
PODSTAWY
STEROWANIA
AUTOMATYCZNEGO
OBRABIAREK
I ROBOTÓW
Sterowaniem nazywa się kierowanie pracą maszyn i urządzeń przez
wpływanie na parametry i przebieg ich pracy w celu zrealizowania
zamierzonego działania. Sterowanie odbywa się w układzie otwartym.
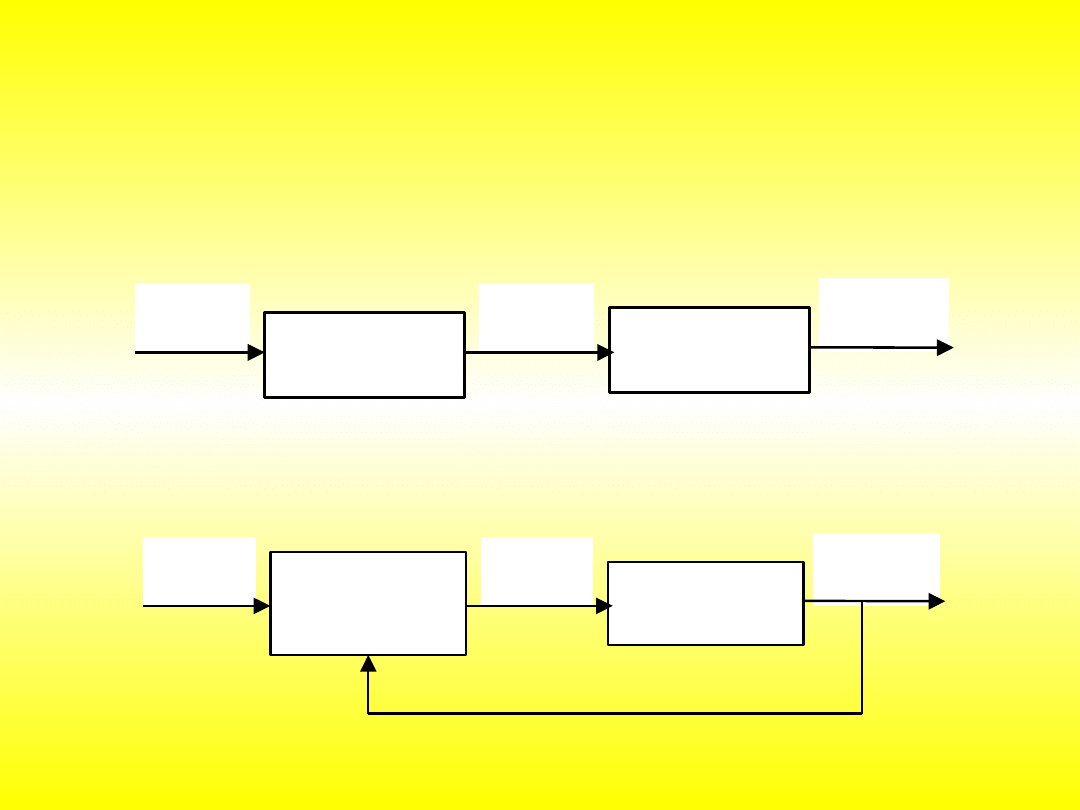
Klasyfikacja układów sterowania obrabiarek
Układ
sterowania
Obiekt
(Maszyna)
Sygnał
zadany
Sygnał
sterujący
Sygnał
sterowany
Sterowanie w układzie zamkniętym nazywa się regulacją.
Układ
Sterowania
Regulator
Obiekt
(Maszyna)
Sygnał
zadany
Sygnał
sterujący
Sygnał
sterowany

Układem sterowania (regulacji) nazywa się zespół maszyny czy
urządzenia, który w sposób zgodny z zamierzeniem projektanta i
użytkownika, kieruje (zmienia) jedną lub kilka wielkości fizycznych
charakterystycznych dla pracy danego urządzenia.
Sterowanie i regulacja mogą być:
• ręczne, kiedy operator bezpośrednio kieruje pracą maszyny,
• automatyczne bez bezpośredniego udziału operatora.
Z punktu widzenia automatyzacji pracy obrabiarek, układy
sterowania (regulacji) realizują elementarne funkcje sterowania, takie
jak:
• włączanie i wyłączanie silników napędowych,
• włączanie i wyłączanie ruchów głównych, przestawczych i
pomocniczych, a także sterowanie ich przebiegiem (kierunkiem,
prędkością),
• nastawianie i kontrolowanie przemieszczeń wykonywanych przez
zespoły robocze,
• nastawianie i kontrola dopuszczalnych obciążeń,
• podawanie, mocowanie i wymiana przedmiotów obrabianych, a
także narzędzi i oprzyrządowania,
• nadzorowanie przebiegu pracy maszyny.

Klasyfikacja automatycznych układów sterowania obrabiarek i maszyn
technologicznych może być prowadzona według różnych kryteriów.
W teorii regulacji przyjmuje się wyliczone niżej kryteria i wtedy podział
układów sterowania i regulacji przedstawić można następująco:
1. Ze względu na opis matematyczny wyróżnia się układy:
liniowe,
nieliniowe.
2. Ze względu na przebieg sygnałów sterujących stosowane są układy:
analogowe (ciągłe), w których wartość sygnału jest proporcjonalna do
wartości zmiennej reprezentowanej przez ten sygnał,
impulsowe, w których wartość zmiennej może być określona liczbą
dwuwartościowych impulsów (układy cyfrowe) lub przez konfigurację
impulsów.
3. Ze względu na naturę fizyczną sygnałów wyróżnia się układy:
mechaniczne,
elektryczne,
hydrauliczne,
pneumatyczne,
kombinowane.

4. Ze względu na typ zadania sterowania wyróżnia się układy:
układy sterowania programowego, gdy wartość sygnału zadanego zmienia
się według założonego programu, ten typ zadania sterowania jest wiodący
dla obrabiarek i maszyn technologicznych, a inne podane niżej są
ewentualnie jego uzupełnieniem,
układy regulacji stałowartościowej, w których wartość zadana jest stała, a
zadaniem układu jest utrzymanie na stałym poziomie sterowanego
parametru, np. stałej prędkości skrawania przy toczeniu poprzecznym (bądź
przecinaniu) na tokarce,
układy regulacji nadążnej - sygnał sterowany nadąża za sygnałem zadanym,
np. sterowanie kopiowe,
układy regulacji ekstremalnej, gdy celem sterowania jest utrzymanie
wybranego wskaźnika charakteryzującego zadanie sterowania na poziomie
minimalnym, np. kosztu obróbki lub maksymalnym, np. wydajności obróbki.
Można także wyróżnić inne kryteria podziału sterowania automatycznego,
które lepiej niż ogólne, ujmują charakterystyczne cechy układów sterowania
obrabiarek i maszyn technologicznych.
5. Ze względu na zmienną w funkcji której następuje sterowanie wyróżnia się:
sterowanie w funkcji czasu,
sterowanie w funkcji drogi,
sterowanie w funkcji wymiarów przedmiotu obrabianego.
6. Ze względu na zadania stawiane w procesie technologicznym sterowania
dzieli się na:
sterowanie punktowe,
sterowanie odcinkowe,
sterowanie kształtowe.
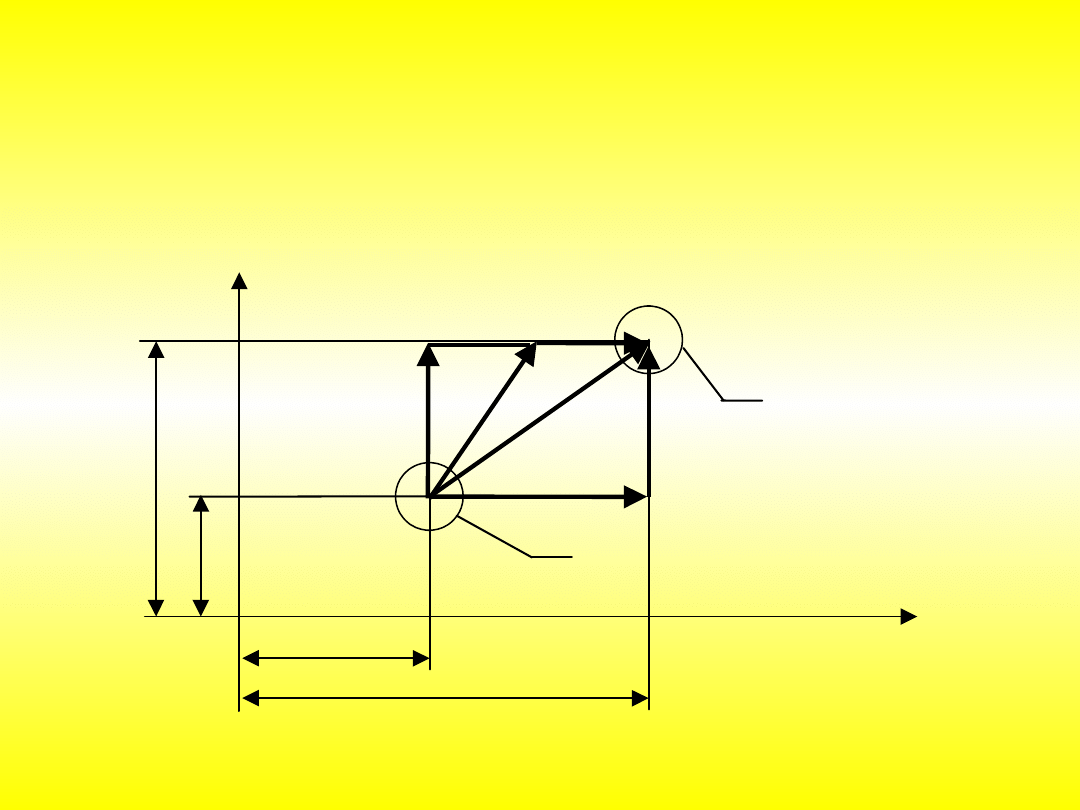
Sterowanie punktowe
Y
B
a
A
c
b
Y
A
Y
B
X
X
B
X
A
Rys. 1. Tory ruchu w sterowaniu punktowym
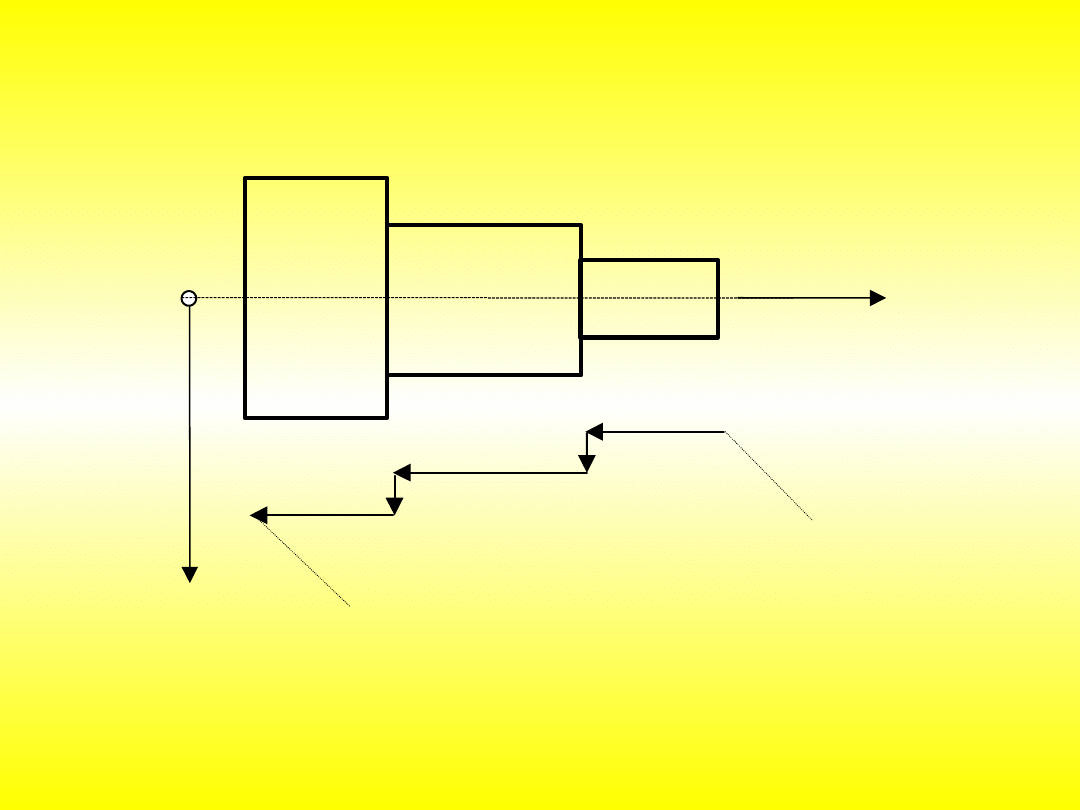
Sterowanie odcinkowe
•
Rys. 2. Przykładowy tor narzędzia na tokarce ze sterowaniem odcinkowym
V
Z56
V
X45
V
Z34
V
Z12
V
X23
6
5
4
3
2
1
Z
X
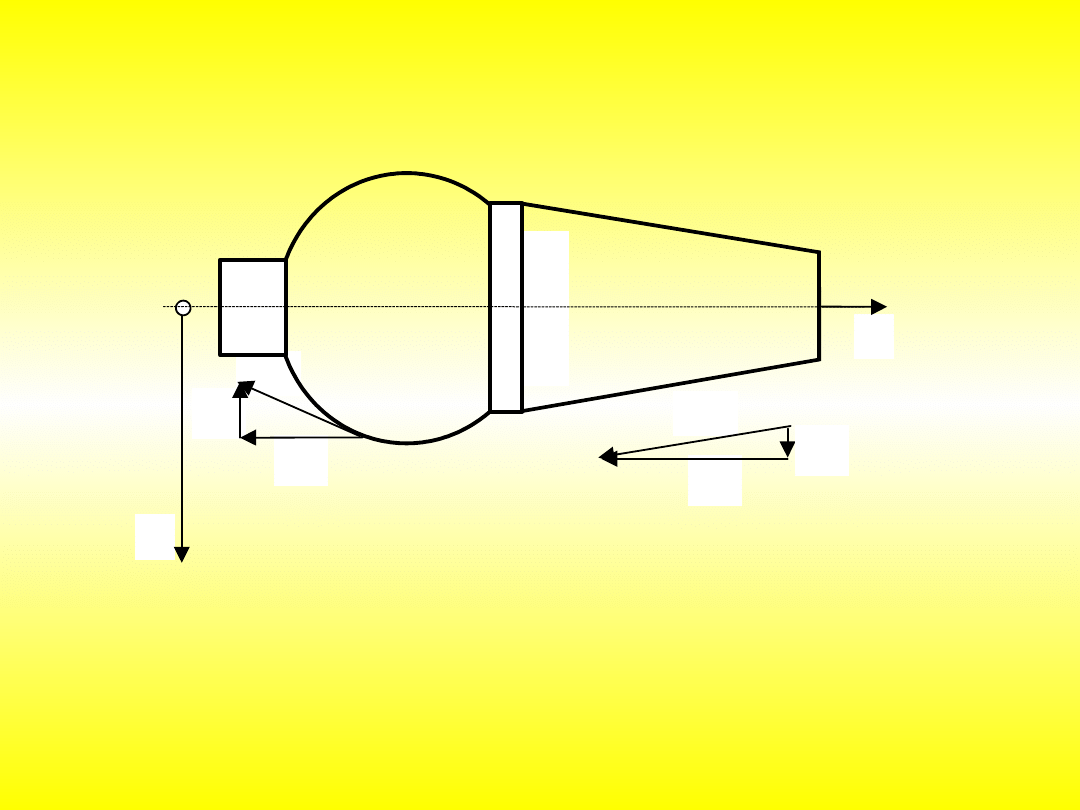
Sterowanie kształtowe
•
Rys. 3. Przykład sterowania kształtowego
V
wyp
V
X
V
Z
X
Z
V
wyp
V
Z
V
X
7. Ze względu na liczbę sterowanych osi
Oznaczenia osi współrzędnych i kierunków ruchów zespołów roboczych
obrabiarek, zgodnie z polską normą PN-93/M-55251, która jest zgodna z
międzynarodową normą ISO 841:1974. Oznaczenia osi współrzędnych i
kierunków ruchów ustalone są w ten sposób, aby programowanie operacji
obróbki było niezależne od tego czy przemieszcza się narzędzie, czy przedmiot
obrabiany. Przyjmuje się przy tym następujące zasady:
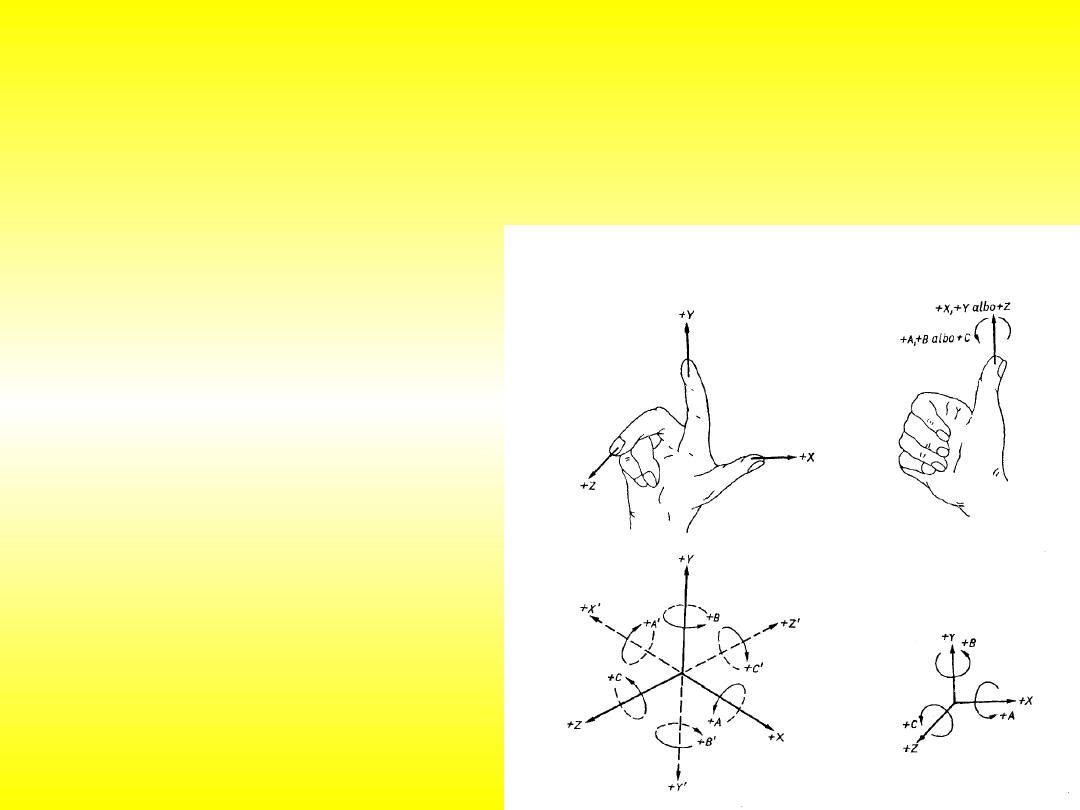
1.
Podstawowy
układ
osi
współrzędnych obrabiarki jest
układem
prostokątnym
prawoskrętnym
(rys.
4),
odniesionym
do
przedmiotu
zamocowanego na obrabiarce.
Osie
współrzędnych
układu
podstawowego są równoległe do
głównych prowadnic obrabiarki.
Rys. 4. Prostokątny prawoskrętny
układ osi współrzędnych

2. Za dodatni zwrot ruchu zespołu roboczego obrabiarki ustala się zwrot
ruchu narzędzia od przedmiotu obrabianego, tzn. ruch zespołu
sterowanego w tym kierunku powoduje powiększanie wymiaru
przedmiotu obrabianego.
3. Osie układu podstawowego oznacza się dużymi literami X, Y, Z. Ruchy
obrotowe dookoła osi równoległych do osi X, Y, Z oznacza się odpowiednio
literami A, B, C. Dodatnie zwroty tych ruchów przyjmuje się zgodnie z
obrotem śruby prawoskrętnej przemieszczającej się w kierunkach +X, +Y,
+Z.
4. Jeżeli w obrabiarce oprócz zespołów sterowanych w osiach X, Y, Z,
występują inne zespoły wykonujące przemieszczenia równoległe do osi
układu podstawowego, wówczas osie tych ruchów oznaczane są literami
odpowiednio U, V, W. Dodatkowe ruchy obrotowe powinny być oznaczane
literami D, E.
5. Gdy zachodzi potrzeba przedstawienia ruchów zespołów obrabiarki
związanych z przedmiotem obrabianym w odniesieniu do stałego
narzędzia, wówczas osie tych ruchów powinny być oznaczane literami
zgodnymi z układem podstawowym z dodaniem znaczka "prim" X', Y', Z',
A', B', C'.
6. Położenie osi Z pokrywa się z osią wrzeciona głównego. Oś X powinna być
położona poziomo, równolegle do płaszczyzny mocowania przedmiotu
obrabianego. Oś X jest osią podstawową w płaszczyźnie ustawienia
przedmiotu obrabianego lub narzędzia. Położenie osi Y wynika z
określenia układu współrzędnych jako prostokątnego i prawoskrętnego.
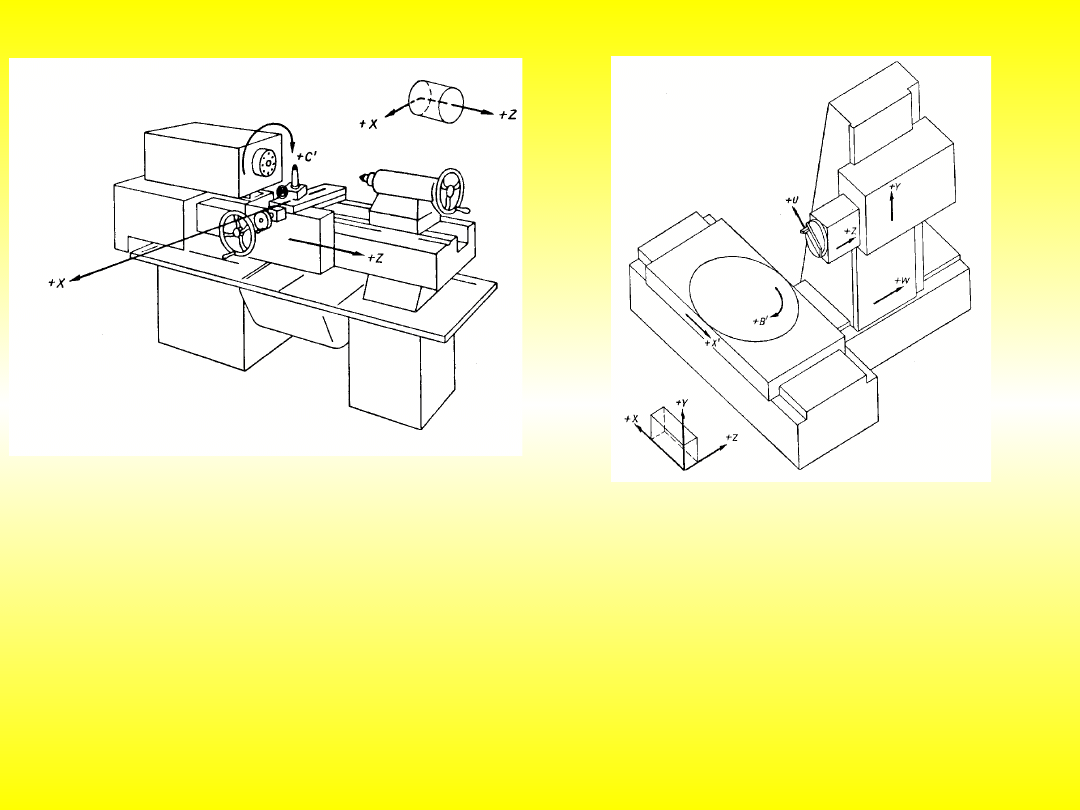
•
Rys. 5. Położenie układu współrzędnych: a) w tokarce, b) w wiertarko-
frezarce
8. Ze względu na łatwość zmiany programu pracy wyróżnia się:
układy sterowania ze sztywnym programem pracy,
układy sterowania z elastycznym programem pracy (programowe).
1
.
{
C
O
Z
X
}
2
. {
B
X
O
W
Y
Z
C
U
}
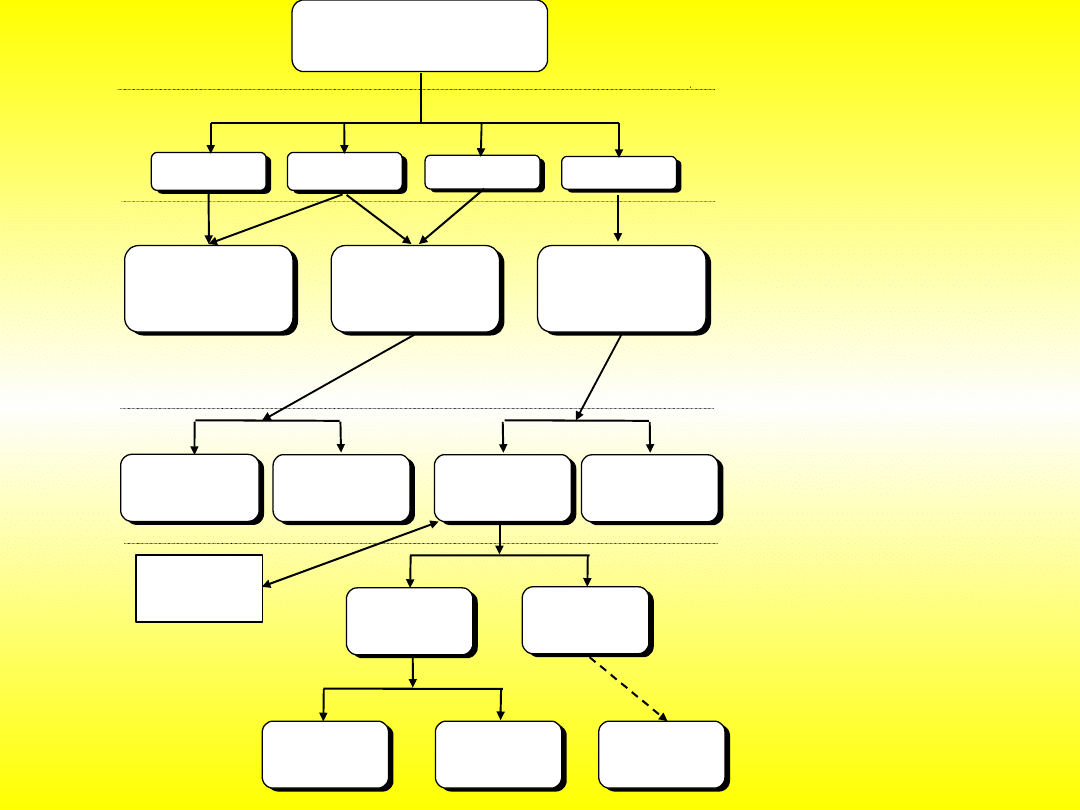
Sterowanie
automatyczne obrabiarek
i maszyn technologicznych
kopiowe
symboliczne
zderzakowe
krzywkowe
Bezpośrednie
sterowanie num.
(DNC)
Sterowanie
otwarte
Sterowanie
Manual
(CNC plus)
Sterowanie
adaptacyjne
(AC)
Sterowanie
sekwencyjne
Sterowanie
numeryczne
Sztywne sterowanie
mechaniczne, elektryczne,
hydrauliczne,
pneumatyczne
Sterowanie
programowalne
(PLC)
Sterowanie
o działaniu
przekaźnikowym
Sterowanie
hardware’owe
(NC)
Sterowanie
komputerowe
(CNC)
IV
Sterowanie
dedykowane
Sterowanie
„klasyczne“
Rys. 6. Klasyfikacja
układów sterowania
obrabiarek
Document Outline
Wyszukiwarka
Podobne podstrony:
interpolacja projekt, Automatyka i Robotyka, Semestr 1, Podstawy Sterowania, projekt1-Interpolacja
interpolacje projekt2, Automatyka i Robotyka, Semestr 1, Podstawy Sterowania, projekt1-Interpolacja
projekt 2, Automatyka i Robotyka, Semestr 1, Podstawy Sterowania, projekt2-Proste zadanie kinematyki
interpolacja projekt1, Automatyka i Robotyka, Semestr 1, Podstawy Sterowania, projekt1-Interpolacja
projekt 1, Automatyka i Robotyka, Semestr 1, Podstawy Sterowania, projekt2-Proste zadanie kinematyki
Interpolacja, Automatyka i Robotyka, Semestr I, Podstawy Sterowania Robotów i Maszyn, Podstawy stero
robocik, Automatyka i Robotyka, Semestr I, Podstawy Sterowania Robotów i Maszyn, Projekt2
Podstawy Sterowania Robotów i Manipulatorów, Automatyka, Podstawy sterowania robotów i maszyn
PODSTAWY STEROWANIA ROBOTÓW I MASZYN, Automatyka, Podstawy sterowania robotów i maszyn, mój projekt
mój projekt, Automatyka i Robotyka, Semestr I, Podstawy Sterowania Robotów i Maszyn
Zadanie proste 2, Automatyka i Robotyka, Semestr I, Podstawy Sterowania Robotów i Maszyn, Podstawy s
mój projekt KB, Automatyka i Robotyka, Semestr I, Podstawy Sterowania Robotów i Maszyn
PODSTAWY STEROWANIA SILNIKIEM INDUKCYJNYM
wstęp i podstawowe informacje, Automatyka i Robotyka, Semestr II, Ekologia i zarządzanie środowiskie
A-03 Komparator, Elektrotechnika AGH, Semestr V zimowy 2014-2015 - MODUŁ C, semestr V (moduł C), Pod
Zadania Podstawowe Elementy Automatyki
Podstawowe człony automatyki sprawozdanie
więcej podobnych podstron