
OCHRONA ATMOSFERY
Wykład 13
Dr hab. inż. Krzysztof GOSIEWSKI
Profesor AJD
Zagadnienia ochrony atmosfery
związane z termicznym
unieszkodliwianiem odpadów
stałych
Usuwanie chloru, fluoru i rtęci z gazów
odlotowych

waste
disposal
in
Europe
at 1350
waste disposal in Germany at 1600
prisoners collecting waste (Hamburg
1609)
Amsterdam (
1600)

Termiczne unieszkodliwianie
odpadów stałych a problemy
ochrony atmosfery
Otwarte składowiska odpadów stałych są
silnym źródłem emisji gazowej - w dodatku
niezorganizowanej i snującej się tuż nad
powierzchnią gruntu.
Spalanie lub inne metody termicznego
unieszkodliwiania odpadów emitują duże
ilości spalin lub innych gazów odlotowych,
które mogą stanowić źródło poważnego
zanieczyszczenia powietrza atmosferycznego.
Jakie odpady są
przedmiotem naszego
zainteresowania?
W szerokim sensie zagadnienia te
dotyczą między innymi:
odpadów komunalnych (tzw. śmieci);
odpadów przemysłowych (bardzo szeroka
kategoria obejmująca zarówno odpady
drzewne, zużyte opony, odpady z różnych
procesów technologicznych i wiele innych);
odpadów niebezpiecznych, w tym odpadów
szpitalnych;
odpadów ściekowych (osadów).

Metody termicznego
unieszkodliwiania odpadów
stałych
Metody
termicznego
unieszkodliwiania odpadów można
podzielić na 2 grupy technologii:
Bezpośrednie spalanie
odpadów stałych
w różnych rodzajach palenisk,
Tzw. metody pirolityczne
odgazowania
i zgazowania odpadów stałych połączone ze
spalaniem
uzyskanego
gazu
oraz
ewentualnie spalaniem pozostałości stałej
(koksu pirolitycznego).
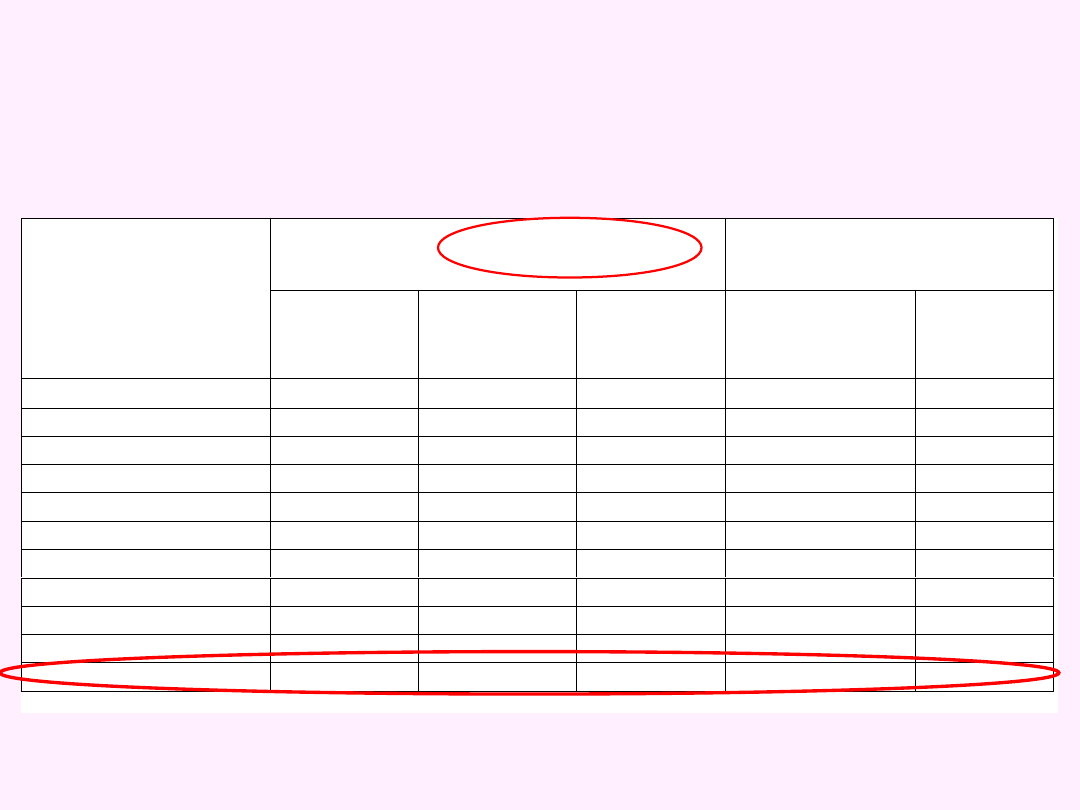
Wartości stężeń zanieczyszczeń w
gazach nie oczyszczonych i
wymagania narzucone przepisami
UE
Stężenie [mg/Nm
3
] (dioksyny i furany
[ng/Nm
3
])
Skuteczność oczyszczania [%]
Zanieczyszczenie
gazy nie
oczyszczone
dopuszczalne wg
proj. dyr. UE z
1997 r.
osiągane w
czynnych
instalacjach
niezbędna
osiągana
Pył
2000 20000
10
< 1
99.5 99.95
99.995
Tlenki siarki
100 200
50
< 5
50 97.5
99.75
Tlenki azotu
150 450
200
< 30
0 55.6
93.3
Tlenek węgla
80 800
50
< 25
37.5 93.8
96.9
Chlorowodór
1000 4000
10
< 3
99 99.75
99.93
Fluorowodór
20 50
1
< 0.3
95 98
99.4
Suma węgla org.
100 400
10
< 1
0 97.5
99.75
Rtęć
0.4 0.7
0.05
< 0.02
87.5 92.9
97.1
Kadm
< 2.5
0.05
< 0.01
98.0
99.6
Pozostałe metale ciężkie
10 60
0.5
< 0.1
95 99.2
99.8
Dioksyny i furany [ng/Nm
3
]
20 40
0.1
0.01
95 99.8
99.975

Dioksyny (PCDD) i Furany
(PCDF)
Szczególnie niebezpieczne w termicznej przeróbce
odpadów
są
dioksyny
będące
jedną
z
najsilniejszych trucizn podejrzewaną o działanie
kancerogenne.
Uważa się, że związki PCDD i PCDF tworzą się
podczas spalania w niskich temperaturach
(kilkuset
o
C).
Ilość powstających dioksyn zależy więc od rozkładu
temperatur
w
komorze
spalania
i
czasu
przebywania gazu w strefach powyżej 1000
o
C.
Dłuższe przebywanie gazu (pow ok. 2 sek.) w takiej
strefie sprzyja rekombinacji (rozkładowi) dioksyn.

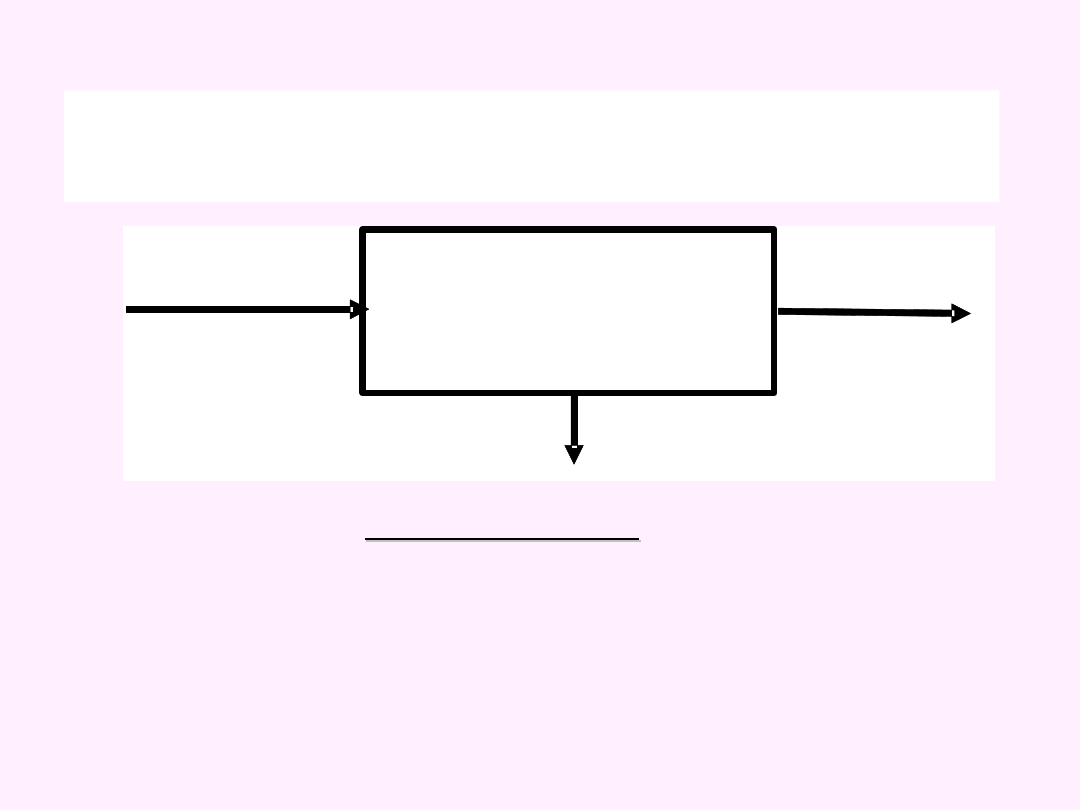
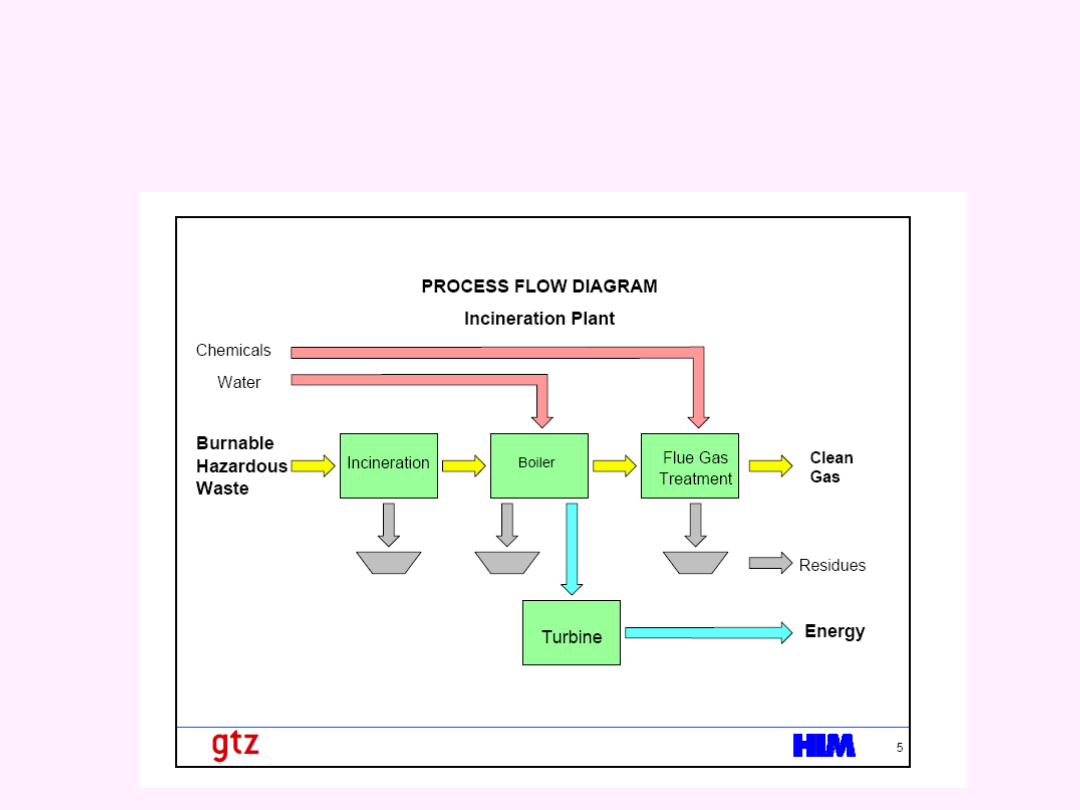
Bezpośrednie spalanie odpadów
stałych
Piec do spalania
odpadów
spaliny
odpady
stałe
popiół
Uproszczony schemat blokowy instalacji
spalania odpadów
Gorące spaliny są następnie wprowadzane do instalacji,
której celem jest
odzysk ciepła
odzysk ciepła (zwykle kotła
parowego), a następnie do instalacji oczyszczania
spalin, czego nie pokazano na tym uproszczonym
schemacie.
Odpady stałe są cennym paliwem, dziś
często nazywanym „biomasą”!

Segregacja odpadów
• Warunkiem racjonalnego wykorzystania
odpadów jako paliwa (a także surowca w
innych termicznych metodach utylizacji)
jest ich
segregacja
.
• Jeśli oddzielimy nie tylko frakcje o mniejszej
kaloryczności, lecz także te, które w
procesach spalania tworzą najbardziej
toksyczne składniki gazowe (np. odpady z
tworzyw sztucznych zawierające chlor i
fluor), to wówczas można znacznie
uprościć technologię oczyszczania spalin.
• Proces sortowania odpadów w wielu krajach
wstępnie
wykonywany
jest
przez
mieszkańców.

Odpady wykorzystuje się
procesach przemysłowych.
Odpowiednio przygotowane paliwo
może być wykorzystane:
W procesach wysokotemperaturowych:
- w
piecach
hutniczych
jako
reduktor
(wykorzystanie materiałowe);
- w piecach cementowych jako paliwo alternatywne
(wykorzystanie energetyczne).
W energetyce (wykorzystania energetyczne):
- jako
substytut
paliwa
w
elektrowniach,
elektrociepłowniach i ciepłowniach lokalnych
(zamiast węgla kamiennego czy brunatnego);
- do wytwarzania energii bezpośrednio w zakładzie
przetwarzania odpadów.

Spalanie w zakładach utylizacji
odpadów może się odbywać w
następujących urządzeniach:
instalacjach z paleniskami rusztowymi,
w piecach obrotowych,
w paleniskach fluidalnych.
Najbardziej nowoczesnym rozwiązaniem jest
spalanie
odpadów
w
paleniskach
fluidalnych.
Wymagają
one
wprawdzie
rozdrobnienia paliwa do ziaren umożliwiających
powstanie w komorze spalania warstwy
fluidalnej (zwykle wielkość ziarna zawiera się w
granicach 10 30 mm) jednak uzyskuje się w
komorze znacznie bardziej równomierny rozkład
temperatur zwykle w zakresie 800 900
o
C.

Zalety fluidalnego spalania
odpadów
Znacznie ograniczyć tworzenie się tlenków azotu. Zawartość
w spalinach na ogół nie przekracza 250 mg/Nm
3
wobec 500
mg/Nm
3
w paleniskach rusztowych. Stabilna strefa
temperatur umożliwia stosowanie selektywnej niekatalicznej
redukcji NO
x
.
Dzięki dobremu wymieszaniu paliwa z powietrzem, dobrym
warunkom wymiany ciepła i masy między fazą stałą i
gazową oraz stabilnej temperaturze spalania poziom
stężenia dioksyn i furanów w spalinach nie przekracza 1.5
ng/Nm
3
wobec 2 40 ng/Nm
3
w paleniskach rusztowych.
Stosować proste metody suchego odsiarczania przez wtrysk
alkalicznego sorbentu wprost do paleniska fluidalnego.
Osiągać
wysokie
sprawności
procesu
spalania
przekraczające 95%.
Spalanie fluidalne pozwala:
Schemat blokowy nowoczesnej
spalarni odpadów z odzyskiem
ciepła spalania
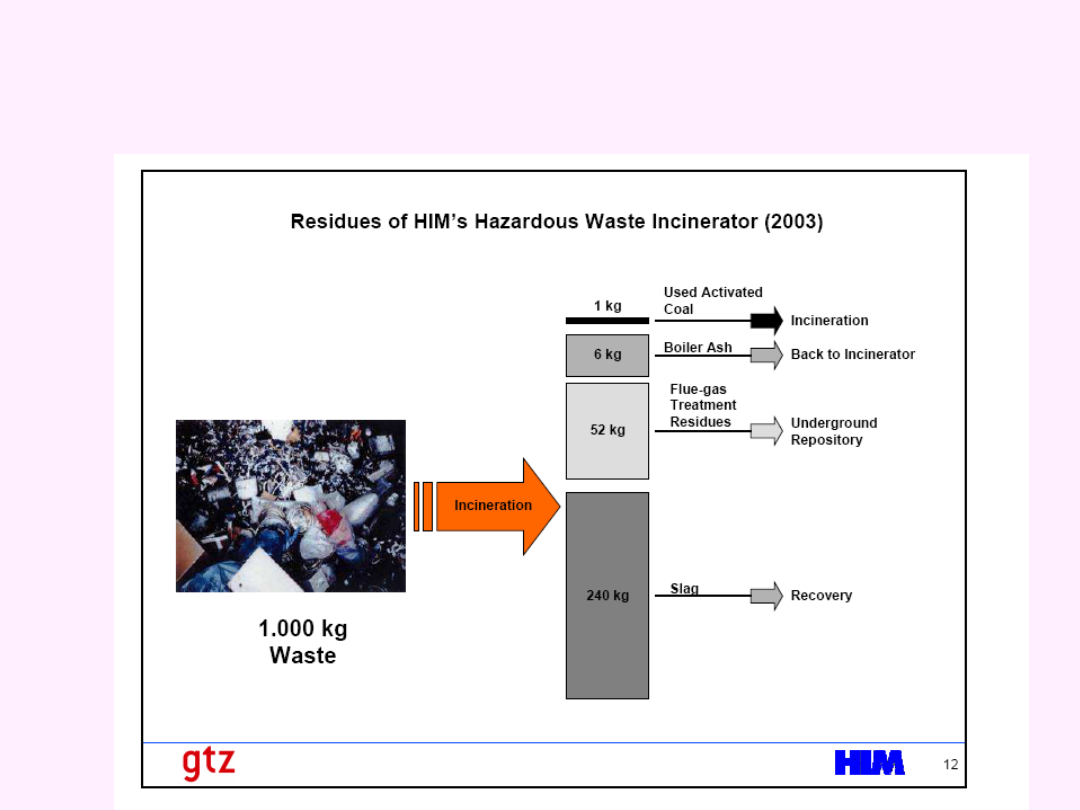
Bilans pozostałości stałych przy
spalaniu odpadów w piecu
obrotowym
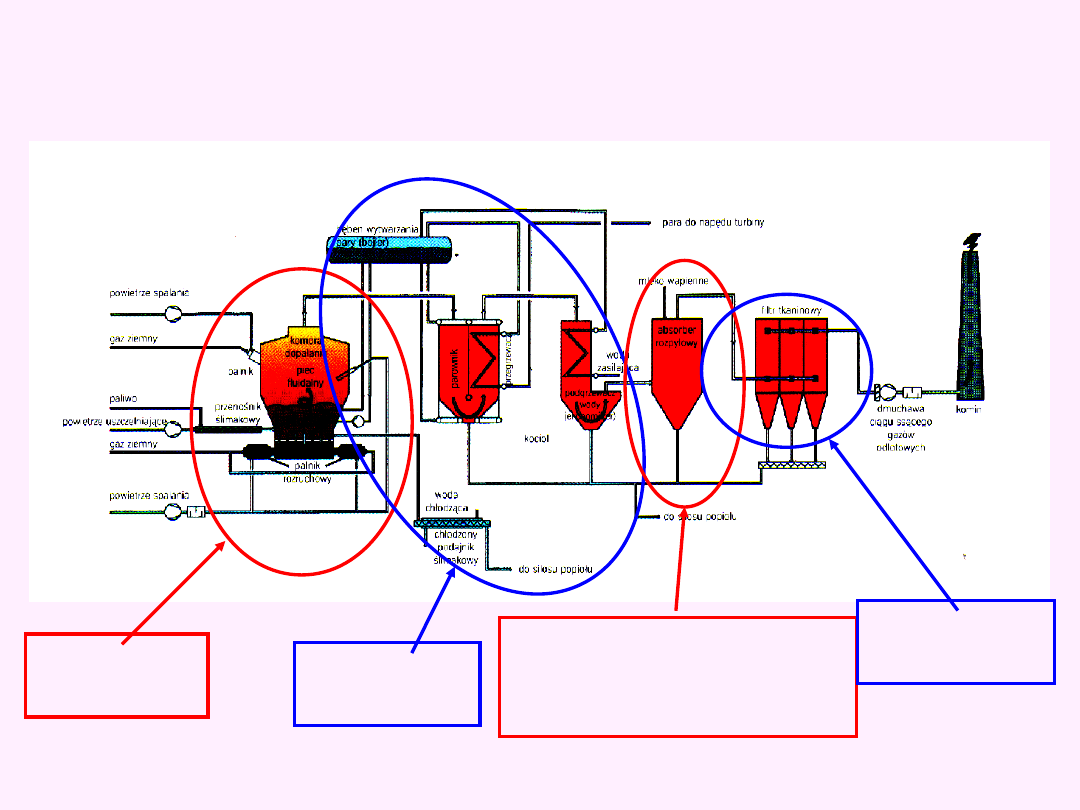
Schemat spalarni odpadów w Weronie
(Włochy) z fluidalnym paleniskiem
odpadów (wg prospektu firmy
ThyssenKrupp).
Palenisko
fluidalne
Instalacja
kotłowa
Wapnowy
absorber rozpyłowy
(metoda półsucha
Odpylacz
tkaninowy

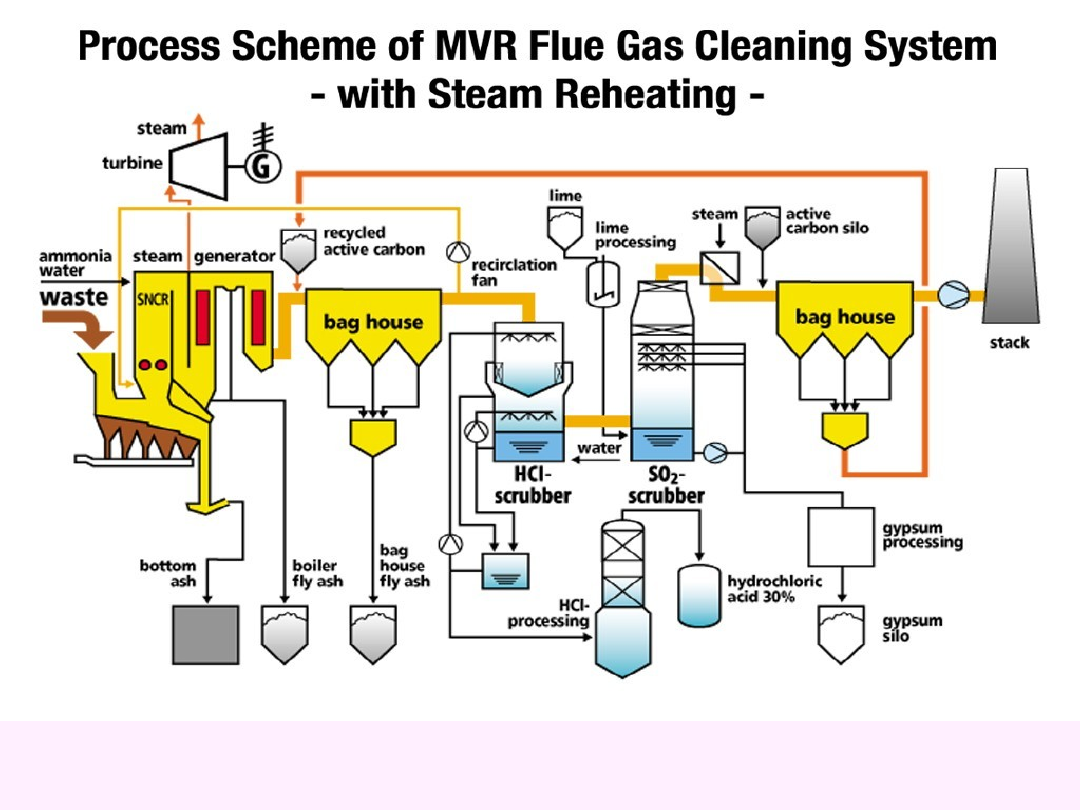
Nowoczesna spalarnia odpadów w Hamburgu
Pirolityczne odgazowanie i
zgazowanie odpadów
• Piroliza polega na termicznym rozkładzie
(odgazowaniu) substancji organicznych bez
dostępu (lub z bardzo ograniczonym
dostępem) tlenu z powietrza.
• Odgazowanie prowadzi się w zakresie
temperatur 400 800
o
C.
• Zgazowanie polega na przekształceniu w
wyższych temperaturach węgla zawartego w
danym surowcu lub paliwie stałym w paliwo
gazowe, składające się głównie z tlenku i
dwutlenku węgla, metanu, azotu i pary wodnej.
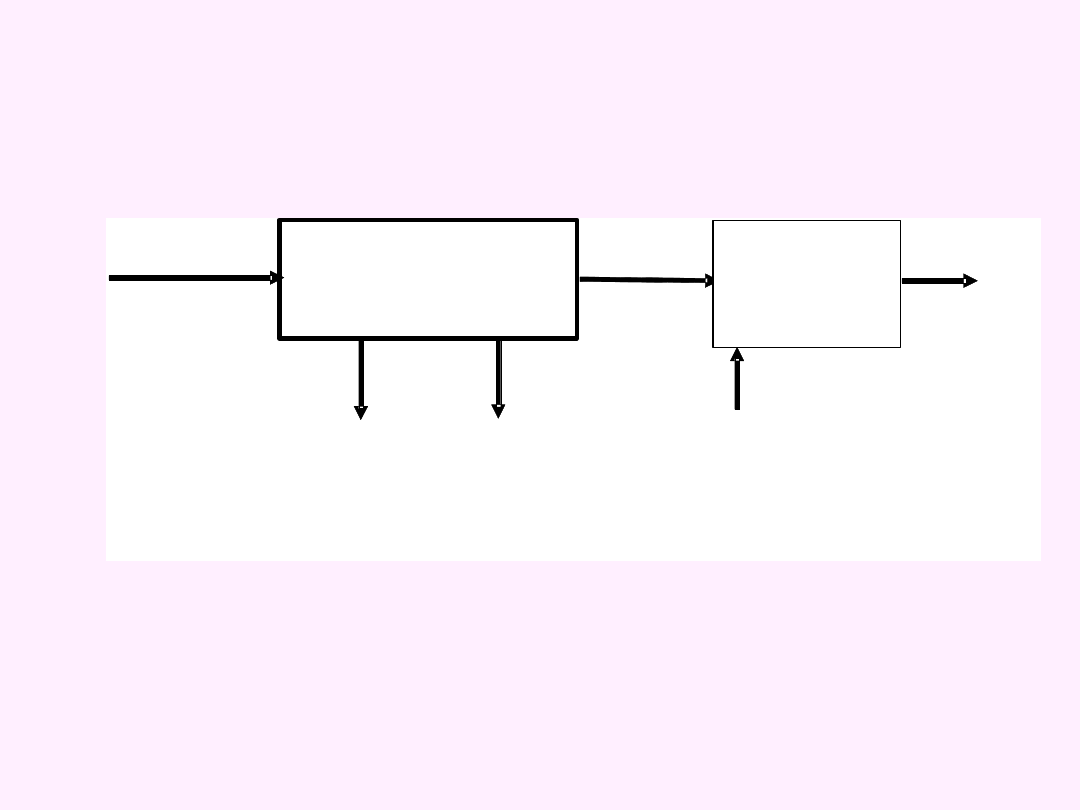
Pirolityczne odgazowanie i
zgazowanie odpadów
• Gaz pirolityczny jest z reguły traktowany
jako paliwo. Czasami paliwem jest również
koks pirolityczny, najrzadziej frakcja ciekła.
gaz
pirolityczny
Pirolityczny
przerób odpadów
koks pirolityczny olej i smoła
wytlewna
spalanie
gazu
pirolitycznego
powietrze
spaliny
Uproszczony schemat blokowy pirolitycznej przeróbki odpadów
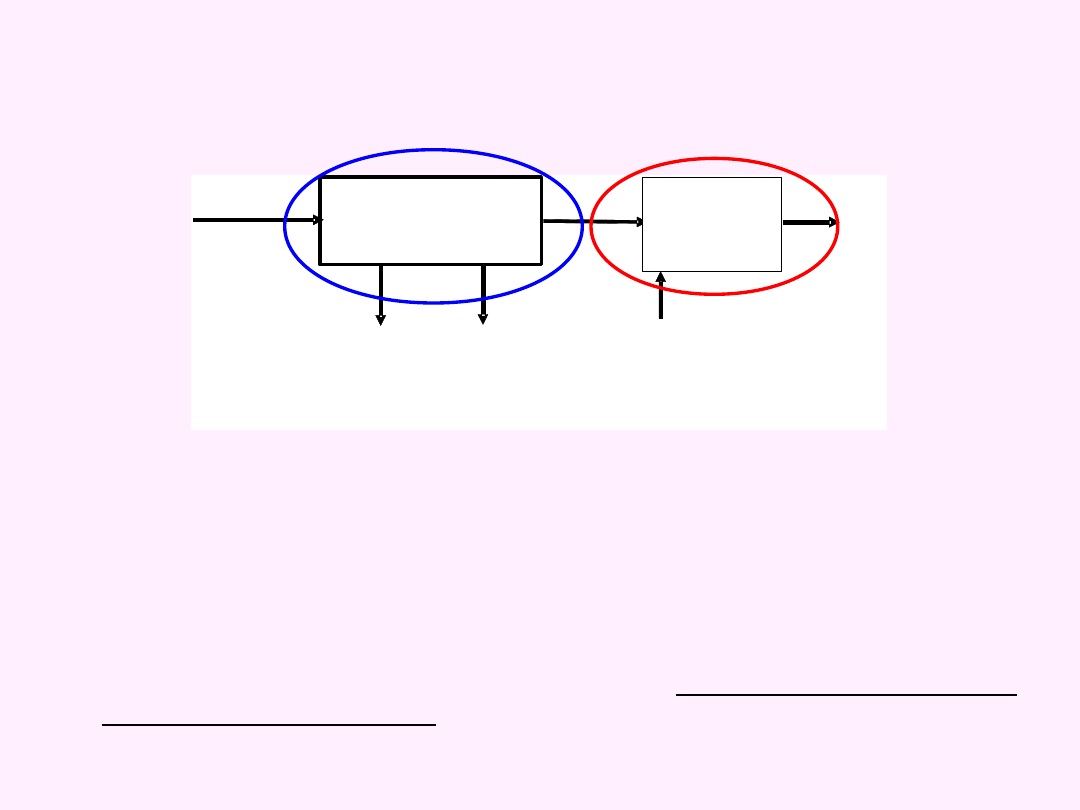
Pirolityczne odgazowanie i
zgazowanie odpadów
Proces zwykle prowadzi się dwustopniowo:
W komorze pierwotnej następuje suszenie, odgazowanie
i zgazowanie odpadów w niższych temperaturach
(poniżej 1000
o
C) przy znacznym
niedomiarze
powietrza
(
= 0.4 0.8);
W drugiej komorze (dopalającej) temperatury są wyższe
(1100 1300
o
C) i następuje przy kontrolowanym
nadmiarze powietrza spalanie gazu pirolitycznego.
gaz
pirolityczny
Pirolityczny
przerób odpadów
koks pirolityczny olej i smoła
wytlewna
spalanie
gazu
pirolitycznego
powietrze
spaliny
Uproszczony schemat blokowy pirolitycznej przeróbki odpadów

Orientacyjny skład gazu
pirolitycznego (bez
zanieczyszczeń)
•
Wartość opałowa gazu pirolitycznego jest zależna od
zawartości składników palnych. Zawiera się ona w
granicach od
5 do 16 MJ/Nm
3
. W przypadku pirolizy
odpadów prowadzonej całkowicie bez udziału powietrza w
gazach znacznie wzrasta zawartość CO, H
2
i CH
4
których
łączny udział może wynosić 50 80 % przy niewielkiej
ilości inertów i wówczas wartość opałowa może być
znacznie wyższa.
Składnik
Zawartość [% obj]
H
2
CO
CH
4
C
2
H
2
C
2
H
4
C
2
H
6
gazy inertne (N
2
i CO
2
)
0.5 32
2.5 35
1.6 16
5 13
ślady 2.5
ślady 3.0
do 85
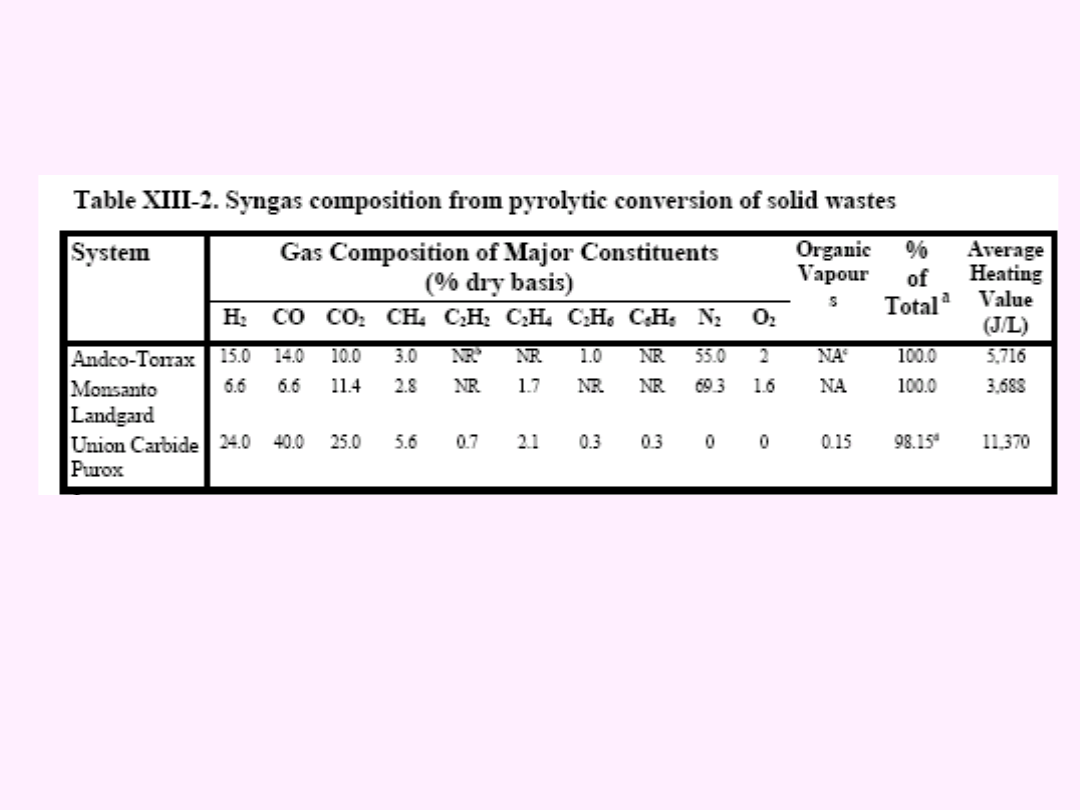
Skład gazu pirolitycznego w
instalacjach różnych producentów
Reaktorem do odgazowywania i/lub zgazowania odpadów
mogą być aparaty
konstrukcyjnie podobne do urządzeń
służących do spalania odpadów
, np.:
• reaktory szybowe i ze złożem fluidalnym z pionowym ruchem
masy,
• reaktory obrotowe i przepychowe z poziomym ruchem masy.
Różnice między utylizacją
odpadów przez spalanie a
obróbką pirolityczną
Spalanie jest procesem
egzotermicznym
zaś piroliza jest
endotermiczna
.
W
procesach
pirolitycznych
egzotermiczne jest dopiero spalanie produktów pirolizy
(głównie gazu pirolitycznego).
W procesach polegających na spalaniu odpadów spalana
jest faza stała, natomiast w procesach pirolitycznych
służy ona jedynie do wyprodukowania gazu pirolitycznego
i dopiero później spalana jest faza gazowa. Nie zmienia
to postaci rzeczy, że w obu metodach globalnie można
utylizować ciepło spalania.
Palnik, umieszczony w komorze pierwotnej, w procesach
spalania używany jest jedynie do zapalenia odpowiednio
przygotowanej fazy stałej i ewentualnie do podtrzymania
procesu spalania. W metodach pirolitycznych natomiast
podobny palnik musi stale dostarczać ciepło do utrzymania
biegu endotermicznych reakcji odgazowania i zgazowania
fazy stałej
Czy procesy pirolityczne są
generalnie lepszą metodą termicznej
utylizacji odpadów stałych?
To zależy od rodzaju odpadów!
Ogólna sprawność cieplna metod pirolitycznych
i spodziewane koszty eksploatacyjne za nimi nie
przemawiają.
Obie metody wymagają instalacji do
końcowego oczyszczania spalin.
Nadal eksperymentalny charakter tych metod i
ich koszt powoduje, że obecnie są one rzadko
stosowane do przeróbki dużych ilości
odpadów komunalnych.

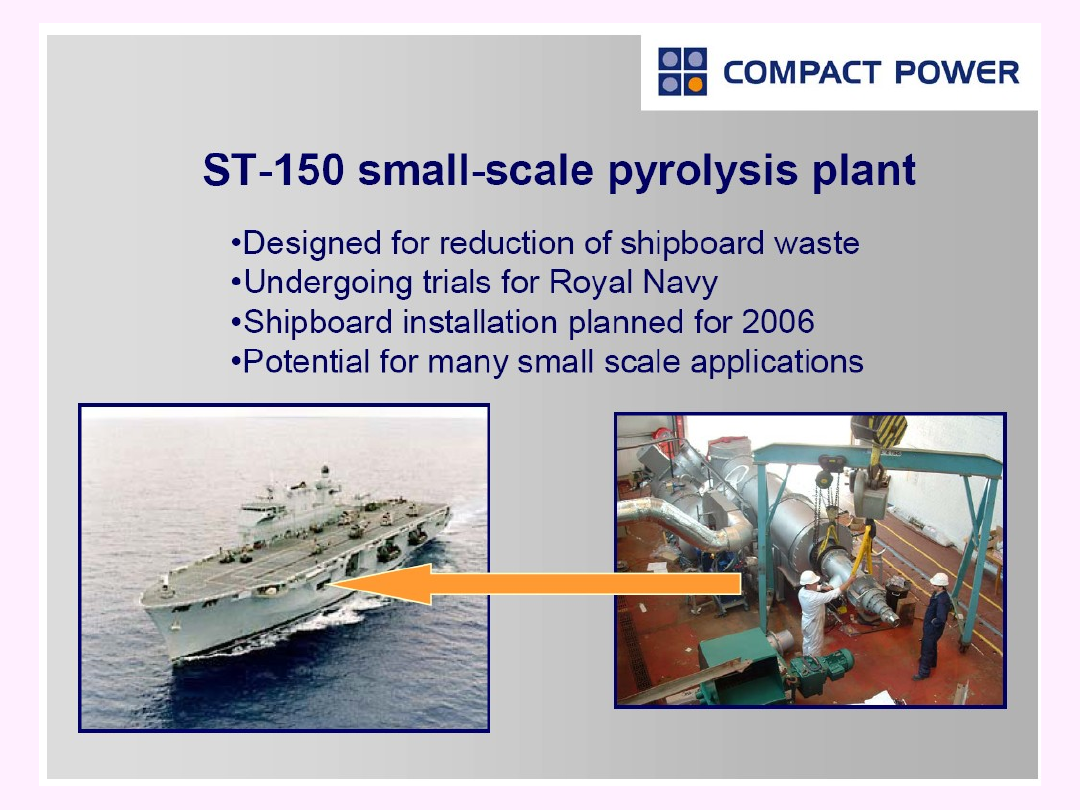
Pirolityczne metody
utylizacji odpadów
Znalazły dotychczas zastosowanie
w unieszkodliwianiu stosunkowo
małych ilości odpadów szczególnie
niebezpiecznych jak odpady szpitalne
i niektóre odpady przemysłowe (np.
unieszkodliwianie zużytych opon
samochodowych). W tych
zastosowaniach są one obecnie
bezkonkurencyjne!

Zalety metod pirolitycznych:
Zasadniczą zaletą procesów pirolitycznych jest
zmniejszenie ilości gazów odlotowych. Piroliza prowadzona
jest bez lub przy minimalnym nadmiarze powietrza, więc
powstająca ilość gazu palnego jest objętościowo znacznie
mniejsza. Gaz ten jest wprawdzie następnie spalany, ale
biorąc pod uwagę wysoką (ponad 99%) sprawność spalania
gazów można stosować niskie nadmiary powietrza (
= 1.1
1.2 podczas gdy przy spalaniu odpadów na ruszcie
= 1.5 ),
w sumie otrzymujemy mniejszą ilość spalin.
Tym
samym instalacje ich oczyszczania są mniejsze.
Niższa wartość opałowa gazu pirolitycznego powoduje, że
temperatury przy ich spalaniu (zwanym dopalaniem) są
niższe i tym samym znacznie mniejsza ilość tworzonych NO
x
.
W trakcie dopalania łatwo jest osiągać kilkusekundowe czasy
przebywania spalin w temperaturach > 1000
o
C co znacznie
zmniejsza ilość dioksyn i furanów w spalinach.
Proces odgazowania i zgazowania generuje znacznie
mniejszą ilość pyłów, tym samym relatywnie zapylenie spalin
jest niskie.

Różnice między utylizacją
odpadów przez spalanie a obróbką
pirolityczną
Proces spalania odpadów jest uciążliwy z wielu
względów. M. in. z powodu dużej ilości wilgoci
zwykle zawartej w fazie stałej. W procesach
pirolitycznych natomiast spala się w miarę czysty
gaz pirolityczny i tym samym egzotermiczne
spalanie jest łatwiejsze.
W procesach spalania większość związków
toksycznych przechodzi do spalin, natomiast przy
odpowiednim prowadzeniu pirolizy można
spowodować że część z nich przejdzie do odpadu
stałego (co nawiasem mówiąc może powodować,
że będzie on bardziej niebezpiecznym odpadem
niż popiół po zwykłym spaleniu odpadu.
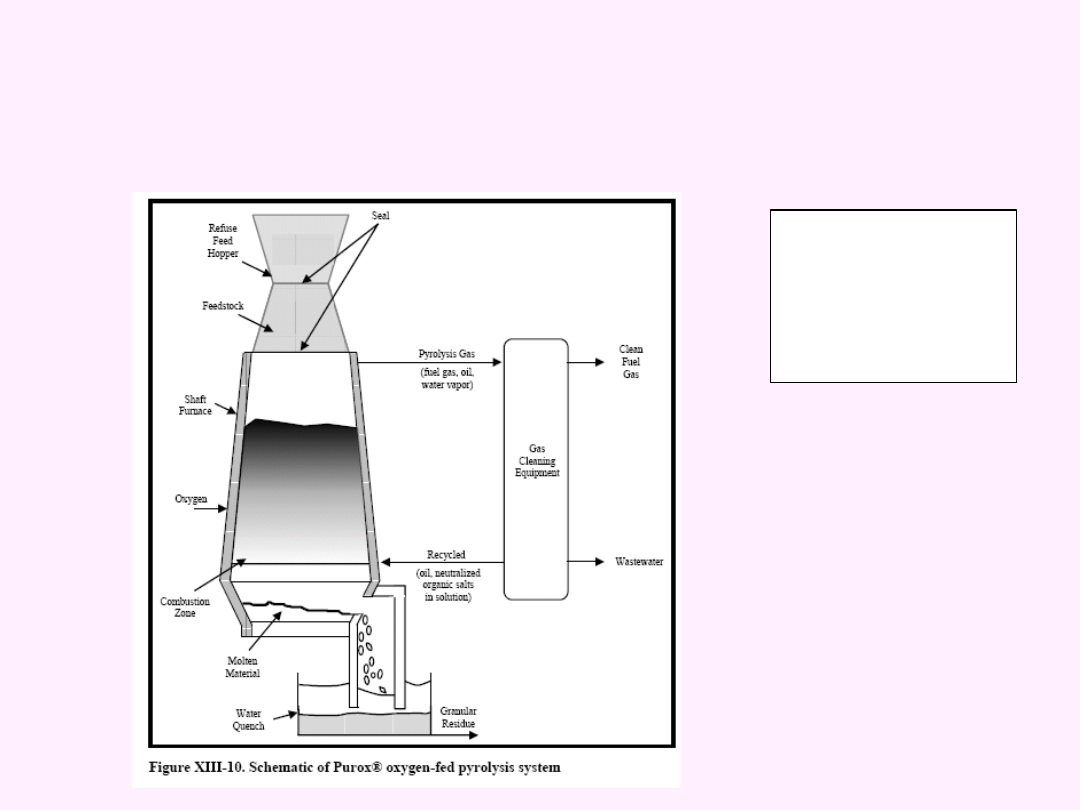
Instalacja pirolityczna Union
Carbide Purox
RDF - Refuse
Derived Fuel
Paliwo pochodzące
z odpadów
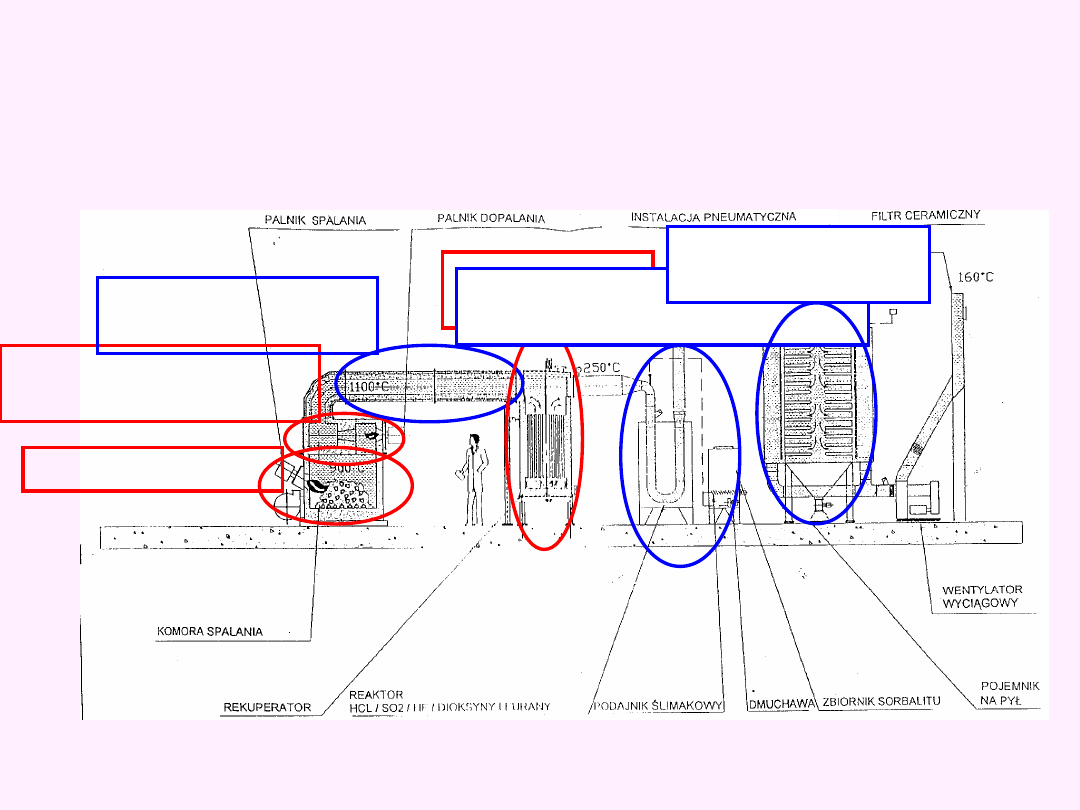
Instalacja do pirolitycznego
unieszkodliwiania odpadów
medycznych firmy A.T.I. Muller
Komora pirolizy
Komora spalania
gazu pirolitycznego
Komora rozkładu
PCDD i PCDF
Rekuperacja
ciepła
Adsorpcja zanieczyszczeń
na suchym sorbencie
Ceramiczny filtr
pyłów

Usuwanie fluoru i jego
związków
• Absorpcja w wodzie. Na temat przydatności takiej
absorpcji w literaturze są różne opinie. Jest jednak
stosowana.
• Absorpcja w czynnikach alkalicznych – na
pewno lepsza. Niewielki dodatek środka
alkalicznego
(np. 5 do 10% NaOH) powoduje, że silnie wzrasta
sprawność absorpcji w wyniku reakcji:
HF + NaOH NaF + H
2
O
• Metody adsorpcyjne na suchych lub nawilżonych
sorbentach takich jak Al
2
O
3
lub SiO
2

Usuwanie chloru i jego
związków
• Chlor jest gazem podobnym do fluoru
i stąd sposoby jego usuwania są
również podobne. Najczęściej stosuje
się
absorpcję
w
roztworach
alkalicznych (zwykle słabo stężonych
np. w 15% NaOH) lub na alkalicznych
sorbentach stałych.

Usuwanie par i związków
lotnych rtęci
Przy spalaniu wielu paliw do atmosfery
emitowane są znaczne ilości rtęci
przenikającej następnie do ziemi i wody.
Około 35% powodowanej działalnością
Człowieka emisji rtęci pochodzi ze spalania
węgla. Źródłem emisji rtęci jest też spalanie
odpadów komunalnych
i przemysłowych oraz przemysł przetwórczy
metali kolorowych.
Rtęć jest emitowana w postaci par oraz jej
związków nieorganicznych i organicznych.
Emitowany może być także aerozol drobnych
kropelek rtęci w fazie ciekłej.

Usuwanie par i związków lotnych
rtęci
• Metoda mokra - usuwanie par i aerozolu
rtęci może odbywać się w skruberze
(najczęściej natryskowym).
– Końcowe wydzielanie oparów rtęci może nastąpić w
drugim stopniu skrubera, który zraszany będzie
roztworem chlorku sodu (soli kuchennej) z
dodatkiem sproszkowanego węgla jako katalizatora.
Do obiegu skrubera mogą być wprowadzane pewne
substancje chemiczne (np. kwaśne jodki sodu lub
potasu) ułatwiające wydzielanie rtęci.
– Wydzielany w obiegu takiego skrubera osad węgla
spala się w piecach i odzyskuje rtęć.
Usuwanie par i związków lotnych
rtęci
• Suche metody adsorpcyjne:
– Na sorbentach alkalicznych przez wtrysk do
spalin sproszkowanego tlenku lub wodorotlenku
potasu ewentualnie z pewnymi dodatkami. Pary
rtęci reagując chemicznie na wtryskiwanych
cząstkach tworzą produkty stałe, które
następnie wydziela się na elektrofiltrach.
– Na sorbentach węglowych w postaci granul
lub włókien aktywowanych substancjami
wiążącymi pary rtęci w porach.
Stosując różne metody i ewentualnie ich
kombinacje można osiągać różne stopnie
oczyszczenia przekraczające nawet 99.8%.
Zwykle stosuje się odzysk usuwanej rtęci!

Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
Wyszukiwarka
Podobne podstrony:
Wykład 14 OCHRONA ATMOSFERY
Wykład 10 OCHRONA ATMOSFERY
Wykład 12 OCHRONA ATMOSFERY
Wykład 11 OCHRONA ATMOSFERY
wyklad 4 13.03.2008, Administracja UŁ, Administracja I rok, Ustrój organów ochrony prawnej
Wykład 5 OCHRONA ATMOSFERY
Wykład 6 OCHRONA ATMOSFERY
Wykład 1 OCHRONA ATMOSFERY
Wykład 2 OCHRONA ATMOSFERY
Wykład 9 OCHRONA ATMOSFERY
Wykład 4 OCHRONA ATMOSFERY
Wykład 3 OCHRONA ATMOSFERY
Wykład 8 OCHRONA ATMOSFERY
Wykład 7 OCHRONA ATMOSFERY
pz wyklad 13
pz wyklad 13
ZARZ SRODOWISKIEM wyklad 13
Wykład 13 UKS
wyklad 13 Modele ARIMA w prognozowaniu (1)
więcej podobnych podstron