Katedra i Zakład Protetyki Stomatologicznej
Katedra i Zakład Protetyki Stomatologicznej
z Pracownią Implantologii Stomatologicznej
z Pracownią Implantologii Stomatologicznej
i Pracownią Zaburzeń Czynnościowych Narządu
i Pracownią Zaburzeń Czynnościowych Narządu
Żucia UM w Lublinie
Żucia UM w Lublinie
Ćwiczenia z materiałoznawstwa
Ćwiczenia z materiałoznawstwa
stomatologicznego
stomatologicznego
I rok/II sem.
I rok/II sem.
Ćwiczenie 5
Ćwiczenie 5
Opracowanie: dr n. med. Iwona Kuroń-Opalińska
Opracowanie: dr n. med. Iwona Kuroń-Opalińska
dr n. med.Beata Piórkowska-Skrabucha
dr n. med.Beata Piórkowska-Skrabucha
Temat
Temat
Materiały ścierne, polerownicze,
Materiały ścierne, polerownicze,
izolacyjne.
izolacyjne.
Masy osłaniające (ogniotrwałe).
Masy osłaniające (ogniotrwałe).
Erkopress - technika tłoczenia
Erkopress - technika tłoczenia
wgłębnego.
wgłębnego.
Pokaz
Pokaz
: technika wykonanie łyżki
: technika wykonanie łyżki
indywidualnej (lub szyny do
indywidualnej (lub szyny do
wybielania) w Erkopressie, obróbka
wybielania) w Erkopressie, obróbka
mechaniczna tworzywa akrylowego.
mechaniczna tworzywa akrylowego.

Materiały izolacyjne
Materiały izolacyjne
Do gipsu: wodny roztwór szkła wodnego,
Do gipsu: wodny roztwór szkła wodnego,
wodny roztwór mydła, woda, materiały
wodny roztwór mydła, woda, materiały
izolacyjne błonotwórcze (na bazie kazeiny,
izolacyjne błonotwórcze (na bazie kazeiny,
soli kwasu alginowego, silikonowe), oliwa,
soli kwasu alginowego, silikonowe), oliwa,
wazelina. Służą do izolacji form gipsowych
wazelina. Służą do izolacji form gipsowych
przed polimeryzacją masy akrylowej.
przed polimeryzacją masy akrylowej.
Do metali o jednakowej strukturze
Do metali o jednakowej strukturze
krystalicznej: talk, sadze, tlenki tych
krystalicznej: talk, sadze, tlenki tych
samych metali, sproszkowana kreda, oliwa
samych metali, sproszkowana kreda, oliwa
Materiały izolacyjne
Materiały izolacyjne
Do gipsu: wodny roztwór szkła wodnego,
Do gipsu: wodny roztwór szkła wodnego,
wodny roztwór mydła, woda, materiały
wodny roztwór mydła, woda, materiały
izolacyjne błonotwórcze (na bazie kazeiny,
izolacyjne błonotwórcze (na bazie kazeiny,
soli kwasu alginowego, silikonowe), oliwa,
soli kwasu alginowego, silikonowe), oliwa,
wazelina. Służą do izolacji form gipsowych
wazelina. Służą do izolacji form gipsowych
przed polimeryzacją masy akrylowej.
przed polimeryzacją masy akrylowej.
Do metali o jednakowej strukturze
Do metali o jednakowej strukturze
krystalicznej: talk, sadze, tlenki tych
krystalicznej: talk, sadze, tlenki tych
samych metali, sproszkowana kreda, oliwa
samych metali, sproszkowana kreda, oliwa
Materiały izolacyjne
Materiały izolacyjne
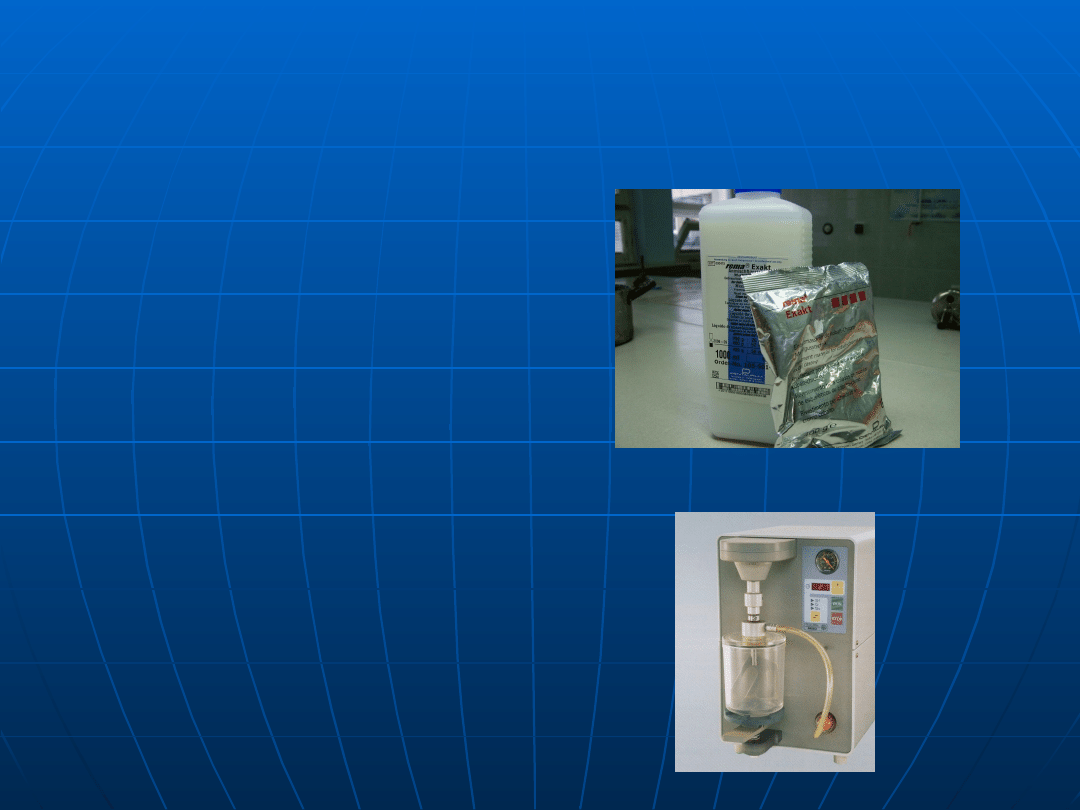
Płyn izolacyjny (Izo-Sol)
Płyn izolacyjny (Izo-Sol)
Tworzy bardzo cienką i gładką błonę co
Tworzy bardzo cienką i gładką błonę co
gwarantuje maksymalną wierność
gwarantuje maksymalną wierność
odwzorowania
odwzorowania
Może być stosowany do izolowania gipsu od
Może być stosowany do izolowania gipsu od
żywic akrylowych i gipsu od gipsu
żywic akrylowych i gipsu od gipsu
Bardzo dobra adhezja do gipsu
Bardzo dobra adhezja do gipsu
Duża wydajność - już niewielka ilość preparatu
Duża wydajność - już niewielka ilość preparatu
zapewnia skuteczną izolację
zapewnia skuteczną izolację
Właściwości bakteriostatyczne i bakteriobójcze
Właściwości bakteriostatyczne i bakteriobójcze
Odpowiednia konsystencja zapewniająca
Odpowiednia konsystencja zapewniająca
łatwość rozprowadzania
łatwość rozprowadzania
Skład wolny od substancji toksycznych
Skład wolny od substancji toksycznych

Materiały ścierne i
Materiały ścierne i
polerownicze
polerownicze
Wszystkie uzupełnienia protetyczne powinny mieć
Wszystkie uzupełnienia protetyczne powinny mieć
gładką powierzchnię niezależnie od zastosowanego
gładką powierzchnię niezależnie od zastosowanego
materiału, co ułatwia adaptację do protezy,
materiału, co ułatwia adaptację do protezy,
utrzymanie prawidłowej higieny, zapobiega
utrzymanie prawidłowej higieny, zapobiega
drażnieniu tkanej jamy ustnej. Usuwanie
drażnieniu tkanej jamy ustnej. Usuwanie
nadmiaru materiału i wygładzanie szorstkiej
nadmiaru materiału i wygładzanie szorstkiej
powierzchni możliwe jest dzięki procesom skrawania,
powierzchni możliwe jest dzięki procesom skrawania,
ścierania i polerowania.
ścierania i polerowania.
Szlifowanie (rodzaj skrawania) – to zbieranie
Szlifowanie (rodzaj skrawania) – to zbieranie
nadmiaru materiału frezami (produkowane są z
nadmiaru materiału frezami (produkowane są z
twardych stopów stali lub spiekanego węglika
twardych stopów stali lub spiekanego węglika
wolframu.
wolframu.
Ścieranie – obróbka mechaniczna z utratą materiału
Ścieranie – obróbka mechaniczna z utratą materiału
poprzez działanie na opracowywana powierzchnię
poprzez działanie na opracowywana powierzchnię
twardych i ostrych cząstek materiału ściernego
twardych i ostrych cząstek materiału ściernego
(abrazja). Ćząsteczki materiału ściernego muszą być
(abrazja). Ćząsteczki materiału ściernego muszą być
twardsze od obrabianej powierzchni.
twardsze od obrabianej powierzchni.

Diament – najtwardszy materiał ścierny
Diament – najtwardszy materiał ścierny
(10 wg skali Mohsa)
(10 wg skali Mohsa)
Karborund (9,6 wg skali Mohsa)
Karborund (9,6 wg skali Mohsa)
Korund (9 wg skali Mohsa)
Korund (9 wg skali Mohsa)
Szmergiel (8 wg skali Mohsa)
Szmergiel (8 wg skali Mohsa)
Piasek
Piasek
Pumeks
Pumeks
Materiały ścierne mogą występować w formie
Materiały ścierne mogą występować w formie
zlepionej (kamienie, tarcze, gumki) lub jako pasty
zlepionej (kamienie, tarcze, gumki) lub jako pasty
lub zawiesiny (po zmieszaniu z wodą, gliceryną).
lub zawiesiny (po zmieszaniu z wodą, gliceryną).
Materiały ścierne
Materiały ścierne
Materiały polerownicze
Materiały polerownicze
Polerowanie jest procesem, który
Polerowanie jest procesem, który
zmniejsza i spłyca nieregularności
zmniejsza i spłyca nieregularności
i zarysowania powierzchni. Środkami do
i zarysowania powierzchni. Środkami do
polerowania są materiały bardziej miękkie
polerowania są materiały bardziej miękkie
od materiału polerowanego.
od materiału polerowanego.
Polerowanie zwiększa odporność materiału
Polerowanie zwiększa odporność materiału
na wpływy chemiczne, poprawia wygląd
na wpływy chemiczne, poprawia wygląd
estetyczny i sprzyja utrzymaniu higieny.
estetyczny i sprzyja utrzymaniu higieny.
Materiały do polerowania to: kreda, pasty
Materiały do polerowania to: kreda, pasty
polerownicze, pumeks
polerownicze, pumeks

Materiały polerownicze
Materiały polerownicze
Pasty do polerowania składają się z:
Pasty do polerowania składają się z:
substancji podstawowej – ściernej
substancji podstawowej – ściernej
oraz substancji wiążącej
oraz substancji wiążącej
Dzieli się je na: 1.- zwykłe do czysto
Dzieli się je na: 1.- zwykłe do czysto
mechanicznego wygładzania
mechanicznego wygładzania
powierzchni; 2. - chemicznie czynne
powierzchni; 2. - chemicznie czynne
(oprócz działania mechanicznego,
(oprócz działania mechanicznego,
przyspieszają proces polerowania
przyspieszają proces polerowania
Materiały ścierne, polerownicze
Materiały ścierne, polerownicze
Materiał do prac
polerskich w pracowni
techniczno -
dentystycznej.
Przeznaczony do
obróbki powierzchni
protez (polerowanie
elementów
akrylowych). Zawiera
środki
bakteriostatyczne.
Pumeks 0,2 (gruba
ziarnistość)
Pumeks 0,5 (średnia
ziarnistość)
Pumeks 0,6 (drobna
ziarnistość)
Materiały
Materiały
polerownicze
polerownicze
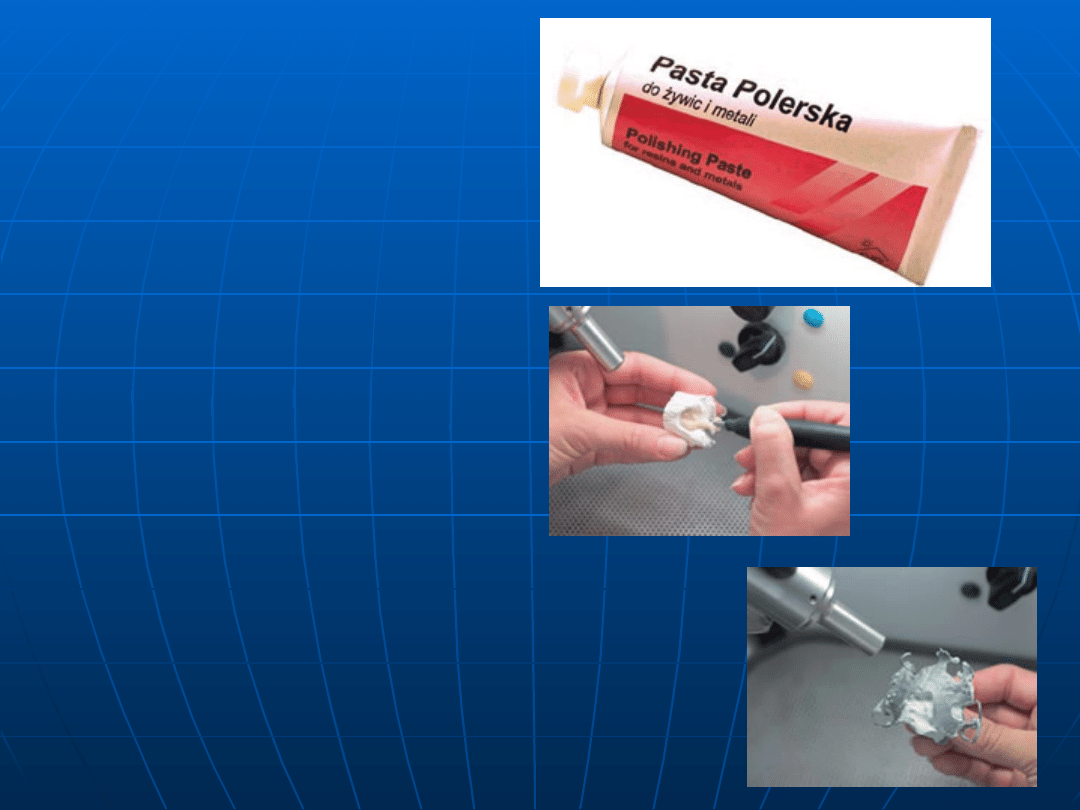
Pasta to zawiesina
nieorganicznych substancji o
subtelnie zróżnicowanej
granulacji, co zapewnia efektywne
wygładzenie powierzchni bez
zarysowań - daje gładką
błyszczącą powierzchnię
Charakteryzuje się dobrą
przyczepnością do polerowanej
powierzchni, nie spływa w czasie
obróbki. Jest łatwa do usunięcia za
pomocą strumienia wody po
zakończeniu polerowania
Właściwa wilgotność - nie wysycha
w czasie obróbki
Nie zawiera substancji
toksycznych
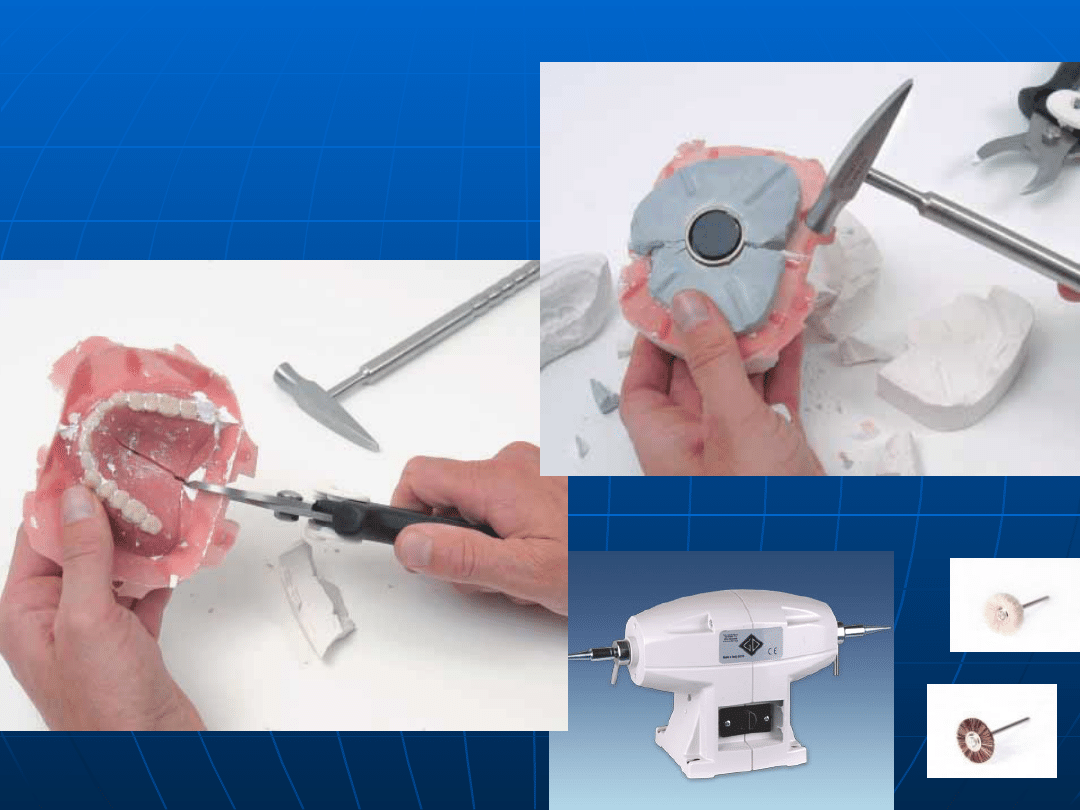
Opracowanie tworzywa
Opracowanie tworzywa
akrylowego
akrylowego
Usunięcie nadmiaru materiału
Usunięcie nadmiaru materiału
frezami, gumkami silikonowymi itp.
frezami, gumkami silikonowymi itp.
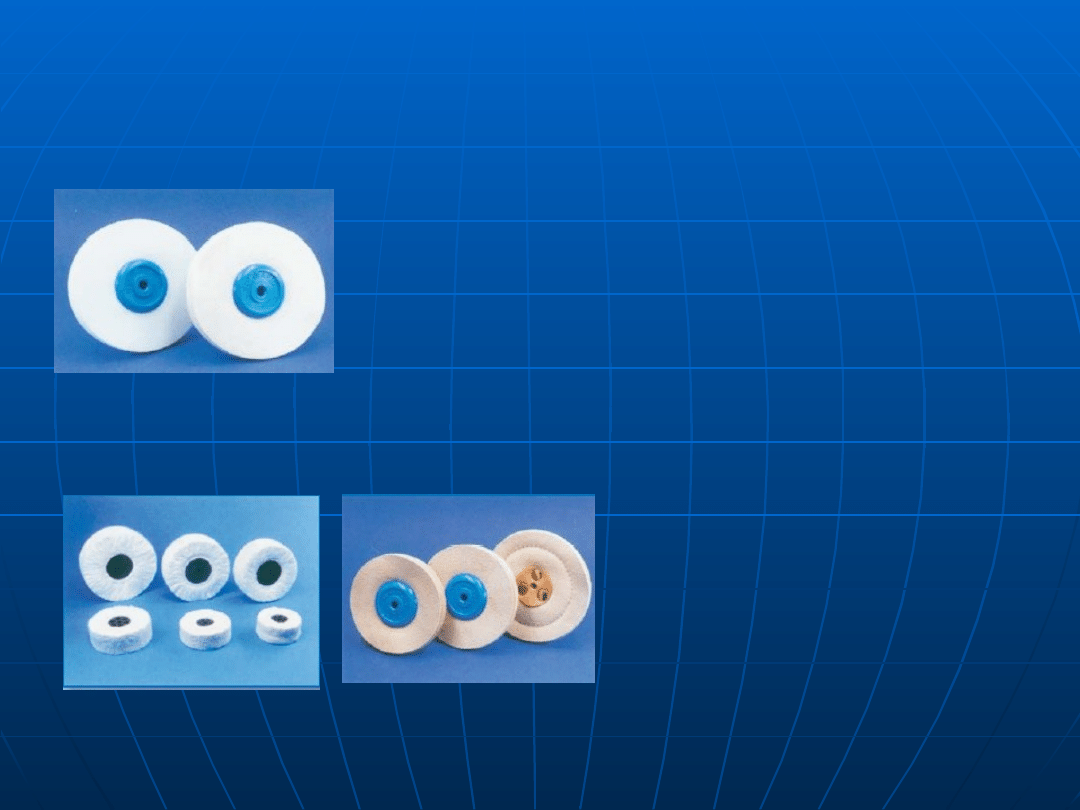
Papka pumeksowa w zawiesinie
Papka pumeksowa w zawiesinie
wodnej (za pomocą szczotek,
wodnej (za pomocą szczotek,
krążków filcowych montowanych na
krążków filcowych montowanych na
polerce)
polerce)
Pasty polerskie z użyciem
Pasty polerskie z użyciem
bawełnianych krążków montowanych
bawełnianych krążków montowanych
na polerce
na polerce
Opracowanie
Opracowanie
tworzywa
tworzywa
akrylowego
akrylowego
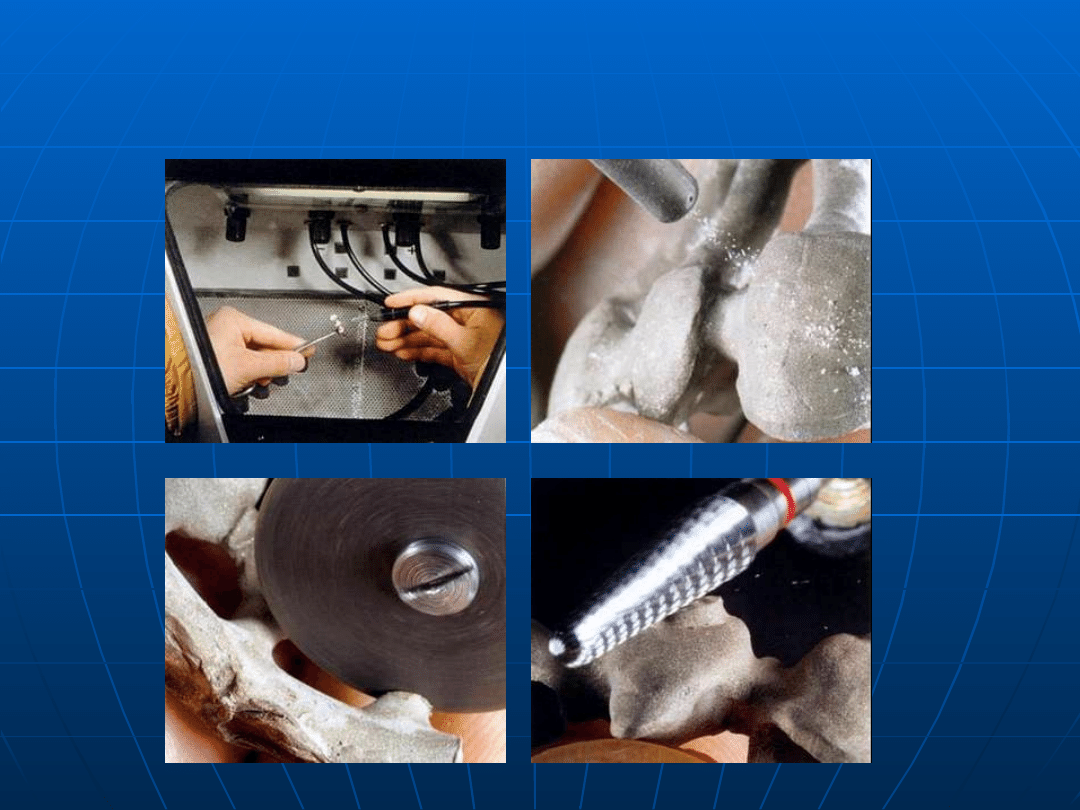
Opracowanie odlewów
Opracowanie odlewów
metalowych
metalowych
Usunięcie resztek
Usunięcie resztek
masy ogniotrwałej
masy ogniotrwałej
z
z
powierzchni odlewu (piaskowanie w piaskarce
powierzchni odlewu (piaskowanie w piaskarce
technicznej – ziarna tlenku glinu o wielkości ok.
technicznej – ziarna tlenku glinu o wielkości ok.
250
250
μ
μ
m uderzają z dużą prędkością)
m uderzają z dużą prędkością)
Odcięcie kanałów odlewniczych tarczami
Odcięcie kanałów odlewniczych tarczami
karborundowymi
karborundowymi
Usunięcie nadmiaru materiału i wyrównanie
Usunięcie nadmiaru materiału i wyrównanie
powierzchni frezami do metalu i kamieniami
powierzchni frezami do metalu i kamieniami
karborundowymi
karborundowymi
Polerowanie gumkami, pastami polerskimi
Polerowanie gumkami, pastami polerskimi
Niektóre odlewy mają kształt uniemożliwiający
Niektóre odlewy mają kształt uniemożliwiający
dokładne polerowanie np. protezy szkieletowe
dokładne polerowanie np. protezy szkieletowe
→ polerowanie elektrolityczne
→ polerowanie elektrolityczne
Opracowanie odlewów
Opracowanie odlewów
metalowych
metalowych
by dr Paweł Mieszkowski
by dr Paweł Mieszkowski

piaskarki
piaskarki

Polerowanie elektrolityczne
Polerowanie elektrolityczne
Zwane również polerowaniem anodowym –jest to zespół
Zwane również polerowaniem anodowym –jest to zespół
zjawisk przebiegających na anodzie (odlewie) na skutek
zjawisk przebiegających na anodzie (odlewie) na skutek
przepływu prądu elektrycznego przez elektrolit, silnej
przepływu prądu elektrycznego przez elektrolit, silnej
polaryzacji i odpowiedniego rozkładu gęstości prądu. W
polaryzacji i odpowiedniego rozkładu gęstości prądu. W
wyniku tego procesu następuje rozpuszczenie wierzchołków
wyniku tego procesu następuje rozpuszczenie wierzchołków
nierówności (od 1 do 3 µm) powierzchni anody (odlewu) i
nierówności (od 1 do 3 µm) powierzchni anody (odlewu) i
wygładzenie powierzchni. Proces trwa ok. 5-10 minut
wygładzenie powierzchni. Proces trwa ok. 5-10 minut
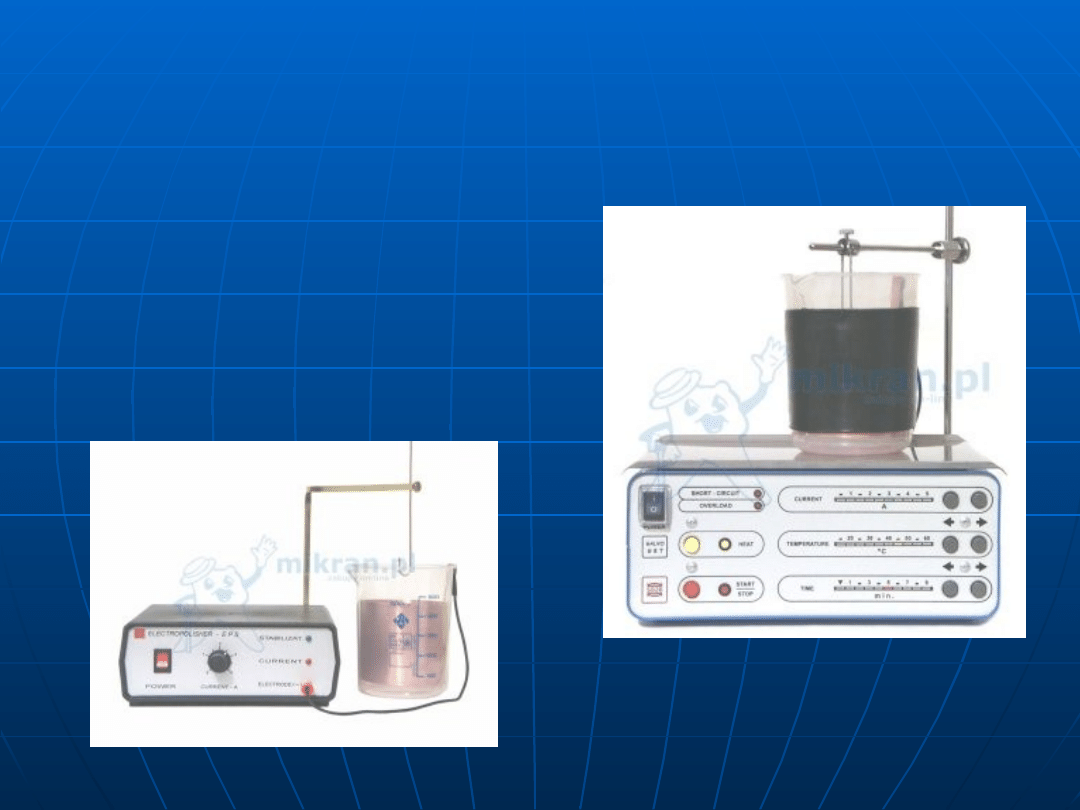
Urządzenie do polerowania elektrolitycznego składa się z
Urządzenie do polerowania elektrolitycznego składa się z
naczynia do kąpieli elektrolitycznych, prostownika oraz
naczynia do kąpieli elektrolitycznych, prostownika oraz
trzymadeł anody i cylindra katody. Elektrolit powinien być
trzymadeł anody i cylindra katody. Elektrolit powinien być
dobrany ściśle wg zaleceń producenta dla stopu. W jego
dobrany ściśle wg zaleceń producenta dla stopu. W jego
skąd wchodzą silne kwasy np. siarkowy czy ortofosforowy.
skąd wchodzą silne kwasy np. siarkowy czy ortofosforowy.
Katoda jest zwykle płytka miedziana. Naczynie z
Katoda jest zwykle płytka miedziana. Naczynie z
elektrolitem umieszczane jest w zbiorniku z podgrzewaną
elektrolitem umieszczane jest w zbiorniku z podgrzewaną
wodą. W elektrolicie jest mieszadło mechaniczne
wodą. W elektrolicie jest mieszadło mechaniczne
zapewniające równomierne polerowanie powierzchni anody
zapewniające równomierne polerowanie powierzchni anody
oraz zapobiegające pasywacji.
oraz zapobiegające pasywacji.

Polerowanie elektrolityczne
Polerowanie elektrolityczne
Czynniki wpływające na przebieg
Czynniki wpływające na przebieg
procesu: skład i temperatura elektrolitu,
procesu: skład i temperatura elektrolitu,
warunki prądu, mieszanie elektrolitu,
warunki prądu, mieszanie elektrolitu,
czas trwania procesu, stopień obróbki
czas trwania procesu, stopień obróbki
przygotowawczej
przygotowawczej
Zalety : szybkość, łatwość procesu,
Zalety : szybkość, łatwość procesu,
wyeliminowanie możliwości powstania
wyeliminowanie możliwości powstania
odkształceń wywołanych obróbką
odkształceń wywołanych obróbką
mechaniczną
mechaniczną
Wady: duża różnorodność warunków
Wady: duża różnorodność warunków
polerowania, konieczność zachowania
polerowania, konieczność zachowania
stałości składu elektrolitu, możliwość
stałości składu elektrolitu, możliwość
korozji punktowej
korozji punktowej
Polerowanie elektrolityczne
Polerowanie elektrolityczne

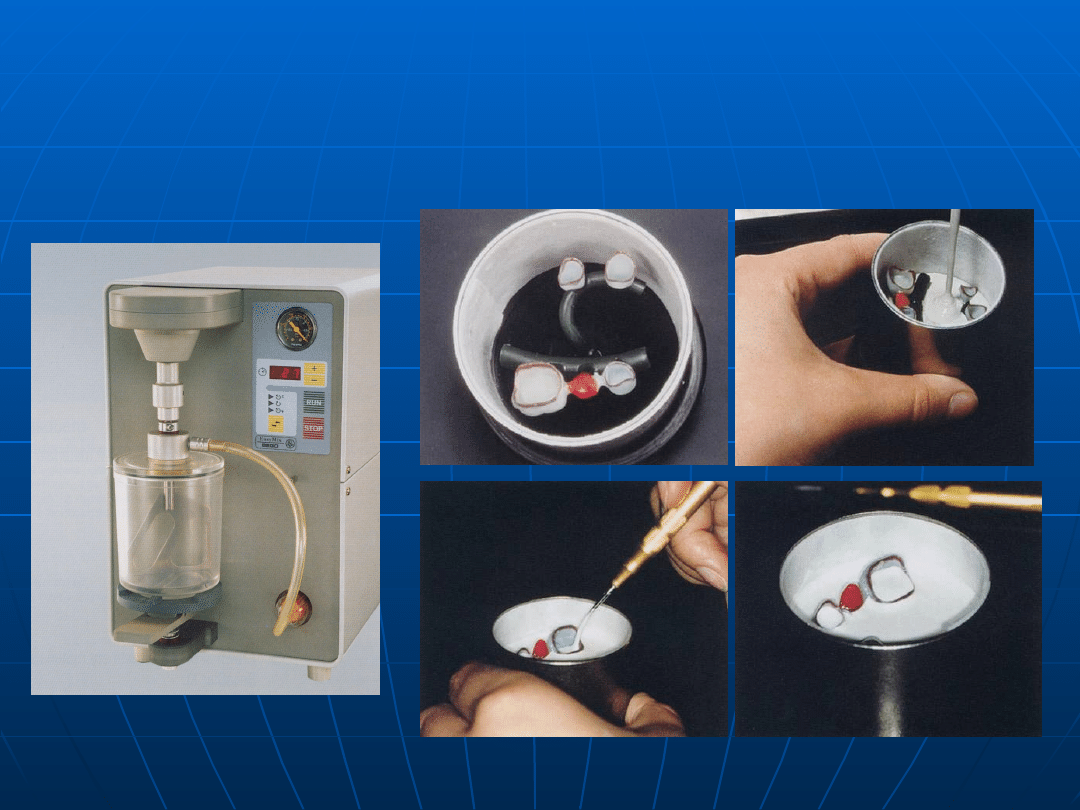
Masy osłaniające
Masy osłaniające
(ogniotrwałe)
(ogniotrwałe)
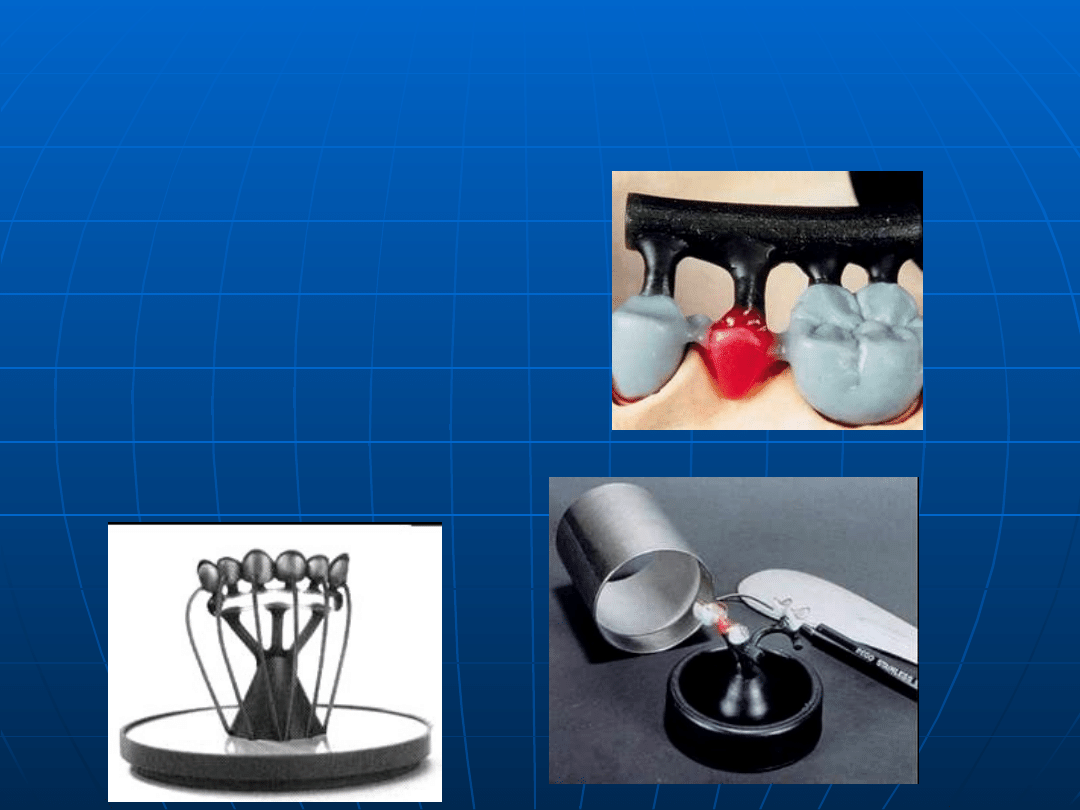
Masy osłaniające używane są w technice
Masy osłaniające używane są w technice
dentystycznej do sporządzania form
dentystycznej do sporządzania form
odlewniczych w procesie odlewania metali i ich
odlewniczych w procesie odlewania metali i ich
stopów, do sporządzania modeli powielanych
stopów, do sporządzania modeli powielanych
oraz do lutowania (a właściwie do
oraz do lutowania (a właściwie do
unieruchomienia metalowych części protez przed
unieruchomienia metalowych części protez przed
ich zlutowaniem).
ich zlutowaniem).
Masy osłaniające
Masy osłaniające
(ogniotrwałe)
(ogniotrwałe)
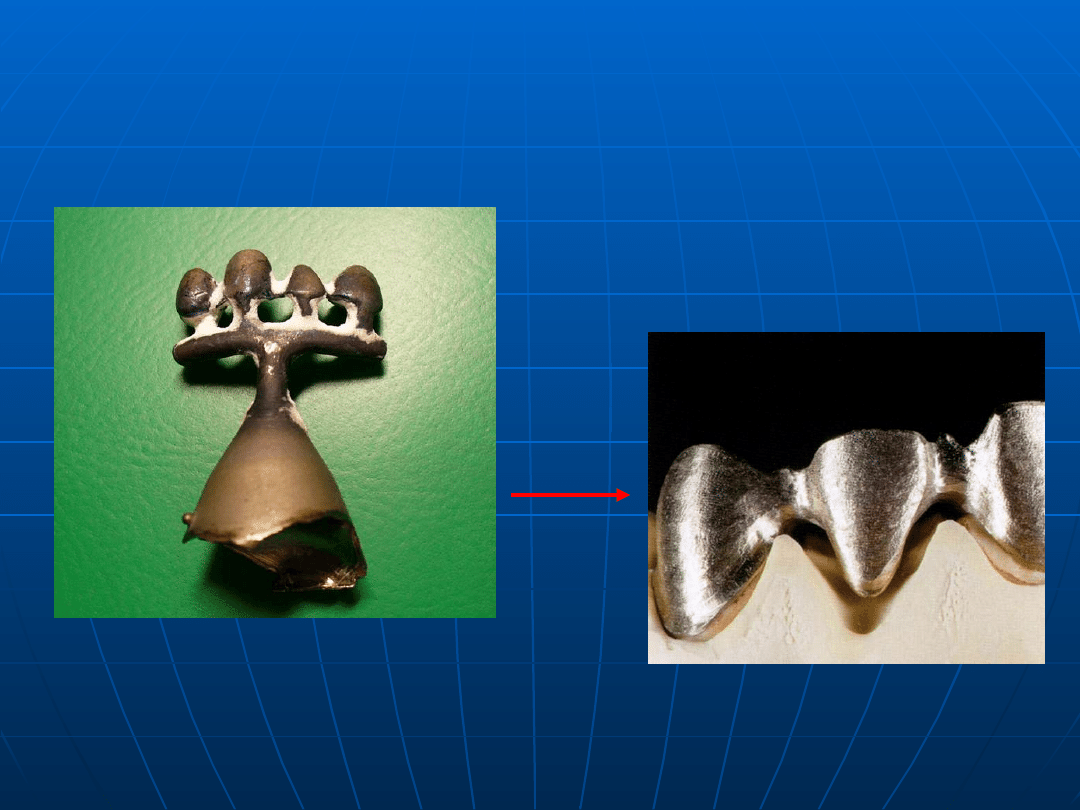
W masach tych są
W masach tych są
zatapiane (wykonane
zatapiane (wykonane
wcześniej z wosku i
wcześniej z wosku i
umieszczone na stożkach
umieszczone na stożkach
odlewniczych w
odlewniczych w
pierścieniu) woskowe
pierścieniu) woskowe
elementy protez,
elementy protez,
przeznaczone do zamiany
przeznaczone do zamiany
na metal w procesie
na metal w procesie
odlewniczym (technika
odlewniczym (technika
traconego wosku).
traconego wosku).
by dr Paweł Mieszkowski
Modele powielane
Modele powielane
Na nich
Na nich
modelowane są
modelowane są
szkielety protez
szkielety protez
szkieletowych, a
szkieletowych, a
także protezy stałe
także protezy stałe
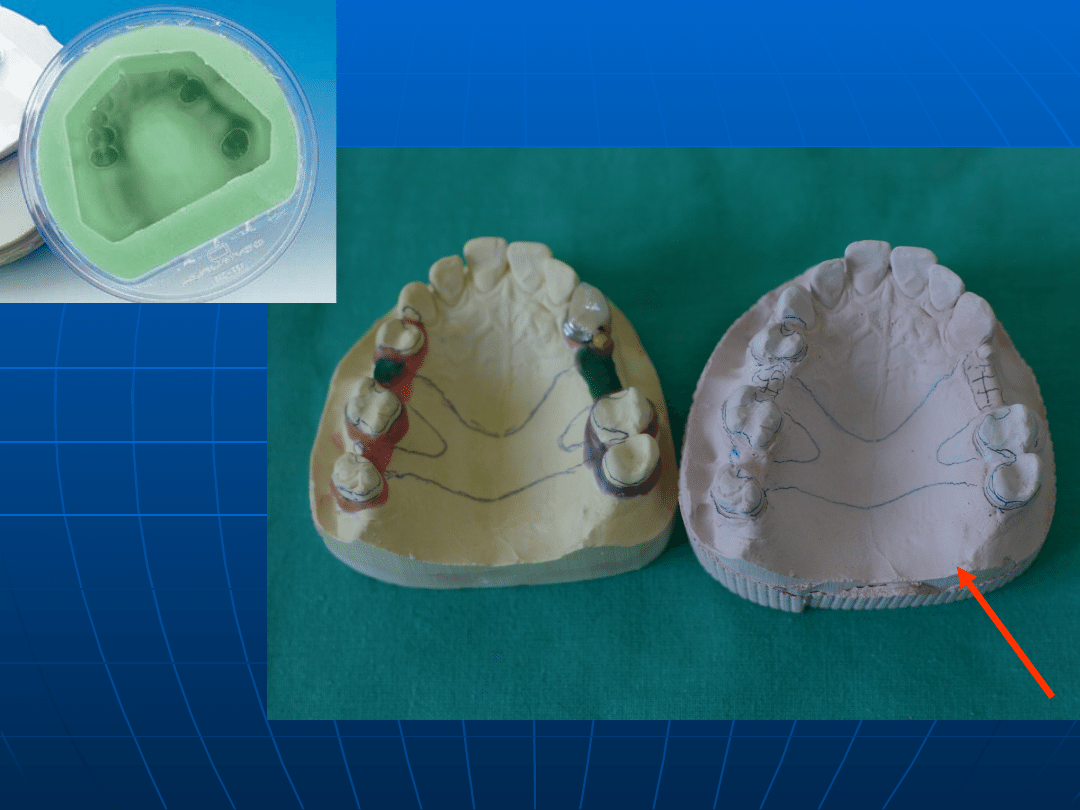
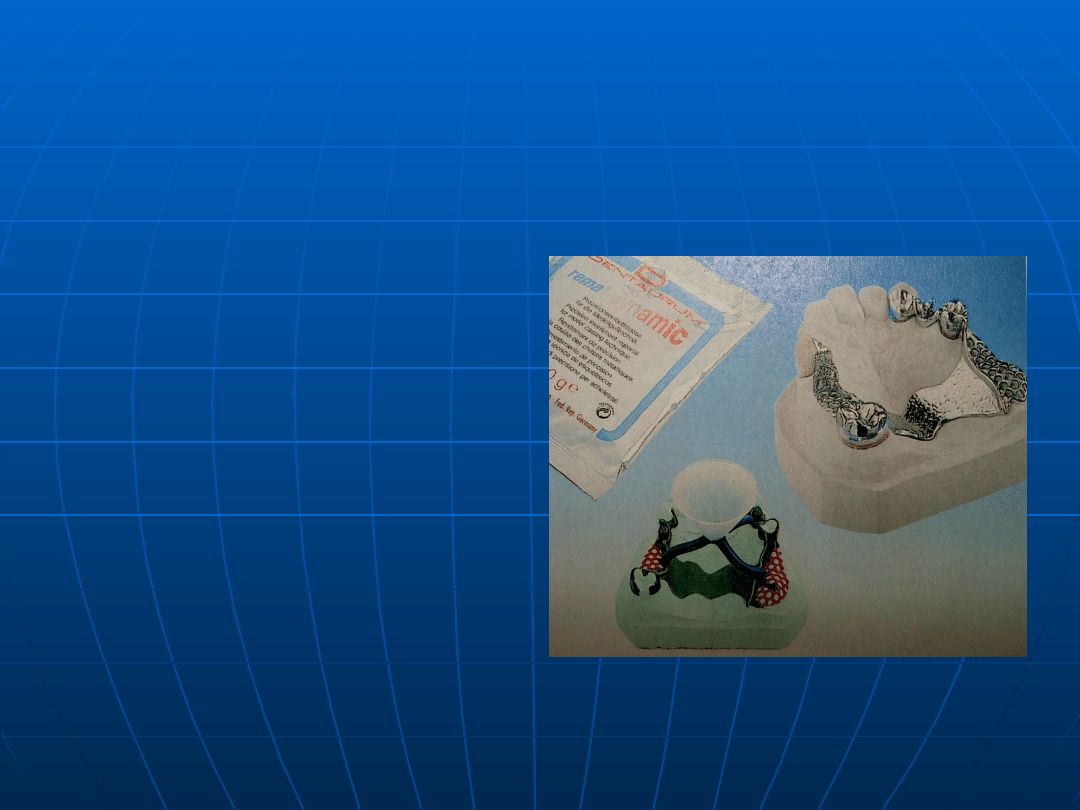
Powielenie modelu z masy
ogniotrwałej
Foto Z.Leszcz
Etap laboratoryjny
Etap laboratoryjny
Foto- katalog
firma DENTAURUM

Foto Z.Leszcz
Etap laboratoryjny cd.
Etap laboratoryjny cd.
Modelowanie konstrukcji szkieletu z
wosku odlewniczego
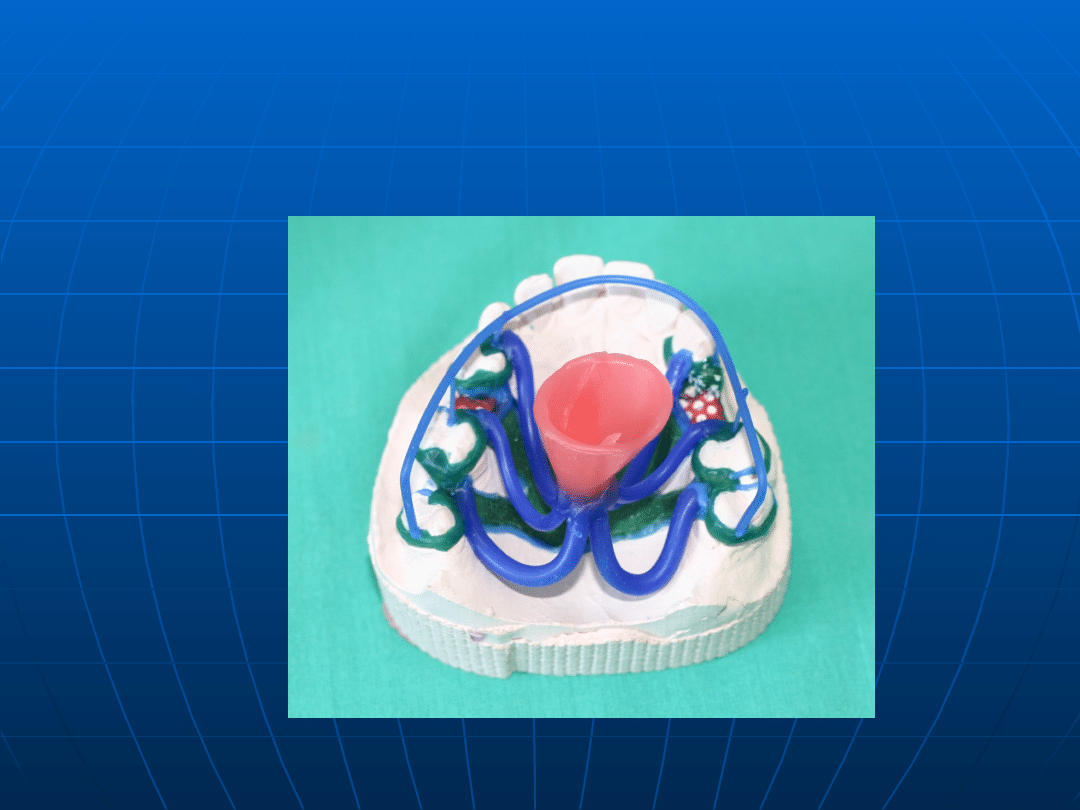
Etap laboratoryjny cd.
Etap laboratoryjny cd.
Foto Z.Leszcz
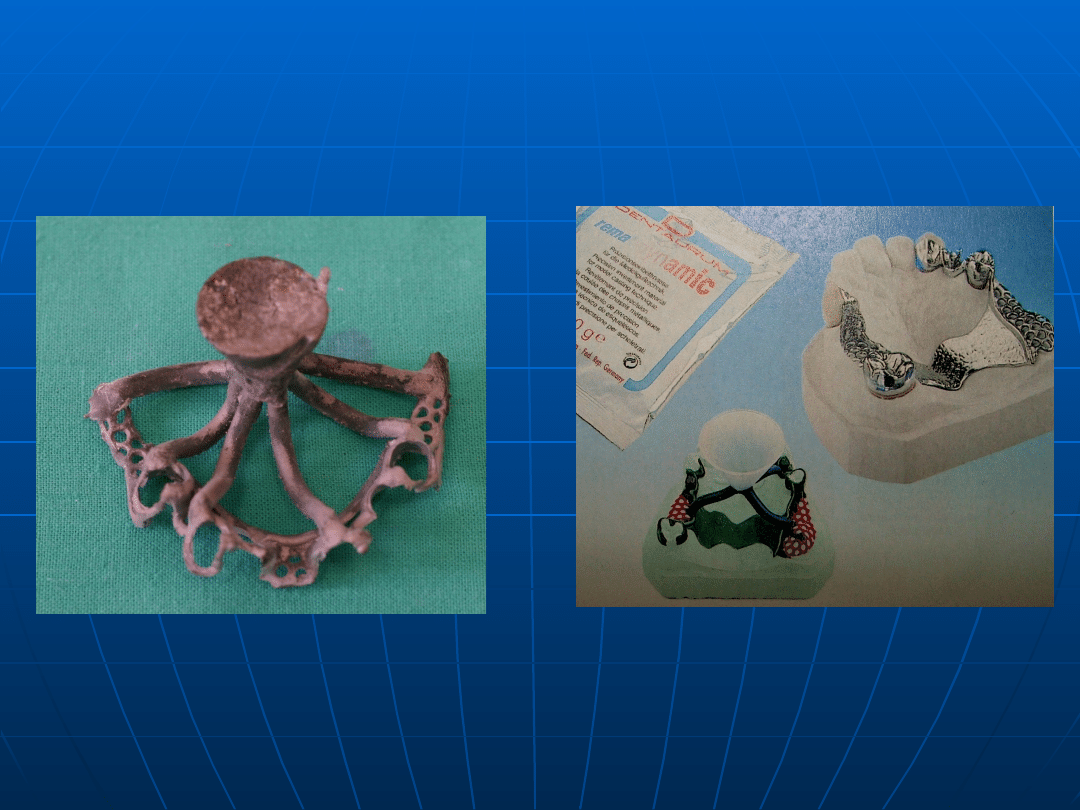
Foto Z.Leszcz
Etap laboratoryjny cd.
Etap laboratoryjny cd.
Odlanie konstrukcji metalowej

Masy ogniotrwałe
Masy ogniotrwałe
Zależnie od temperatury topnienia
Zależnie od temperatury topnienia
metali lub ich stopów dzielimy je na:
metali lub ich stopów dzielimy je na:
1. masy stopów łatwo topliwych –
1. masy stopów łatwo topliwych –
do 150
do 150
°
°
C (np. gips)
C (np. gips)
2. masy stopów średnio topliwych –
2. masy stopów średnio topliwych –
700-1200
700-1200
°
°
C (do stopów złota, srebro-
C (do stopów złota, srebro-
palladowych)
palladowych)
3. masy stopów wysoko topliwych –
3. masy stopów wysoko topliwych –
1500-1800
1500-1800
°
°
C (do stopów chromo-
C (do stopów chromo-
kobaltowych, chromoniklowych)
kobaltowych, chromoniklowych)

Cechy mas ogniotrwałych ze względu na
Cechy mas ogniotrwałych ze względu na
dokładność odlewów metalowych:
dokładność odlewów metalowych:
- łatwość użycia, odpowiednio krótki czas
- łatwość użycia, odpowiednio krótki czas
wiązania
wiązania
- gładka powierzchnia po stężeniu
- gładka powierzchnia po stężeniu
- zwiększanie objętości pod wpływem wyższych
- zwiększanie objętości pod wpływem wyższych
temperatur
temperatur
- obojętność chemiczna dla metali i stopów
- obojętność chemiczna dla metali i stopów
- wytrzymałość na zgniatanie, aby siły
- wytrzymałość na zgniatanie, aby siły
wtłaczające metal do formy nie zniszczyły
wtłaczające metal do formy nie zniszczyły
kształtu masy
kształtu masy
- drobnoziarnistość, aby odlew miał jak
- drobnoziarnistość, aby odlew miał jak
najgładszą powierzchnię
najgładszą powierzchnię
- łatwość oddzielenia od powierzchni odlewu po
- łatwość oddzielenia od powierzchni odlewu po
jego wykonaniu
jego wykonaniu
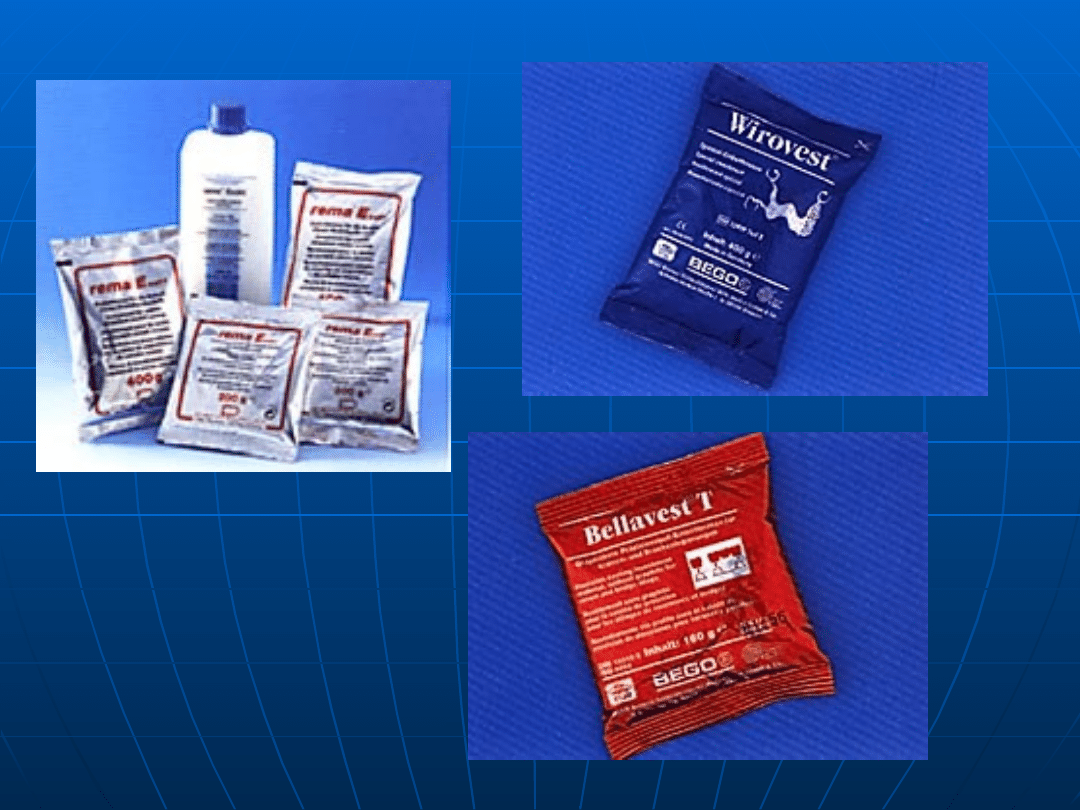
Masy ogniotrwałe
Masy ogniotrwałe
Nowoczesne
Nowoczesne
masy osłaniające
masy osłaniające
składają
się
z
fabrycznie
składają
się
z
fabrycznie
przygotowanych porcji proszku i
przygotowanych porcji proszku i
płynu, które należy zarabiać w
płynu, które należy zarabiać w
specjalnych
naczyniach
specjalnych
naczyniach
mechanicznie w podciśnieniu i
mechanicznie w podciśnieniu i
wlewać do pierścienia odlewowego
wlewać do pierścienia odlewowego
na wibratorze. Wszystkie masy
na wibratorze. Wszystkie masy
zawierają krzemionkę (wypełniacz
zawierają krzemionkę (wypełniacz
trudnotopliwy pod postacią kwarcu
trudnotopliwy pod postacią kwarcu
lub krystobalitu) oraz środek
lub krystobalitu) oraz środek
wiążący
(półwodny
siarczan
wiążący
(półwodny
siarczan
wapnia, lub związki fosforu – w
wapnia, lub związki fosforu – w
zależności
od
temperatury
zależności
od
temperatury
wypalania)
wypalania)

Masy ogniotrwałe-ekspansja
Masy ogniotrwałe-ekspansja
Masa osłaniająca podczas tężenia poprzez swoją ekspansję
Masa osłaniająca podczas tężenia poprzez swoją ekspansję
wyrównuje kurczliwość metalu. Kurczliwość metalu wynosi
wyrównuje kurczliwość metalu. Kurczliwość metalu wynosi
średnio 1-2% - jest to różnica pomiędzy formą a stężałym
średnio 1-2% - jest to różnica pomiędzy formą a stężałym
metalem wypełniającym formę (ODLEW JEST MNIEJSZY NIŻ
metalem wypełniającym formę (ODLEW JEST MNIEJSZY NIŻ
FORMA). Masa powinna zawierać składniki, które będą
FORMA). Masa powinna zawierać składniki, które będą
wyrównywały kurczenie się metalu podczas zastygania. Aby
wyrównywały kurczenie się metalu podczas zastygania. Aby
umożliwić ekspansję, należy pierścień metalowy wyścielić
umożliwić ekspansję, należy pierścień metalowy wyścielić
włókninową wkładką (paskiem) (obecnie bezazbestowe). W
włókninową wkładką (paskiem) (obecnie bezazbestowe). W
pierścieniach z tworzywa sztucznego nie ma konieczności
pierścieniach z tworzywa sztucznego nie ma konieczności
stosowania wkładki.
stosowania wkładki.
W masach osłaniających obserwuje się dwukrotną ekspansję:
W masach osłaniających obserwuje się dwukrotną ekspansję:
1.
1.
chemiczną (występuje podczas wiązania masy)
chemiczną (występuje podczas wiązania masy)
2.
2.
termiczną (podczas podgrzewania masy):
termiczną (podczas podgrzewania masy):
I faza: przy podgrzewaniu do temp 100
I faza: przy podgrzewaniu do temp 100
°
°
C
C
II faza w temperaturze 500-600
II faza w temperaturze 500-600
°
°
C
C
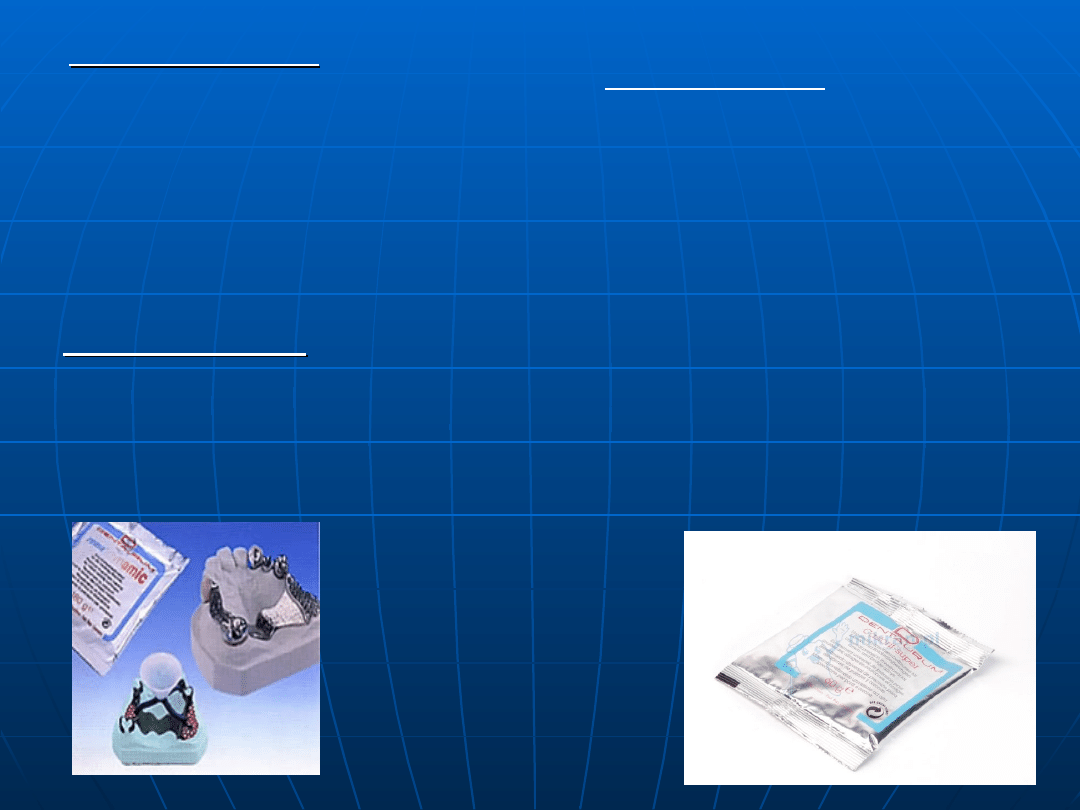
Rema Dynamic
Rema Dynamic
drobnoziarnista,
drobnoziarnista,
szybkowiążąca masa
szybkowiążąca masa
osłaniająca stosowana
osłaniająca stosowana
do wykonywania
do wykonywania
struktur metalowych
struktur metalowych
protez szkieletowych.
protez szkieletowych.
zastosowanie
zastosowanie
: do
: do
super precyzyjnych
super precyzyjnych
odlewów w technice
odlewów w technice
koron teleskopowych,
koron teleskopowych,
zasuw i frezotechnice
zasuw i frezotechnice
Castorit Super - precyzyjna
masa osłaniająca do stopów
zawierających metale szlachetne
w technice koron i mostów.
Nie zawiera węgla.
Dobra konsystencja mieszanki.
Jedwabiście gładkie odlewy.
Dokładne pasowanie.
Kontrolowana ekspansja.
Łatwe uwalnianie z pierścieni
odlewniczych.
Stabilność termiczna.
Czas stosowania 4 min.
Zalewanie pierścienia masą
Zalewanie pierścienia masą
ogniotrwałą
ogniotrwałą
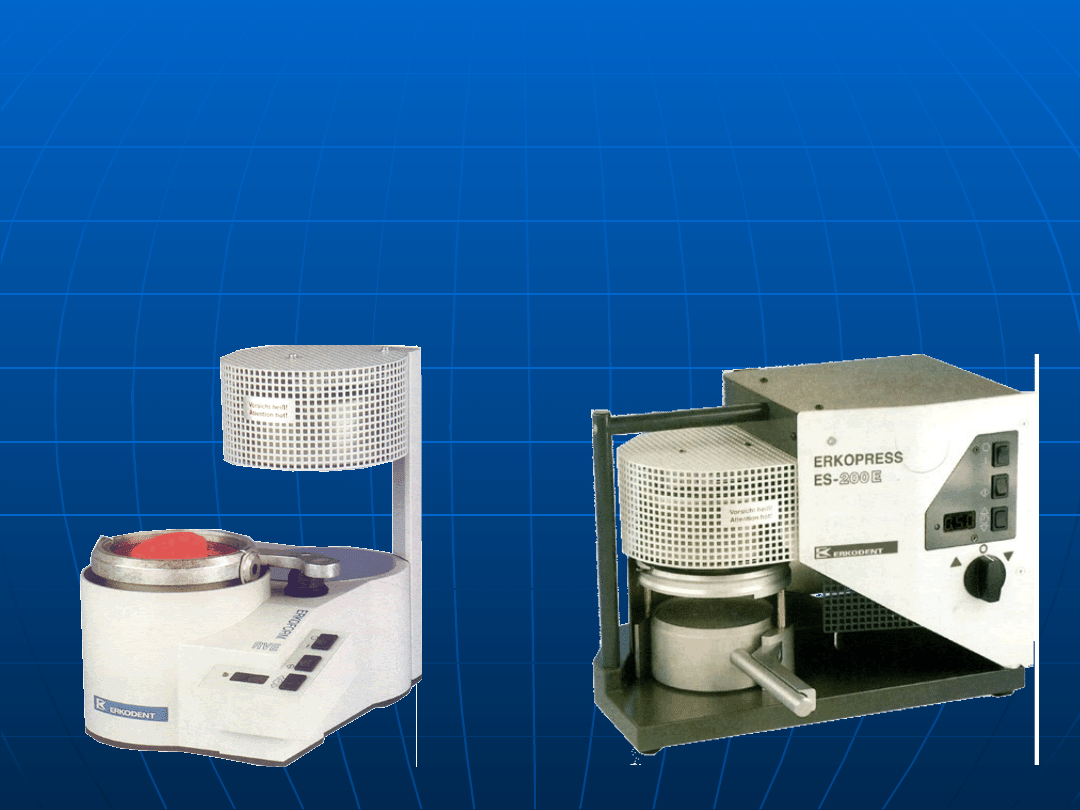
Technika tłoczenia
Technika tłoczenia
wgłębnego
wgłębnego
Erkopress
Erkoform
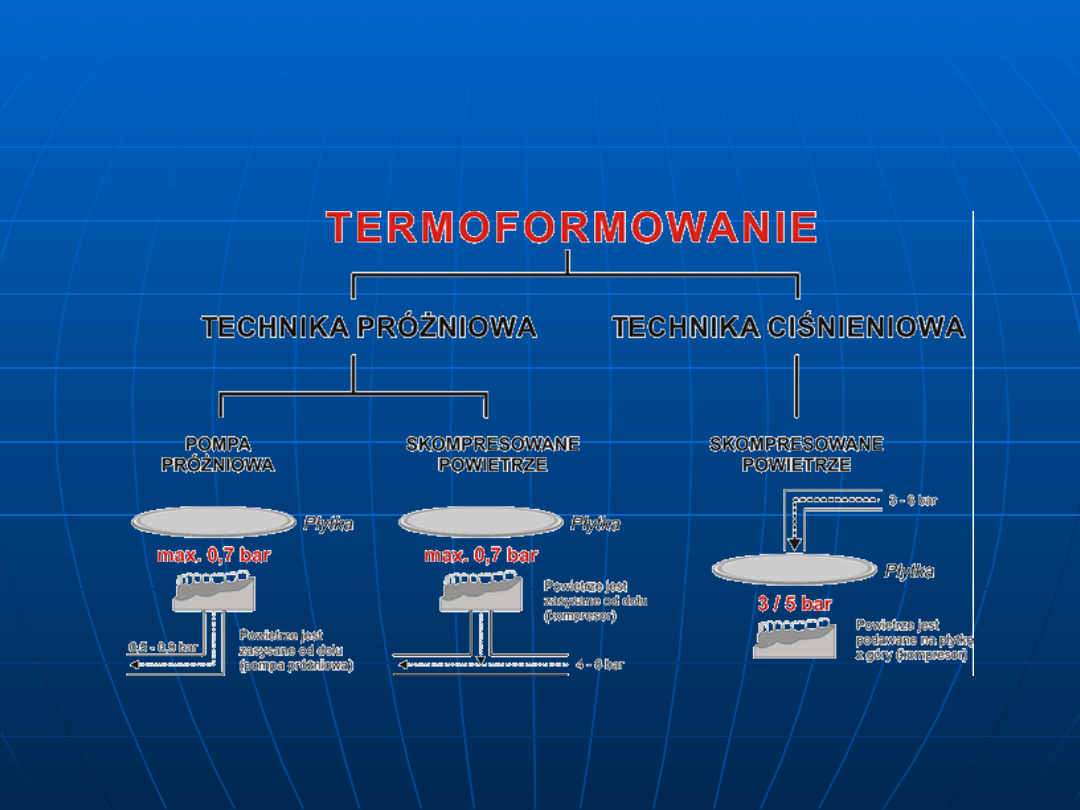
Technika tłoczenia
Technika tłoczenia
wgłębnego
wgłębnego
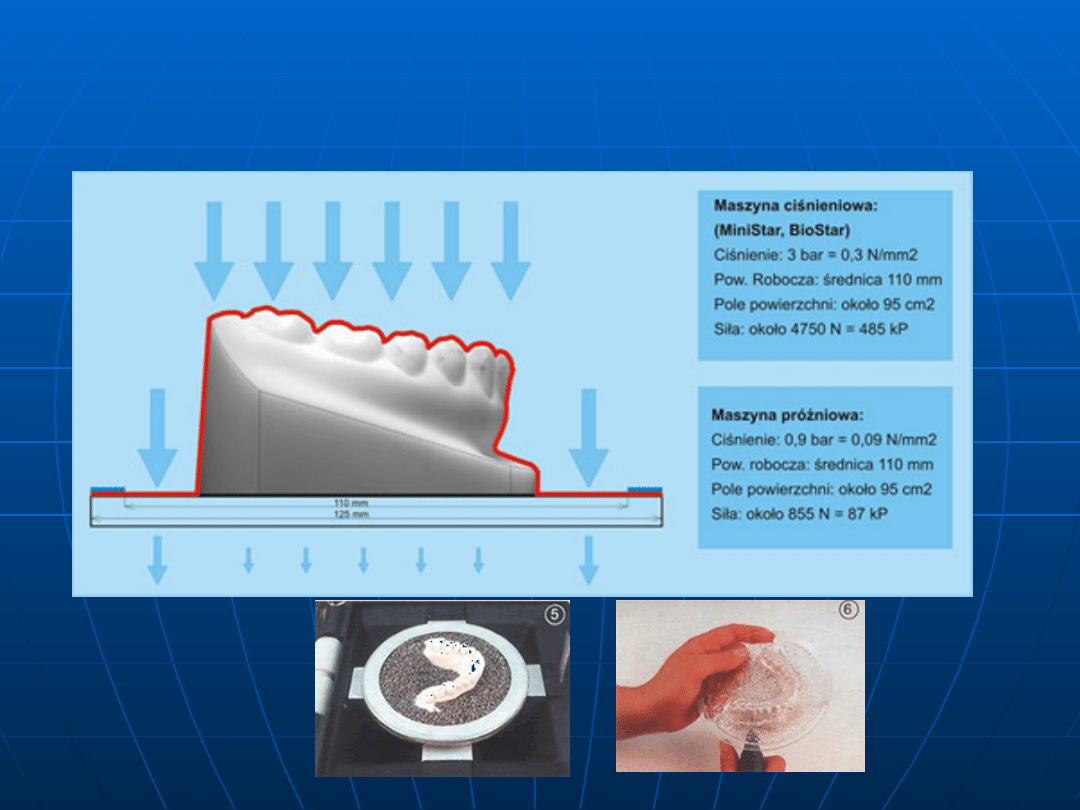
Technika tłoczenia
Technika tłoczenia
wgłębnego
wgłębnego
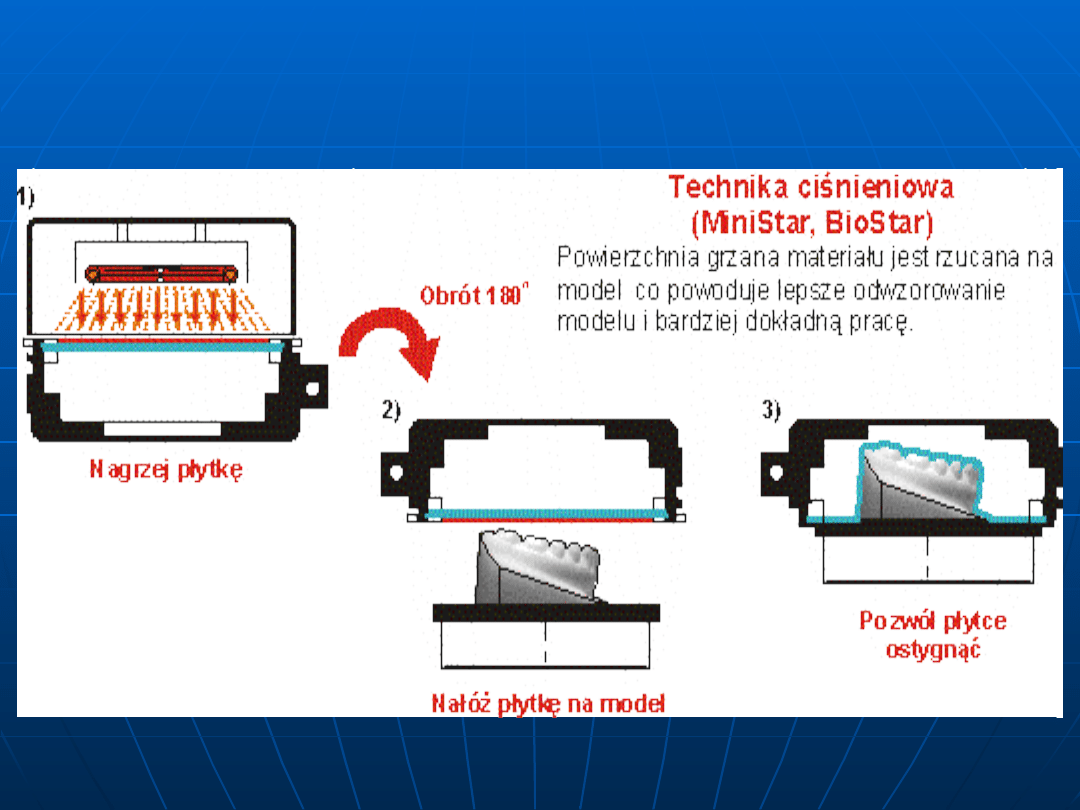
MiniStar, BioStar
MiniStar, BioStar

Koniec
Koniec
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
Wyszukiwarka
Podobne podstrony:
9 MATERIAŁY ŚCIERNE I TWORZYWA SZTUCZNE
Materiały ścierne i polernicze
Materiał ścierny - praca nr 2, BHP Ula
zdz techniki wytwarz materiały ścierne
9 MATERIAŁY ŚCIERNE I TWORZYWA SZTUCZNE
Materiały ścierne
Produkcja materiałów ściernych
materialy dydaktyczne, PTWŠw4nscszl, NARZĘDZIA ŚCIERNE I SZLIFOWANIE
2008-01-22 Blokowisko czy sciernisko, materiały, Z PRASY
13 - Masy osłaniające, Materialy odlewowe
13 - Masy osłaniające, Stomatologia, Materiałoznawstwo stomatologiczne
Masy ogniotrwałe osłaniające materiałozn I rok tech dent III wykład
geriatria p pokarmowy wyklad materialy
Materialy pomocnicze prezentacja maturalna
Problemy geriatryczne materiały
Wstęp do psychopatologii zaburzenia osobowosci materiały
material 7
więcej podobnych podstron