
Techniki badania przyczyn
występowania problemów

Problem
Problem jest różnicą między stanem faktycznym, a
oczekiwanym. Problemy pojawiają się w każdej firmie,
niezależnie od jej strategii, pozycji na rynku czy
branży, w której działa. Problem, by mógł być
rozwiązany i – przede wszystkim – by móc zapobiec
jego powstawaniu w przyszłości – musi być
zanalizowany tak, by można było poznać jego
przyczyny. Rozwiązywanie problemu nie ogranicza się
do usunięcia jego skutków.

Znaczący wpływ na rozwiązywanie problemu ma
właściwe jego sformułowanie. Niektórzy twierdzą, że
dobre sformułowanie problemu to połowa sukcesu w
jego właściwym rozwiązaniu. Sformułowania problemu
dobrze jest – ze względów metodycznych, wspartych
doświadczeniem konsultingowym – dokonać w trzech
krokach:
• Po pierwsze opisać istniejący stan w postaci sytuacji
problemowej.
• Po drugie wyróżnić z niej problem do rozwiązania.
• Po trzecie znaleźć dla problemu metodę jego rozwiązania
nazwaną metodą wyróżnioną.

Dodatkowym zagadnieniem jest, czy problem należy
rozwiązywać indywidualnie, czy w zespole. Skład
zespołu zadaniowego dobiera się pod rozwiązywany
problem. Często wymagane jest zaangażowanie
wielu specjalistów z różnych dziedzin firmy. Skutkiem
finalnym rozwiązania problemu jest zmiana. P.F.
Drucker stwierdza, że szanse leżą poza firmą.
Według niego rozwiązywanie problemów jest
ważnym zagadnieniem w firmie, które powinno
doprowadzić do stanu jej normalności, aby
przygotować się do wykorzystania szans leżących
poza firmą. To przypadek pomaga przygotowanemu.

Sytuacja problemowa
Czasem w firmie obserwujemy lub wyczuwamy
istnienie wielu niesprawności, niedociągnięć, złych
wyników itp. Krótko mówiąc, powstaje jakaś sytuacja
problemowa lub domyślamy się istnienia problemów
wymagających rozwiązania. Z firmy trzeba wyróżnić
stan istniejący w obszarze rzeczywistości, który jest
postrzegany przez określonego człowieka (ludzi) jako
wymagający zmiany. Przedmiotem zainteresowania są
zatem
wszystkie
odchylenia,
odnoszone
od
oczekiwanej czy pożądanej wartości firmy, który
nazywa się sytuacją problemową. Przedstawia ona w
sposób
opisowy
zjawiska
tego
fragmentu
rzeczywistości, który uznaje się za wymagający
naprawy. W opisie będącym sytuacją problemową
muszą
zatem
być
zawarte
niesprawności,
niedoskonałości i niedociągnięcia.

Opisanie trudności, głównie werbalne, charakteryzuje sytuację
problemową. Z niej dopiero wyróżniamy jeszcze mniejszy
fragment, który staramy się przedstawić wymiernie, nazywając go
problemem.
Jego
rozwiązanie
doprowadzi
do
zmiany.
Formułowanie problemu powinno - ze względów porządkowych i
efektywnościowych - wynikać z właściwie określonych misji firmy
oraz celów. Te zaś muszą się zawierać i być uporządkowane w
konkretnym systemie celów charakterystycznych dla danej firmy
dla ustalonego przedziału czasu. Pożądane lub oczekiwane stany
przyszłe, opisane celem, pozwalają właśnie dostrzec wiele
niesprawności, niedociągnięć, a także złe wyniki. Tę rzeczywistość
trzeba zapisać w sposób wymierny. Problemem nazywamy – w
określonym czasie t
0
– dokonanie transformacji stanu istniejącego,
który odpowiada realnej rzeczywistości tu i teraz, w stan
postulowany, który odpowiada temu, co jest oczekiwane po
wprowadzeniu zmiany tam i wtedy.
P = P
t
0
(S
1
-S
2
)
Gdzie:
P - problem
S
1
– stan istniejący (rzeczywisty)
S
2
– stan oczekiwany (antycypowany)
T
0
– czas sformułowania problemu

Zagadnieniem kluczowym rozwiązywania problemów jest sposób jego
sformułowania. Dobre sformułowanie problemu, oprócz umiejętnie i
właściwie dobranych słów wymaga spełnienia określonych warunków.
• Po pierwsze: musi istnieć różnica pomiędzy stanem istniejącym a stanem
oczekiwanym,
zwanym
również
antycypowanym,
spodziewanym,
potrzebnym, który jest pochodną określonej potrzeby. Fakt powstania tej
różnicy to jeszcze nie wszystko; trzeba mieć świadomość jej istnienia.
Trzeba być także świadomym skutków zamierzonego rezultatu, który
będzie efektem transformacji pierwszego stanu w drugi.
• Po drugie: trzeba jasno i wymiernie określić różnicę pomiędzy stanem
obecnym (to, co jest) a stanem oczekiwanym (to, co powinno być. Ma to
wpływ na przygotowanie wariantu rozwiązywania problemu.
• Po trzecie: określić czas realizacji osiągnięcia postulowanego stanu [t0],
który można uznać za rozwiązanie problemu. Jego ustalenie ma zazwyczaj
wpływ na dobór wariantów rozwiązania problemu.
• Po czwarte: problem powinien być tak sformułowany, aby powstawała
chęć, a następnie wola – zarówno dla znalezienia właściwego rozwiązania
zmieniającego te stany, jak i wprowadzenia tego rozwiązania w
rzeczywistość. Inaczej mówiąc, potrzebna jest chęć i wola minimalizacji
określonej różnicy między stanami.
• Po piąte: wymagane jest również wytworzenie niezbędnej energii,
stymulującej głównego szefa zainteresowanego rozwiązaniem problemu.
Jest to rodzaj samomotywacji. Energia motywująca szefa powinna
pobudzać wszystkich pozostałych do aktywnego, twórczego działania
zespalającej wysiłki na rzecz uzyskania odpowiedniego wyniku końcowego.
Energia przekłada się na motywowanie oraz samomotywowanie się
wszystkich uczestników związanych z rozwiązaniem problemu.

Różnica pomiędzy stanami powinna być
wyrażona wymiernie. W praktyce zagadnienie
to jest bardzo trudne, nie zawsze możliwe do
uzyskania, ale trzeba dążyć do wymierności,
gdyż ona wpływa na większą efektywność w
uzyskiwaniu wyników. Z tych powodów
potrzebne są dwa podejścia do rozwiązywania
problemów.

1. Podejście wynikowe; opiera się na wymiernym określaniu
rezultatu, jaki ma być osiągnięty. Jest ono charakterystyczne dla
amerykańskiej kultury zarządzania, w którym zwycięzca bierze
wszystko, a pokonany przestaje się liczyć. W tym podejściu wynik
S2 zostaje postawiony osobie lub zespołowi zadaniowemu, jako
rezultat do osiągnięcia po rozwiązaniu problemu. Efektem ma
być stan, którego osiągnięcie jest spełnieniem oczekiwań.
2. Podejście procesowe stosuje się zazwyczaj, gdy nie można
jednoznacznie wyznaczyć skutków przed i po zakończeniu
procesu w porównywalnych jednostkach wymiernych. Podejście
to ogranicza się do określenia sposobu dochodzenia do rezultatu.
Uważa się tu, że w trakcie realizacji procesu wyniki przyjdą
niejako automatycznie, same. Zatem główny nacisk jest tu
położony na odpowiednie przygotowanie działam, a ich rezultat
w
postaci
wymiernego
wyniku nie
jest
przedmiotem
bezpośrednich poszukiwań projektowych. Takie podejście bliższe
jest japońskiej kulturze zarządzania wyrażonej w metodzie
KAIZEN. Istotne jst tutaj dobre zaprojektowanie procesu, który
równolegle jest doskonalony permanentnie wraz z rozwojem
firmy czy sytuacji.

Metody badań przyczyn
problemów

Diagram Ishikawy
Diagram Ishikawy wziął swój początek od człowieka, który nazywał się Kaoru
Ishikawa. Kaoru - profesor jednego z japońskich uniwersytetów - żył w latach
1915-1989. Uznawany jest za jednego z najbardziej znanych innowatorów i
pionierów w dziedzinie nowoczesnego zarządzania jakością w Stanach
Zjednoczonych. Narzędzie do analizy przyczyn i skutków znane także jako
rybia ość, diagram przyczynowo - skutkowy czy po prostu diagram Ishikawy
jest znanym i cenionym na całym świecie narzędziem wykorzystywanym do
analizy i doskonalenia procesów. Kaoru jest także pomysłodawcą takich
metodologii jak kręgi jakości czy stworzenie przyjaznych dla pracownika
metod kontroli jakości. Zawsze podkreślał rolę "klienta wewnętrznego" w
procesach przedsiębiorstw.
Diagram Ishikawy został po raz pierwszy użyty w latach 60-tych ubiegłego
wieku i jest uznawany za jeden z siedmiu podstawowych narzędzi zarządzania
jakością wraz z histogramem, wykresem Pareto, diagramem korelacji,
arkuszem analitycznym, kartami kontrolnymi oraz schematem blokowym.
Diagram przyczynowo-skutkowy Ishikawy po raz pierwszy wykorzystany został
w Sumitomo Electric. Jego istotą jest graficzna prezentacja analizy
wzajemnych powiązań przyczyn wywołujących określonych problem. Diagram
przyczynowo-skutkowy jest graficzną analizą wpływu różnych czynników oraz
ich wzajemnych powiązań wywołujących określony problem jakościowy oraz
analizą rezultatów (skutków) spowodowanych działaniem tych powiązań.
Metoda ta utworzona została w celu rozpoznania zależności pomiędzy
wymaganiami klienta a jakością finalnego wyrobu i ułatwiającego ustalanie
jego cech. Diagram porządkuje logicznie i chronologicznie przyczyny lub
czynności ze względu na zdefiniowany problem.

Jak już zostało powiedziane, w tym narzędziu chodzi o zidentyfikowanie wszystkich
rzeczywistych i potencjalnych przyczyn które mogą nieć wpływ na powstanie badanego
przez nas problemu. Z założenie narzędzie jest proste ale kluczem do poznania
kategorii przyczyn jest pewne przyporządkowanie. Zestawy tych przyczyn określane są
z języka angielskiego jako 6M, 8P lub też 4S. To który zestaw wybierzemy zależy tylko i
wyłącznie od nas samych, musimy po prostu zidentyfikować jaki proces będziemy
badać i dopasować do niej jeden z poniższych zestawów. Dobranie odpowiedniego
pozwoli nam na ujawnienie pewnych relacji i powiązań pomiędzy zmiennymi i
przyczynami mającymi wpływ na proces który badamy. Wyróżniamy następujące
zestawy:
• 6M - Machine, Method, Materials, Maintenance, Man and Mother Nature (Environment)
W przypadku 6M za główne grupy przyczyn możemy uznać Maszyny, Metodę,
Materiały, Nadzór, Człowieka oraz Środowisko (tu żartobliwie z angielskiego środowisko
nazwano matką naturą ze względu na chęć zachowania oznaczenia zaczynającego się
na literę M. Grupa ta najlepiej pasuje do przemysłu wytwórczego. Jest to dość
uniwersalna grupa, ale w ujęciu bardziej nowoczesnym diagramu Ishikawy używa się
następujących kategorii: Sprzęt, Proces, Ludzie, Materiały, Środowisko i Zarządzanie.
• 8P - Price, Promotion, People, Processes, Place / Plant, Policies, Procedures, and Product
(or Service)
Kolejna grupa to: Cena, Promocja, Procesy, Miejsce/Fabryka, Zasady, Procedury oraz
Produkt lub Usługa. Zestaw ten jest zalecany w przypadku sektora administracyjnego
oraz usług.
• 4S - Surroundings, Suppliers, Systems, Skills
Ostatni zestaw oznacza Otoczenie, Dostawców, Systemy oraz Umiejętności i również ta
grupa jest kierowana do branży usługowej.

Diagram Ishikawy ma to do siebie, że kluczem do
wyłapania jak największej ilości istotnych przyczyn
jest burza mózgów, w czasie której powinny zebrać
się wszystkie osoby mające wpływ na realizację
danego procesu. Następnie wszystkie powody
powinny
być
odpowiednio
posortowane
a
następnie podobne przyczyny powinny być
pogrupowane. Grupy te powinny zostać nazwane
jako kategorie rybiej ości. Będą one zazwyczaj
jedną z kategorii wspomnianych powyżej (ujętych
w grupach 6M, 8P lub 4S), ale mogą zdarzyć się
przyczyny
których
nie
będziemy
mogli
zakwalifikować do żadnej z tych przyczyn.
Przyczyny powinny być jasno określone, wymierne
i dające się kontrolować.

W programach poprawy jakości takich jak omawiany właśnie
diagram Ishikawy podstawową formą działania jest praca
zespołowa, ponieważ wypracowane zespołowo zalecenia mają
większą szansę na wdrożenie niż sugestie pojedynczych
pracowników. Stąd też praca zespołowa nad tym wykresem często
jest połączona z techniką burzy mózgów. Do podstawowych cech
tego diagramu możemy zaliczyć:
• uporządkowany przekaz informacji
• trafność analizy
• hierarchia danych
• staranność
• nacisk na lokalizację i eliminację przyczyn problemu

W budowie tego diagramu można wykazać
następujące czynności:
• identyfikacja problemu
• inicjacja prac nad diagramem
• uszczegółowienie diagramu
• analiza

Ogólny obraz schematu jodełkowego,
rybiego wykresu symbolizuje:
• głowa ryby to skutek, czyli analizowany problem
• kręgosłup skupia promieniście rozłożone przyczyny
-ości
• to przyczyny powodujące dany skutek
Tworzenie diagramu
Punktem wyjścia jest pozioma oś skierowana w prawą stronę, która jest
określeniem wyraźnie sformułowanego problemu (skutku) i która łączy
główne kategorie przyczyn w formie pochyłych strzałek prowadzących do
badanego zjawiska. Kolejnym krokiem jest określenie przyczyn, które
rozdziela się na podstawowe (główne) przyczyny i podprzyczyny. Do każdej
kategorii przyczyn przyporządkowane są poziome strzałki, które
symbolizują
główne
przyczyny
badanego
problemu.
Wykres
rozbudowywany jest przez dołączanie kolejnych przyczyn i podprzyczyn.
Tworzenie
typowego
diagramu
Ishikawy
zaczynamy
poprzez
zidentyfikowanie problemu. Na chwile obecna nie wiemy czy jest to
konkretny problem czy objaw lub niemożliwy do ścisłego zdefiniowania
problem. Rysujemy główną "rybią ość" (stąd nazwa rybiej ości) a następnie
po jej prawej stronie znajduje się nasz PROBLEM.
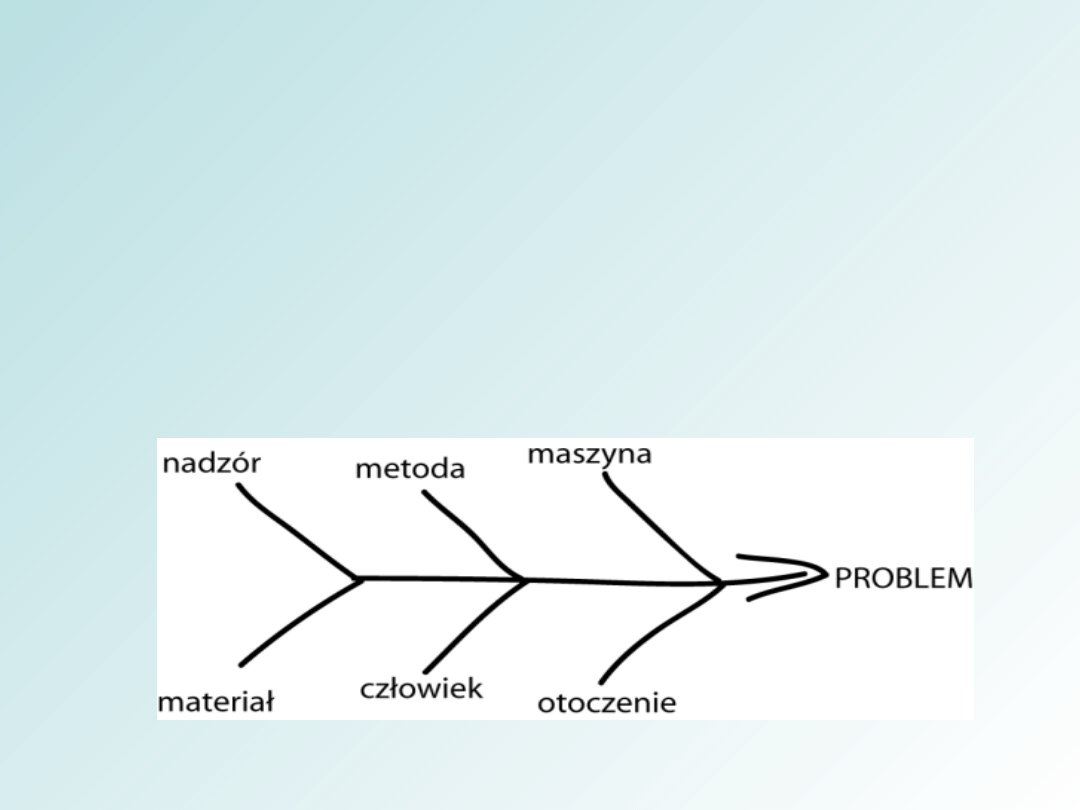
Następnie w wyniku burzy mózgów otrzymujemy grupy
przyczyn, choć jeśli jeszcze mamy pewne wątpliwości, nie
musimy ich precyzyjnie określać, a jedynie nakreślić ich
charakter. Rysujemy linie rozchodzące się od "ości" głównej.
Każda strzałka oznacza „...przyczynia się do...”, tzn. kierując się
od
podprzyczyn
w
kierunku
głównej
osi
poziomej
interpretujemy wykres odpowiadając na pytanie „jaki to
przynosi skutek?”. Natomiast odczytując diagram od strzałki
poziomej do podprzyczyn odpowiadamy na pytanie „dlaczego”?
Rozbudowa wykresu kończy się w momencie pełnego
zidentyfikowania zjawiska.
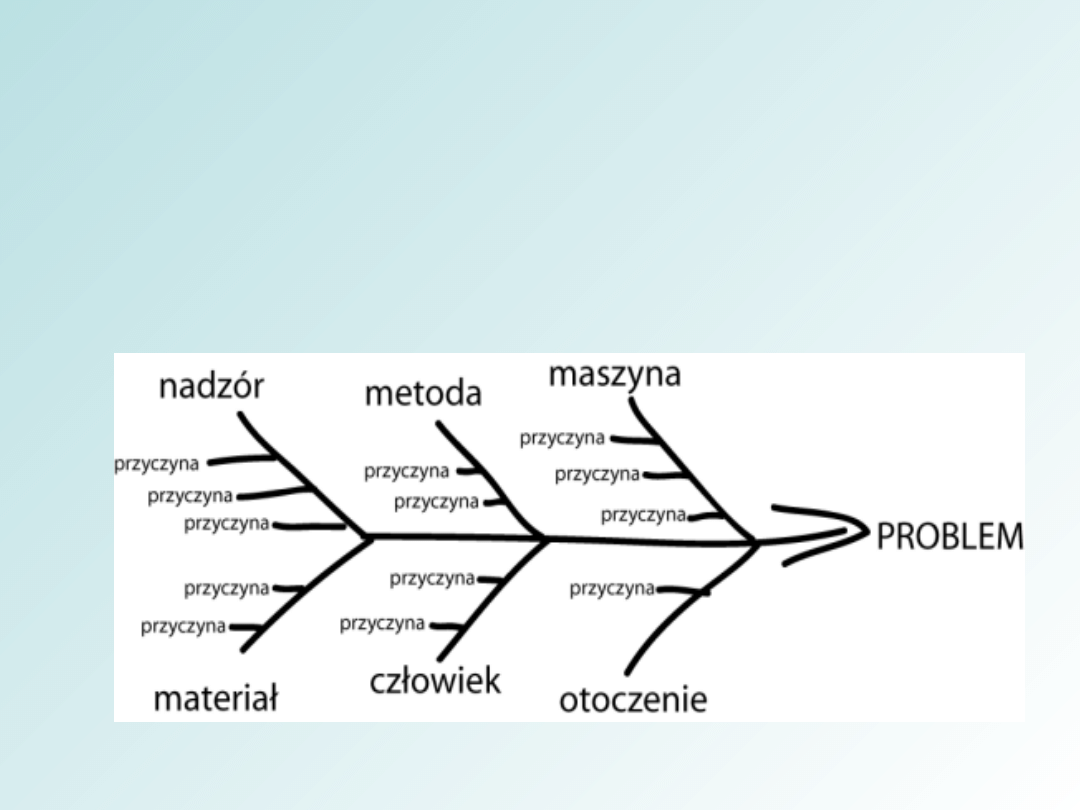
W wyniku dalszego etapu burzy mózgów otrzymujemy
coraz to bardziej szczegółowe przyczyny naszego badanego
problemu w które to możemy się coraz bardziej zagłębiać
za pomocą narzędzia 5 Why tworząc wielopoziomowy
diagram.

Po zakończeniu burzy mózgów i zanotowaniu wszystkich
głównych przyczyn czy też objawów zespół rozpoczyna
analizowanie informacji. Należy sprawdzić, czy wszystkie
potencjalne przyczyny zostały zawarte w wykresie. Graficzna
analiza badanego problemu umożliwia rozpoznanie i rozpatrzenie
innych przyczyn, które wcześniej zostały pominięte lub nie były
brane pod uwagę. Musimy dokonać oceny każdej z potencjalnych
przyczyn z których te najmniej ważne odrzucimy, a
wyodrębniamy przyczyny, które wydają się nam być najbardziej
realnymi. Jeśli nie jesteśmy czegoś pewni, poddajmy swoje
wątpliwości zespołowej dyskusji. Należy wybrać i zidentyfikować
małą liczbę (2 do 4) przyczyn, które prawdopodobnie mają
największy wpływ na skutek oraz przeanalizować, czy
zidentyfikowana istotna przyczyna rzeczywiście stwierdza badany
problem oraz określić sposób wyeliminowania najbardziej
prawdopodobnego procesu powstawania badanej niezgodności.
Wyniki przeprowadzonej analizy należy sformułować w postaci
wniosków.
Ostatecznie
konsekwencją
graficznej
formy
przedstawienia przyczyn i skutków potencjalnych niepowodzeń
jest przejrzyste rozpatrzenie badanego problemu. Diagram
pozwala na zidentyfikowanie przyczyn zaistniałego problemu i
ustalenie ich wzajemnych zależności.

Mocne i słabe strony Diagramu Ishikawy
Zalety diagramu
• Graficzna analiza problemu jest uporządkowanym przekazem
informacji, kładzie nacisk na hierarchię danych, zlokalizowanie i
wyeliminowanie przyczyn problemu, ułatwia systematyzację możliwych
przyczyn
wystąpienia
niepowodzenia,
umożliwia
swobodne
wprowadzenie nowych propozycji oraz ich systematyzację na bieżąco.
Jest również podstawą do dalszych działań i zbierania danych.
Wady diagramu
• Częstym problemem występującym podczas konstruowania diagramu
Ishikawy jest trudność klasyfikacji poszczególnych przyczyn do
właściwych grup lub podgrup. Wadą tej metody jest również
nieprzejrzystość przy analizie złożonych problemów.

Analiza Pareto - Lorenza
Włoski socjolog i ekonomista Vilfredo Pareto w 1897 roku na podstawie
analizy danych statystycznych ludności włoskiej stwierdził, iż 20%
mieszkańców Włoch jest w posiadaniu 80% majątku kraju. Określenia
"zasada Pareto" pierwszy raz użył Joseph Juran, amerykański teoretyk
zarządzania, w 1941 roku w swoich badaniach nad jakością. Juran zauważył
wówczas, iż 80% problemów powodowanych jest przez 20% przyczyn.
Diagram Pareto-Lorenza – diagram nazywany metodą ABC lub prawem 20-
80, jest techniką umożliwiającą określenie działań mających na celu
poprawę poziomu procesów oraz cech jakościowych wyrobów materialnych i
usług. Metoda ta ma na celu zidentyfikowanie najważniejszych cech
(zdarzeń, przyczyn), które mają najistotniejszych wpływ na jakość. Celem tej
metody jest ustalenie ważności cech mających wpływ na wystąpienie
nieprawidłowości (zdarzeń powodujących ubytki w jakości produktów i
usług). Ma na celu doskonalenie procesów, co jest związane z poprawą
poziomu jakości wyrobów. Identyfikowane są te problemy, które mimo
stanowienia mniejszości względem liczebności pozostałych (20%),
wywierają dominujący wpływ na rozpatrywane zagadnienie (80%). Innymi
słowy, większość przypadków zdeterminowana jest w 80% przez 20%
przyczyn. Można stwierdzić na podstawie tej zasady, że niewielka liczba
osób, przyczyn sytuacji odpowiada za większość występujących zjawisk

Procedura przeprowadzania analizy według metody ABC sprowadza się do:
• identyfikacji rodzajów rozpatrywanych zagadnień (np. rodzajów wad),
• określenia przedziału czasowego (dzień, zmiana, rok itp.) w celu późniejszego
porównywania efektów wprowadzonych zmian,
• ustalenia częstości występowania poszczególnych kategorii (np. przyczyn, wad),
• uszeregowania kategorii wg malejącej częstości występowania, obliczenia
częstości procentowych oraz skumulowanych,
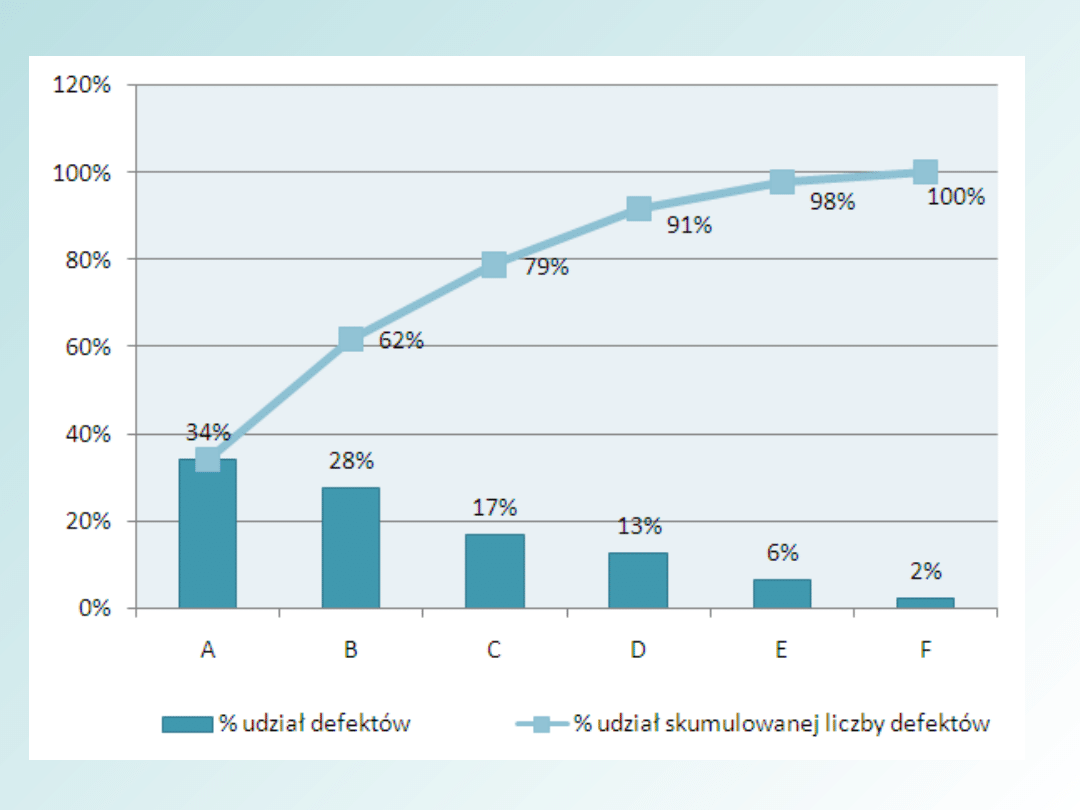
• ustalenia skal na osi pionowej (najczęściej przyjmuje się bezwzględną częstość
występowania oraz procent skumulowany) i poziomej (kategorie),
• naniesienia na wykres słupków odpowiadających częstości dla poszczególnych
kategorii (wykres Pareto) i krzywej dla procentów skumulowanych (krzywa
Lorenza), w kolejności od największego do najmniejszego nasilenia
oddziaływania.
Analiza Pareto doskonale nadaje się do uporządkowania przeanalizowania
wcześniej zebranych danych. Stosuje się ją kiedy naszym celem jest
przeciwdziałanie:
• 1.
negatywnym zjawiskom o największej częstotliwości występowania
• 2. zjawiskom przysparzającym największych kosztów
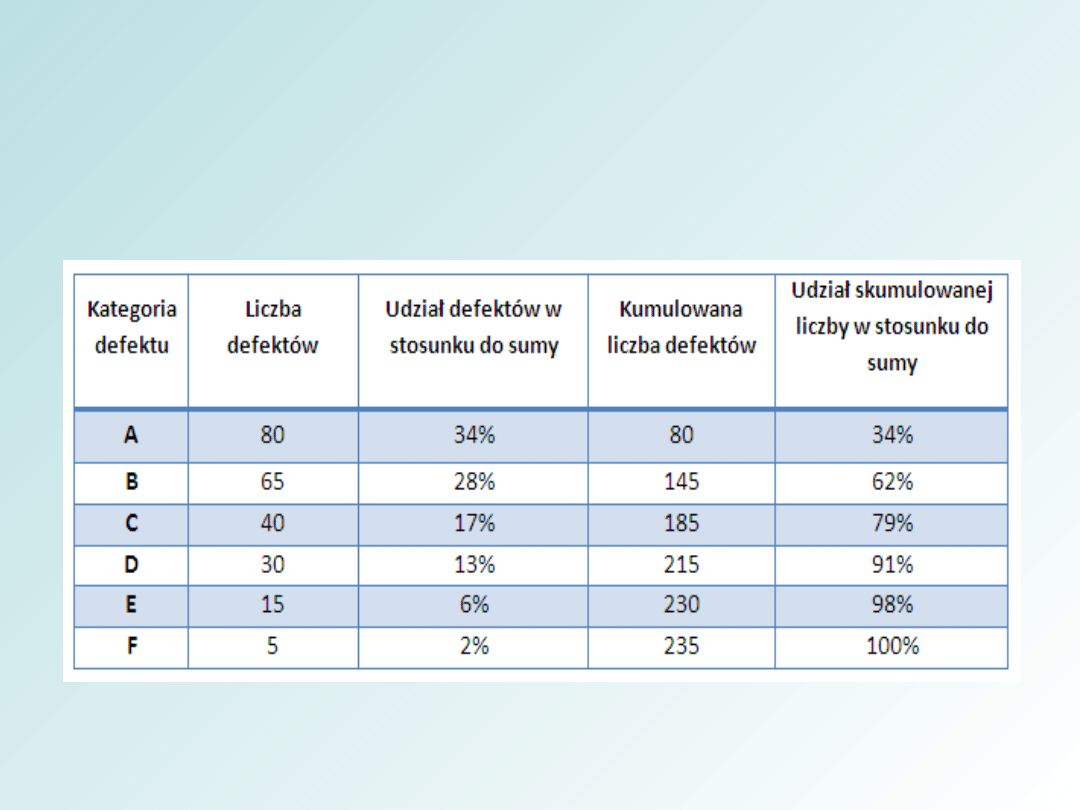
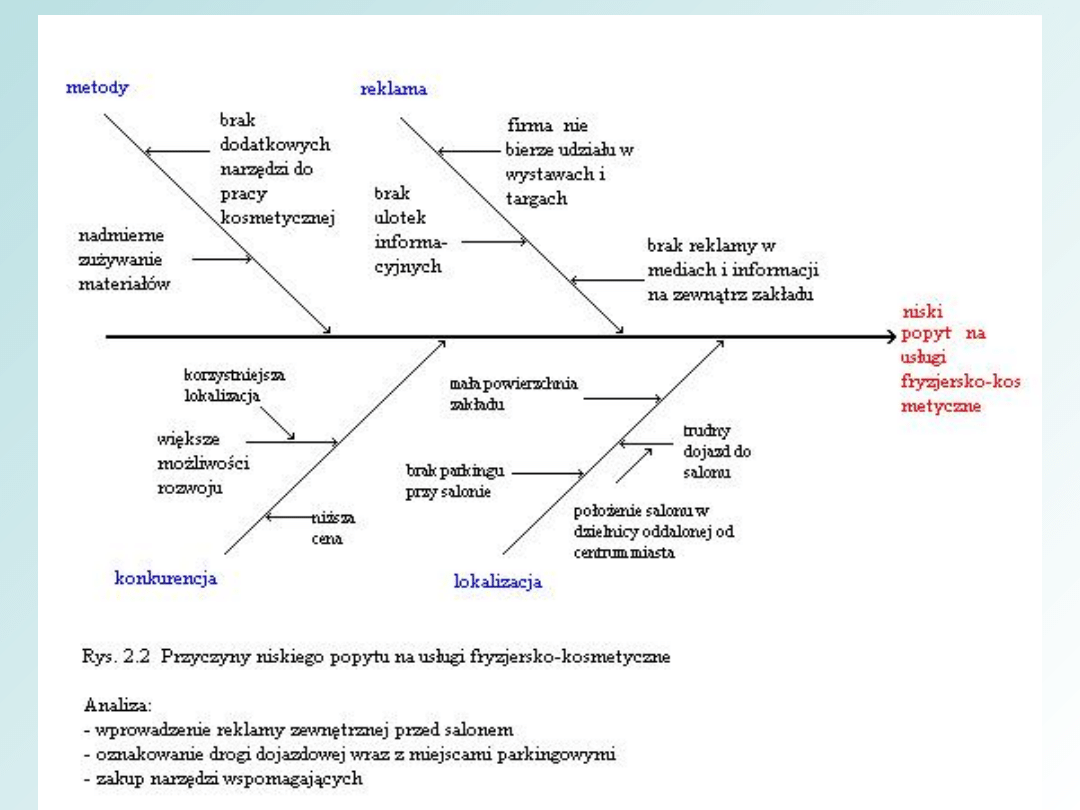
Przykład zastosowania Diagramu
Pareto - Lorezna:

FMEA - Analiza przyczyn i skutków
wad
Faillure Modes and Effects Analysis w tłumaczeniu na język
polski metoda ta często nazywana jest Analizą Przyczyn i
Skutków Wad lub Analizą Przyczyn, Skutków i Krytyczności
Wad. Jest to metoda jakościowej analizy niezawodności,
która pozwala przewidzieć ryzyko pojawienia się wad,
ocenić ich konsekwencje oraz zidentyfikować przyczyny
wad i zapobiegać im. Metoda ta opisana jest w normie PN-
IEC 812: 1994 Techniki nieuszkadzalności systemów.
Podstawowe założenia FMEA to:
• około 75 procent błędów wynika z nieprawidłowości w fazie
przygotowania produkcji. Ich wykrywalność w fazie
początkowej jest niewielka.
• około 80 procent błędów wykrywanych jest w fazie
produkcji i jej kontroli a także w czasie eksploatacji.

Rozróżnia się dwa warianty FMEA:
• FMEA produktu (optymalizacja niezawodności) - celem
tejże analizy jest wyłapanie wszystkich słabych oraz silnych
stron już we wczesnej fazie projektu, co pozwala nam na
stworzenie zoptymalizowanej konstrukcji w początkowej
fazie. Informacje na temat przyczyn wad ustala się na
podstawie wiedzy i doświadczenia członków zespołu FMEA.
• FMEA
procesu
(eliminowanie
zakłóceń
procesów
wytwarzania) - dzięki tej analizie możemy zidentyfikować
te wszystkie czynniki, które mają negatywny wpływ na
przebieg procesu produkcyjnego ,co skutkuje złą jakością
produktu. Czynniki te mogą być powiązane z czynnikami
środowiska, maszynami czy ludźmi. FMEA procesu
wykonuje się w początkowej fazie produkcji przed
dopuszczeniem procesu do produkcji seryjnej.

Po ustaleniu wad określa się skutki wymienionych wad, a następnie
przyczyny ich powstania. Wszystkie możliwe wady ocenia się w skali od 1
do 10 za pomocą trzech tak zwanych liczb priorytetowych:
• Z - Znaczenie skutku, gdzie 1 oznacza bardzo niewielkie ograniczenie
sprawności, usunięcie usterek podczas kolejnego przeglądu, a 10
naruszenie przepisów prawnych, a wręcz zagrożenie bezpieczeństwa.
• C - Częstość wystąpienia wady, gdzie 1 oznacza, że wada jest prawie
wykluczona, wystąpienie jej jest nieprawdopodobne. Natomiast 10
oznacza, że wady prawie nie da się uniknąć, bardzo często występuje.
• W - Wykrywalność odzwierciedlająca trudność wykrycia wady przed
opuszczeniem fabryki. 1 oznacza wykrycie wady w prosty sposób, jeżeli
wadę trudno wykryć to W=10.
Po działaniach korygujących wskaźnik WPR powinien spadać.
Dopuszczalne wartości wskaźnika poziomu ryzyka WPR wymagane przez
producentów samochodów to najczęściej to WPR = 80, 60 lub 50.
Stosowanie metody FMEA nie jest wymaganiem normy ISO 9001:2008.
Jest wymagane w systemach zarządzania jakością przedsiębiorstw z
branży motoryzacyjnej. Wynika to ze specyfikacji technicznej ISO/TS
16949:2002.
O sukcesie analizy FMEA decyduje doświadczenie członków zespołu i
poziom znajomości metodyki tej analizy. Członkowie zespołu musza
ustalić kryteria oceny i wartości liczb priorytetowych. Można w tym celu
wykorzystywać gotowe wzory, a nawet dostępne już na rynku
oprogramowania komputerowe.

Metoda 5 x dlaczego
Metoda 5 why (inaczej: 5W) jest jedną z najlepszych i skutecznych metod
pozwalających na wykrywanie przyczyn problemów (lub defektów) –
metoda ta jest narzędziem wykorzystywanym w Diagram Ishikawy. Jest to
zasada, którą stosujemy w celu ustalenia podstawowej przyczyny
problemu. Zadawanie kilku pytań „Dlaczego?” pozwala dojść do źródła
zakłóceń, gruntownie zbadać ich przyczynę i skupić się na ich
skutecznym rozwiązywaniu. Dzięki zadawaniu pytań „ Dlaczego?”
problem staje się bardziej zrozumiały przez co podstawowa przyczyna
jego powstania jest łatwiejsza do zidentyfikowania i wyeliminowania.
Analiza 5 Why pozwala odpowiedzieć na pytania: Dlaczego powstał
problem?, Dlaczego go nie zauważyliśmy? oraz Jak go rozwiązać?
Twórcą metody 5 Why jest Sakichi Toyoda. W trakcie rozwoju metodologii
przemysłowej metoda 5W została szybko udoskonalona i wdrożona
wewnątrz korporacji motoryzacyjnej Toyota. Jest to jeden z
podstawowych składników decydujący o umiejętności radzenia sobie w
trudnych sytuacjach. Taiichi Ohno, twórca Toyota Production System,
opisuje 5W jako metodę naukowego podejścia Toyoty polegającą na
kilkakrotnym zadawaniu pytania „Dlaczego?” dzięki czemu natura
problemu, jak również jego rozwiązanie, staje się bardziej oczywiste.
Metoda 5W zyskała na popularności na całym świecie i jest
wykorzystywana do dziś jako element Kaizen.

Przykładowe dociekanie problemu metodą 5 x
dlaczego:
• Chcę zmienić pracę. Dlaczego?
• Bo nowa propozycja jest perspektywiczna i korzystna
finansowo. Dlaczego jest to ważne?
• Bo chcę się rozwijać, a nie latami robić nudne rzeczy. Dlaczego?
• Bo chcę, żeby moje życie coś znaczyło. Dlaczego?
• Bo w ten sposób będę szczęśliwy. Dlaczego?
• Bo to jest to, o co chodzi w życiu.
Zadając kolejne pytania "dlaczego" kieruj się przede
wszystkim
w
głąb
siebie,
a
nie
szukaj
usprawiedliwień w otaczającym cię świecie.

Słabe i mocne strony Metody 5 x
dlaczego
Zalety
• Metoda 5W prostym narzędziem w rozwiązywaniu
problemów, łatwym do zastosowania w każdej organizacji.
• Skuteczność tego narzędzia nie wymaga od pracowników
żadnego specjalistycznego przygotowania.
• Metoda ta skłania pracowników do analitycznego myślenia i
samodzielnej identyfikacji problemu.
Wady
• Metoda 5 why nie jest działaniem. Polega na dochodzeniu
do problemu drogą dedukcji, która niekiedy może prowadzić
do błędnych wniosków.

Analiza ekspansywna
Analiza ekspansywna-ustalenie pierwotnych przyczyn
pojawienia się problemu, co umożliwia jego trwałe
rozwiązanie. Najpierw formułujemy problem i pytamy o
przyczyny. Po ich zdobyciu pytamy o przyczyny tych
przyczyn. Robimy to tak długo, aż pojawią się przyczyny
pierwotne. Analizę kończy tez niemożność uzyskania
odpowiedzi na pytanie „dlaczego?”. Wybór techniki
rejestracji stanu istniejącego zależy od:
1 - celu badań,
2 - dostępnych źródeł informacji,
3 - posiadanych środków,
4 - umiejętności badającego.

Zadania
Lp.
Symbol wady
Częstotliwość
występowania
wady
1
W 1
35
2
W 2
30
3
W 3
40
4
W 4
50
5
W 5
25
6
W 6
90
7
W 7
10
8
W 8
18
9
W 9
80
10
W 10
22
Razem
400
Zadanie 1. Metoda Pareto
Lp.
Symbol
wady
Częstotliwość
występowania
wady
1
W 1
35
2
W 2
30
3
W 3
40
4
W 4
50
5
W 5
25
6
W 6
90
7
W 7
10
8
W 8
18
9
W 9
80
10
W 10
22
Raze
m
400
Częstotliwość
występowania
wady-
Udział procentowy
1.1. Obliczyć udział procentowy częstotliwości występowania
wady
Lp.
Symbol
wady
Częstotliwość
występowania
wady
1
W 1
35
2
W 2
30
3
W 3
40
4
W 4
50
5
W 5
25
6
W 6
90
7
W 7
10
8
W 8
18
9
W 9
80
10
W 10
22
Raze
m
400
Częstotliwość
występowania
wady-
Udział procentowy
8,75 %
7,5 %
10 %
12,5 %
6,25 %
22,5 %
2,5 %
4,5 %
20 %
5,5 %
100 %
1.1. Obliczyć udział procentowy częstotliwości
występowania wady Rozwiązanie
Lp.
Symbol
wady
Udział
procentowy
1
2
3
4
5
6
7
8
9
10
Raze
m
Skumulowany
udział procentowy
1.2. Uporządkować wady w udziale procentowym od
największej do
najmniejszej i wyliczyć jej skumulowany udział.
Lp.
Symbol
wady
Udział
procentowy
1
W 6
22,5 %
2
W 9
20 %
3
W 4
12,5 %
4
W 3
10 %
5
W 1
8,75 %
6
W 2
7,5 %
7
W 5
6,25 %
8
W 10
5,5 %
9
W 8
4,5 %
10
W 7
2,5 %
Raze
m
100 %
Skumulowany
udział procentowy
1.2. Uporządkować wady w udziale procentowym od największej
do
najmniejszej – Rozwiązanie.
Lp.
Symbol
wady
Udział
procentowy
1
W 6
22,5 %
2
W 9
20 %
3
W 4
12,5 %
4
W 3
10 %
5
W 1
8,75 %
6
W 2
7,5 %
7
W 5
6,25 %
8
W 10
5,5 %
9
W 8
4,5 %
10
W 7
2,5 %
Raze
m
100 %
Skumulowany
udział procentowy
22,5 %
42,5 %
55 %
65 %
73,75 %
81,25 %
87,5 %
93 %
97,5 %
100 %
1.2. Uporządkować wady w udziale procentowym od największej
do
najmniejszej i wyliczyć jej skumulowany udział - Rozwiązanie

1.3 Narysuj wykres Pareto
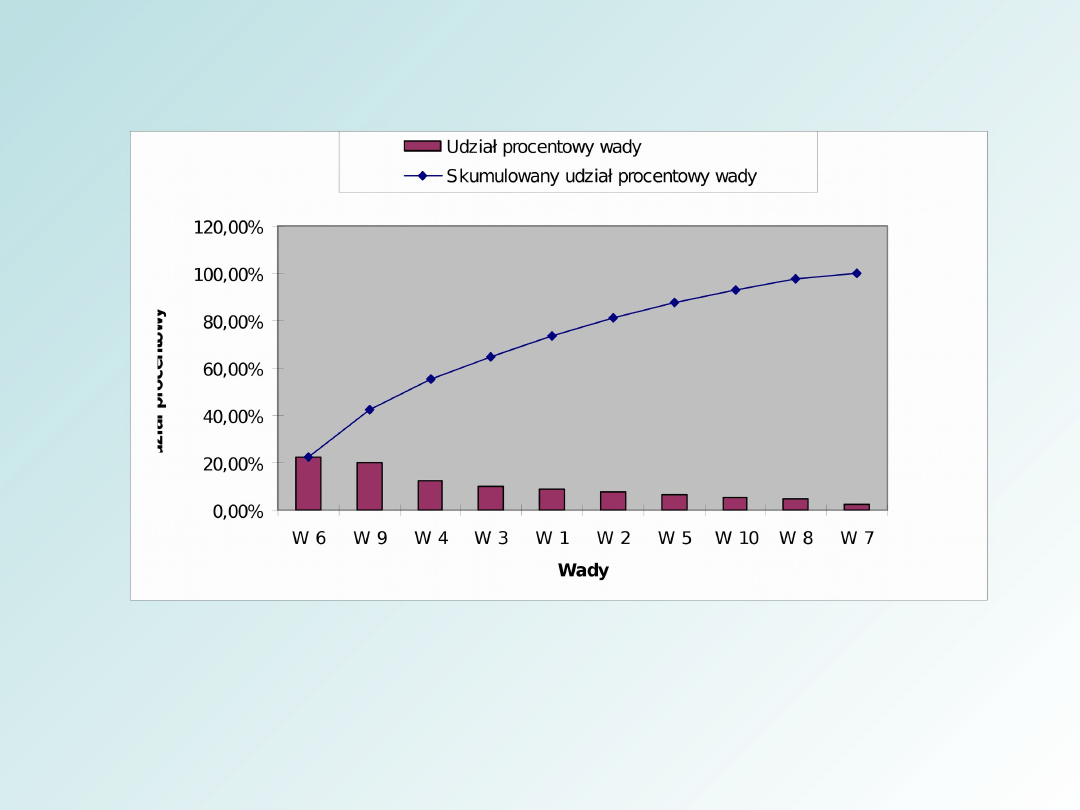
1.3. Narysować wykres Pareto - Rozwiązanie
Z wykresu wynika, że za 42,5% niezgodności
odpowiadają dwie wady.
20% przyczyn powoduje 42,5% skutków, pozostałe 8 wad
odpowiada za 57,5% skutków.

Zadanie 2. Diagram Ishikawy
Znajdź przyczyny spóźniania się autobusów stosując Diagram
Ishikawy.
Zadanie 2. Diagram Ishikawy
Nadzór
Metoda
Maszyna
Materiał
Człowiek
Otoczenie
Zadanie 2. Diagram Ishikawy – przykładowe
rozwiązanie
Maszyna
Częste awarie
autobusów (być
może są
przestarzałe)
Otoczenie
Złe warunki
atmosferyczne
Człowiek
Słabi kierowcy
Nadzór
Złe ustalenie
rozkładów jazdy
autobusów
Zakorkowane ulice
Metoda
Materiał
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
Wyszukiwarka
Podobne podstrony:
Technika badania fizykalnego klatki piersiowejZDZ8
9 4 Badanie przyczyn wypadków przy pracy
Techniki negocjacyjne, Przyczyny konfliktów
przyklady zapytan ofertowych, socjologia, techniki badania rynku
2 Metody i techniki badańid 20532 ppt
Wykorzystanie techniki badania PET CT
Czy państwowa kontrola pieniądza jest przyczyną występowania cyklów koniunkturalnych
Eksploatacja techniczna środków transportu, T5 Problemy ekonomiczne eksploatacji środków transportu
Wyk.7 Istota i techniki badania aktywów obrotowych
GERIATRIA piel Najczęsciej wystepujące problemy geriatryczn
CIEN SEJSMICZNY-PRZYCZYNY WYSTEPOWANIA I PRAKTYCZNE WYKORZYSTANIE ZJAWISKA, Geodezja, Geodezja fizy
Technika badania chorych z uwzględnieniem stanu miejscowego, Pielęgniarstwo, chirurgia
11 Badanie przyczepnosci powlok metal
Spirometria – technika badania
Techniki badania fizykalnego, badania fizykalne
Projekt i opis budowy przyczepki podłodziowej dla małego jachtu, TECHNIKA, Budowa Przyczepy-Przyczep
Populacje osób u których występują problemy alkoholowe, Alkoholizm
więcej podobnych podstron