
Zarządzanie zapasami
w przedsiębiorstwie
1
Definicja zapasów
Według międzynarodowych standardów rachunkowości
(MSR) zapasy to aktywa:
• przeznaczone do sprzedaży w toku zwykłej działalności
gospodarczej,
• będące w trakcie produkcji przeznaczonej na sprzedaż
lub
• mające postać materiałów czy dostaw surowców
zużywanych w procesie produkcyjnym lub w trakcie
świadczenia usług.
2
3
Zapasy
materiało
we
produkcji
w toku
wyrobów
gotowych
towarów
Z punktu widzenia ekonomicznej przydatności dla przedsiębiorstwa
wyróżnia się następujące zapasy:
• Zapasy bieżące – zapewniające sprawny przebieg procesów
produkcyjnych,
• Zapasy sezonowe tworzone ze względu na sezonową
dostępność pewnych surowców (np. owoców i warzyw) lub
gromadzone przed okresami wzmożonego zbytu,
• Zapasy rezerwowe – stanowiące rezerwę na nieprzewidziane
sytuacje lub dla realizacji przyszłych celów – dzisiaj utrzymywane
w skali przedsiębiorstwa niezmiernie rzadko,
• Zapasy nieprawidłowe, tj.
– Zapasy nadmierne – nagromadzone w ilościach przekraczających
ustalone dla nich normy, ale nadające się do zużycia zgodnie z ich
pierwotnym przeznaczeniem – powodują nadmierne zamrożenie środków
obrotowych przez przedsiębiorstwo, mogą też przestać być przydatne,
– Zapasy zbędne – nie znajdujące zastosowania w dalszej działalności
przedsiębiorstwa, np. w związku ze zmianą profilu działalności,
wdrożeniem nowej technologii itp.
4
• Poprawa obsługi klienta
• Wspieranie ekonomiki produkcji
• Umożliwienie osiągnięcia korzyści skali w sferze
zaopatrzenia i transportu
• Zabezpieczenie przed zmianami cen
• Ochrona przed niespodziewanymi zmianami
popytu i czasu realizacji zamówienia
• Zabezpieczenie przed następstwami klęsk
żywiołowych i innych niebezpieczeństw.
Przyczyny utrzymywania zapasów:
5
• Możliwość realizacji zamówień z krótkim terminem
dostawy,
• Nienarażanie klientów na przejściowe braki produktów,
• Mniejsze prawdopodobieństwo opóźnień produkcyjnych,
• Mniejsza czułość na wzrost cen,
• Możliwość uzyskania rabatów na zakupy wyższych partii
surowców i materiałów,
• Mniejsza liczba zamówień zaopatrzeniowych dzięki
wyższym partiom,
• Unikanie dodatkowych kosztów w przypadku
niesolidnych dostawców.
Pozytywne konsekwencje utrzymywania
wysokiego poziomu zapasów w przedsiębiorstwie:
6
• Wyższe koszty utrzymania i składowania zapasów,
• Wyższe koszty ubezpieczenia,
• Możliwość kradzieży,
• Zniszczenie,
• Ubytki naturalne,
• starzenie się ekonomiczne i fizyczne
• Zaprzepaszczenie alternatywnych możliwości
inwestycyjnych,
• Wyższe koszty finansowe
Negatywne konsekwencje utrzymywania
wysokiego poziomu zapasów w przedsiębiorstwie:
7
W klasycznym ujęciu ekonomika zapasów posiada
następujące zasady:
• Minimalizacji nakładów na zakup, dostarczanie i
utrzymywanie zapasów;
• Zapewnienia ciągłości produkcji i właściwego
tempa obsługi odbiorców przy możliwie
najniższym poziomie kosztów zapasów;
• Zapobiegania powstawaniu zapasów
nadmiernych, a szczególnie zapasów zbędnych,
oraz optymalnego ich zagospodarowania, jeśli
one występują;
• Przeciwdziałania stratom ilościowym i
jakościowym zapasów, w tym także starzeniu
się technicznemu i ekonomicznemu zapasów.
8
W związku z powyższym w procesach
zarządzania zapasami pojawiają się
następujące problemy decyzyjne:
• Wybór pozycji, których zapasy powinny być
utrzymywane
• Określenie wielkości zamawianych partii
• Określenie czasu składania zamówień
• Określenie systemu kontroli zapasów
9
Przedsiębiorstwa mają do dyspozycji szeroki wachlarz
metod zarządzania zapasami, zwłaszcza zapasami
materiałów i towarów.
Do podstawowych metod wykorzystywanych w zarządzaniu
zapasami można zaliczyć:
• metoda ABC, metoda XYZ,
• model ekonomicznej (optymalnej) wielkości zamówienia
– EOQ (economic order quantity model),
• modele sterowania zapasami,
• podejście inwestycyjne,
• systemy planowania potrzeb materiałowych – MRP
(materials requirements planning),
• system planowania dystrybucji – DRP (distribution
requrements planning),
• System „dokładnie na czas” – JIT (just in time).
• Systemy typu pull ("systemy ssące„) określane są mianem systemów
reaktywnych, ponieważ opierają się na obserwowanym popycie rynkowym
• Ich przeciwieństwem są systemy typu push, pro aktywne, bazujące na
popycie antycypowanym (przewidywanym).
W systemach typu pull:
• zapotrzebowanie zgłaszane jest do dostawcy przez ogniwo znajdujące się
najbliżej rynku w łańcuchu dostaw, wymuszając w ten sposób przepływ
towarów przez cały łańcuch;
• Klienci zewnętrzni jak i wewnętrzni ”ciągną” produkty od dostawców tak aby
zaspokoić swoje potrzeby (uzupełnianiu podlegają tylko te zasoby, które
zostały wykorzystane (zużyte));
• możliwa jest szybka reakcja na nagłe i niespodziewane zmiany popytu
• największą wadą jest brak możliwości skoordynowania popytu zgłaszanego
przez poszczególne ogniwa łańcucha, gdyż zamówienie generowane jest na
podstawie stanu zapasów w danym miejscu lokalizacji,
• przepływ informacji w tego typu systemach odbywa się najczęściej tylko w
jednym kierunku, między odbiorcą a dostawcą
• Zaliczamy do nich klasyczne modele zarządzania zapasami oraz modele
oparte na strategii JiT.
Systemy typu pull oraz push
11
•
filozofia zarządzania przedsiębiorstwem, która polega na ciągłym usprawnianiu procesów przepływu
dóbr i eliminowaniu marnotrawstwa.
•
główny cel to zwiększenie efektywności oraz elastyczności wytwarzania poprzez maksymalne
zmniejszenie poziomu zapasów przedprodukcyjnych i międzyoperacyjnych oraz maksymalne
skrócenie długości cyklu produkcyjnego. Zachowanie wysokiej elastyczności jest możliwe przy
podjęciu działań wykraczających poza obszar zarządzania zapasami.
Filozofia JIT opiera się na następujących założeniach:
•
na zamówienie klienta powinny oczekiwać nie zapasy wyrobów gotowych, ale zdolności produkcyjne
gotowe do ich wytworzenia
•
zapasy służą głównie niwelowaniu błędów i niedostatków w organizacji i sterowaniu przepływem
materiałów, stąd też niski poziom zapasów wymusza ciągłą racjonalizację organizacji produkcji,
•
do oceny efektywności procesu produkcyjnego włącza się oprócz poziomu kosztów i produktywności
majątku również czas realizacji zamówienia, tzn. długość pełnego cyklu produkcyjnego. Należy
dążyć do maksymalnego skrócenia tego cyklu przez:
–
zmniejszenie zapasów środków obrotowych i produkcji w toku (np. poprzez eliminowanie
pośrednich punktów składowania w procesie produkcyjnym),
–
zmniejszenie wielkości partii produkcyjnych i transportowych,
–
właściwe rozmieszczenie stanowisk roboczych i dróg transportowych,
–
zmiany konstrukcyjne obrabiarek i przyrządów oraz przeszkolenie personelu z myślą o
maksymalnym skróceniu czasów przezbrojeń maszyn.
System JIT jest najbardziej przydatny w produkcji powtarzalnej. Polega na „ssaniu” zapasów przez
system produkcyjno--zaopatrzeniowy po wystąpieniu realnego popytu na wyroby gotowe, co jest
szczególnie korzystne w warunkach niepewności popytu na wyroby powtarzalne, produkowane seryjnie
(np. samochody).
Zaletą tego systemu jest to, że ujmuje zapasy całościowo, jego zastosowanie pozwala zoptymalizować
nie tylko zapasy materiałów, towarów i wyrobów gotowych, ale również zapasy produkcji w toku. W
efekcie ogranicza marnotrawstwo czasu, przestrzeni, pracy i kapitału, co umożliwia redukcję kosztów.
System „dokładnie na czas” – JIT (just in
time)
12
• Systemy typu push, zwane inaczej "tłoczącymi„ opierają się
na szczegółowych planach powstających na podstawie prognoz
zapotrzebowania, sporządzanych dla wszystkich ogniw
znajdujących się najbliżej rynku. Prognozy te są sumowane i służą
do tworzenia harmonogramów produkcyjnych.
• Dostępny zapas jest tłoczony do poszczególnych ogniw w kierunku
rynku.
• Przepływ informacji w takich systemach odbywa się
dwukierunkowo.
• Przykładem tego typu modeli są modele oparte na metodzie MRP.
Systemy typu pull oraz push
13
Metoda ta oparta jest na planowaniu „od końca” tj. w kierunku
przeciwnym do przebiegu procesu produkcji.
Punktem wyjścia jest popyt na wyrób gotowy, na jego
podstawie określana jest wielkość produkcji w toku, a następnie
wielkość zamówienia materiałów niezbędnych do produkcji.
Podstawą tego systemu jest ustalenie potrzeb materiałowych (z
uwzględnieniem istniejących zapasów) w podziale na odcinki
czasu
(okresy planistyczne).
Systemy planowania potrzeb materiałowych
– MRP (materials requirements planning)
14
Koszty zapasów
Koszty tworzenia zapasu (zamawiania)– to wszystkie koszty
związane z procesem uzupełniania stanu zapasów, obejmują
koszty zamawiania, zakupu i realizacji dostaw, w tym np. koszty
transportu i ubezpieczenia konkretnej dostawy, koszt
funkcjonowania służby zaopatrzenia. Koszty te są częściowo
niezależne od wielkości zamawianej partii.
gdzie:
KZ – roczny koszt zamawiania (odnawiania) zapasu,
– koszt zakupu jednej partii dostawy,
LZ – liczba zamówień w roku,
D – prognoza rocznego popytu (roczne zapotrzebowanie)
Q – wielkość zamówienia
15
kz
Q
D
kz
LZ
KZ
kz
Koszty zapasów
Koszt utrzymania zapasu – są to koszty ponoszone na
skutek istnienia zapasów w przedsiębiorstwie, głównie są to
koszty magazynowania (utrzymanie bądź dzierżawa
magazynów, płace magazynierów), koszty finansowe (np.
koszt obsługi kredytów bankowych zaciągniętych w celu
utrzymania zapasów), koszty fizycznego i ekonomicznego
starzenia się zapasów, koszty przeładunku i
przemieszczania
gdzie:
KU – roczny koszt utrzymania zapasu,
– roczny koszt utrzymania jednostki zapasu,
– zapas średni
Q – wielkość partii dostaw
16
ku
Q
ku
Z
KU
śr
2
ku
śr
Z
Koszty zapasów
Koszty wyczerpania zapasów, np. kary umowne za
niedotrzymanie terminów realizacji zleceń, koszty o
charakterze kosztów alternatywnych, powstają w sytuacji
niemożności zrealizowania zamówienia z powodu braku
materiałów i równe są utraconej z tego powodu wartości
sprzedaży (koszty związane z utraconymi zleceniami), koszty
związane z nieplanowanymi przestojami komórki
produkcyjnej.
17
Koszty zapasów
Te trzy rodzaje kosztów składają się na łączne koszty zapasów.
K = KZ + KU + KW
W zarządzaniu zapasami, a szczególnie w metodach
sterowania zapasami problem ewentualnego niedoboru
zapasów jest rozwiązywany za pomocą tzw. zapasu
bezpieczeństwa. Dlatego też większość metod zarządzania
zapasami przyjmuje, że koszty całkowite związane z
zapasami są równe sumie kosztów tworzenia i utrzymania
zapasów.
Model ekonomicznej wielkości zamówienia
(EOQ – Economic Order Quantity Model)
Wzór na obliczenie optymalnej z punktu widzenia kosztów
dostawy ma postać:
Q* =
gdzie:
Q* – ekonomiczna (optymalna) wielkość dostawy wyrażona
w jednostkach naturalnych,
kz – koszt zakupu jednej partii dostawy,
D - wielkość planowanego zapotrzebowania (popytu) na
materiał w danym okresie,
ku – koszt utrzymania jednostki zapasu.
19
Model ekonomicznej wielkości zamówienia
(EOQ – Economic Order Quantity Model)
Znając optymalną wielkość dostawy łatwo obliczyć optymalny
cykl dostaw C* oraz optymalną liczbę dostaw w danym
okresie czasu LZ*:
gdzie:
C* – optymalny cykl dostaw w dniach,
LZ* - optymalna liczba dostaw w danym okresie,
T – liczba dni w danym okresie (zwykle przyjmuje się dla roku
360 dni).
20
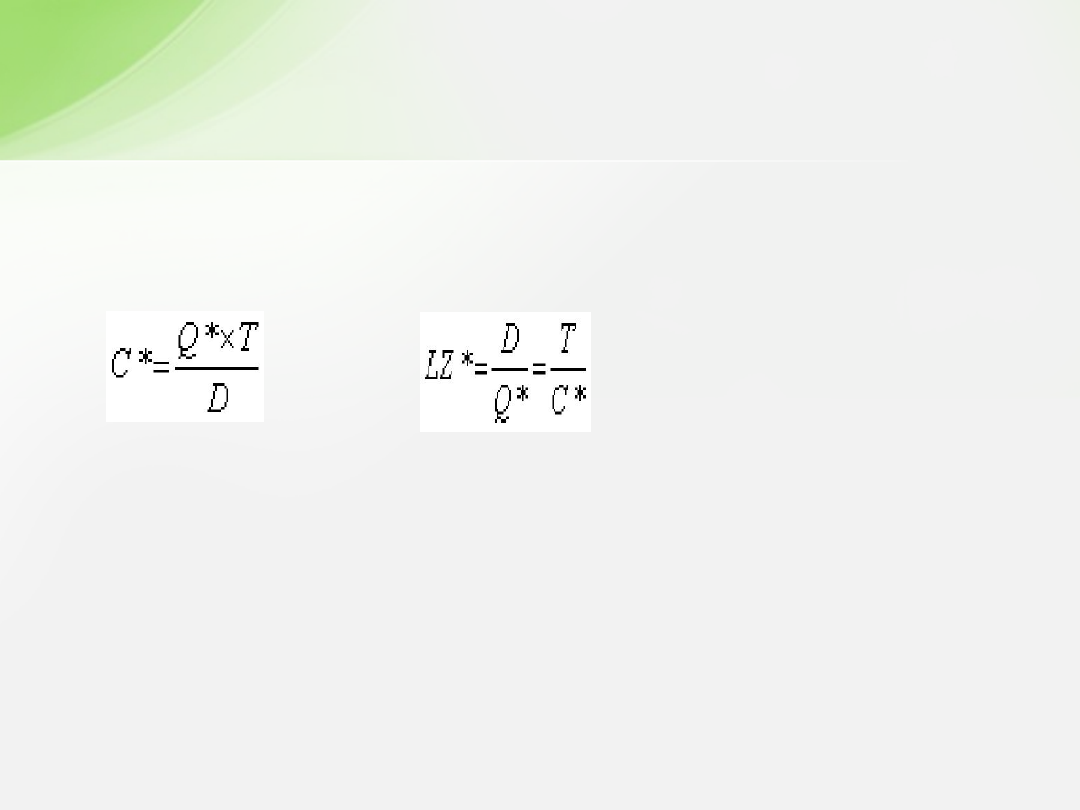
Minimum funkcji kosztu całkowitego zapasów występuje
w miejscu zwanym ekonomiczną wielkością dostawy:
Koszty utrzymania
zapasów
Koszt tworzenia
zapasu
Sumaryczna
funkcja kosztu
jednostkowego
Wielkość partii dostawy
Koszty
Q*
21
Dla wielkości dostawy Q* KZ=KU=1/2 K
Stosowanie modelu ekonomicznej wielkości zamówienia w
gospodarce zapasami możliwe jest przy zachowaniu pewnych
założeń:
• znamy czas realizacji zamówienia i jest on stały
• znamy popyt na pozycję zapasu i wiemy, że jest on stały
• uzupełnianie zapasu jest natychmiastowe
• w modelu zmienne są tylko koszty zamawiania i utrzymania
zapasu.
22
23
Założenia EWZ
Warunki rzeczywiste
Stałość popytu
Popyt ulega wahaniom
Stałość kosztu jednostkowego
(ceny zakupu jednostki
zapasu)
W przypadku większej ilości
mogą wystąpić rabaty
Jednoczesna dostawa całej
partii
Towar może być dostarczany
sukcesywnie, dostawa może
się opóźnić
Występuje tylko jeden produkt Często u jednego producenta
zamawia się kilka produktów
Modele sterowania zapasami
• Model ze stałą wielkością dostawy
(model punktu zamawiania)
• Model ze stałym okresem dostawy
(model cyklu zamawiania)
24
Model ze stałą wielkością dostawy
(model punktu zamawiania)
zamówienie składa się w momencie gdy wielkość zapasu
spadnie do ustalonego poziomu, tzw. zapasu
zamówieniowego.
Moment wystawiania zlecenia nie jest wcześniej znany, po
wydaniu zapasów z magazynu sprawdzamy ich poziom,
jeżeli ich stan osiągnął tzw. punkt zamówieniowy,
wówczas składamy zamówienie u dostawcy.
Wielkość zamówienia jest stała, ustalana jest ona
najczęściej na poziomie wielkości optymalnej partii
dostawy.
Jest to system typu „pull” – zamówienie jest wynikiem
pojawiającego się zapotrzebowania na materiał.
25
Model ze stałą wielkością dostawy
(model punktu zamawiania)
Zapas minimalny (zapas bezpieczeństwa):
Zmin = To x d,
gdzie:
To – liczba dni, na które wystarcza zapas minimalny lub średni czas
opóźnienia dostawy
d – dzienny popyt, liczony jako D/T (popyt w danym okresie/liczba dni w
okresie)
Zapas maksymalny:
Zmax = Zmin + Q,
gdzie:
Q – wielkość dostawy
Punkt zamówienia (zapas zamówieniowy):
Z* = Z min +Tr x d,
gdzie:
Z* - punkt zamówienia
Tr – czas realizacji zamówienia
26
Model ze stałym okresem dostawy (cyklu
zamawiania)
ponawianie dostaw odbywa się cyklicznie w stałych
odstępach czasu, zamawiane ilości mogą być stałe ale
częściej wyznaczane są w taki sposób aby uzupełnić
poziom zapasu do wcześniej określonego zapasu
maksymalnego.
Wielkość zamawiania za każdym razem jest inna w
zależności od ilości materiałów w magazynie w
momencie zamawiania.
System ten jest odpowiedni w sytuacji, gdy wielkość
rozchodów z magazynu jest względnie stała i możemy ją
dokładnie przewidzieć.
Jest to system typu „push” – zamówienie jest oparte o
prognozę zapotrzebowania na dany materiał.
27
Model ze stałym okresem dostawy (cyklu
zamawiania)
Zapas minimalny (zapas bezpieczeństwa):
Zmin = To x d,
gdzie: To – liczba dni, na które wystarcza zapas minimalny lub
średni czas opóźnienia dostawy
d – dzienny popyt, liczony jako D/T (popyt w danym
okresie/liczba dni w okresie)
Zapas maksymalny:
Zmax = Zmin + C x d
gdzie: C = okres odnawiania zamówień
d – statystyczne średnie tempo popytu
Wielkość dostawy:
Q = Zmax – Zx +Tr x d,
gdzie: Zx – stan zapasu na koniec okresu zamawiania,
Tr- czas realizacji zamówienia,
d – dzienny popyt
28
Różnice pomiędzy modelami punktu
zamawiania i cyklu zamawiania
Charakterystyka
Model punktu
zamawiania
Model cyklu
zamawiania
Partia zakupu
Stała
zmienna
Moment
zamówienia
Obniżenie się
zapasu do poziomu
Z*
Ustalony cykl
zamawiania
Księgowanie
obrotów
Ciągłe (po każdej
operacji)
W momencie
zamawiania
Średnia wielkość
zapasu
Mniejsza niż w
modelu cyklu
zamawiania
Większa niż w
modelu punktu
zamawiania
Czasochłonność
sterowania
Większa,
wymagająca ciągłej
ewidencji
Rodzaj pozycji
Drogie, szczególnie
newralgiczne
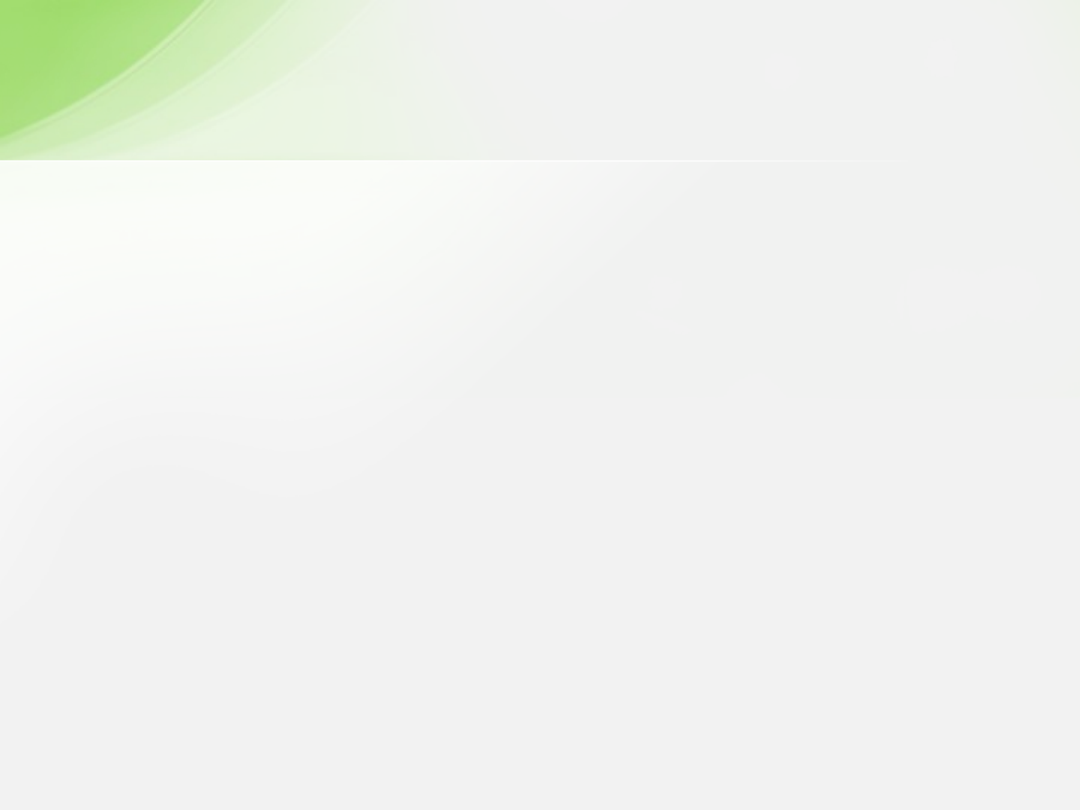
Metoda ABC
Jedna z najprostszych metod zarządzania zapasami
materiałów lub towarów. Metoda ta polega na podziale
zapasów na trzy grupy. Podział ten oparty jest na
generalnym założeniu, że w przedsiębiorstwie są zapasy,
których ilościowy udział w zapasach ogółem jest duży, mały
natomiast pod względem wartościowym. I odwrotnie: są też
takie zapasy, których udział wartościowy jest duży, a
ilościowy mały.
Według tej metody
• do grupy A zaliczane są zapasy, których sumaryczny udział
w wielkości kryterialnej wynosi 80%, równocześnie stanowią
one zazwyczaj około 20% pozycji asortymentowych
zapasów,
• do grupy B zaliczane są zapasy, których sumaryczny udział
w wielkości kryterialnej wynosi 15%, równocześnie stanowią
one zazwyczaj około 30% pozycji asortymentowych
zapasów,
• do grupy C zaliczane są zapasy, których sumaryczny udział
w wielkości kryterialnej wynosi jedynie 5%, równocześnie
stanowią one zazwyczaj około 50% pozycji
asortymentowych zapasów.
Metoda ABC
31
Metoda ABC
Analiza ABC nie dzieli zapasów z punktu widzenia ich
ważności, ale pomaga wyodrębnić pozycje o dużej
wartości sprzedaży lub zużycia.
Wdrażanie tej metody ma następujące etapy:
1. Posegregowanie zapasów według rodzaju.
2. Obliczenie wartości rocznego zużycia z podziałem na
poszczególne rodzaje zapasów.
3. Ustalenie hierarchii zapasów pod kątem wartości zużycia
(od najwyższej wartości do najniższej).
4. Przyporządkowanie poszczególnych rodzajów zapasów z
ustalonej hierarchii do odpowiednich grup A, B i C.
5. Oznaczenie zapasów według klasyfikacji, tak aby można
było nimi w odpowiedni sposób zarządzać.
Metoda XYZ
Uzupełnieniem analizy ABC może być analiza XYZ, w której
rozpatruje się zapasy z punktu widzenia regularności
zapotrzebowania i dokładności prognozowania. Według
tej metody zapasy dzielone są również na trzy grupy:
• X – należą do niej zapasy charakteryzujące się regularnym
zapotrzebowaniem z możliwością występowania niewielkich
wahań i wysoką dokładnością prognozowania,
• Y – należą do niej zapasy materiałów, towarów, produktów
charakteryzujące się sezonowością zapotrzebowania i średnią
dokładnością prognoz,
• Z – należą do niej zapasy charakteryzujące się bardzo
nieregularnym zapotrzebowaniem i niską dokładnością
prognozowania.
W praktyce zastosowanie klasyfikacji XYZ ma sens w połączeniu z
analizą ABC.
Z połączenia tych dwóch metod można otrzymać macierz
zapasów materiałów i towarów, która pozwala dopasować
podejmowane działania do poszczególnych grup zapasów, co
powinno przekładać się na wyższą efektywność zarządzania
zapasami.
Metoda ABC połączona z XYZ
Dokładność
diagnozy
Wartościowość
A
B
C
X
Wysoki
poziom
wartości
zużycia
Średni
poziom
wartości
zużycia
Niski poziom
wartości
zużycia
Wysoka dokładność prognozy
Y
Wysoki
poziom
wartości
zużycia
Średni
poziom
wartości
zużycia
Niski poziom
wartości
zużycia
Średnia dokładność prognozy
Z
Wysoki
poziom
wartości
zużycia
Średni
poziom
wartości
zużycia
Niski poziom
wartości
zużycia
Niska dokładność prognozy
Oparte na założeniu, że zwiększanie zapasów wymaga
wcześniejszego poniesienia wydatków, ale większe zapasy
mogą sprzyjać zwiększeniu sprzedaży i dodatkowym wpływom
gotówki.
Warunkiem zaakceptowania decyzji o wzroście zapasów jest
spełnienie zasady, aby wartość bieżąca dodatkowych wpływów
uzyskanych w wyniku zwiększenia zapasów była większa od
wartości bieżącej zwiększonych wydatków na utrzymanie
zapasów. Podejmując decyzję co do zwiększenia zapasów
można oprzeć się np. na metodzie zaktualizowanej wartości
netto (NPV).
Podejście inwestycyjne w zarządzaniu
zapasami
35
• usprawnia zarządzanie procesami dostaw wyrobów
finalnych do sieci dystrybucyjnej.
• Zadaniem tego systemu jest sterowanie zapasami wyrobów
gotowych, kompletowanie partii, dobór i wykorzystanie
środków transportu, dysponowanie wysyłkami itp.
• W przedsiębiorstwach stosujących ten system często łączy
się go z systemem MRP (system taki określany jest jako LRP
(logistics requirements planning)).
System planowania dystrybucji – DRP
(distribution requirements planning)
36
Document Outline
- Slide 1
- Definicja zapasów
- Slide 3
- Slide 4
- Przyczyny utrzymywania zapasów:
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Systemy typu pull oraz push
- System „dokładnie na czas” – JIT (just in time)
- Systemy typu pull oraz push
- Slide 14
- Koszty zapasów
- Koszty zapasów
- Koszty zapasów
- Koszty zapasów
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Modele sterowania zapasami
- Model ze stałą wielkością dostawy (model punktu zamawiania)
- Model ze stałą wielkością dostawy (model punktu zamawiania)
- Model ze stałym okresem dostawy (cyklu zamawiania)
- Model ze stałym okresem dostawy (cyklu zamawiania)
- Różnice pomiędzy modelami punktu zamawiania i cyklu zamawiania
- Metoda ABC
- Metoda ABC
- Metoda ABC
- Metoda XYZ
- Metoda ABC połączona z XYZ
- Podejście inwestycyjne w zarządzaniu zapasami
- Slide 36
Wyszukiwarka
Podobne podstrony:
Poś prezentacja! pptx
7Zdolność produkcyjna przedsiębiorstwa prezentacja pptx
Prezentacja1(1) pptx
ropro prezent pptx
Historia Litanii Loretańskiej prezentacja pptx
Albert Chmielowski prezentacja pptx
5Typy organizacji produkcji, wybór wariantu technologicznego produkcji prezentacja pptx
Geneza samorządu terytorialnego w Polsce, Samorząd terytorialny w okresie rozbiorów, PREZENTACJA ppt
2Próg rentowności analiza wrażliwości prezentacja pptx
3Formuły cenowe prezentacja pptx
6Formy organizacji produkcji prezentacja pptx
1Koszty działalności przedsiębiorstwa prezentacja pptx
prezentacja struktury organizacyjne pptx
1 BYŁO SOBIE ŻYCIE prezentacjaid 8467 pptx
prezentacja współczene badania genetyczne pptx
Prezentacja zabawy dzieci dwuletnie 2 pptx
Prezentacja 6 Teoria arbitrazu cenowego i ocena efektywnosci portfela zadania dla studentow niest
Prezentacja1 Szwajcaria pptx
więcej podobnych podstron