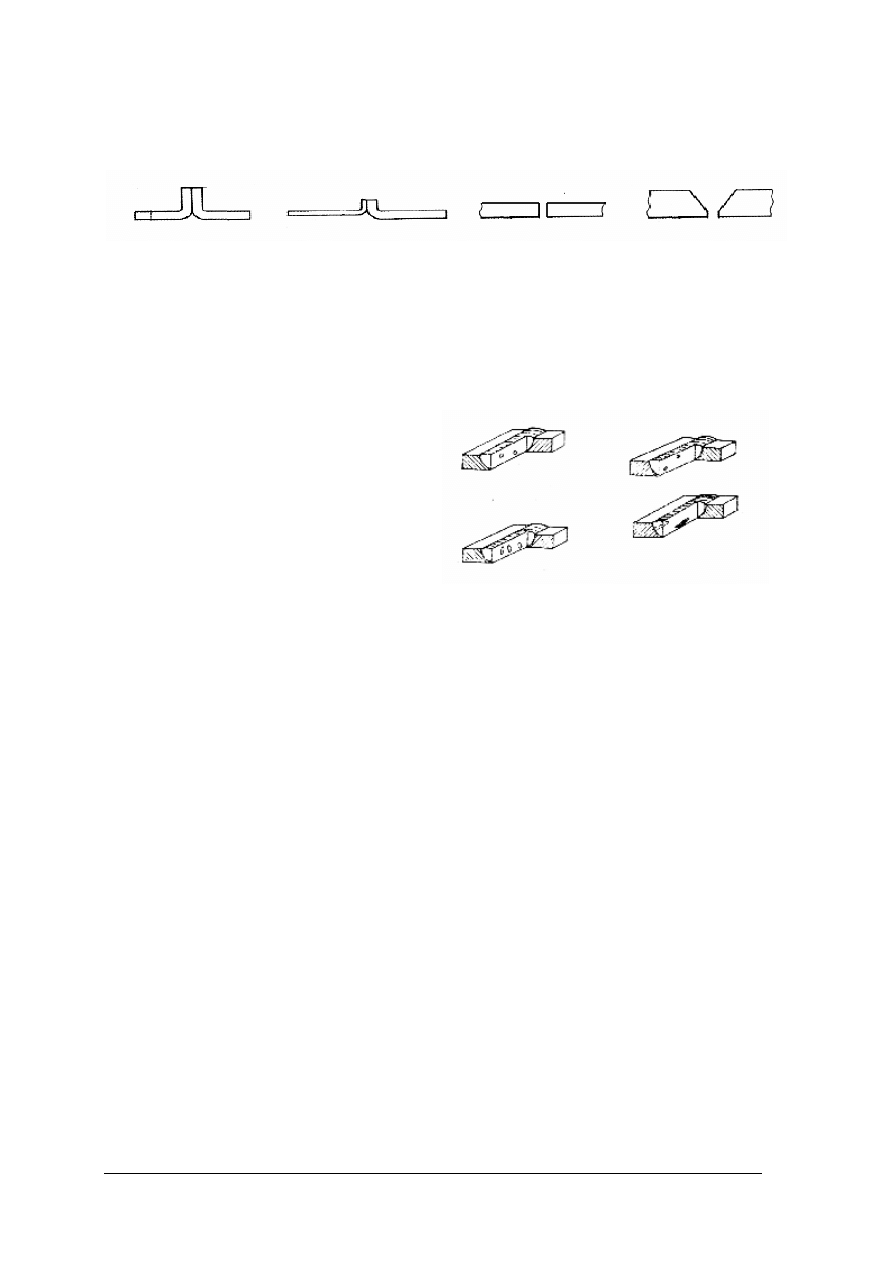
Konstrukcje spawane bardzo często składają się z szeregu pojedynczych części. Pierwszą
operacją w takim przypadku będzie sczepienie ich, tak aby tworzyły całość. Sczepienie polega
na wstępnym połączeniu części spawanych za pomocą małych spoin. Podczas montażu może
okazać się, że popełniliśmy błędy. Można wtedy łatwo oddzielić od siebie sczepione elementy
poprawić ich ustawienie i ponownie je połączyć. Przykład sczepiania dwóch blach pokazany
jest na rysunku 7, gdzie litery oznaczają kolejność kładzenia spoin szczepnych,
zapobiegających przemieszczeniu się krawędzi wskutek odkształcenia cieplnego.
Ułożenie blach przed sczepianiem
Montaż wstępny za pomocą spoin sczepnych
Rys. 7.
Sczepianie blach przed spawaniem.
Zgrzewanie
Procesem podobnym do spawania jest zgrzewanie. Zgrzewanie jest metodą łączenia
materiałów polegającą na wytworzeniu na powierzchni styku łączonych części zgrzeiny, która
powstaje przez nagrzewnie fragmentów metalu do temperatury plastyczności i połączeniu ich
przez dociśnięcie. Do zgrzania konieczna jest więc temperatura oraz silny docisk, wywierany
przez określony czas. Istnieją różne metody zgrzewania, które zależą od tego, w jaki sposób
następuje ogrzanie materiału. Najczęściej części łączone są nagrzewane do temperatury
ciastowości (to znaczy stają się bardzo plastyczne), a następnie dociskane.
W zależności od sposobu nagrzewania części łączonych rozróżnia się zgrzewanie: gazowe
(np. palnikiem acetylenowo-tlenowym), elektryczne (iskrowe lub oporowe), tarciowe (ciepło
wytwarza się poprzez tarcie powierzchni styku przy zastosowaniu odpowiedniego docisku),
kowalskie.
Podczas zgrzewania należy stosować środki ochrony indywidualnej. Są to rękawice
ochronne, buty ochronne, ubranie ochronne oraz przyłbica chroniąca oczy i twarz przed
iskrami i odpryskami powstającymi podczas zgrzewania. Ponadto należy bardzo uważać przy
pracach z blachami, gdyż mogą one spowodować poważne skaleczenia.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są metody spawania?
2. Jakie są rodzaje spawania elektrycznego łukowego?
3. Jakie rozróżniamy rodzaje spoin?
4. Jakie rozróżniamy rodzaje złączy spawanych?
5. Jakie rozróżniamy pozycje spawania?
6. Jakie czynności należy wykonać podczas przygotowania do spawania?
7. Jak przygotowuje się brzegi blach do spawania?
8. Jakie są zalety i wady spawania?
9. W jakim celu stosuje się sczepianie?
10. Na czym polega zgrzewanie metali?
11. Jakie środki ochrony indywidualnej stosuje się podczas zgrzewania?
5 2 1 3 4
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2.3. Ćwiczenia
Ćwiczenie 1
Przygotuj do spawania próbki z blach złączem doczołowym, spoina czołową.
1. Blachy stalowe 200x50x2 mm.
2. Blachy stalowe 200x50x4 mm.
3. Blachy stalowe 200x50x8 mm.
4. Blachy stalowe 200x50x16 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) wykonać szkice sposobu przygotowania i przedstawić je nauczycielowi,
3) przygotować brzegi blach do spawania (skorzystać ze stanowiska ślusarskiego i szlifierki),
4) ocenić jakość wykonanej pracy,
5) przedstawić próbki nauczycielowi.
Blacha 2 mm.
Blacha 4 mm.
Blacha 8 mm.
Blacha 6 mm.
Wykonaj pomiary próbek i wypisz wszystkie niezgodności.
Wyposażenie stanowiska pracy:
−
próbki blach,
−
stanowisko ślusarskie (lub giętarka do blach),
−
szlifierka ścienna.
Ćwiczenie 2
Korzystając z dokumentacji technicznej oraz instrukcji obsługi, wypisz parametry
techniczne znajdującej się w pracowni spawarki do spawania elektrodą otuloną. Następnie
zapoznaj się z instrukcją jej obsługi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować dokumentację techniczną spawarki i instrukcję obsługi,
2) wypisać parametry techniczne spawarki,
3) wypisać czynności konieczne przed rozpoczęciem pracy oraz po jej zakończeniu,
4) wypisać zasady i metody bezpiecznego wykonania pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Parametry techniczne spawarki
Główne czynności konieczne do wykonania
przed uruchomieniem spawarki
Główne czynności konieczne do wykonania
w czasie pracy spawarki oraz po zakończeniu
pracy
Zasady i metody bezpiecznego wykonania
pracy
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna,
−
instrukcja obsługi.
Ćwiczenie 3
Korzystając z dokumentacji technicznej oraz instrukcji obsługi, wypisz parametry
techniczne znajdującego się w pracowni sprzętu do spawania gazowego. Następnie zapoznaj
się z instrukcją obsługi tego sprzętu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować dokumentację techniczną sprzętu do spawania (może to być katalog)
i instrukcję obsługi,
2) wypisać parametry techniczne sprzętu,
3) wypisać czynności konieczne przed rozpoczęciem pracy oraz po jej zakończeniu,
4) wypisać zasady i metody bezpiecznego wykonania pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Parametry techniczne sprzętu (węże, palniki,
reduktory, butle)
Główne czynności konieczne do wykonania
przed uruchomieniem sprzętu
Główne czynności konieczne do wykonania
w czasie pracy oraz po jej zakończeniu
Zasady i metody bezpiecznego wykonania
pracy
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna (katalog),
−
instrukcja obsługi.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić metody spawania?
2) rozróżnić rodzaje spoin?
3) rozróżnić rodzaje złączy spawanych?
4) przygotować materiał do spawania?
5) odczytać parametry spawarki elektrycznej?
6) określić czynności konieczne do uruchomienia spawarki?
7) określić czynności konieczne do przygotowania sprzętu do spawania
gazowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.3. Spawanie elektryczne
4.3.1. Materiał nauczania
Do podstawowych metod spawania elektrycznego należą:
−
spawanie elektroda otuloną,
−
spawanie w osłonie gazów ochronnych nieaktywnych (argonu) MIG, gazów aktywnych
MAG (dwutlenku węgla),
−
ochronie gazów nieaktywnych elektrodą nietopliwą (TIG),
−
spawanie łukiem krytym.
Spawanie elektrodą otuloną jest procesem, w którym trwałe połączenie uzyskuje się przez
stopienie łukiem elektrycznym (łuk powstaje pomiędzy rdzeniem elektrody pokrytym otuliną,
a łączonymi metalami) topliwej elektrody otulonej i materiału spawanego. Elektroda otulona
przesuwana jest ręcznie przez spawacza wzdłuż linii spawania i ustawiona pod pewnym kątem.
Do spawania elektrodą otuloną stosuje się spawarki na prąd stały i przemienny. Obecnie
powszechnie stosuje się agregaty spawalnicze na prąd stały, w których prąd przemienny z sieci
przetwarzany jest na stały przez prostownik spawarki. Agregat spawalniczy posiada regulację
natężenia prądu w zakresie od kilkudziesięciu do kilkuset amperów. W skład agregatu wchodzi
spawarka, przewód podłączany do masy (do elementów łączonych) oraz przewód z rączką do
mocowania elektrody. Jako sprzęt ochrony indywidualnej stosuje się ubranie ochronne,
rękawice ochronne, buty ochronne oraz tarczę lub przyłbicę spawalniczą chroniącą twarz, oczy
i szyję.
Dobór rodzaju elektrod zależy od rodzaju łączonego materiału i wymaganych własności
złącza. Elektrody dobiera się na podstawie danych producenta lub na podstawie oznaczenia.
Oznaczenie elektrod składa się z szeregu symboli oznaczających rożne własności elektrod.
Przykład: E-46-3-1Ni-B-5-4-H5, gdzie:
−
E – elektrody otulone do ręcznego spawania łukowego,
−
46 – wytrzymałość (530 – 630 N/mm
2)
,
−
3 – temperatura dla minimalnej pracy łamania (-30
0
C),
−
1Ni – skład chemiczny (dodatek manganu i niklu),
−
B – typ otuliny (zasadowa),
−
5 – uzysk i prąd (stały i zmienny),
−
4 – pozycja spawania (podolna i podolna pachwinowa),
−
H5 – zawartość wodoru w spoinie [5, s. 45].
Spawanie metodami MIG i MAG to metody najczęściej stosowane w procesach
spawalniczych. W metodzie MIG/MAG łuk jarzy się pomiędzy materiałem spawanym a drutem
spawalniczym automatycznie podawanym przez podajnik. Miejsce spawania osłonięte jest
gazem obojętnym (w MIG gaz oparty na argonie) lub aktywnym (w MAG dwutlenek węgla).
Do spawania stosuje się agregat spawalniczy posiadający podajnik drutu spawalniczego,
przewód z rączką, w którym znajduje się przewód podający drut spawalniczy i wąż podający
gaz ochronny. Środki ochrony indywidualnej i zbiorowej są takie same jak w przypadku
spawania elektrodą otuloną.
Spawanie TIG jest metodą pozwalającą na uzyskiwanie najwyższej jakości spoin w stalach
niestopowych i niskostopowych, stalach nierdzewnych oraz w takich materiałach jak
aluminium i miedź. W metodzie TIG łuk jarzy się pomiędzy materiałem spawanym,
a nietopliwą elektrodą wolframową. Metodą tą spawa się bezpośrednio materiał bez
dodatkowego drutu spawalniczego lub z dodawaniem drutu spawalniczego. Miejsce spawania
jest osłaniane gazem obojętnym (najczęściej argonem).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Środki ochrony indywidualnej i zbiorowej są takie same jak w przypadku spawania
elektrodą otuloną.
Spawanie łukiem krytym polega na wykonywaniu złącza za pomocą łuku elektrycznego,
który topi goły drut spawalniczy, a miejsce spawania chronione jest specjalnym proszkiem.
Metoda ta jest podobna do spawania elektrodą otuloną a różnica polega na tym, że zamiast
otuliny warstwę ochronną tworzy stopiony proszek. Metoda ta stosowana jest głównie jako
spawania automatyczne.
Do operacji spawalniczych zaliczamy również napawanie. Napawanie jest to pokrywanie
części maszyn warstwą metalu, np. w celu naprawienia uszkodzonego czopa wału
maszynowego. Napawa się warstwą metalu wytarty czop i następnie przetacza się go na
wymagany wymiar.
Przygotowanie stanowiska do spawania elektrycznego polega na przygotowaniu agregatu
spawalniczego (spawarki), nastawieniu odpowiednich parametrów, podłączeniu przewodów,
dobraniu odpowiedniej elektrody bądź drutu i gazów ochronnych oraz sprzętu ochrony
indywidualnej i sprzętu ochronnego całego stanowiska pracy. Wykonywania tego zadania
nauczysz się podczas ćwiczeń.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynności należy wykonać podczas przygotowania do spawania?
2. Na czym polega spawanie elektrodą otuloną?
3. Jaki sprzęt wymagany jest do spawania elektroda otuloną?
4. Na czym polega spawanie metodą MIG i MAG?
5. Jaki sprzęt wymagany jest do spawania metodą MIG i MAG?
6. Ma czym polega spawanie metodą TIG?
7. Jaki sprzęt wymagany jest do spawania metodą TIG?
8. Na czym polega napawanie?
4.3.3. Ćwiczenia
Ćwiczenie 1
Pospawaj spoiną czołową blachy przygotowane w ćwiczeniu 1 tematu Podstawy
spawania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze opis technologii spawania łukowego,
2) dobrać elektrody i spawarkę,
3) ustalić dla każdej próbki (wstępnie) parametry spawania,
4) dobrać sprzęt ochrony indywidualnej,
5) wypisać zagrożenia, jakie mogą wystąpić podczas pracy,
6) określić sposób przygotowania materiału do spawania,
7) zorganizować stanowisko pracy,
8) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
9) wykonać sczepianie,
10) wykonać spawanie,
11) ocenić jakość wykonanego połączenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Plan pracy
Rodzaj elektrody
Rodzaj spawarki
Prądy spawania
Sprzęt ochrony indywidualnej
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Zwymiarowany
szkic
ukosowanych blach
Oceń
jakość
wykonanego
połączenia
Wyposażenie stanowiska pracy:
–
sprzęt i środki ochrony indywidualnej i zbiorowej,
–
spawarka,
–
próbki blach przygotowanych w ćwiczeniu 1 rozdziału 4.2.3 (200x50x2 mm, 200x50x4
mm, 200x50x8 mm, 200x50x16 mm),
–
elektrody,
–
instrukcja obsługi spawarki, dokumentacja techniczna,
–
katalog elektrod,
–
literatura techniczna.
Ćwiczenie 2
Pospawaj spoiną pachwinową dwie blachy o grubości 15 mm (lub cieńszej, 8–15 mm)
i wymiarach 50x200 mm, tak aby powstało złącze teowe. Zastosuj metodę MAG.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać materiały i agregat spawalniczy do spawania metodą MAG,
2) ustalić wstępnie parametry spawania,
3) dobrać sprzęt ochrony indywidualnej,
4) wypisać zagrożenia jakie mogą wystąpić podczas pracy,
5) zorganizować stanowisko pracy,
6) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
7) wykonać sczepianie,
8) wykonać spawanie,
9) ocenić jakość wykonanego połączenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Plan pracy
Rodzaj elektrody
Rodzaj spawarki (agregatu)
Sposób
zasilania
gazem
(butla, instalacja)
Prąd spawania
Sprzęt ochrony indywidualnej
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Oceń
jakość
wykonanego
połączenia
Wyposażenie stanowiska pracy:
–
sprzęt i środki ochrony indywidualnej i zbiorowej,
–
agregat spawalniczy do spawania metodą MAG,
–
2 blachy 50x200x15 ze stali zwykłej jakości,
–
instrukcja obsługi spawarki, dokumentacja techniczna,
–
literatura techniczna.
Ćwiczenie 3
Wykonaj napawanie wałka stalowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać elektrody, spawarkę, ustalić wstępnie parametry spawania,
2) dobrać sprzęt i środki ochrony indywidualnej i zbiorowej,
3) zorganizować stanowisko pracy,
4) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
5) wykonać napawanie,
6) ocenić jakość wykonanego napawania.
Plan pracy
Rodzaj elektrody
Rodzaj spawarki
Prąd spawania
Sprzęt ochrony indywidualnej,
Oceń
jakość
wykonanego
napawania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Wyposażenie stanowiska pracy:
–
sprzęt i środki ochrony indywidualnej i zbiorowej,
–
spawarka,
–
wałek do napawania,
–
elektrody, instrukcja obsługi spawarki, dokumentacja techniczna,
–
katalog elektrod,
–
literatura techniczna.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przygotować sprzęt do spawania i napawania łukowego?
2) przygotować materiał do spawania?
3) dobrać elektrodę, drut spawalniczy?
4) pospawać blachy spoiną doczołową metoda spawania elektrodą otuloną?
5) pospawać blachy spoiną pachwinową metodą MAG?
6) napawać części maszyn?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.4. Spawanie i cięcie gazowe
4.4.1. Materiał nauczania
Spawanie i cięcie gazowe
Spawanie gazowe jest metodą łączenia metali, w której nadtopienie brzegów łączonych
części i stopienie drutu spawalniczego dokonywane jest za pomocą płomienia wytwarzanego
przy spalaniu acetylenu w atmosferze czystego tlenu. Metoda ta jest stosowana do spawania
rur i blach oraz w pracach remontowych i pracach w terenie, gdzie nie ma źródła prądu
elektrycznego, jest przydatna również do spawania cienkościennych konstrukcji stalowych.
Cięcie gazowe jest szeroko stosowaną metodą cięcia stali niestopowych i niskostopowych
o grubości od kilku milimetrów do kilkunastu centymetrów. Proces cięcia polega na spalaniu
metalu w tlenie. Ciecie rozpoczyna się od nagrzewania miejsce cięcia do wysokiej temperatury.
Następnie rozkręca się zawór dostarczający dodatkowy tlen, który powoduje zapalenie się
metalu i wydmuchanie produktów spalania.
Do cięcia i spawania stosuje się tlen oraz gaz palny (do spawania acetylen, do cięcia
acetylen lub propan-butan). Gaz doprowadzany jest z butli, lub z instalacji przewodami
o rożnej średnicy i kolorze. Na butlach znajdują się reduktory do zredukowania ciśnienia
gazów. Przewody zakończone są palnikami o rożnej wielkości. Palniki do ciecia posiadają
dodatkowy zawór tlenowy, konieczny do zapalenia metalu i przedmuchania szczeliny cięcia.
Żłobienie jest procesem polegającym na wykonywaniu rowka w stali za pomocą płomienia
acetylenowo-tlenowego. Jest procesem bardzo podobnym do cięcia gazowego. Żłobienie
stosuje się do usuwania grani spoiny. Grań spoiny pogarsza wytrzymałość złącza, więc w
konstrukcjach odpowiedzialnych należy ja usunąć i w jej miejsce położyć pełną spoiną.
Jako sprzęt ochrony indywidualnej stosuje się ubranie ochronne, rękawice ochronne, buty
ochronne oraz okulary chroniące oczy.
Przygotowanie stanowiska do spawania gazowego polega na przygotowaniu butli
z tlenem i acetylenem, przygotowaniu drutu spawalniczego, przygotowaniu węży
spawalniczych i palnika oraz sprzętu ochrony indywidualnej. Wykonywania tego zadania
nauczysz się podczas ćwiczeń.
Przygotowanie stanowiska do cięcia gazowego jest podobne, jak w przypadku spawania
gazowego. Różnica polega na tym, że konieczny jest inny palnik oraz można stosować inny
gaz palny. Poza acetylenem może to być gaz propan-butan. Wykonywania tego zadania
nauczysz się podczas ćwiczeń.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega spawanie gazowe?
2. Jaki sprzęt stosuje się do spawania gazowego?
3. Na czym polega cięcie gazowe?
4. Na czym polega żłobienie?
5. W jakim celu stosuje się żłobienie?
6. Jak należy przygotować stanowisko do spawania gazowego?
7. Jak należy przygotować stanowisko do cięcia gazowego?
8. Jak należy przygotować stanowisko do żłobienia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.4.3. Ćwiczenia
Ćwiczenie 1
Pospawaj rurę stalową metodą spawania gazowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać sprzęt do spawania,
2) dobrać sprzęt ochrony indywidualnej,
3) wypisać zagrożenia jakie mogą wystąpić podczas pracy,
4) określić sposób przygotowania materiału do spawania,
5) zorganizować stanowisko pracy,
6) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
7) wykonać spawanie,
8) ocenić jakość wykonanego połączenia.
Plan pracy
Rodzaj sprzętu do spawania
Rodzaj drutu do spawania
Sprzęt ochrony indywidualnej
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Oceń
jakość
wykonanego
połączenia (wpisz wady jakie
posiada spoina)
Wyposażenie stanowiska pracy:
–
sprzęt ochrony indywidualnej potrzebny przy spawaniu,
–
sprzęt do spawania gazowego,
–
rury stalowe o średnicy od Φ20 do Φ 40,
–
instrukcja obsługi sprzętu do spawania gazowego,
–
literatura techniczna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Ćwiczenie 2
Pospawaj spoiną czołową próbki blach (200x50x2 mm, 200x50x4 mm, 200x50x8 mm).
Zastosuj spawanie gazowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać sprzęt do spawania,
2) dobrać sprzęt ochrony indywidualnej,
3) wypisać zagrożenia jakie mogą wystąpić podczas pracy,
4) przygotować próbki do spawania,
5) zorganizować stanowisko pracy,
6) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
7) wykonać spawanie,
8) ocenić jakość wykonanego połączenia.
Plan pracy
Rodzaj sprzętu do spawania
i żłobienia
Rodzaj drutu do spawania
Sprzęt ochrony indywidualnej
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Oceń
jakość
wykonanego
połączenia (wypisz wady jakie
posiadają spoiny)
Wyposażenie stanowiska pracy:
–
sprzęt ochrony indywidualnej potrzebny przy spawaniu,
–
sprzęt do spawania gazowego,
–
próbki blach (200x50x2 mm, 200x50x4 mm, 200x50x8 mm),
–
instrukcja obsługi sprzętu do spawania gazowego,
–
literatura techniczna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ćwiczenie 3
Przetnij blachę stalową o grubości od 10 do 20 mm metodą cięcia gazowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać sprzęt do spawania,
2) dobrać sprzęt ochrony indywidualnej,
3) wypisać zagrożenia jakie mogą wystąpić podczas pracy,
4) zorganizować stanowisko pracy,
5) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
6) wykonać cięcie,
7) ocenić jakość wykonanego cięcia.
Plan pracy
Rodzaj sprzętu do cięcia
Sprzęt ochrony indywidualnej
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Oceń
jakość
wykonanego
cięcia
Wyposażenie stanowiska pracy:
–
sprzęt ochrony indywidualnej potrzebny przy spawaniu,
–
sprzęt do cięcia gazowego,
–
blacha stalowa do ciecia,
–
instrukcja obsługi sprzętu do ciecia gazowego,
–
literatura techniczna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Ćwiczenie 4
Wykonaj żłobienie pospawanej metodą spawania łukowego próbki blachy 200x50x8 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać sprzęt do żłobienia,
2) dobrać sprzęt ochrony indywidualnej,
3) wypisać zagrożenia jakie mogą wystąpić podczas pracy,
4) zorganizować stanowisko pracy,
5) przedstawić nauczycielowi wypełnioną tabelę oraz przygotowane stanowisko,
6) wykonać żłobienie grani,
7) ocenić jakość wykonanego połączenia.
Plan pracy
Rodzaj sprzętu do żłobienia
Sprzęt ochrony indywidualnej
Zagrożenia,
jakie
mogą
wystąpić podczas pracy
Oceń
jakość
wykonanego
połączenia (wypisz wady jakie
posiadają spoiny)
Wyposażenie stanowiska pracy:
–
sprzęt ochrony indywidualnej,
–
sprzęt do cięcia gazowego,
–
próbka pospawanej blachy (200x100x8 mm),
–
instrukcja obsługi sprzętu do cięcia gazowego,
–
literatura techniczna.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przygotować sprzęt do spawania gazowego?
2) przygotować sprzęt do cięcia gazowego i żłobienia?
3) pospawać blachy spoiną czołową?
4) pospawać rurę metodą spawania gazowego?
5) przeciąć blachę metodą cięcia gazowego?
6) wykonać żłobienie grani spoiny?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.5. Ocena złączy spawanych
4.5.1. Materiał nauczania
Podczas spawania mogą powstać rożne wady spoin, które pogarszają jakość wykonanego
złącza. W skrajnych przypadkach całe złącze należy wycinać i spawać na nowo. Wszelkie
odstępstwa od wymagań i założonej jakości spoin nazywamy niezgodnościami. Niezgodności,
które eliminują spoinę (spawanie musi być poprawione) nazywamy wadami.
Niezgodności spawalnicze według kryterium ich usytuowania na złączu spawanym
dzielimy na:
–
zewnętrzne (powierzchniowe), które występują na powierzchni złącza spawanego,
–
wewnętrzne, które powstają wewnątrz złączy w czasie spawania lub po spawaniu i nie są
bezpośrednio dostępne,
–
kształtu.
W normie PN-EN ISO 6520-1 niezgodności spawalnicze, występujące w złączach
spawanych metali, podzielono na sześć grup:
–
pęknięcia,
–
pustki,
–
wtrącenia stałe,
–
przyklejenia i brak przetopu,
–
wady dotyczące kształtu,
–
inne wady spawalnicze.
Wykonane spoiny (szczególnie w odpowiedzialnych konstrukcjach) poddaje się kontroli.
Wykonywane kontrole można podzielić na: kontrolę wstępną, kontrolę w czasie spawania
i kontrolę końcową.
Kontrola wstępna (przygotowania) prac spawalniczych obejmuje:
–
sprawdzenie zgodności materiału podstawowego i materiałów pomocniczych z kartą
technologiczną lub instrukcją technologiczną spawania,
–
sprawdzenie przygotowania elementów do spawania: oczyszczenia, wymiarów, kształtu
ukosowania elementów oraz prawidłowości ich sczepienia.
Kontrola w czasie spawania obejmuje:
−
sprawdzenie zgodności parametrów spawania z kartami technologicznymi lub instrukcjami
technologicznymi spawania,
−
sprawdzenie przestrzegania kolejności układania spoin, sprawdzenie czyszczenia spoin.
Kontrola końcowa stwierdza zgodność wykonanych złączy spawanych:
–
z dokumentacją techniczną,
–
stosowanymi normami,
–
warunkami odbiorcy.
Podczas kontroli przeprowadza się badania spoin. Badania te możemy podzielić na
badania niszczące i badania nieniszczące.
Badania nieniszczące złączy spawanych obejmują:
–
badania wizualne,
–
badania szczelności,
–
badania penetracyjne,
–
badania radiograficzne,
–
badania magnetyczne,
–
badania ultradźwiękowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Badania niszczące złączy spawanych obejmują:
–
próbę łamania,
−
próbę zginania,
–
próbę udarności,
–
próbę rozciągania,
–
badania metalograficzne,
–
pomiary twardości.
Przy budowie okrętów wykonuje się na ogół badania nieniszczące.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak dzielą się niezgodności spawalnicze ze względu na kryterium ich usytuowania na
złączu spawanym?
2. Jak dzielą się niezgodności spawalnicze według normy PN-EN ISO 6520-1?
3. Jakie rodzaje kontroli przeprowadza się dla złącz spawanych?
4. Jaki zakres obejmuje kontrola wstępna?
5. Jaki zakres obejmuje kontrola w trakcie spawania?
6. Co ma na celu kontrola końcowa?
7. Jakie rodzaje badań spoin zaliczamy do nieniszczących?
8. Jakie rodzaje badań spoin zaliczamy do niszczących?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wynotuj i opisz rodzaje niezgodności spawalniczych określonych w normie
PN- EN 26520-1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować normę PN-EN 26520-1,
2) sporządzić na osobnym papierze tabelę zgodnie z zamieszczonym wzorem,
3) wypisać rodzaje niezgodności z tabeli zamieszczonej w normie,
4) przepisać opis niezgodności z tabeli zamieszczonej w normie,
5) przeanalizować szkice niezgodności z tabeli zamieszczonej w normie.
Określenie niezgodności
Opis niezgodności
Liczba
wierszy
w
tabeli
powinna być zgodna z liczbą
niezgodności określonych w
normie.
Wyposażenie stanowiska pracy:
−
norma PN-EN 26520–1.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Ćwiczenie 2
Określ przyczyny powstawania i sposoby zapobiegania wadom spawalniczym (skorzystaj z
literatury). Następnie zaproponuj sposób ich usunięcia (skorzystaj z literatury).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować literaturę (Mizerski J.: Spawanie. Wiadomości podstawowe. Podręcznik dla
spawaczy i personelu nadzoru spawalniczego. REA, Warszawa 2005),
2) wypisać w tabeli (na podstawie literatury) przyczyny powstawania wad,
3) wypisać w tabeli (na podstawie literatury) sposoby zapobiegania wadom,
4) zaproponować (na podstawie literatury), sposób naprawy wady,
5) porównać tabele z tabelami kolegów.
Rodzaj wady
Przyczyny
powstawania
Sposób zapobiegania
Sposób naprawy wady
Brak przetopu
Pory
Porowatość grani
Otwarte
wgłębienie
w kraterze
Przyklejenia
Mikroprzyklejenia
Przypalenie
Niewłaściwy brzeg
Wklęśniecie grani
Nadmierny przetop
Nadmierny nadlew
Pęknięcia
zewnętrzne
Krater
Mikropęknięcia
Pęcherze
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Przesunięcie
kątowe
Niedostateczna
grubość spoiny
Przepalenia
Ślad zajarzenia
Rozprysk
Wtrącenia stałe
Wyposażenie stanowiska pracy:
−
literatura podana w poradniku.
Ćwiczenie 3
Wykonaj naprawę złącza spawanego poprzez usuniecie spoiny i położenie nowej.
Przyjmij, że wykonane we wcześniejszym ćwiczeniu złącze spawane posiada wady
spawalnicze.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać materiały i agregat spawalniczy do spawania,
3) przygotować szlifierkę kątową,
4) dobrać sprzęt ochrony indywidualnej do szlifowania i spawania,
5) wyciąć spoinę szlifierką kątową,
6) wykonać spawanie,
7) ocenić jakość wykonanego połączenia.
Wyposażenie stanowiska pracy:
–
sprzęt i środki ochrony indywidualnej i zbiorowej,
–
agregat spawalniczy do spawania metodą MAG,
–
szlifierka kątowa,
–
złącze teowe 50x200x15.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić różnicę pomiędzy niezgodnością a wadą spawalniczą?
2) rozpoznać niezgodności spawalnicze?
3) określić przyczyny powstawania niezgodności spawalniczych?
4) określić możliwą przyczynę powstania niezgodności spawalniczej?
5) zaproponować sposób naprawy wady spawalniczej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Udzielaj odpowiedzi na załączonej karcie odpowiedzi.
5. W przypadku odpowiedzi zbliżonych wybierz tę, która wydaje ci się najlepsza.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci czas wolny.
8. Na rozwiązanie testu masz 60 minut
Powodzenia!
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
ZESTAW ZADAŃ TESTOWYCH
1. Do połączeń spajanych zaliczamy
a) spawanie, lutowanie, zaklepywanie.
b) lutowanie twarde, lutowanie miękkie, spajanie zgrzewalne.
c) lutowanie, zgrzewanie, spawanie.
d) spawanie elektryczne i spawanie gazowe.
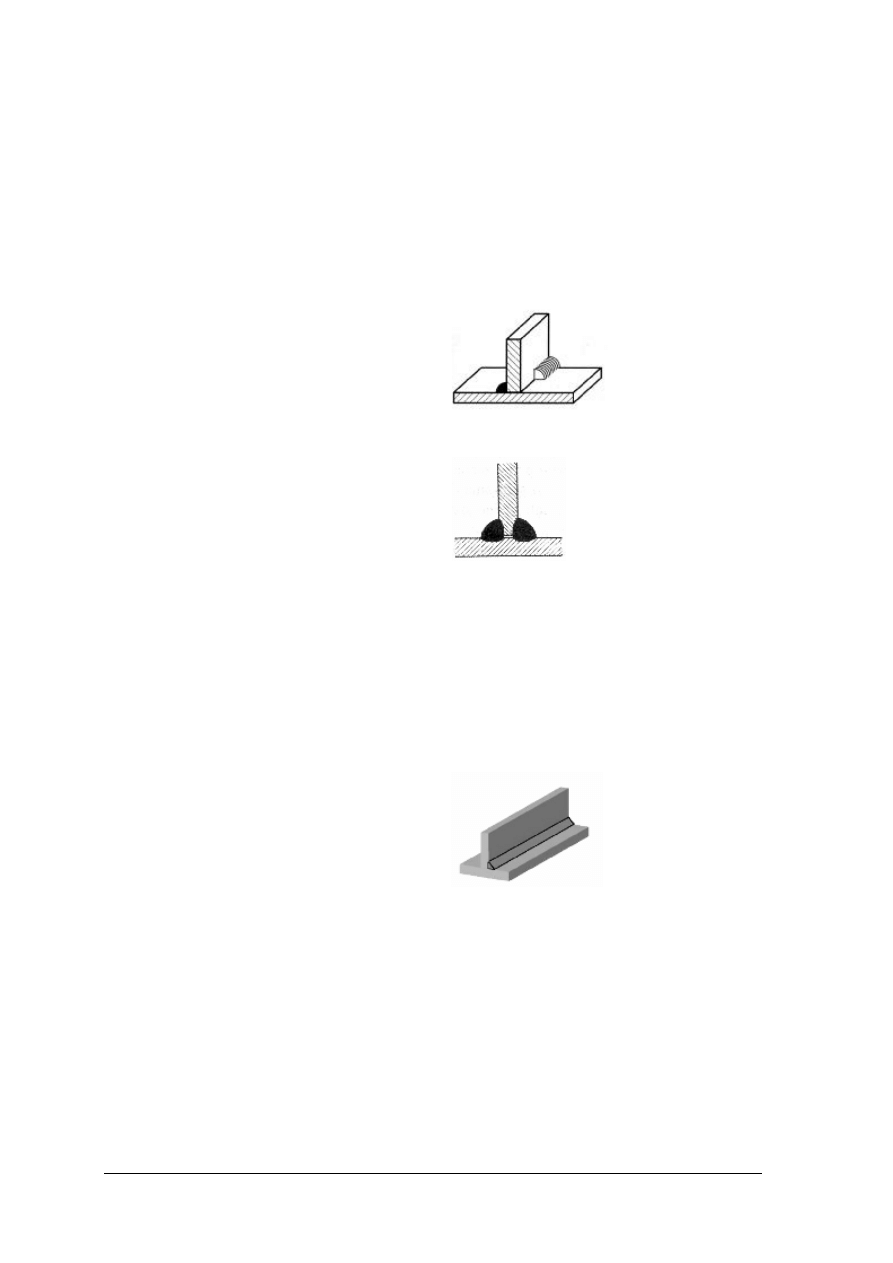
2. Przedstawione złącze zaliczamy do złączy
a) doczołowych.
b) teowych.
c) narożnych.
d) przylgowych.
3. Przedstawiona spoina nosi nazwę spoiny
a) czołowej.
b) grzbietowej.
c) pachwinowej.
d) teowej.
4. Spawanie elektryczne łukowe dzieli się na
a) spawanie elektrodą otuloną, spawanie w osłonie gazu obojętnego, spawanie w osłonie
gazu aktywnego, spawanie w osłonie gazu obojętnego elektrodą nietopliwą.
b) spawanie elektrodą otuloną, spawanie MIG, spawanie MAG, spawanie TAG.
c) spawanie MIG, spawanie MAG, spawanie elektrodą węglową.
d) spawanie elektrodą otuloną, spawanie gazowe acetylenem, spawanie gazowe gazem
propan butan.
5. Przedstawiona pozycja spawania nosi nazwę
a) pogórnej.
b) podolnej.
c) nabocznej.
d) podłogowej.
6. Spawanie elektrodą otuloną jest procesem
a) w którym trwałe połączenie uzyskuje się przez stopienie łukiem elektrycznym topliwej
elektrody otulonej i materiału spawanego.
b) w którym spoina powstaje na skutek stopienia otuliny.
c) w którym elektroda topi się pod wpływem ciepła wydzielanego przez otulinę.
d) w którym trwałe połączenie uzyskuje się przez stopienie łukiem elektrycznym otuliny
i materiału spawanego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
7. Przy metodzie spawania MIG
a) spoina chroniona jest przez dwutlenek węgla.
b) spoina chroniona jest przez otulinę.
c) spoina chroniona jest przez argon.
d) spoina chroniona jest przez łuk elektryczny wytwarzany z argonu.
8. Przy metodzie spawania MAG
a) spoina chroniona jest przez dwutlenek węgla.
b) spoina chroniona jest przez otulinę.
c) spoina chroniona jest przez argon.
d) spoina chroniona jest przez łuk elektryczny wytwarzany z argonu.
9. Przy metodzie TIG elektroda wytwarzająca łuk elektryczny
a) pokryta jest otuliną chroniącą ją przed stopieniem się.
b) wykonana jest z wolframu.
c) wykonana jest z tytanu.
d) nie jest stosowana.
10. Spośród niżej wymienionych urządzeń i materiałów
A. Butla z tlenem.
B. Butla z acetylenem.
C. Butla z propanem butanem.
D. Spawarka.
E. Palnik do spawania.
F. Palnik do cięcia.
G. Węże.
H. Elektrody otulone.
I. Boraks.
do spawania gazowego konieczne są
a) A, C, D, E.
b) A, B, E, G.
c) A, C, E, H.
d) A, B, E, G, I.
11. Konieczny zestaw urządzeń i materiałów (z wymienionych poniżej)
A. Butla z tlenem.
B. Butla z acetylenem.
C. Butla z propanem butanem.
D. Spawarka.
E. Palnik do spawania.
F. Palnik do cięcia.
G. Węże.
H. Elektrody otulone.
I. Boraks.
do cięcia gazowego, to
a) A, C, D, F.
b) A, B, E, G.
c) A, C, F, G.
d) A, B, E, G, I.
12. Blachę o grubości 1mm należy przygotować do spawania w sposób pokazany na rysunku
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
13. Blachę o grubości 15 mm należy przygotować do spawania w sposób pokazany na
rysunku
a)
b)
c)
d)
14. Napawanie elektryczne można, między innymi, zastosować do
a) wypełnienia szczeliny przy spawaniu blach grubych.
b) wypełnienia szczeliny pomiędzy spawanymi kształtownikami.
c) naprawy dziurawej rury stalowej.
d) naprawy zużytego czopa wału maszynowego.
15. Przedstawiona na rysunkach wada spawalnicza to
a) porowatość i zwęglenie.
b) pęcherze i przyklejenia.
c) wtrącenia i pęknięcia.
d) pęcherze i wtrącenia.
16. Niezgodności spawalnicze według kryterium ich usytuowania na złączu spawanym
dzielimy na
a) zewnętrzne i wewnętrzne.
b) zewnętrzne, wewnętrzne i mieszane.
c) zewnętrzne, wewnętrzne i kształtu.
d) kształtu i położenia.
17. Kontrola końcowa złączy spawanych ma na celu
a) stwierdzenie zgodność wykonanych złączy spawanych z dokumentacją techniczną,
stosowanymi normami, warunkami odbiorcy.
b) poprawę jakości wykonanych złączy spawanych.
c) przyjęcie złączy do eksploatacji.
d) sprawdzenie kwalifikacji spawacza.
18. Przy badaniu spoin w przemyśle stoczniowym najczęściej stosuje się miedzy innymi
następujące rodzaje badania spoin
a) próbę łamania, pomiary twardości, badania szczelności.
b) badania wizualne, próbę udarności, pomiary twardości.
c) badania wizualne, badania penetracyjne, badania ultradźwiękowe.
d) próbę rozciągania, badania ultradźwiękowe, badania magnetyczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
19. Proces polegający na wycięciu grani za pomocą palnika acetylenowo-tlenowego nazywa
się
a) rowkowaniem grani.
b) wypalaniem grani.
c) podtopem.
d) żłobieniem.
20. Do ochrony twarzy i oczu przy spawaniu łukowym służą
a) maska spawalnicza lub okulary ochronne.
b) tarcza lub przyłbica spawalnicza.
c) gogle spawalnicze.
d) kotara spawalnicza.
21. Do ochrony oczu przy spawaniu gazowym służy
a) maska spawalnicza.
b) tarcza lub przyłbica spawalnicza.
c) gogle spawalnicze.
d) kotara spawalnicza.
22. Spawać wewnątrz zbiornika stalowego można, gdy
a) wydano polecenie pisemne, przeprowadzono instruktaż, przygotowano miejsce pracy,
zapewniono specjalny nadzór.
b) wydano polecenie, zalano zbiornik wodą, zapewniono specjalny nadzór.
c) wydano polecenie pisemne i zapewniono specjalny nadzór.
d) wymontuje się zbiornik i przeniesie do spawalni.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie połączeń spawanych
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
6. LITERATURA
1. Czerwiński W., Czerwiński J.: Poradnik ślusarza. WNT, Warszawa 1989
2. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP, Warszawa
2006
3. Hillar L., Jarmoszuk St.: Ślusarstwo i spawalnictwo. WSiP, Warszawa 1992
4. Misiur L.: Spawanie gazowe i elektryczne. WSiP, Warszawa 1991
5. Mizerski J.: Spawanie. Wiadomości podstawowe. Podręcznik dla spawaczy i personelu
nadzoru spawalniczego. REA, Warszawa 2005
6. Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2006
Wyszukiwarka
Podobne podstrony:
monter kadlubow okretowych 721[02] o1 07 n
monter kadlubow okretowych 721[02] o1 07 u
monter kadlubow okretowych 721[02] o1 07 n
monter kadlubow okretowych 721[02] o1 03 n
monter kadlubow okretowych 721[02] o1 04 n
monter kadlubow okretowych 721[02] o1 03 u
monter kadlubow okretowych 721[02] o1 01 u
monter kadlubow okretowych 721[02] o1 06 u
monter kadlubow okretowych 721[02] o1 05 n
monter kadlubow okretowych 721[02] o1 02 n
monter kadlubow okretowych 721[02] o1 06 n
monter kadlubow okretowych 721[02] o1 05 u
monter kadlubow okretowych 721[02] o1 01 n
monter kadlubow okretowych 721[02] o1 03 n
monter kadlubow okretowych 721[02] o1 01 n
monter kadlubow okretowych 721[02] o1 03 n
monter kadlubow okretowych 721[02] o1 02 u
monter kadlubow okretowych 721[02] o1 01 u
więcej podobnych podstron