„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Magdalena Fijałkowska
Drukowanie sitowe wielokolorowe 825[01].Z4.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Bogdan Kostecki
mgr inż. Adam Kanas
Opracowanie redakcyjne:
mgr Elżbieta Gonciarz
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 825[01].Z4.03,
„Drukowanie sitowe wielokolorowe”, zawartego w modułowym programie nauczania dla
zawodu drukarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Charakteryzowanie farb i podłoży stosowanych w sitodruku oraz operacji
suszenia i uszlachetniania po drukowaniu
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
17
4.1.3. Ćwiczenia
17
4.1.4. Sprawdzian postępów
18
4.2.
Drukowanie sitowe – charakterystyka i ocena
19
4.2.1. Materiał nauczania
19
4.2.2. Pytania sprawdzające
24
4.2.3. Ćwiczenia
24
4.2.4. Sprawdzian postępów
26
4.3.
Przygotowanie do drukowania na maszynie sitowej
27
4.3.1. Materiał nauczania
27
4.3.2. Pytania sprawdzające
32
4.3.3. Ćwiczenia
32
4.3.4. Sprawdzian postępów
34
5.
Sprawdzian osiągnięć ucznia
35
6. Literatura
40

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy i kształtowaniu umiejętności
z zakresu drukowania wielokolorowego techniką sitodruku. Wiadomości i umiejętności z tej
dziedziny zostały określone w jednostce modułowej 825[01].Z4.03 „Drukowanie sitowe
wielokolorowe”. Jest to jednostka modułowa zawarta w module „Technologia drukowania
sitowego” (schemat układu jednostek modułowych przedstawiony jest na stronie 4 tego
poradnika).
Tak jak każda jednostka modułowa, również i ta ma ściśle określone cele kształcenia,
materiał nauczania oraz wskazania metodyczne do realizacji programu.
W poradniku zamieszczono:
−−−−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−−−−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−−−−
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
−−−−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−−−−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−−−−
sprawdzian postępów,
−−−−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−−−−
literaturę uzupełniającą.
Treść programu jednostki modułowej „Drukowanie sitowe wielokolorowe” podzielona
została na 3 rozdziały. Każdy z nich zawiera ćwiczenia i materiał nauczania niezbędny do ich
wykonania.
Ze względu na fakt, że drukowanie sitowe wielokolorowe jest procesem złożonym,
wymagającym wiedzy i umiejętności dotyczących procesu drukowania tą metodą, pamiętaj
o wiadomościach zdobytych w poprzednich jednostkach tego modułu.
Przed przystąpieniem do realizacji ćwiczeń odpowiedz na pytania sprawdzające, które są
zamieszczone w każdym rozdziale po materiale nauczania. Udzielone odpowiedzi pozwolą Ci
sprawdzić, czy jesteś dobrze przygotowany do wykonywania zadań.
Po zakończeniu realizacji programu tej jednostki modułowej nauczyciel sprawdzi Twoje
wiadomości i umiejętności za pomocą testu pisemnego. Abyś miał możliwość dokonania
ewaluacji swoich działań, rozwiąż przykładowy test sumujący zamieszczony na końcu
niniejszego poradnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
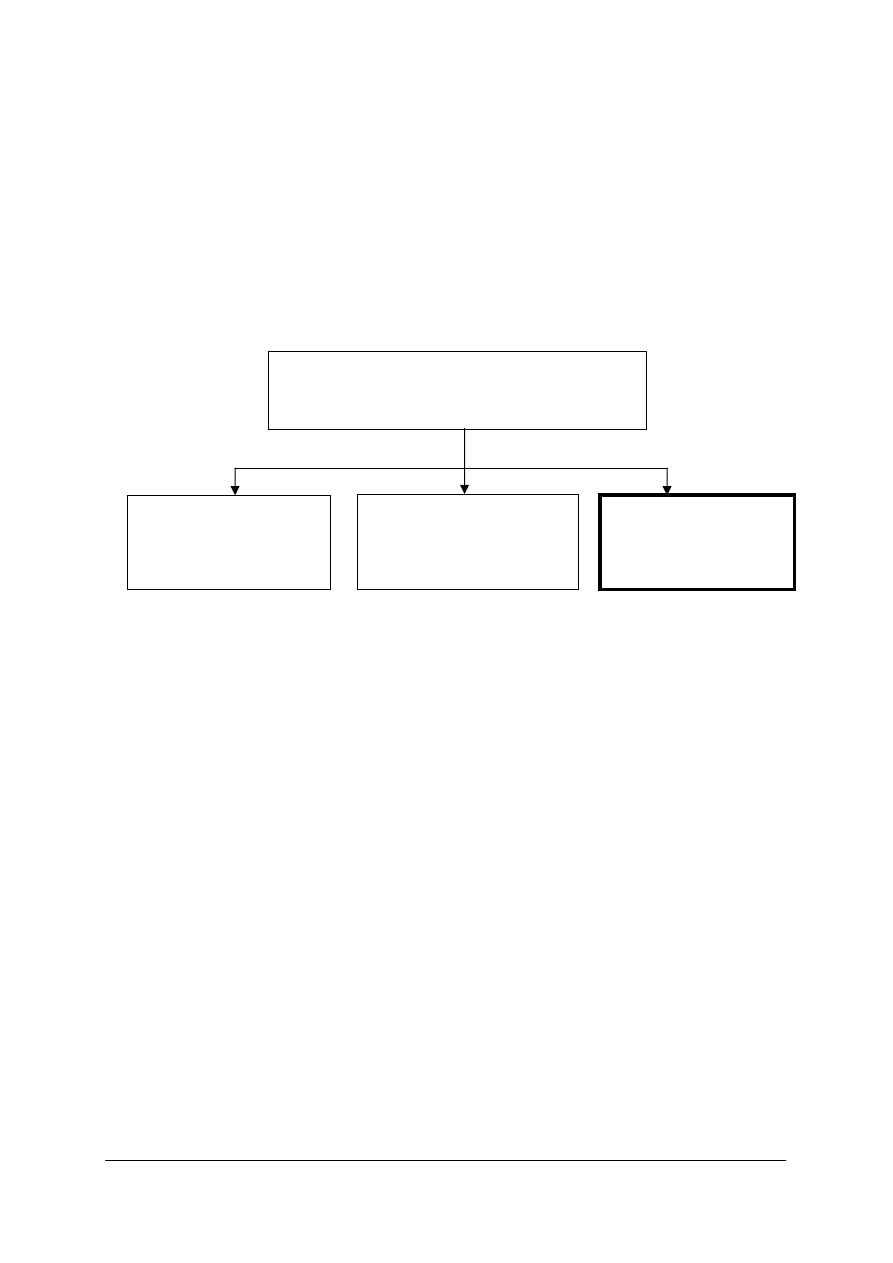
Schemat układu jednostek modułowych
825[01].Z4
Technologia drukowania sitowego
825[01].Z4.01
Eksploatowanie maszyn
do drukowania sitowego
825[01].Z4.03
Drukowanie sitowe
wielokolorowe
825[01].Z4.02
Przygotowanie form do
drukowania sitowego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
charakteryzować główne grupy materiałów poligraficznych,
−
klasyfikować i charakteryzować podłoża drukowe,
−
klasyfikować farby drukarskie i lakiery,
−
charakteryzować właściwości drukowe i użytkowe farb,
−
korzystać z podstawowej wiedzą o barwie,
−
klasyfikować materiały pomocnicze stosowane podczas drukowania,
−
klasyfikować kleje,
−
charakteryzować materiały stosowane do konstrukcji maszyn poligraficznych,
−
określać przeznaczenie materiałów poligraficznych,
−
określać właściwości fizyczne, chemiczne, mechaniczne i technologiczne materiałów
stosowanych w poligrafii,
−
kwalifikować materiały poligraficzne do produkcji,
−
dobierać materiały do wykonaniu określonego wyrobu poligraficznego,
−
korzystać z PN, literatury technicznej i innych źródeł informacji,
−
określać metody utylizacji odpadów poligraficznych,
–
analizować schematy blokowe automatycznego sterowania i automatycznej regulacji,
–
rozpoznać na podstawie oznaczenia rodzaj materiału konstrukcyjnego części maszyn,
–
rozpoznawać i charakteryzować połączenia rozłączne i nierozłączne stosowane
w maszynach i urządzeniach,
–
określać rolę zabezpieczeń stosowanych w maszynach i urządzeniach,
–
określać zasady użytkowania oraz bieżącej konserwacji maszyn i urządzeń,
–
określać wymagania jakie muszą spełniać formy sitodrukowe,
–
wykonywać sitodrukową formę drukową,
–
montować formę sitodrukową w maszynie,
–
oceniać jakość sitodrukowych form drukowych,
–
stosować przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej,
–
współpracować w grupie,
–
analizować i wyciągać wnioski,
–
oceniać swoje umiejętności,
–
uczestniczyć w dyskusji,
–
prezentować siebie i grupę w której pracujesz,
–
przestrzegać przepisów bezpieczeństwa i higieny pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
dobrać maszynę sitodrukową do rodzaju i wielkości produkcji,
−
określić przyczyny typowych wad druków wykonywanych w technice sitodrukowej oraz
sposoby ich usuwania,
−
odczytać z karty technologicznej podstawowe dane dotyczące założeń produkcyjnych
realizowanego zadania,
−
sporządzić wykaz materiałów, sprzętu i narzędzi potrzebnych do realizacji zadania,
−
zaplanować czynności technologiczne na stanowisku pracy maszyn sitodrukowych,
sporządzić plan działania (czynności do realizacji zadania),
−
przeprowadzić kontrolę sprawności maszyny sitodrukowej,
−
zamocować formę sitodrukową w maszynie,
−
zamocować rakiel w uchwycie maszyny.
−
ustawić kąt nachylenia rakla i siłę jego docisku,
−
scharakteryzować czynniki wpływające na jakość druku sitowego,
−
wyregulować zespół prowadzenia arkuszy – samonakładak i urządzenia odbierające,
−
wydrukować odbitkę przyrządową – próbną i ocenić jej jakość,
−
wydrukować nakład i skontrolować parametry drukowania,
−
wydrukować odbitki w technologii sitodruku na różnych podłożach,
−
zastosować środki zaradcze w przypadku zaistnienia trudności w czasie drukowania,
−
zdjąć, umyć i zabezpieczyć formy drukowe,
−
wykonać czynności związane z myciem, smarowaniem i konserwacją maszyny
sitodrukowej,
−
zastosować środki ochrony indywidualnej podczas drukowania sitowego,
−
zorganizować stanowisko pracy zgodnie wymaganiami ergonomii,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska podczas drukowania na maszynach do sitodruku.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Charakteryzowanie farb i podłoży stosowanych w sitodruku
oraz operacji suszenia i uszlachetniania po drukowaniu
4.1.1. Materiał nauczania
Farby
Zastosowanie sitodruku rozszerza się wraz z rosnącą liczbą możliwych do
zadrukowywania podłoży. Farby i sam proces drukowania bardzo szybko adaptują się do
warunków zastosowania.
Farby sitodrukowe muszą mieć jednak pewne wspólne właściwości fizyko-chemiczne z uwagi
na technologię ich nanoszenia, która jest jednakowa, bez względu na rodzaj podłoża, na które
są nanoszone.
W związku z tym farby sitodrukowe powinny spełniać następujące wymagania:
−
powinny posiadać wysoką granicę płynięcia oraz odpowiednią lejność, tak aby nałożona
na sito farba lekko rozprowadzała się i przechodziła przez oczka siatki tylko przy docisku
rakla. Lejność farb sitodrukowych nie powinna być zbyt duża tak, aby bez docisku rakla
farba nie przechodziła przez oczka siatki i nie rozlewała się po podłożu;
−
powinny być tiksotropowe, co umożliwia uzyskanie ostrego rysunku (szybkie
przechodzenie z zolu w żel zapobiega rozlewaniu się farby i jednocześnie przyspiesza jej
utrwalanie);
−
powinny być krótkie. Farby sitodrukowe różnią się od innych farb drukowych w jednej
szczególnej kwestii. Aby przekazywanie z wałka na wałek było dobre, farba musi być
długa, czyli farby muszą wykazywać tendencję do tworzenia nitek przy odrywaniu ich od
powierzchni. Farby sitodrukowe nie są przenoszone przez wałki. Dlatego też są farbami
krótkimi. Krótka farba przechodzi przez oczka siatki, nie pozostawiając postrzępionych
krawędzi. Gdyby farby były długie, po podniesieniu sita formowałyby nitki, co
powodowałoby zniszczenie całego nadruku;
−
powinny dobrze rozpływać się po powierzchni drukowej, dając równomierną i gładką
powłokę, bez widocznej struktury siatki;
−
powinny posiadać odpowiednią lepkość (zbyt duża lepkość farby powoduje przyklejanie
się szablonu do podłoża);
−
lepkość farby powinna być dostosowana do gęstości siatki;
−
powinny posiadać długi czas otwarty, tak aby nie zasychały na siatce;
−
w sitodruku nanoszona jest najgrubsza warstwa farby spośród wszystkich technik
drukowania, co sprawia, że metoda ta doskonale nadaje się do nanoszenia farb
fluorescencyjnych i odpornych na światło.
Farby sitodrukowe, podobnie jak większość farb graficznych, składają się z substancji
barwiących, spoiwa oraz specjalnych dodatków.
Substancje barwiące (pigmenty i barwniki) muszą charakteryzować się:
−
określoną charakterystyką kolorymetryczną,
−
wysoką intensywnością, niezmieniającą się pod wpływem światła,
−
wysoką zdolnością kryjącą (lub transparentownością w przypadku zastosowania do farb
transparentowych),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
−
wysokim stopniem rozdrobnienia, tak aby nie blokowały oczek siatki w procesie
drukowania,
−
miękką teksturą i łatwością ucierania ze spoiwem na jednorodną masę.
Pigmenty to substancje barwiące nierozpuszczalne w wodzie (niektóre z nich mogą
rozpuszczać się w rozpuszczalnikach organicznych).
Do produkcji farb sitodrukowych stosowane są pigmenty nieorganiczne i organiczne.
Pigmenty nieorganiczne, takie jak np.: żółcień cynkowa, błękit utramarynowy, biel cynkowa,
biel tytanowa, pigmenty metaliczne, są obecnie wytwarzane syntetycznie. Pigmenty
organiczne, w porównaniu z pigmentami nieorganicznymi, odznaczają się intensywniejszą
barwą, czystością odcienia i niską gęstością. Znajdują coraz większe zastosowanie do
produkcji farb sitodrukowych. Niektóre pigmenty organiczne mają jednak gorszą odporność
na światło oraz rozpuszczalniki organiczne.
Barwniki to substancje barwiące rozpuszczalne w wodzie (niektóre z nich mogą rozpuszczać
się w rozpuszczalnikach organicznych). Z barwników, przez wytrącenie za pomocą różnych
ś
rodków strącających, otrzymuje się nierozpuszczalne w wodzie laki, które stosowane są do
wytwarzania farb sitodrukowych do drukowania na tkaninach.
Spoiwo spełnia rolę wiążącą substancje barwiące, nadaje farbie odpowiednie właściwości
drukowe, decyduje o przyczepności farby do określonego podłoża oraz o odporności
utworzonych błonek farby na czynniki mechaniczne i chemiczne. Skład spoiwa decyduje
również o mechanizmie utrwalania farby na podłożu.
Rozpuszczalniki mają zdolność rozpuszczania substancji błonotwórczych i tworzą z nimi
jednorodne mieszaniny. Rozcieńczalniki nie rozpuszczają substancji błonotwórczych i są
wprowadzane do farby w celu:
−
obniżenia jej lepkości lub podwyższenia lotności rozpuszczalnika,
−
przyspieszenia schnięcia warstwy farby.
W zależności od rodzaju farby i jej przeznaczenia, stosuje się następujące rodzaje
rozpuszczalników organicznych: estry, ketony, alkohole, glikole i ich pochodne, węglowodory
alifatyczne i aromatyczne. Oprócz zdolności rozpuszczania substancji błonotwórczych,
rozpuszczalniki wpływają na lepkość farby oraz szybkość utrwalania na podłożu drukowym.
W procesie drukowania na tworzywach sztucznych, rozpuszczalnik spełnia rolę substancji
zaprawiającej powierzchnię tworzywa sztucznego, zwiększając przyczepność farby do
podłoża. Rozcieńczanie farb sitodrukowych przed procesem drukowania musi być zgodne
z zaleceniami producenta farby. Nadmierne rozcieńczanie lub zastosowanie niewłaściwego
rozcieńczalnika może spowodować wytrącanie substancji błonotwórczej lub powstawanie
wtórnych aglomeratów pigmentów. Przyjmuje się, że graniczne rozcieńczenie większości farb
sitodrukowych wynosi 10
÷
20%, z wyjątkiem farb o wysokim połysku, dla których
maksymalne rozcieńczenie wynosi 5
÷
10%.
Substancje dodatkowe, które mogą wchodzić w skład farb sitodrukowych, to: suszki,
wypełniacze, woski, plastyfikatory oraz środki powierzchniowoczynne.
Suszki to sole – związki metali kobaltu, ołowiu, manganu, cynku, żelaza lub cyrkonu
z kwasami organicznymi. Wprowadzenie suszki do farb zawierających oleje i żywice
utrwalające się pod wpływem tlenu z powietrza przyspiesza schnięcie farby.
Wypełniacze to bezbarwne pigmenty (siarczan baru lub wodorotlenek glinowy), służące
do nadania farbie odpowiednich właściwości drukowych (regulują lepkość farby), obniżenia
jej intensywności, a także obniżenia ceny farby przez zastąpienie drogich pigmentów.
Plastyfikatory (estry kwasów ftalowego, adypinowego, fosforowego, stearynowego itp.)
dodaje się do farby w celu nadania jej powłokom większej elastyczności oraz przyczepności
do podłoża.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Substancje powierzchniowoczynne dodawane są do farby w celu zwilżenia
i zdyspergowania substancji barwiących w spoiwie oraz w celu poprawy rozlewności farby.
Woski wprowadza się do farby w celu poprawy odporności warstwy farby na ścieranie.
W zależności od mechanizmu utrwalania się farby na zadrukowywanym podłożu rozróżnia się
następujące rodzaje farb sitodrukowych:
−
farby utrwalające się w wyniku procesów fizycznych,
−
farby utrwalające się w wyniku reakcji chemicznych,
−
farby utrwalające się w wyniku procesów fizycznych i reakcji chemicznych.
Farby utrwalające się w wyniku procesów fizycznych
Do farb utrwalających się w wyniku procesów fizycznych należą farby utrwalające się na
skutek odparowania rozpuszczalnika i/lub absorpcji w zadrukowywane podłoże.
Utrwalanie farby w wyniku absorpcji w podłoże zachodzi wówczas, gdy farba nanoszona
jest na odpowiednio chłonne (wsiąkliwe) podłoże. Do takich podłoży należy papier, tektura,
karton, drewno, tkanina i porowate tworzywa sztuczne. Utrwalanie farby w wyniku
odparowania rozpuszczalnika zachodzi wówczas, gdy w skład farby wchodzą lotne
rozpuszczalniki organiczne. Po naniesieniu warstwy farby na podłoże następuje odparowanie
lotnego rozpuszczalnika. Pozostała na podłożu substancja błonotwórcza z substancją barwiącą
tworzy elastyczną błonę. Szybkość utrwalania farby w wyniku odparowania rozpuszczalnika
zależy od grubości warstwy farby, od stężenia i lotności użytego do produkcji farby
rozpuszczalnika oraz od obecności w farbie dodatkowych rozcieńczalników lub środków
opóźniających schnięcie farby rozpuszczalnikowe zawierają ok. 60
÷
70% rozpuszczalników
organicznych, co umożliwia nanoszenie cienkich warstw farby, jak również decyduje
o stosunkowo krótkim czasie utrwalania farby na podłożu. Wadą farb rozpuszczalnikowych
jest ich palność oraz wydzielanie się lotnych rozpuszczalników organicznych, przedostających
się do atmosfery.
Niektóre farby wodne stosowane w technologii sitodrukowej również utrwalają się
w wyniku odparowania wody i absorpcji w podłoże. Czasy schnięcia farb wodnych są
odpowiednio dłuższe i dlatego stosuje się utrwalanie farb wodnych w kanałach suszących,
w podwyższonych temperaturach (ok. 80°C).
Farby utrwalające się w wyniku reakcji chemicznych
Do farb utrwalających się w wyniku reakcji chemicznych należą farby utrwalające się pod
wpływem tlenu z powietrza, farby utrwalające się w wyniku reakcji polimeryzacji oraz farby
utrwalane promieniowaniem ultrafioletowym (farby UV).
Farby utrwalające się pod wpływem tlenu z powietrza
Są to farby wytwarzane na bazie olejów oraz żywic schnących. Farby te potrzebują do
utrwalenia dużych ilości tlenu, dlatego druki wykonywane tymi farbami nie mogą być od razu
układane w stosy, lecz w odpowiednich suszarkach. Czasy schnięcia farb utrwalanych tlenem
z powietrza wynoszą od kilku minut do kilku godzin, w zależności od rodzaju oleju lub
ż
ywicy użytych do ich produkcji. W celu skrócenia czasu schnięcia stosuje się odpowiednie
katalizatory (suszki). Farby olejowo-żywiczne stosuje się między innymi do drukowania
plakatów i reklam na papierze i kartonie. Ze względu na długi czas schnięcia farby te nie są
zalecane do drukowania na podłożach niewsiąkliwych. Z uwagi na utleniające schnięcie farby
te nie powinny być pozostawione na sicie po zakończeniu procesu drukowania, lecz od razu
zmyte.
Farby utrwalające się w wyniku reakcji polimeryzacji
Najczęściej są to farby dwuskładnikowe (reaktywna żywica i utwardzacz) wykonywane
na bazie żywic epoksydowych i poliuretanowych Farby te zawierają pewne ilości
rozcieńczalników. Po odparowaniu rozcieńczalnika warstwa farby jest sucha. Ponieważ dalsze
utwardzenie farby na skutek reakcji polimeryzacji nie wymaga obecności tlenu, druki mogą

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
być układane w stosy. Całkowite wyschnięcie farby następuje po 24
÷
48 godz. Czas schnięcia
farby może być skrócony przez zastosowanie kanałów suszących w podwyższonej
temperaturze (ok. 60°C). Natychmiastowe utwardzenie warstwy farby można otrzymać przez
wypalenie w temperaturze 120
÷
180°C, w przypadku jeżeli pozwala na to rodzaj
zadrukowywanego podłoża.
Podczas stosowania farb dwuskładnikowych ważna jest znajomość czasu użyteczności
farby (tzn. czasu, w którym po zmieszaniu z utwardzaczem farba znajduje się w postaci
płynnej). Czas użyteczności farb dwuskładnikowych jest różny dla różnych rodzajów farb
i wynosi 20
÷
70 godzin. Farba pozostawiona na sicie dłużej niż wynosi jej czas użyteczności,
zasycha i nie zmywa się żadnym rozpuszczalnikiem. Niektóre farby dwuskładnikowe,
szczególnie rozcieńczane rozcieńczalnikami, mogą być stosowane do drukowania na
powierzchniach wsiąkliwych bez dodawania utwardzacza. Schnięcie farby następuje wówczas
w wyniku absorpcji w podłoże oraz odparowania rozcieńczalnika. Czas utrwalania farby na
podłożu jest wówczas dłuższy, gorszy jest również połysk warstwy farby oraz gorsza
odporność na ścieranie. Farby dwuskładnikowe utrwalane w wyniku reakcji polimeryzacji
charakteryzują się bardzo dobrą przyczepnością do różnego rodzaju powierzchni. Można nimi
drukować na szkle, ceramice, metalach, drewnie i różnego rodzaju tworzywach sztucznych.
Dają błonki odporne na czynniki mechaniczne i chemiczne (szczególnie na warunki
atmosferyczne).
Innym rodzajem farb utrwalających się w wyniku reakcji polimeryzacji są farby
utwardzane w podwyższonej temperaturze. Tego typu farby zawierające plastizole stosowane
są do drukowania na tkaninach. Utwardzanie przebiega w temperaturze 130
÷
150°C. Przy
zastosowaniu odpowiednich utrwalaczy, proces utrwalania może być prowadzony w niższych
temperaturach
Farby utrwalane promieniowaniem UV (farby UV)
System utrwalania farb promieniowaniem UV rozwiązuje jeden z większych problemów
sitodruku jakim jest zbyt wolne utrwalanie się konwencjonalnych farb sitodrukowych. Ciągłe
udoskonalenia technologii utrwalania promieniowaniem UV doprowadziły do powstania
szerokiej gamy farb UV do różnych zastosowań. Farby UV są stosowane do zadrukowywania
butelek z tworzyw sztucznych, kontenerów, reklam wystawowych, kalkomanii wrażliwych na
nacisk, obwodów drukowanych dla przemysłu elektronicznego i klawiatur membranowych.
Nadruki wykonane farbami UV odznaczają się wysoką odpornością na czynniki chemiczne
i mechaniczne.
Technologia stosowania farb UV ma także swoje ograniczenia jak chociażby konieczność
zastosowania specjalnej jakości sita i problemy związane z przyczepnością do różnego
rodzaju podłoży. Farby UV wykonywane są na bazie żywic poliamidowych, poliestrowych,
poliakrylowych i poliuretanowych o niskim stopniu spolimeryzowania.
Produkowane są również farby UV, które mogą być rozcieńczane wodą. Wodne farby
UV mają strukturę podobną do konwencjonalnych farb UV, z tą różnicą, że odparowuje woda
i substancje emulgujące, a wysychają w ten sam sposób jak w przypadku zwykłych farb wodnych
– proces suszenia jest wynikiem odparowania rozpuszczalników i alkaliów, tam gdzie one
występują. Utrwalanie farb UV wymaga stosowania kanałów suszących wyposażonych w lampy
emitujące promieniowanie UV. Utwardzenie warstwy farby na podłożu następuje w ciągu 0,02
÷
1
sekundy, w zależności od rodzaju farby (ilości i rodzaju zastosowanego pigmentu), grubości
warstwy farby, mocy lampy, zakresu emitowanego promieniowania, odległość lampy od
powierzchni naświetlanej oraz szybkości przesuwu w kanale suszącym.
Farby utrwalane promieniowaniem UV nie zawierają składników lotnych (lub zawierają
ich niewielkie ilości 1
÷
2%) i nie zasychają na siatce w procesie drukowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Podłoża drukowe
Wytwory papiernicze
Techniką sitodrukową można zadrukowywać bez problemu wszystkie rodzaje papieru
i innych wytworów papierniczych, jak również papiery powlekane i papiery syntetyczne.
Stosuje się farby utrwalające się w wyniku utleniania lub przez odparowanie rozpuszczalnika,
a także farby utrwalane promieniowaniem UV.
Tworzywa sztuczne
Technika sitodrukowa wykorzystywana jest obecnie bardzo szeroko do zadrukowywania
powierzchni tworzyw sztucznych. Można tą techniką zadrukowywać powierzchnie płaskie
(folie i laminaty), a także przedmioty o różnych kształtach, różnego rodzaju opakowania
wykonywane z wielu rodzajów tworzyw sztucznych o różnych właściwościach drukowych,
zależnych od ich właściwości fizycznych i chemicznych.
Wykonanie nadruku na powierzchni tworzywa sztucznego możliwe jest w przypadku, gdy:
−
stosowana do drukowania farba zawiera rozpuszczalniki lub rozcieńczalniki
rozpuszczające lub spęczniające zadrukowywane tworzywo,
−
powierzchnia tworzywa dzięki odpowiedniej obróbce wstępnej jest zwilżana przez
stosowaną farbę,
−
powierzchnia tworzywa dzięki obróbce mechanicznej (chropowacenie) staje się podatna
do przyjmowania farby.
Nadruki na tworzywach sztucznych, takich jak: polichlorek winylu, polistyren i jego
kopolimery oraz estry celulozy, wykonywane są przy użyciu farb zawierających
rozpuszczalniki
organiczne,
powodujące
powierzchniowe
rozpuszczenie
tworzywa
sztucznego, co umożliwia wnikanie farby. Przez łagodne atakowanie powierzchni tworzywa
odpowiednimi rozpuszczalnikami, obecnymi w farbie uzyskuje się dobrą przyczepność farby.
Zwilżenie, czyli dokładne pokrycie powierzchni tworzywa sztucznego farbą, jest
możliwe wówczas, gdy napięcie powierzchniowe tworzywa sztucznego przewyższa napięcie
powierzchniowe farb. W celu zwiększenia napięcia powierzchniowego, niektóre tworzywa
sztuczne muszą być poddane wstępnej obróbce aktywacyjnej.
Aktywowanie powierzchni tworzyw sztucznych można przeprowadzać metodami
chemicznymi lub fizycznymi.
Metody chemicznej obróbki są skuteczne, ale trudne do realizacji i drogie. Prostsze i bardziej
ekonomiczne są metody fizyczne:
−
metoda płomieniowa,
−
metoda wyładowań koronowych,
−
naświetlanie promieniowaniem UV.
Metoda płomieniowa polega na ogrzewaniu powierzchni tworzywa płomieniem gazowym,
utleniającym (nie świecącym) w ciągu 1
÷
3 sekund. Palnik może być zasilany gazem
miejskim, ziemnym lub ciekłym.
Aktywowanie powierzchni płyt i folii z tworzyw sztucznych wykonywane jest najczęściej
metodą wyładowań koronowych. Metoda wyładowań koronowych polega na poddawaniu
powierzchni aktywowanego tworzywa wyładowaniom prądów o wysokim napięciu
(10÷18 kV) i wysokiej częstotliwości (15
÷
40 kHz). Skuteczność wyładowań rośnie wraz ze
zwiększeniem częstotliwości prądu.
Zła drukowność powierzchni tworzyw sztucznych może być również spowodowana
elektryzowaniem się powierzchni tworzywa. Należy wówczas przed procesem drukowania
zastosować odpowiednie środki usuwające ładunki elektrostatyczne (przecieranie lub
napylanie środków antystatycznych lub zastosowanie zjonizowanego powietrza – jonizatory).
W procesie drukowania na tworzywach sztucznych, oprócz odpowiedniego
przygotowania powierzchni tworzyw sztucznych, ważne jest również odpowiednie dobranie
farby.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Metale
Metodą sitodruku można drukować na różnego rodzaju powierzchniach metalowych,
płytach, blachach i przedmiotach o różnych kształtach. Nie ma również ograniczeń odnośnie
rodzaju metalu, który może być użyty do drukowania.
Powierzchnia metalu musi być przed procesem drukowania odpowiednio przygotowana
w zależności od rodzaju metalu. Zadawalającą przyczepność farb sitodrukowych można
uzyskać po usunięciu z powierzchni metalowych warstwy tłuszczu lub smaru. W tym celu
powierzchnię metalu należy odtłuścić w odpowiedniej kąpieli odtłuszczającej lub za pomocą
rozpuszczalników organicznych (np. trójchloroetylenu, chlorku metylenu).
Powierzchnie aluminiowe zadrukowuje się najczęściej po przeprowadzeniu procesu
powierzchniowego utleniania (anodyzowania). Utworzona porowata warstewka tlenku
aluminium powoduje dobrą przyczepność farby.
Blachy stalowe ocynowane przed procesem drukowania należy wygrzewać
w temperaturze ok. l40°C, aby usunąć ślady wilgoci zawarte w utlenionej powierzchniowo
warstwie cyny (tlenek cyny absorbuje wilgoć z powietrza). Niektóre metale, o szczególnie
wrażliwej na utlenianie powierzchni, przed drukowaniem pokrywa się lakierem
zabezpieczającym.
Do drukowania na metalach stosuje się farby utrwalające się w wyniku utleniania, farby
dwuskładnikowe utrwalające się w wyniku polimeryzacji lub farby utrwalające się w wyniku
działania podwyższonej temperatury (farby piecowe).
Drewno
Z uwagi na to, że drewno pochłania znaczne ilości wilgoci, w celu uniknięcia trudności
w pasowaniu przedmioty drewniane przed procesem drukowania muszą być sezonowane.
Powierzchnie drewniane najczęściej zabezpieczane są przed procesem drukowania lakierami
dwuskładnikowymi, odpornymi na czynniki chemiczne oraz warunki atmosferyczne.
Lakierowanie powierzchni drewnianych przed drukowaniem zapobiega również nadmiernemu
wsiąkaniu farby w podłoże. Do wykonywania nadruków na powierzchniach drewnianych
stosuje się farby utrwalające się w wyniku utleniania oraz farby dwuskładnikowe.
Szkło i ceramika
Nanoszenie nadruków na powierzchnie szklane i ceramiczne wykonywane jest metodą
pośrednią lub bezpośrednią. Metoda pośrednia polega na drukowaniu wzorów na podłożu
papierowym, a następnie wzory przenoszone są na przedmioty na zasadzie kalkomanii.
Metodę pośrednią (drukowanie kalkomanii) stosuje się do nanoszenia wzorów na naczynia
ceramiczne oraz na galanterię stołową z porcelany i porcelitu.
Innym rodzajem drukowania pośredniego jest drukowanie, w którym metodą sitodruku
nanosi się farbę na podłoże (pomocnicze) pośrednie, z którego farba przenoszona jest
następnie na właściwe podłoże drukowe. Do drukowania pośredniego stosowane są
urządzenia automatyczne, które mogą być również wykorzystywane do drukowania
pośredniego na innych podłożach (tworzywa sztuczne, drewno itp.).
Drukowanie bezpośrednie, w którym farba nanoszona jest bezpośrednio przez formę
sitodrukową na zadrukowany przedmiot, stosuje się do nanoszenia wzorów na przedmioty
szklane i ceramiczne (butelki, opakowania szklane lub płytki ceramiczne). Do drukowania
bezpośredniego stosowane są farby termoplastyczne, farby dwuskładnikowe, farby utrwalane
w wyniku utleniania, a także farby wypalane w temperaturze 500°C lub powyżej 1000°C (do
drukowania płytek ceramicznych).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Tkaniny
Techniką sitodrukową można zadrukowywać wszystkie rodzaje tkanin, wykonanych
zarówno z włókien naturalnych, jak i syntetycznych. W zależności od rodzaju tkaniny stosuje
się różne metody drukowania oraz różne farby.
Do drukowania na tkaninach stosowane są farby transparentne i kryjące (pigmentowe).
Tkaniny należą do materiałów o stosunkowo dużej chłonności, dlatego ważne jest, aby
stosowana do drukowania farba posiadała odpowiednią lepkość, tak aby została całkowicie
wchłonięta w podłoże. Farby transparentowe, stosowane między innymi w sitodruku
filmowym, składają się z barwnika rozpuszczonego w wodzie z dodatkiem środka
zagęszczającego (skrobia, dekstryna, guma arabska itd.) oraz dodatków utwardzających,
niezbędnych do utrwalenia farby na włóknie.
Farby pigmentowe, utrwalane w wyniku reakcji chemicznych, muszą być po procesie
drukowania wygrzewane w temperaturze ok. 120
÷
150°C w celu dobrego utrwalenia na
włóknie (uzyskania odpowiedniej odporności na pranie).
Do drukowania napisów, znaków, emblematów nanoszonych na gotowe ubrania, stosuje
się farby pigmentowe, wykonywane na bazie pochodnych celulozy lub innych żywic
syntetycznych.
Kalkomanie. Kalkomanie wrażliwe na nacisk lub kalkomanie wodne są zazwyczaj
drukowane techniką sitodrukową, ponieważ proces ten zapewnia uzyskanie grubych,
nieprzezroczystych warstw charakteryzujących się elastycznością wystarczającą do
przeciwstawienia się ruchom papierowego nośnika podczas ich przenoszenia. Farby te
wymagają zazwyczaj dobrej odporności na światło. Do zadrukowywania kalkomanii
wrażliwych na nacisk z powodzeniem wykorzystywane są farby UV.
Obwody drukowane. Nadrukowywanie obwodów drukowanych wymaga nałożenia grubej
warstwy farby, dlatego też najlepszym rozwiązaniem jest w tym przypadku sitodruk. Farba
musi przywierać do powierzchni miedzi i być odporna na chemikalia stosowane do trawienia
warstwy miedzi podczas produkcji obwodów drukowanych. Farba musi być ponadto wrażliwa
na działanie rozpuszczalnika lub alkaliów, jeżeli ma zostać usunięta po trawieniu.
Klawiatury membranowe. Klawiatury tego typu, stosowane do przycisków spotykanych
w kasach w restauracjach i supermarketach, w grach elektronicznych, na instrumentach
muzycznych, aparaturze medycznej i wielu innych urządzeniach elektronicznych, zapewniają
duży rynek dla sitodruku. Klawiatury membranowe są wykonywane z kilku warstw: obwodów
drukowanych naniesionych na folie z tworzywa sztucznego, warstwy izolującej i warstwy
z nadrukiem graficznym.
Obwód drukowany jest zazwyczaj nakładany na warstwę poliestru techniką sitodrukową
z wykorzystaniem farb przewodzących, które są często mieszanką nieprzewodzącego spoiwa
organicznego i przewodzących cząsteczek, najczęściej srebra lub grafitu. Farba jest utrwalana
w temperaturze około 150°C, co umożliwia uzyskanie pożądanego przewodnictwa. Poliester
jest preferowany z uwagi na dobrą odporność chemiczną i wytrzymałość na wysokie
temperatury utrwalania. Poliester wykazuje dobrą wytrzymałość na zginanie, pękanie
i deformację oraz dobrze daje się zadrukowywać farbami przewodzącymi.
Membrana oddziela warstwy obwodów drukowanych z wyjątkiem momentu, w którym
naciskany jest przycisk. Warstwa z nadrukiem graficznym jest zazwyczaj wykonana
z poliestru, ale czasami stosowany jest także poliwęglan. Musi być odporna na odkształcenia
przez określony czas użytkowania urządzenia. Warstwa ta jest dekorowana farbami
sitodrukowymi, nadrukowywanymi często na odwrotnej stronie, co zabezpiecza wydruk przed
zdrapaniem lub starciem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Suszenie druków
W zależności od mechanizmu i czasu utrwalania się farb sitodrukowych na podłożu
drukowym stosuje się różne metody suszenia druków. Suszenie druków może przebiegać na
zasadzie samoczynnego wysychania i utrwalania się druków układanych na regałach lub może
być przeprowadzone przy zastosowaniu specjalnych urządzeń przyspieszających procesy
utrwalania i schnięcia warstwy farby na podłożu. Druki wykonywane przy użyciu farb
utrwalających się w wyniku zachodzenia procesów fizycznych (absorpcja w podłoże i/lub
odparowanie rozpuszczalnika) oraz w wyniku zachodzenia reakcji chemicznych (utlenianie
i polimeryzacja) mogą być rozkładane do wysychania na ażurowe regały metalowe. Czasy
całkowitego wyschnięcia warstwy farby będą zróżnicowane w zależności od rodzaju farby
i podłoża:
−
najkrócej przebiega proces suszenia farb dwuskładnikowych, utrwalających się w wyniku
reakcji polimeryzacji. Warstwa farby utrwala się powierzchniowo po kilku minutach
i ponieważ proces polimeryzacji nie wymaga obecności tlenu, druki mogą być układane
w stosy. Całkowicie wyschnięcie warstwy farby na podłożu następuje po 24
÷
48
godzinach. Czas schnięcia farb, utrwalających się w wyniku reakcji polimeryzacji może
być przyspieszony na skutek działania podwyższonej temperatury (60
÷
l80°C). Im wyższa
temperatura, tym krótszy czas schnięcia farby;
−
schnięcie farb utrwalających się w wyniku zachodzenia procesów fizycznych będzie
zależało od wsiąkliwości stosowanego podłoża oraz od lotności znajdujących się w farbie
rozpuszczalników i rozcieńczalników. Czas schnięcie tego typu farb może być
przyspieszony działaniem podwyższonej temperatury (maks. 40
÷
60°C) z zastosowaniem
cyrkulacji powietrza i odprowadzeniem oparów ulatniających się rozpuszczalników.
W przypadku suszenia druków wykonywanych farbami rozpuszczalnikowymi ważny jest
również sposób układania druków na regałach. Zadrukowane arkusze nie mogą być
układane zbyt blisko siebie, ponieważ wzrastające stężenie oparów ulatniających się
rozpuszczalników będzie hamowało proces schnięcia. Najlepsze do suszenia druków
wykonywanych farbami rozpuszczalnikowymi są regały, w których poszczególne arkusze
zawieszane są pionowo;
−
najbardziej kłopotliwe jest suszenie druków wykonywanych farbami utrwalającymi się
w wyniku utleniania. Farby te wymagają do całkowitego wyschnięcia dużej ilości tlenu,
i z tego powodu druki (nawet po utrwaleniu) nie mogą być układane w stosy.
Przyspieszenie procesu schnięcia farb można uzyskać po zastosowaniu cyrkulacji
powietrza, z nawiewem świeżego powietrza. Można zastosować również działanie
podwyższonej temperatury (40
÷
60°C).
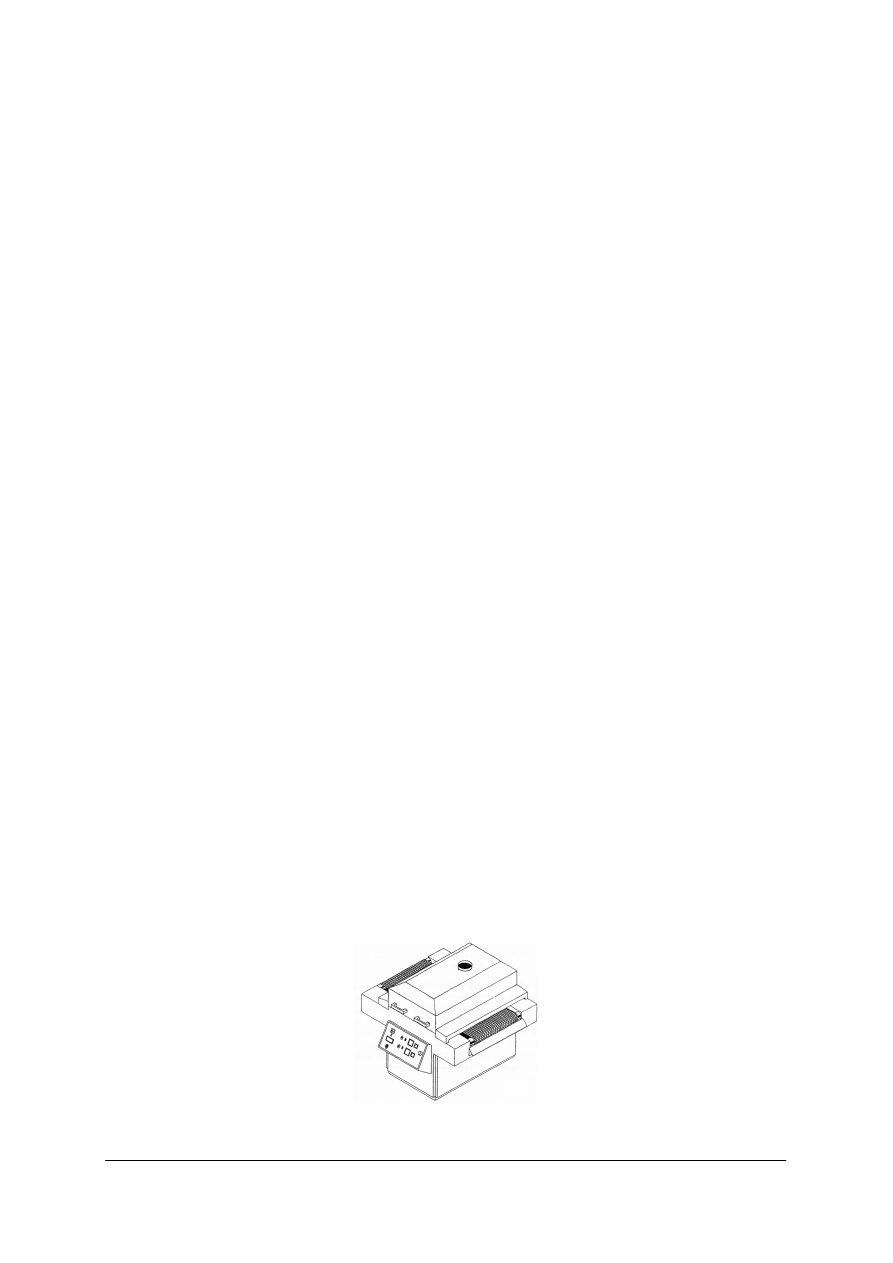
Nadruki wykonywane przy użyciu farb UV mogą być utrwalane wyłącznie w kanałach
suszących wyposażonych w lampy emitujące promieniowanie UV. Rysunek 1 przedstawia
schemat urządzenia do utrwalania druków promieniowaniem UV.
Rys. 1. Suszarka do utrwalania druków promieniowaniem UV [11, s. 109]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Zastosowanie szczelnej obudowy oraz wyciągu zabezpiecza przed szkodliwym
działaniem promieni UV oraz ozonu, powstającego podczas pracy niektórych lamp UV. Po
utrwaleniu, warstwy farb UV nie wymagają suszenia. W celu przyspieszenia procesów
utrwalania i schnięcia farb na podłożach mogą być stosowane następujące rodzaje urządzeń:
−
suszarki ruchome,
−
suszarki dyszowe,
−
suszarki tunelowe,
−
suszarki rusztowe,
−
suszarki z zastosowaniem promieniowania mikrofalowego i podczerwonego.
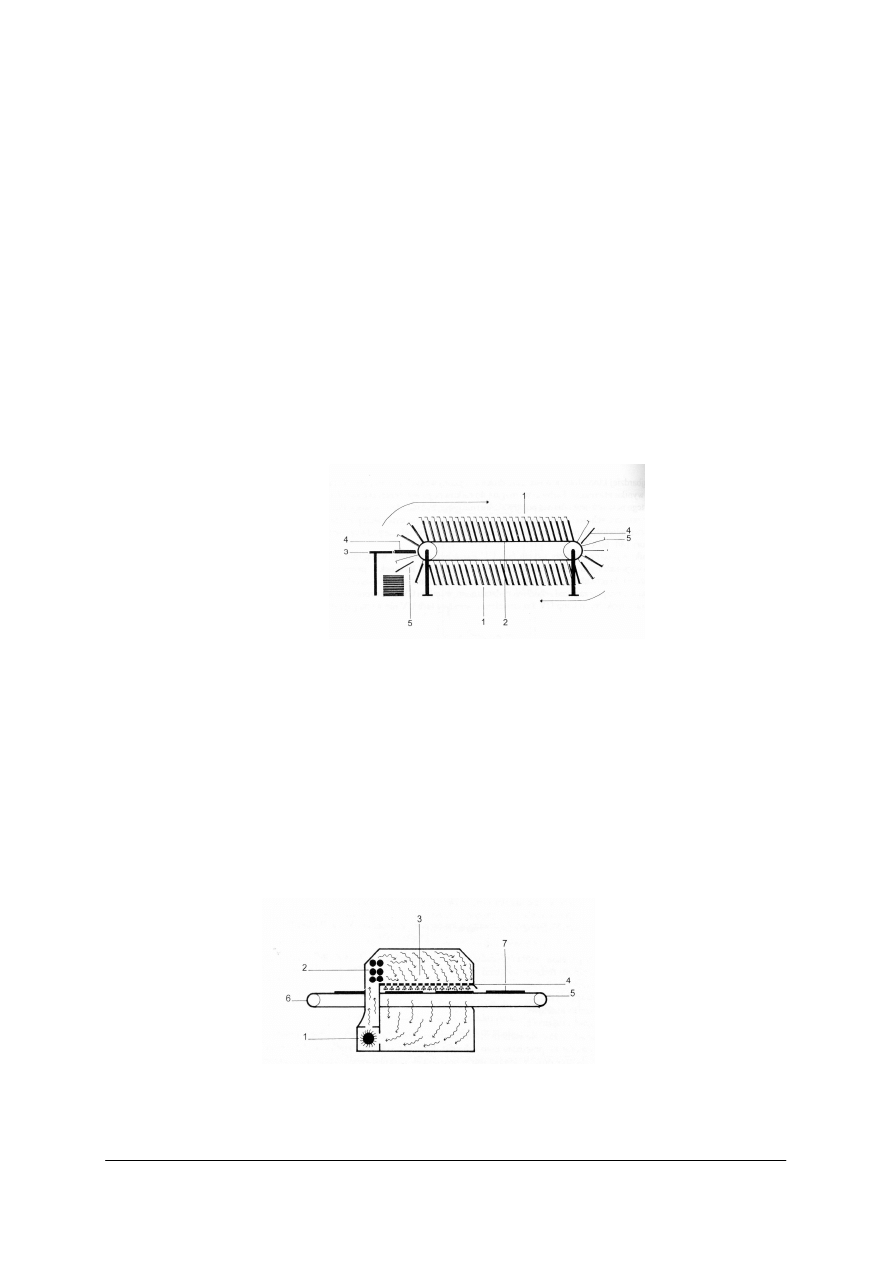
Na rysunku 2 przedstawiono schemat działania suszarki ruchomej, za pomocą której
mogą być suszone druki w temperaturze pokojowej. Zadrukowane podłoże umieszczone jest
na ażurowych ramkach, odpowiednio wyprofilowanych i zamontowanych na taśmociągu
łańcuchowym. W zależności od szybkości drukowania i czasu utrwalania się farby, szybkość
przesuwania taśmociągu może być odpowiednio regulowana. Urządzenia tego typu mogą być
stosowane do suszenia farb utrwalających są w wyniku zachodzenia procesów fizycznych
i reakcji chemicznych (utleniania i polimeryzacji).
Rys. 2. Zasada budowy suszarki ruchomej [11, s. 110]
1 – ramki, 2 – taśmociąg łańcuchowy, 3 – nakładanie druków, 4 – druki, 5 – zdejmowanie druków
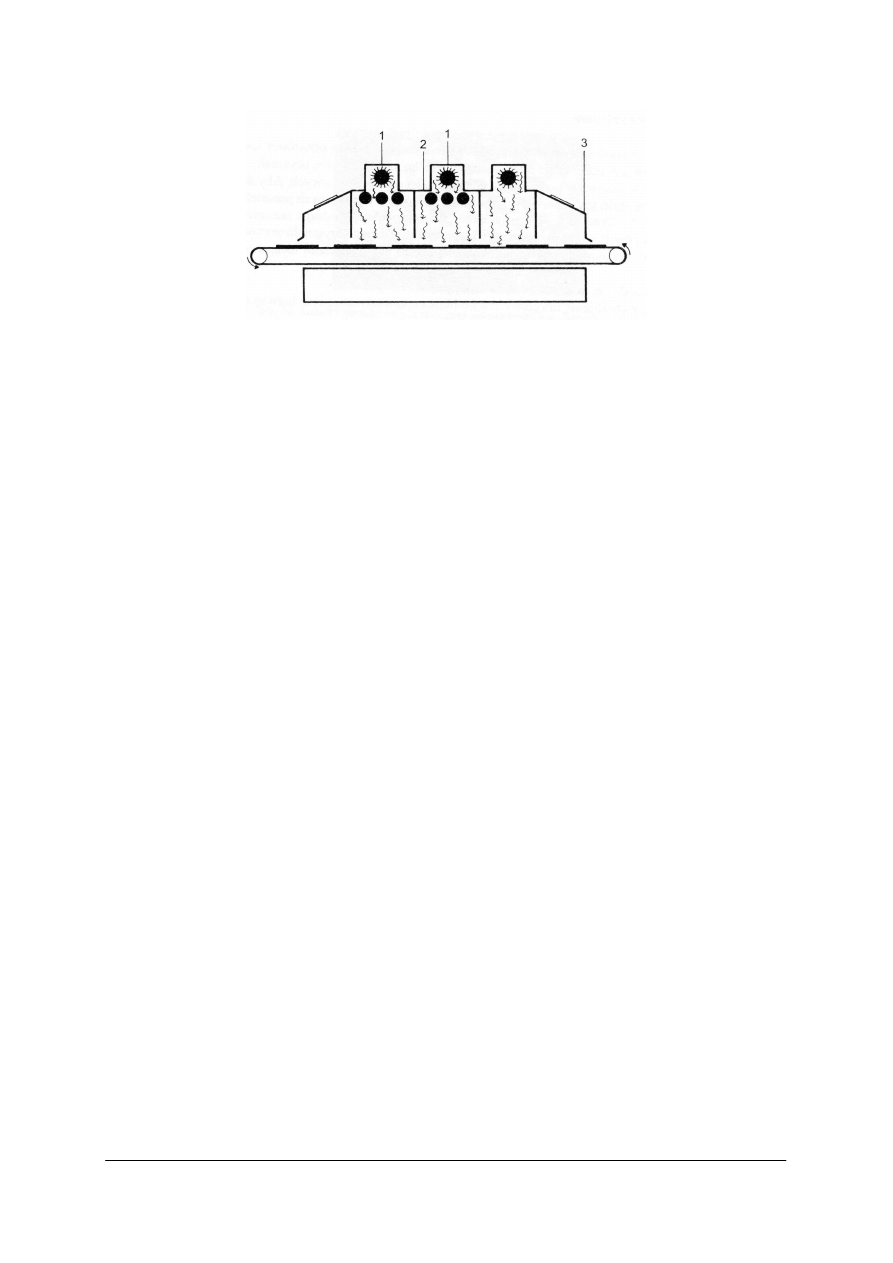
Suszarki dyszowe (rys. 3) oraz suszarki tunelowe (rys. 4) przeznaczone są do szybkiego
suszenia
druków
w
podwyższonej
temperaturze.
Wyposażone
są
w dmuchawy
z elektrycznymi elementami grzejnymi, zapewniającymi nawiew ciepłego powietrza na
przesuwający się taśmociąg, na który nakładany jest zadrukowany materiał. Temperatura
suszenia może być regulowana w zakresie 70
÷
120°C. Nowszego typu urządzenia składają się
z kilku sekcji, o różnych temperaturach suszenia. Wyposażone są również w urządzenia
odprowadzające
opary
rozpuszczalników
organicznych,
z
możliwością
odzysku
rozpuszczalników za pomocą filtrów absorbujących lub przez kondensację par
rozpuszczalników.
Rys. 3. Zasada budowy suszarki dyszowej. [11, s.110]
1 – dmuchawa, 2 – elementy grzejne, 3 – komora suszarnicza, 4 – płyta perforowana, 5 – nakładanie druków,
6 – zdejmowanie druków, 7 – druki
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 4. Zasada budowy suszarki tunelowej: [11, s .111] 1 – dmuchawa z elementami grzejnymi,
2 – nakładanie druków, 3 – zdejmowanie druków
Najlepszymi urządzeniami do suszenia druków wielokolorowych, gdzie wymagane jest
dobre pasowanie, są suszarki rusztowe, w których suszenie przebiega w pozycji poziomej na
kratownicach znajdujących się w zamkniętych kabinach, z wymuszoną cyrkulacją powietrza
o podwyższonej temperaturze. Modyfikacją suszarek dyszowych i tunelowych są suszarki,
w których elektryczne elementy grzejne zastąpione są lampami emitującymi promieniowanie
podczerwone lub generatorami mikrofal, umieszczonymi nad przesuwającym się
taśmociągiem, na którym układany jest zadrukowany materiał.
Uszlachetnianie druków
Druk sitowy można wykorzystać jako uszlachetnianie druków wykonanych innymi
technikami drukowania. Wyróżniamy różne typy uszlachetniania:
−
lakierowanie UV,
−
druk wypukły 3D,
−
farba brokatowa,
−
farba zabezpieczająca,
−
czarna farba termoaktywna (pod wpływem temperatury staje się przezroczysta ukazując
wydrukowany pod nią obraz),
−
niewidoczna farba termoaktywna (po obniżeniu temperatury poniżej progu aktywacji
zabarwia się na zadany kolor),
−
farba klejowa (po zwilżeniu wodą umożliwia łatwe sklejanie np. kopert, kuponów),
−
farba luminescencyjna (kumuluje światło, oddając je w ciemności),
−
farba światłoczuła (bezbarwna, o odwracalnej charakterystyce, aktywująca zadany kolor
pod wpływem zawierającego promienie UV światła dziennego lub sztucznego),
−
farba zapachowa,
−
farba zdrapka (klasyczna – srebrna i złota – lub zabarwiona na inne kolory),
−
farba zmywalna wodą (można ją zmyć przy użyciu wilgotnej ściereczki, odsłaniając
ukryty rysunek).
Stosowana technologia pozwala na nadruk na szerokiej gamie tworzyw sztucznych oraz
na dalszą ich obróbkę, aż do uzyskania unikalnego produktu czy rozmaitych gadżetów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń:
1.
Jakie znasz podłoża drukowe przeznaczone do zadrukowywania drukiem sitowym?
2.
Jakie znasz farby przeznaczone do zadrukowywania drukiem sitowym?
3.
Jakie znasz procesy uszlachetniania druków sitodrukiem?
4.
Czy potrafisz sporządzić wykaz podstawowych materiałów, sprzętu i narzędzi do
wykonania drukowania sitowego?
5.
Jak należy zamocować formę sitodrukową?
6.
Czy wiesz jak posługiwać się raklem?
7.
Czy znasz zastosowane farb drukarskich stosowanych w sitodruku?
8.
Czy potrafisz omówić zasadę działania maszyn sitodrukowych?
9.
Czy potrafisz porównać poznane maszyny sitodrukowe?
10.
Czy umiesz dobrać materiały potrzebne do realizacji procesu drukowania na różnych
podłożach?
11.
Czy potrafisz korzystać z informacji zawartych w karcie technologicznej?
4.1.3. Ćwiczenia
Ćwiczenie 1
Sporządź wykaz materiałów, sprzętu i narzędzi do wykonania uszlachetniania gotowego
produktu lakierem UV.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokładnie zapoznać się z instrukcją projektu,
2)
ustalić terminy konsultacji z nauczycielem,
3)
opracować plan sprawozdania z projektu,
4)
dokładnie zaplanować proces uszlachetniania druków,
5)
dokonać charakterystyki podłoża przeznaczonego do lakierowania
6)
zwrócić uwagę na przepisy bhp i przeciwpożarowe oraz środki ochrony indywidualnej
przy stosowaniu farb i lakierów UV,
7)
dokonać wyboru odpowiedniej maszyny sitodrukowej.
Wyposażenie stanowiska pracy:
−
instrukcje do wykonania projektu,
−
gotowy produkt zadrukowany techniką druku sitowego,
−
dokumentacja technologiczna,
−
arkusz do sporządzenia wykazu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Ćwiczenie 2
Zadrukuj koszulkę typu T-shirts jednym kolorem na maszynie sitodrukowej ręcznej,
dobierając właściwą farbę drukarską.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować materiały, sprzęt, narzędzia do druku,
2)
zwrócić uwagę na poprawne zamocowanie formy sitodrukowej,
3)
zwrócić uwagę na prawidłowe posługiwanie się raklem,
4)
dobrać farbę drukową umożliwiającą zadruk koszulki typu T-shirts,
5)
zapoznać się z obsługą maszyny sitodrukowej.
Wyposażenie stanowiska pracy:
−
koszulka T-shirts,
−
forma drukowa,
−
farby drukowe,
−
maszyna sitodrukowa ręczna,
−
instrukcja obsługi maszyny.
Ćwiczenie 3
Na podstawie karty technologicznej dokonaj charakterystyki planowanego procesu
drukowania sitowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
sporządzić szczegółowe notatki dotyczące planowania procesu drukowania sitowego,
2)
zwrócić uwagę, na jakiej maszynie ma zostać przeprowadzone drukowanie sitowe,
3)
zwrócić uwagę, na jakim podłożu ma zostać przeprowadzone drukowanie sitowe,
4)
zwrócić uwagę, jakimi farbami ma zostać przeprowadzone drukowanie sitowe.
Wyposażenie stanowiska pracy:
−
karta technologiczna,
−
arkusz do sporządzenia charakterystyki procesu drukowania.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić podłoża zadrukowywane sitodrukiem?
2)
scharakteryzować farby sitodrukowe?
3)
omówić proces uszlachetniania druków?
4)
zorganizować stanowisko pracy przed przystąpieniem do drukowania
sitowego?
5)
skorzystać z karty technologicznej?
6)
omówić druk sitowy jedno- i wielokolorowy?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2. Drukowanie sitowe – charakterystyka i ocena
4.2.1. Materiał nauczania
Drukowanie jedno- i wielokolorowe na maszynie sitodrukowej
Podział maszyn sitodrukowych ze względu na budowę zespołu drukującego
Maszyny dociskowe
W każdym cyklu drukowania w tradycyjnej maszynie dociskowej rama z formą
sitodrukową podnosi się, aby przyjąć podłoże, a następnie rakiel, po opuszczeniu się formy,
przeciska farbę przez oczka siatki na zadrukowywane podłoże. Maszyny tego typu mają różne
wydajności; od mniej niż 100 arkuszy na godzinę w przypadku całkowicie ręcznej obsługi, do
ponad 1500 odbitek na godzinę w przypadku maszyn całkowicie zautomatyzowanych.
Maszyny płaskie
W tego typu maszynach rakiel pozostaje nieruchomy, podczas gdy próżniowy cylinder
przytrzymuje podłoże do zadrukowania w trakcie jego obracania się pod sitem poruszającym
się ruchem postępowo-zwrotnym. Takie maszyny są zwykle w pełni zautomatyzowane,
pracują z szybkością aż do 4000 odbitek na godzinę.
Maszyny sitodrukowe rotacyjne
W maszynach tego typu rakiel jest zamocowany wewnątrz obracającego się cylindra
z formą sitodrukową i od wewnątrz przeciska farbę przez otwarte oczka sita na podłoże. Stały
dopływ farby do wewnątrz cylindra odbywa się za pomocą pompy farbowej.
Niezależnie od tych wszystkich przeróżnych konstrukcji maszyn, zasada działania jest
taka sama we wszystkich maszynach drukujących techniką sitodrukową: farba drukowa jest
przeciskana za pomocą rakla przez otwarte oczka siatki formy drukowej na zadrukowywane
podłoże.
Podział maszyn sitodrukowych ze względu na stopień automatyzacji
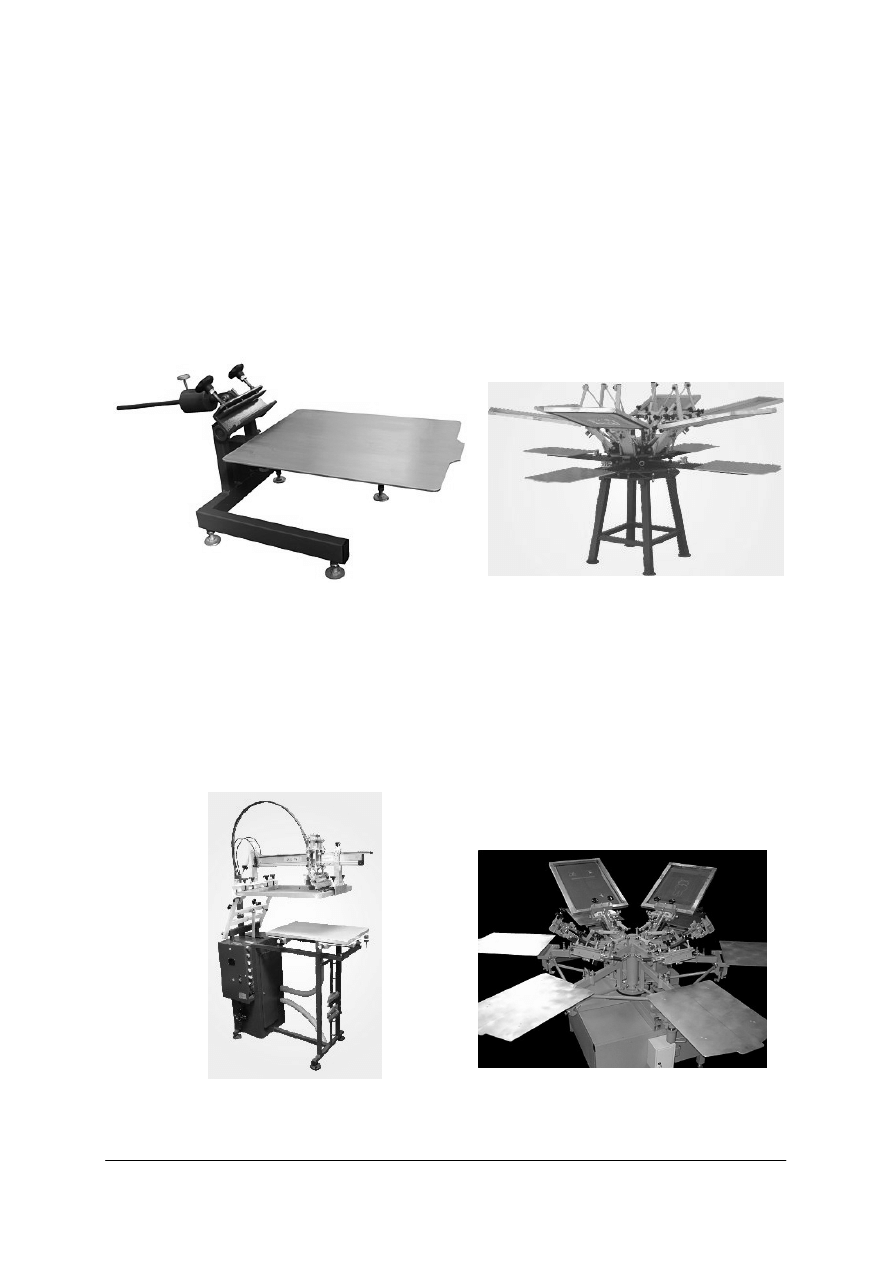
Maszyny sitodrukowe do sitodruku ręcznego (rys. 5)
Najprostszym urządzeniem, na którym mogą być wykonywane odbitki drukowe techniką
sitodrukową, jest stół ze stabilnym, płaskim blatem do którego za pomocą specjalnych
uchwytów przymocowana jest forma sitodrukowa. Umocowanie ramy formy sitodrukowej na
zawiasach lub łożyskach umożliwia skrzydłowe podnoszenie szablonu po procesie
drukowania, w celu wymiany podłoża drukowego. Podłoże drukowe nakładane jest na blat
stołu, w oznaczone za pomocą znaków pasujących miejsca. W przypadku, gdy nie dysponuje
się stołami z możliwością mocowania podłoża za pomocą podciśnienia, stosuje się
dwustronnie klejące taśmy samoprzylepne, które po naklejeniu na blat stołu umożliwiają
chwilowe unieruchomienie podłoża drukowego w czasie drukowania. W celu ustawienia
wymaganej wartości odskoku stosuje się odpowiednie podkładki. Szybkość podnoszenia się
szablonu po przejściu rakla może być regulowana za pomocą ciężarków umieszczanych na
szynie, do której przymocowana jest forma sitodrukowa. Ruch raklem wykonywany jest
ręcznie, w kierunku od przodu do miejsca mocowania ramy. W ten sposób mogą być
wykonywane odbitki sitodrukowe o niezbyt skomplikowanych wzorach oraz na stosunkowo
sztywnych podłożach.
W nowoczesnych stołach sitodrukowych drukowania ręcznego zastosowano wiele
rozwiązań technicznych ułatwiających pracę drukarzy, skracających czas przygotowania stołu
do drukowania oraz zapewniających stabilność i powtarzalność procesu drukowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Oferowanych jest wiele rodzajów stołów sitodrukowych przeznaczonych do drukowania
ręcznego. Różnią się one budową oraz ceną, w zależności od zastosowanych rozwiązań
konstrukcyjnych. Oferowane są również stoły do sitodruku ręcznego na przedmiotach
o kształtach cylindrycznych, okrągłych, stożkowych itp. Konstrukcje stołów do drukowania
sferycznego podobne są do konstrukcji stołów stosowanych do sitodruku płaskiego. Zamiast
stabilnych blatów wprowadzono uchwyty, służące do mocowania przedmiotów o różnych
kształtach. W urządzeniach do sitodruku wielokolorowego (rys. 6) zastosowano odpowiednie
łożyska toczne, umożliwiające przesuwanie nad zadrukowanym podłożem form
sitodrukowych, w zależności od drukowanego koloru. Urządzenia takie oferowane są m.in. do
drukowania wzorów na podkoszulkach typu T-shirts
Rys. 5. Stół do sitodruku ręcznego 1-kololorowego [14]
Rys. 6. Karuzela wielokolorowa [14]
Półautomatyczne maszyny sitodrukowe (rys. 7 i 8)
Maszynami półautomatycznymi określane są maszyny sitodrukowe, w których wszystkie
czynności związane z procesem drukowania, oprócz nakładania i zdejmowania podłoża
drukowego,
wykonywane
są
automatycznie.
Oferowanych
jest
wiele
rodzajów
półautomatycznych maszyn sitodrukowych zarówno do drukowania płaskiego, jak
i sferycznego na różnych podłożach drukowych. Podobnie jak stoły, sitodrukowe, również
maszyny półautomatyczne różnią się budową poszczególnych elementów konstrukcyjnych,
decydujących o przebiegu procesu drukowania.
Rys. 7. Półautomatyczna maszyna sitodrukowa
1-kolorowa [14]
Rys. 8. Karuzela półautomatyczna wielokolorowa [13]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Automatyczne maszyny sitodrukowe
W odróżnieniu od maszyn sitodrukowych półautomatycznych, w maszynach
automatycznych podawanie i odbieranie podłoża drukowego odbywa się w sposób całkowicie
zmechanizowany.
Podawanie i odbieranie podłoża drukowego odbywa się najczęściej za pomocą
pneumatycznych samonakładaków, przenoszących arkusze za stosu bezpośrednio na płytę
stołu drukowego za pomocą głowic ssących. Po procesie drukowania takie same głowice
ssące umocowane po drugiej stronie stołu drukowego, umieszczają zadrukowane arkusze na
taśmie transportowej, która przenosi je do tunelu suszącego. W połączeniu z tunelem
suszącym tworzy zintegrowany ciąg produkcyjny.
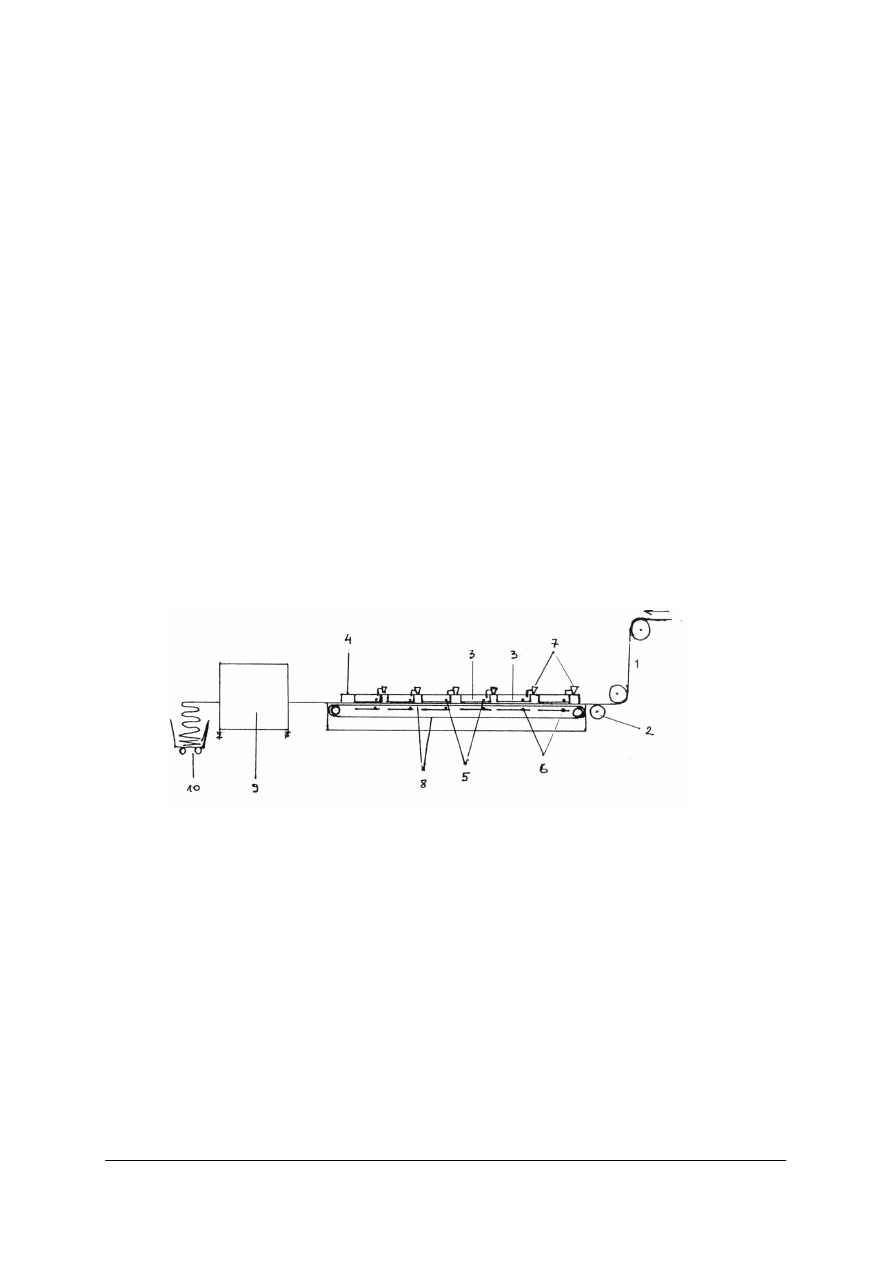
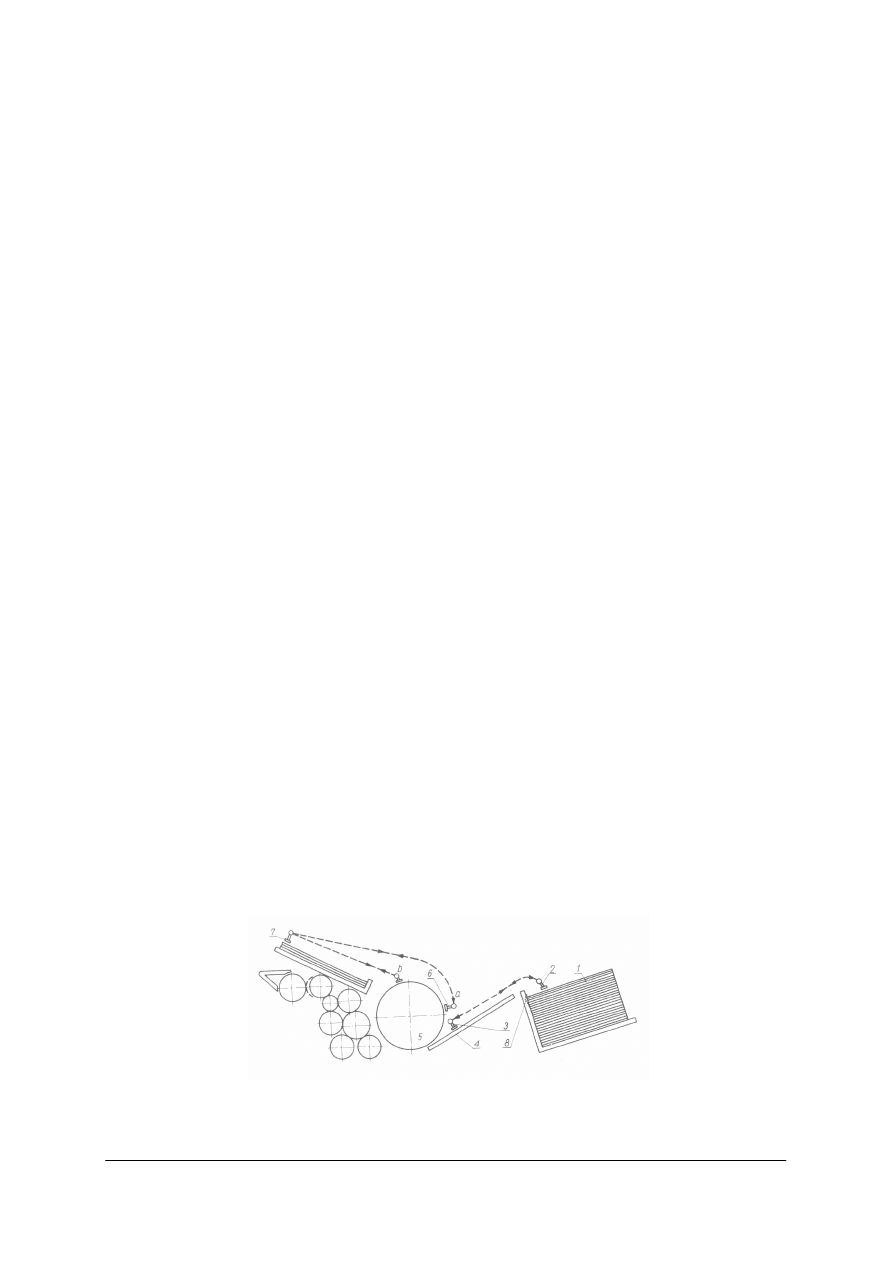
Na płaskich maszynach sitodrukowych stosowanych do drukowania tkanin można
drukować w jednym przebiegu 4
÷
14 kolorów. Zasadę drukowania na tkaninach na płaskich
maszynach sitodrukowych przedstawia rysunek 9.
Na stole drukowym znajduje się gumowy transporter, do którego zadrukowywana tkanina
przyklejana jest na czas drukowania za pomocą wodnego kleju. Długość stołu zależy od
maksymalnej liczby kolorów drukowanych na danej maszynie. Poszczególne formy
sitodrukowe dla kolejnych kolorów montowane są nad stołem drukowym na ruchomych
ramach konstrukcyjnych. Drukowanie odbywa się po opuszczeniu ram z zamontowanymi
szablonami na materiał. Po przeciśnięciu farby na materiał za pomocą elektromagnetycznych
rakli ramy podnoszą się, a materiał przesuwa się o odcinek druku. jednego koloru. Cykle
pracy maszyny powtarzają się tak, aby materiał znajdował się kolejno pod szablonami
drukującymi poszczególne kolory. Po nadrukowaniu wszystkich kolorów następuje suszenie
lub utrwalanie druków w piecu znajdującym się na końcu stołu drukowego.
Rys. 9. Zasada drukowania na tkaninach na płaskiej maszynie sitodrukowej
1 – zadrukowywany materiał, 2 – wałek podający klej, 3 – formy sitodrukowe, 4-ruchoma konstrukcja ramowa,
5 – rakle magnetyczne, 6-elektromagnesy, 7 – dozowniki farby, 8 – taśma gumowa bez końca,
9 – piec do suszenia druków, 10 – odbieranie zadrukowanego materiału
Przyczyny typowych wad druków wykonywanych technologią sitodruku i sposoby ich
usuwania
W tabeli 1 podano najczęściej występujące wady odbitek drukarskich wykonanych
techniką sitodrukową oraz przyczyny ich powstawania. Wpływ występujących wad na jakość
druku oraz sposoby sprawdzania wad podano w normie PN-80/P-55207 pt: „Odbitki
drukarskie i druki. Wady”.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Tab. 1. Wady odbitek drukarskich
Lp.
Wada
Przyczyna powstawania wady
1
Zanik rysunku lub częściowy brak
elementów rysunku.
−
wadliwe wykonanie formy kopiowej lub formy
sitodrukowej,
−
nierównomierny lub za słaby docisk rakla,
−
złe przyleganie podłoża do stołu drukowego,
−
nierównomierne zamontowanie formy sitodrukowej,
−
zablokowanie oczek siatki farbą spowodowane złym
doborem farby w stosunku do gęstości siatki.
2
Pogrubienie (rozgniecenia) rysunku lub
pogrubienie linii brzegowych
elementów rysunku w stosunku do
oryginału.
−
wadliwe wykonanie formy sitodrukowej,
−
zbyt duży docisk rakla,
−
zły kąt nachylenia rakla,
−
niewłaściwy odskok,
−
nieodpowiednia lepkość lub lejność farby.
3
Przechodzenie farby w miejscach
niedrukujących.
−
wadliwie wykonana forma sitodrukowa,
−
zużycie się formy sitodrukowej (wykruszenia warstwy
kopiowej),
−
podciekanie farby pod siatkę powodowane użyciem zbyt
miękkiego rakla.
4
Nierównomierne brzegi elementów
rysunku lub nierównomierny wydruk
drobnych elementów rysunku
(nieostrość odbitek).
−
wadliwie wykonana forma sitodrukowa,
−
nieodpowiednia lepkość lub lejność farby,
−
nieodpowiedni docisk i kąt nachylenia rakla,
−
zbyt duża szybkość drukowania,
−
niewłaściwy odskok.
5
Mora (niepożądane skupienie
punktów rastrowych
o powtarzającym się układzie, tworząc
jaśniejsze i ciemniejsze partie rysunku).
−
wadliwe wykonanie diapozytywów rastrowych,
−
niewłaściwe dobranie liniatury rastra w stosunku do gęstości
i grubości siatki sitodrukowej,
−
złe dopasowanie form kopiowych lub form sitodrukowych
w drukowaniu wielobarwnym.
6
Zmurzenie rysunku (częściowe,
w jednym kierunku, zamazanie
obrazu, w postaci nieostrych linii
brzegowych elementów rysunku).
Zniekształcenia kresek i punktów
rastrowych.
−
ź
le wyszlifowana listwa raklowa,
−
nieodpowiedni kąt nachylenia rakla,
−
niewłaściwy odskok.
7
Niezgodność graficzna odbitki
z oryginałem.
–
wadliwie wykonana forma kopiowa lub forma sitodrukowa.
8
Skosy i przesunięcia, nierównoległość
osi ustawienia lub obrysów
zadrukowanych,
w stosunku do siebie i do krawędzi
arkuszy skręcenia kątowe) – niezgodne
z wzorcem odstępy poszczególnych
elementów rysunku.
−
wadliwie wykonana forma kopiowa lub forma sitodrukowa,
−
niewłaściwe umocowanie formy sitodrukowej,
−
niewłaściwe ustawienia znaków pasujących,
−
niewłaściwe nakładanie arkuszy drukowych
w procesie drukowania.
9
Różnice pokrycia farbą
poszczególnych elementów rysunku.
Zabłyszczenia lub zmatowienia
(nieregularne plamy występujące na
zadrukowanych płaszczyznach
charakteryzujące się zróżnicowanym
połyskiem).
−
nierównomierny docisk rakla,
−
nieodpowiednio przygotowane podłoże,
−
nieodpowiedni dobór farby do podłoża,
−
niejednakowe wsiąkanie farby w podłoże,
−
zablokowanie oczek siatki sitodrukowej zaschniętą farbą,
−
wadliwie przygotowana farba.
10
Zabrudzenia i zachlapania
w miejscach niedrukujących.
−
niestarannie wykonana forma sitodrukowa lub wykruszanie
się warstwy kopiowej w miejscach niedrukujących,
−
zanieczyszczenia formy sitodrukowej farbą,
−
wadliwa farba,
−
nadmierna ilość farby na sicie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
11
Smugi i rysy (druk prążkowy).
−
nieodpowiednia jakość formy sitodrukowej,
−
nieodpowiedni kąt nachylenia rakla,
−
nieprawidłowy docisk rakla.
12
Niewłaściwa barwa (kolor)
(niezgodność barwy
w poszczególnych miejscach rysunku
w porównaniu ze wzorcem).
−
zastosowanie farby o niewłaściwej barwie lub niewłaściwych
właściwościach reologicznych,
−
niewłaściwa ilość farby przekazana na zadrukowane
podłoże,
−
niewłaściwe wykonanie form sitodrukowych do drukowania
wielobarwnego.
13
Niepasowanie barw (niewłaściwe
usytuowanie względem siebie
poszczególnych barw rysunku).
−
niewłaściwe wykonanie formy kopiowej lub formy
sitodrukowej,
−
odkształcenia liniowe podłoża.
14
Nie wysychanie farby.
−
nieodpowiednie właściwości farby i podłoża lub
nieodpowiedni ich dobór,
−
nieodpowiednia temperatura i wilgotność powietrza
w pomieszczeniu drukowym
15
Ś
cieralność farby (podatność
wyschniętej odbitki na ścieranie
mechaniczne).
−
niewłaściwy dobór farby lub niewłaściwe związanie farby
z podłożem,
−
niewłaściwe przygotowanie podłoża.
16
Przenikanie farby na drugą stronę
odbitki drukarskiej.
−
nadmierna wsiąkliwość farby,
−
nadmierna przesiąkliwość podłoża,
−
niewłaściwe przygotowanie podłoża.
17
Przywieranie zadrukowanego podłoża
do formy sitodrukowej .
−
zbyt mały odskok,
−
zbyt duża kleistość farby,
−
zbyt duża lepkość farby.
18
Przeciekanie farby przez formę
sitodrukową.
−
zbyt duża lejność farby,
−
zbyt niska tiksotropowość farby.
Ocena jakości wykonanych odbitek
Do oceny procesu drukowania (poprawności odwzorowania oryginału) w Instytucie
FOGRA opracowano dwie skale kontrolne dla sitodruku:
skala DKL-S1 – do kontroli densytometrycznej odwzorowania wartości tonalnych,
intensywności barwy, rozdzielczości, pasowania kolorów w druku rastrowym wielobarwnym,
skala DKL-S2 – do kontroli wizualnej (za pomocą lupy pomiarowej) odwzorowania linii
i rysunku w zależności od gęstości zastosowanej siatki sitodrukowej.
Rys. 9. Densytometr refleksyjny [źródło własne]
Densytometria jest jedną z najtańszych metod pomiarowych, szeroko rozpowszechnioną
w procesach reprodukcji i drukowaniu. Densytometry są stosowane jako przyrządy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
pomiarowe przenośne lub jako automatyczne urządzenia pomiarowe stacjonarne (tzw.
densytometry skanujące).
W zależności od ich przeznaczenia rozróżnia się dwa rodzaje densytometrów:
−
densytometry transmisyjne, stosowane głównie w reprodukcji do pomiarów zaczernienia
filmów błon graficznych (materiałów przepuszczających światło),
−
densytometry refleksyjne, stosowane do oceny techniką pomiarową druków (materiałów
odbijających światło).
Dokładność pasowania w drukowaniu oznacza:
−
zgodność pomiędzy oryginałem a obrazem na odbitce drukarskiej.
Przy drukowaniu wielobarwnym musi występować zgodność pomiędzy wydrukowanym
obrazem a oryginałem dla wszystkich wydrukowanych kolorów. Zgodność pomiędzy
odbitkami drukarskimi a obrazem oryginału musi występować zarówno dla pierwszych
druków nakładu, jak i dla wszystkich kolejnych egzemplarzył;
−
stałość umiejscowienia rysunku reprodukowanego obrazu na poszczególnych
egzemplarzach nakładu, tj. stała odległość drukowanego wzoru od brzegów podłoża
drukowego oraz zachowanie kąta usytuowania względem osi nakładania.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie czynniki wpływają na jakość drukowania sitowego?
2.
Jakie znasz parametry oceny jakości odbitki sitodrukowej?
3.
Czy potrafisz wydrukować próbną odbitkę i porównać ze wzorcem?
4.
Jaka jest zasada działania densytometru?
5.
Jakie znasz wady druków występujących w sitodruku?
6.
Jakie są przyczyny powstawania określonych typów wad druku sitowym?
7.
Jak korzystać z Polskich Norm?
8.
Jaka jest zasada działania maszyn sitodrukowych jedno i wielokolorowych?
10. Jakie podłoża można zadrukować poznanymi maszynami sitodrukowymi?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny jakości odbitki sitodrukowej za pomocą przenośnego densytometru.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokładnie obejrzeć dostarczone zadrukowane podłoże okiem nieuzbrojonym,
2)
wskazać niedoskonałości druku na podłożu zadrukowanym,
3)
skalibrować densytometr,
4)
dokonać pomiaru gęstości optycznej za pomocą densytometru,
5)
dokonać oceny jakości druku na podstawie wykonanych pomiarów i obserwacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wyposażenie stanowiska pracy:
−
wzorcowe podłoże,
−
podłoże zadrukowane – do oceny jakości,
−
densytometr.
Ćwiczenie 2
Rozpoznaj wadę druku sitowego na przykładzie przygotowanej odbitki sitodrukowej oraz
określ przyczynę jej powstawania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokładnie obejrzeć odbitkę sitodrukową i zadrukowane podłoże okiem nieuzbrojonym,
2)
zastanowić się, jaką wadę posiada przygotowany druk,
3)
zapoznać się z Polskimi Normami „Odbitki drukarskie i druk. Wady”,
4)
nazwać prawidłowo wadę druku,
5)
przeanalizować przyczyny powstania zdefiniowanej wady.
Wyposażenie stanowiska pracy:
−
wzorcowe podłoże,
−
wadliwa odbitka sitodrukowa,
−
PN.
Ćwiczenie 3
Sporządź schemat automatycznej maszyny sitodrukowej płaskiej na podstawie wycieczki
dydaktycznej do zakładu pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
uważnie obserwować pracę poszczególnych elementów maszyny sitodrukowej,
2)
sporządzić notatki i szkice na podstawie obserwacji pracującej maszyny,
3)
wykonać samodzielnie schemat maszyny,
4)
porównać ze schematem automatycznej maszyny płaskiej.
Wyposażenie stanowiska pracy:
−
automatyczna maszyna płaska,
−
arkusz do wykonania szkicu,
−
schemat automatycznej maszyny płaskiej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić czynniki wpływające na jakość odbitki sitodrukowej?
2)
ocenić jakość odbitki sitodrukowej?
3)
wydrukować odbitkę próbną?
4)
zastosować densytometr?
5)
rozpoznać wadę druku i przyczynę jej powstania?
6)
narysować schematy maszyn sitodrukowych?
7)
omówić zasadę działania poznanych maszyn sitodrukowych?
8)
dobrać maszynę sitodrukową do zadrukowania różnych podłoży
drukowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3. Przygotowanie do drukowania na maszynie sitowej
4.3.1. Materiał nauczania
Organizacja stanowiska pracy
Przed przystąpieniem do drukowania należy odpowiednio przygotować stanowisko pracy
drukarza.
Maszyna drukarska powinna mieć odpowiednią ilość miejsca w warsztacie pracy, tak aby
swobodnie można było poruszać się wokół maszyny, zapewnić miejsce dla podłoży
drukowych przed procesem drukowania, jak również po ich zadrukowaniu. Maszyna powinna
być myta, konserwowana i smarowana zgodnie z zaleceniami producenta.
Drukarz przed przystąpieniem do drukowania powinien zaopatrzyć się we wszystkie
niezbędne materiały potrzebne do wykonania procesu technologicznego podstawowe takie jak
np. podłoże drukowe, farby, a także pomocnicze jak np. rozpuszczalniki, czyściwa, narzędzia
pracy itd. Po zgromadzeniu materiałów należy przygotować odpowiednie środki ochrony
indywidualnej niezbędne podczas drukowania, a także zapoznać się z przepisami
bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej w zakładzie.
Następnym etapem organizacji stanowiska pracy jest ustawienie i regulacja maszyny
sitodrukowej (odpowiednich zespołów w zależności od rodzaju i automatyzacji maszyny).
Przygotowanie maszyny sitodrukowej do drukowania. Regulacja kąta nachylenia rakla.
Prowadzenie i odbieranie arkuszy w maszynie
Wstępne przygotowanie maszyn do pracy to więcej niż tylko procedury przyspieszające
czas rozruchu i zabezpieczające przez niezaplanowanymi przestojami maszyny. Należy
pamiętać o właściwym rozplanowaniu miejsca dla danej maszyny, o myciu, konserwacji
i smarowaniu maszyn.
Bardzo ważną rolę w drukowaniu sitowym odgrywa forma sitodrukowa właściwie
przygotowana i zamontowana, a także rakiel. Z przygotowaniem i montowaniem formy
sitodrukowej zapoznałeś się w poprzedniej jednostce modułowej. Poniżej zostanie wyjaśnione
znaczenie rakla oraz jego wybór i ustawienie w druku sitowym.
Odpowiednia konstrukcja rakla musi zapewnić dobre przeciskanie farby przez oczka
siatki sitodrukowej. Odpowiednia praca rakla w procesie drukowania powoduje mieszanie
i zagarnianie farby sitodrukowej w oczka siatki oraz zapewnia kontakt pomiędzy farbą
sitodrukową znajdującą się w oczkach siatki a podłożem drukowym. Efektem pracy rakla jest
uzyskanie nadruku.
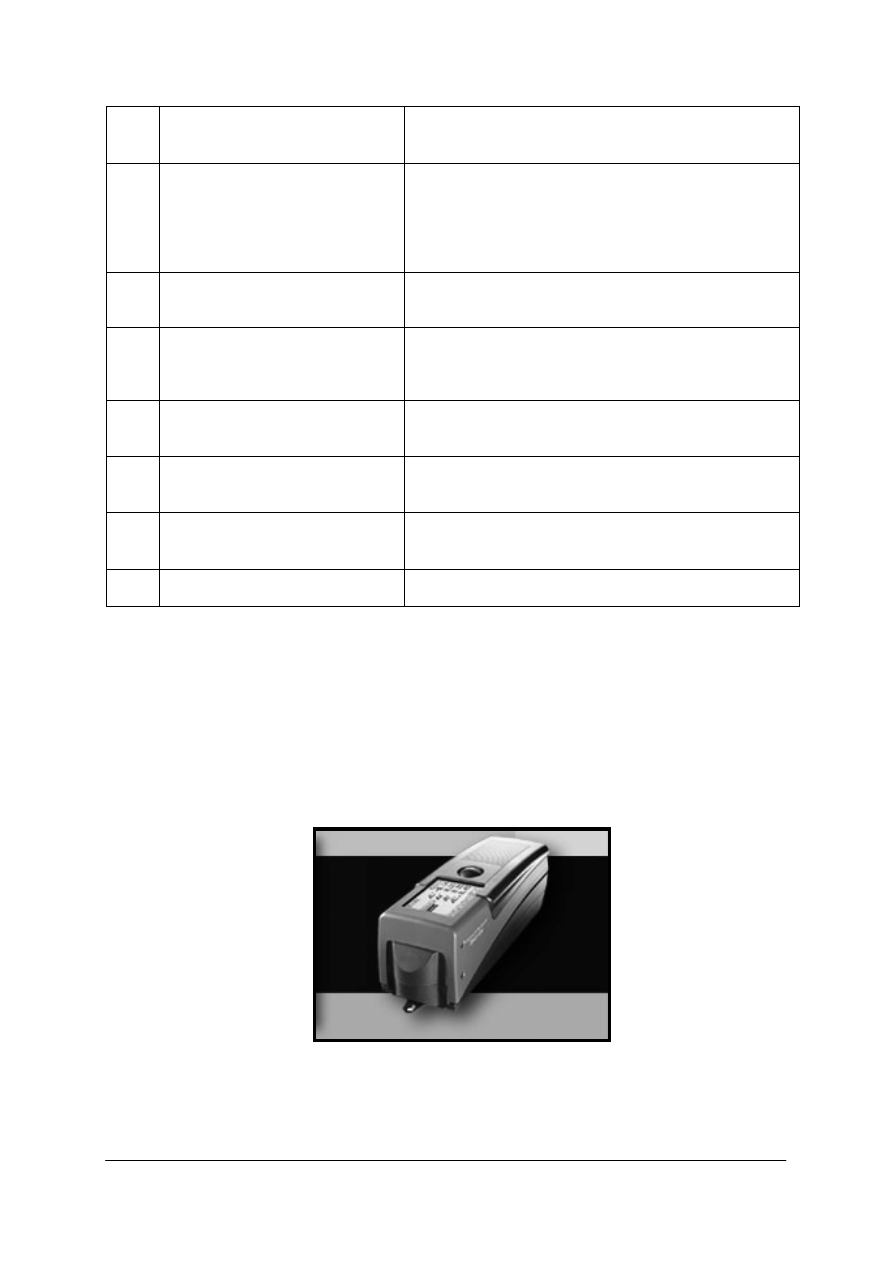
Rakiel składa się z uchwytu, wykonanego z drewna lub z metalu, w którym osadzona jest
listwa raklowa, wykonana z gumy lub tworzywa sztucznego (rys. 11). Uchwyt wykonany
z drewna musi być zabezpieczony przed paczeniem za pomocą lakieru dwuskładnikowego,
odpornego na wodę i rozpuszczalniki organiczne. Najlepszym materiałem do wykonania
uchwytu jest aluminium, ze względu na mały ciężar oraz dobrą odporność na korozję
chemiczną.
Rys. 11. Rakle sitodrukowe [11, s. 91]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Kształt obudowy rakla stosowanego w sitodruku ręcznym musi być dostosowany do
długotrwałego trzymania rakla przez drukarza. Listwa rakla umocowana jest w uchwycie za
pomocą śrub i może być łatwo wymieniana w przypadku zużycia.
Ze względu na bezpośredni kontakt listwy raklowej z farbami sitodrukowymi materiał,
z którego jest wykonana musi wykazywać dobrą odporność na znajdujące się w farbach
rozpuszczalniki organiczne. Listwy raklowej najczęściej wykonywane są z gumy neoprenowej
lub poliuretanu. Materiał, z którego wykonana jest listwa raklowa, powinien odznaczać się
również odpowiednią twardością i elastycznością. Twardość listwy raklowej mierzona
w stopniach Shorea A powinna wynosić w granicach 60°
÷
80°.
−
rakle miękkie (o twardości 60°
÷
65° Shorea A) stosuje się do sitodruku płaskiego, na
nierównych powierzchniach,
−
rakle twarde (o twardości 70°
÷
80° Shorea A) stosuje się do drukowania dużych formatów
oraz drukowania rastrowego),
−
w innych przypadkach stosuje się rakle o średniej twardości 65°
÷
70° Shorea A.
Stosowanie zbyt twardego rakla wymaga zastosowania większego nacisku w procesie
drukowania, co może prowadzić do trudności w pasowaniu. Stosowanie zbyt miękkiego rakla
może powodować wyginanie się rakla pod wpływem stosowanego nacisku i farba przeciskana
przez oczka siatki może podciekać pod siatkę.
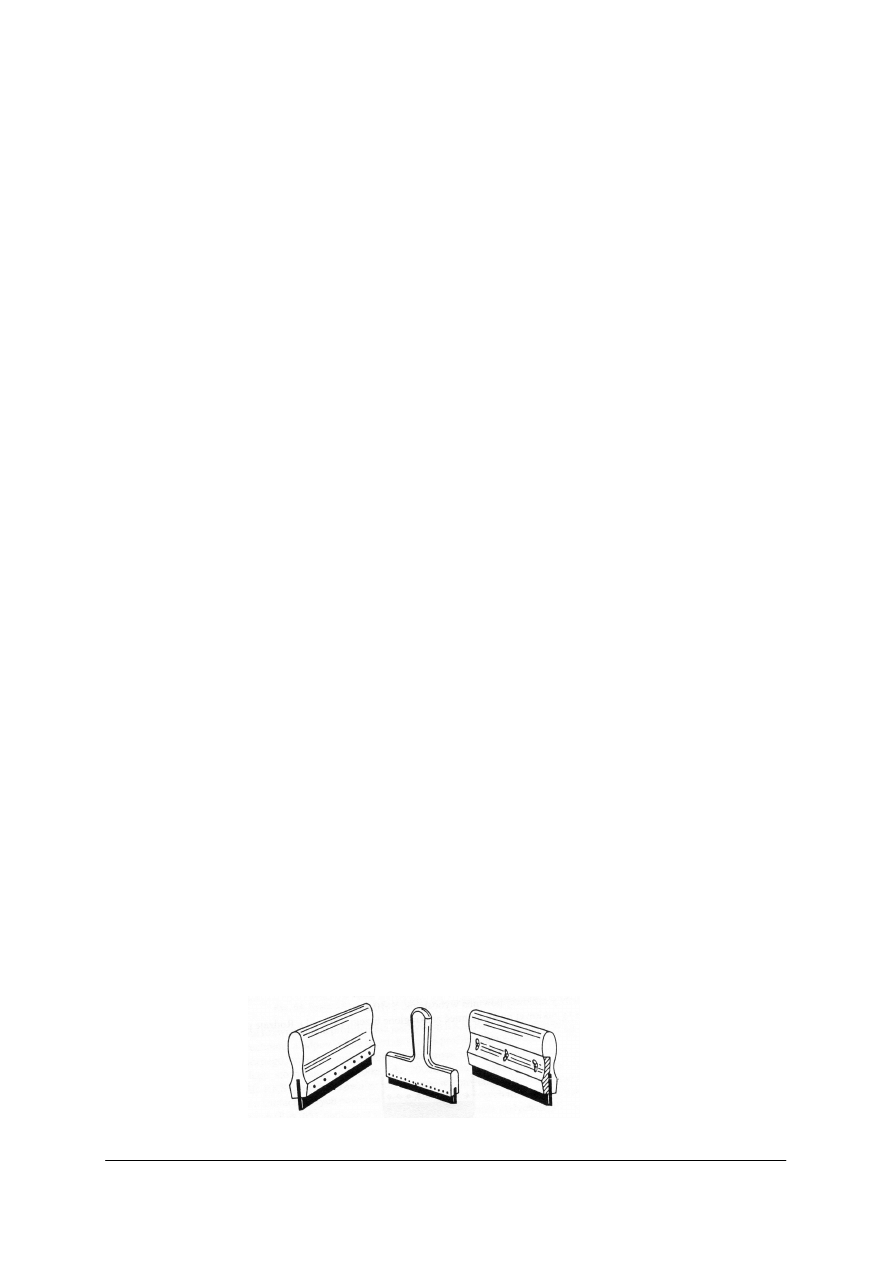
Rodzaj zastosowanego profilu rakla (rys. 12) zależy od rodzaju druku oraz od rodzaju podłoża
drukowego:
−
profile a stosowane są do większości typowych druków,
−
profile b stosowane są do drukowania dużych powierzchni, gdzie wymagane jest duże
przeniesienie farby,
−
profile c stosowane są w drukowaniu na tkaninach z dużym przeniesieniem farby,
−
profile d stosowane są do drukowania na podłożach niewsiąkliwych (szkle, tworzywach
sztucznych, metalach itp.),
−
profile e stosowane są do sitodruku płaskiego na przedmiotach okrągłych oraz do
delikatnych druków na tkaninach.
Rys. 12. Rodzaje profili rakla [11, s. 92]
Rakle o kantach ostrych powodują przeciskanie mniejszych ilości farby niż rakle
o kantach zaokrąglonych, dlatego są stosowane do drukowania małych detali, cienkich linii
oraz do drukowania rastrowego. Kanty rakla w procesie drukowania wycierają się i stają się
nieostre, pogarszając jakość druku. Źle naostrzony lub wyszlifowany rakiel może powodować
otrzymywanie druku prążkowego.
Optymalny kąt nachylenia rakla w sitodruku tradycyjnym wynosi 75°, w sitodruku
rastrowym ok. 80°. Zbyt strome nachylenie rakla powoduje zmniejszenie ilości przenoszonej
farby oraz większy nacisk rakla na siatkę, powodujący przesunięcie siatki w kierunku
drukowania, co jest przyczyną:
−
niedokładności pasowania,
−
zbyt płaskie nachylenie rakla powoduje przenoszenie większych ilości farby,
−
nacisk rakla na siatkę w czasie drukowania ma wpływ na dokładność pasowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Najlepszą dokładność pasowania uzyskuje się przy możliwie najniższym nacisku rakla na
siatkę. Siła nacisku rakla na siatkę musi być stała w trakcie drukowania całego nakładu. Rakle
do drukowania maszynowego półautomatycznego i automatycznego mocowane są na
specjalnych listwach znajdujących się nad blatem stołu drukowego. Praca rakla może być
sterowana ręcznie lub automatycznie. W maszynach automatycznych rola drukarza ogranicza
się do zamocowania rakla w odpowiednim uchwycie oraz do ustawienia kąta nachylenia rakla
i jego docisku do siatki. Wysokość ustawienia rakla ustala się w pozycji, gdy rakiel znajduje
się w środku drukowanego wzoru. Konstrukcja rakla pracującego w maszynach
sitodrukowych może być różna. Są rakle pneumatyczne, rakle magnetyczne, rakle
z podwójnym
profilem
tzw.
rakle
dachowe.
W
niektórych
półautomatycznych
i automatycznych maszynach sitodrukowych stosowane są rakle dodatkowe (pomocnicze),
które rozprowadzają farbę po siatce w postaci cienkiej warstwy (napełniają oczka siatki
farbą), natomiast przeciskanie farby przez oczka siatki na podłoże wykonywane jest za
pomocą rakla właściwego.
W większości nowoczesnych stołów do sitodruku ręcznego zastosowano różne
konstrukcje, ułatwiające montaż i stabilizujące pracę rakla. Rakiel zamontowany jest na
specjalnej listwie, umieszczonej na ramie konstrukcyjnej bezpośrednio nad formą
sitodrukową.
Przed procesem drukowania drukarz ustawia odpowiednią wysokość i kąt nachylenia
rakla. Drukowanie odbywa się przez ręczne przesuwanie listwy z zamocowanym raklem
równolegle do dłuższego boku formy sitodrukowej. Listwy mogą być umocowane
z podparciem jednostronnym lub obustronnym.
Podawanie i odbieranie arkuszy w maszynie. Samonakładak. Urządzenie odbierające
W odróżnieniu od maszyn sitodrukowych półautomatycznych, w maszynach
automatycznych podawanie i odbieranie podłoża drukowego odbywa się w sposób całkowicie
zmechanizowany. Podawanie i odbieranie podłoża drukowego odbywa się najczęściej za
pomocą pneumatycznych samonakładaków, przenoszących arkusze za stosu bezpośrednio na
płytę stołu drukowego za pomocą głowic ssących. Po procesie drukowania takie same głowice
ssące umocowane po drugiej stronie stołu drukowego, umieszczają zadrukowane arkusze na
taśmie transportowej, która przenosi je do tunelu suszącego.
Samonakładak pneumatyczny
W samonakladaku VEB (rys.13) po rozdzieleniu górnych arkuszy przez dmuchawy przednie
rura z ssawkami 2 pobiera arkusz i przekazuje go ssawkom nakładającym 3. Pobrany arkusz
jest podawany na stół spływowy. Po zwolnieniu arkusza na markach, wyrównaniu go na
mierzycy i zadrukowaniu, jest on odbierany przez ssawki 6 i przekazywany ssawkami 7 na
stół odbierający, nad którym jest umieszczona dmuchawa ułatwiająca odkładanie arkuszy. Kąt
pochylenia ssawek i długość ruchu są regulowane.
Rys. 13. Samonakładak VEB [6, s. 69]
1 – stół, 2 – ssawka podająca, 3 – ssawka przenosząca arkusz, 4 – stół spływowy, 5 – cylinder,
6 – ssawki przenoszące, 8 – sprężynki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Urządzenie odbierające przenosi arkusz od sekcji drukującej na stół do odkładania
druków. Urządzenie to powinno przenosić arkusze nieuszkodzone i niezamazane, układać je
równo na stole stroną zadrukowaną do góry oraz zapewniać odbieranie non stop.
Mycie, smarowanie i konserwacja maszyn sitodrukowych
Mycie, smarowanie i konserwacja urządzeń drukujących jest podstawowym wymogiem
właściwego działania maszyny. Właściwa eksploatacja produkcyjna maszyn polega na
wykorzystaniu ich zgodnie z przeznaczeniem, obsłudze zgodnej z instrukcją oraz planowym
przebiegiem przeglądów i napraw. Praca na maszynie zgodna z instrukcją obsługi, polega
przede wszystkim na właściwej i dokładnej regulacji poszczególnych mechanizmów
i zespołów oraz prawidłowej konserwacji maszyn.
Sita, części maszyny i urządzenia pomocnicze wymagają oczyszczania z pozostałości
farb. Większość tych operacji wykonuje się za pomocą rozpuszczalników. W odniesieniu do
sit należy odróżnić mycie pośrednie i końcowe. Mycie pośrednie następuje podczas procesu
drukowania. Część farby zasycha na sicie i blokuje miejsca drukujące sita. Zaschnięta farba
powinna być usunięta. Mycie pośrednie nie jest potrzebne, gdy drukowanie odbywa się przy
pomocy farb UV. Utrwalają się nie przez odparowanie rozpuszczalnika, ale w wyniku
naświetlania ich promieniowaniem UV. Dopóki nie dotrą do tunelu suszącego pozostają
nieutrwalone.
Konserwacja maszyn obejmuje:
−
dokładne czyszczenie mechanizmów maszyny z kurzu, pyłu,
−
papierowego, resztek farby, zużytego oleju i smaru,
−
smarowanie maszyny zgodne z instrukcją smarowniczą (właściwe smary i oleje),
−
codzienny przegląd maszyny przez obsługę.
Czas przewidziany w ciągu dnia pracy na konserwację maszyny należy obowiązkowo
korzystać na ten cel; nie można przeznaczać go na inne czynności. Pracownik odpowiada za
awarie wynikłe z przyczyny złej konserwacji maszyny.
Instrukcja smarownicza podaje, jaki, rodzaj olejów i smarów stałych należy używać do
smarowania centralnego i ręcznego. Rozróżniamy następujące rodzaje smarowania:
−
olejowe centralne – obiegowe pod ciśnieniem,
−
w kąpieli olejowej,
−
olejowe ręczne,
−
ręczne smarem stałym.
Podaje także, w jaki sposób i w jakim czasie powinno odbywać się napełnianie i wymiana
oleju w pojemniku centralnego olejenia oraz jak czyścić filtry olejowe w zbiorniku. Poziom
oleju musi być dokładnie kontrolowany i nie może opaść poniżej wskaźnika. W niektórych
maszynach specjalny system zabezpieczający unieruchamia maszynę w przypadku braku oleju
lub niesprawności centralnego olejenia. Wymiana oleju w zbiorniku centralnego olejenia
obiegowego odbywa się w zależności od instrukcji fabrycznej co 3
÷
6 miesięcy, zaś
uzupełnianie w zależności od potrzeby.
Smarowanie w kąpieli olejowej polega na tym, że niektóre części maszyny pracują
zanurzone w pojemniku z olejem, np. niektóre krzywki, przekładnie zębate. Na planie
smarowania zaznaczone są pojemniki i miejsca, które przed uruchomieniem maszyny należy
dopełnić olejem. Napełnianie olejem pojemników do oznaczonego punktu odbywa się
podczas postoju maszyny.
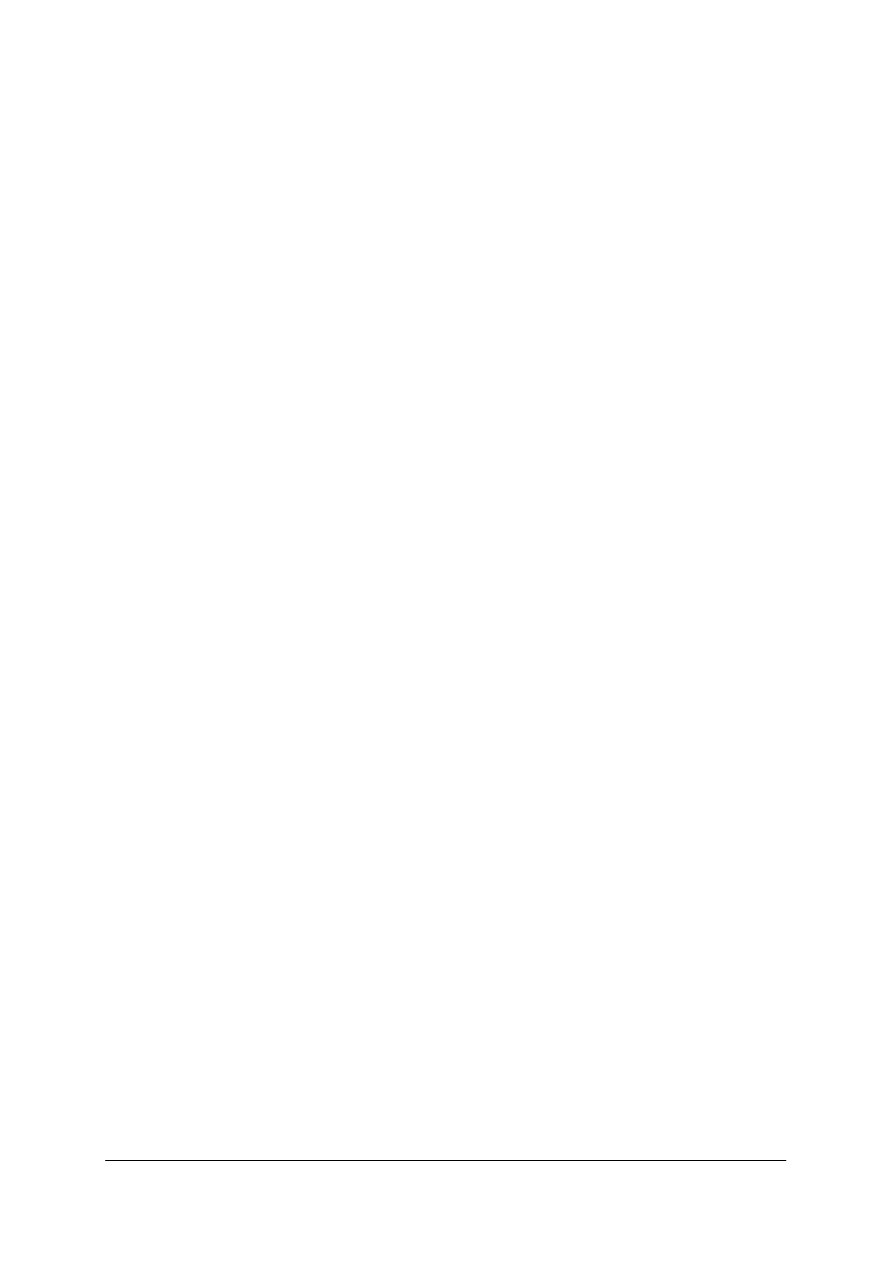
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej ochrony
środowiska podczas drukowania na maszynach do drukowania sitowego. Środki
ochrony indywidualnej podczas drukowania sitowego
Farby UV
Najczęściej stosowanymi farbami w technice sitodruku są farby utrwalane promieniami UV.
Niektóre jednak zawierają agresywne rozcieńczalniki działające drażniąco na skórę i dlatego
podczas pracy z tymi farbami należy stosować rękawice i ubrania ochronne, okulary.
W przypadku kontaktu ze skórą należy ją zmywać za pomocą wody i mydła. Nie należy
stosować żadnych rozpuszczalników organicznych ani detergentów.
Stosowanie kanałów suszących, wyposażonych w lampy emitujące promieniowanie UV,
stwarza pewne wymagania odnośnie przeciwdziałania szkodliwości promieniowania
ultrafioletowego na organizm ludzki, jak również przeciwdziałania szkodliwości
wydzielającego się podczas pracy ozonu. Kanały suszące muszą być odpowiednio zbudowane
i posiadać sprawną wentylację, tak aby pracownicy nie byli narażeni na bezpośrednie
działanie promieniowania UV i ozonu.
Farby UV pozostałe w zakładzie powinny być odpowiednio oznakowane.
Farby rozpuszczalnikowe
Farby te zawierają ok. 60
÷
70 rozpuszczalników organicznych. Wadą farb
rozpuszczalnikowych jest ich palność oraz wydzielanie się lotnych rozpuszczalników
organicznych, przedostających się do atmosfery. Suszenie druków wykonywanych za pomocą
farb zawierających lotne rozpuszczalniki organiczne, powinno odbywać się w specjalnych
kanałach suszących zaopatrzonych w filtry wyłapujące szkodliwe rozpuszczalniki, tak by nie
obciążały środowiska.
Ścieki
Proces drukowania nie powoduje powstawania ścieków ani też stosowanie systemów
nadawania farb wodnych tego nie powoduje. Należy jednak zaznaczyć, że w trakcie mycia
rakli, noży raklowych, pojemników po farbach itd. powstają ścieki, które później należy
oczyścić, zanim zostaną odprowadzone do kanalizacji.
Emisje gazów
Farby
sitodrukowe
wysychają
w
wyniku
odparowywania
rozpuszczalników.
Rozpuszczalniki ulatniają się z formy sitodrukowej oraz w czasie suszenia druków.
W przypadku maszyn bez urządzenia suszącego (suszenie powietrzem) rozpuszczalniki
zostają wyemitowane w całości do pomieszczenia roboczego i/lub pomieszczenia będącego
suszarnią.
Przy takiej zasadzie pracy musi istnieć dobra wentylacja i częste sprawdzanie stężenia
rozpuszczalników w atmosferze.
Odprowadzanie powietrza wylotowego
W przypadku maszyn sitodrukowych z zainstalowanym urządzeniem suszącym, opary
rozpuszczalnika są odprowadzane poprzez przewody do atmosfery. Należy stwierdzić, że
produkty drukowane techniką sitodruku mogą zawierać resztki rozpuszczalników zaraz po
wydrukowaniu. Te pozostałości stopniowo ulatniają się. Musi być zastosowana wymiana
powietrza, żeby odprowadzać te odparowane substancje pochodzące również z samej formy
sitodrukowej.
Oczyszczanie powietrza wylotowego
Powietrze wylotowe z urządzeń suszących, obciążone rozpuszczalnikami, stanowi
wielkie
wyzwanie
techniczne.
Na
skutek
ogromnej
różnorodności
zawartości
rozpuszczalników i ogólnie stosunkowo niskich obciążeń przepływów powietrza wylotowego,
jest rzeczą bardzo trudną efektywnie wykorzystywać tradycyjne technologie, takie jak
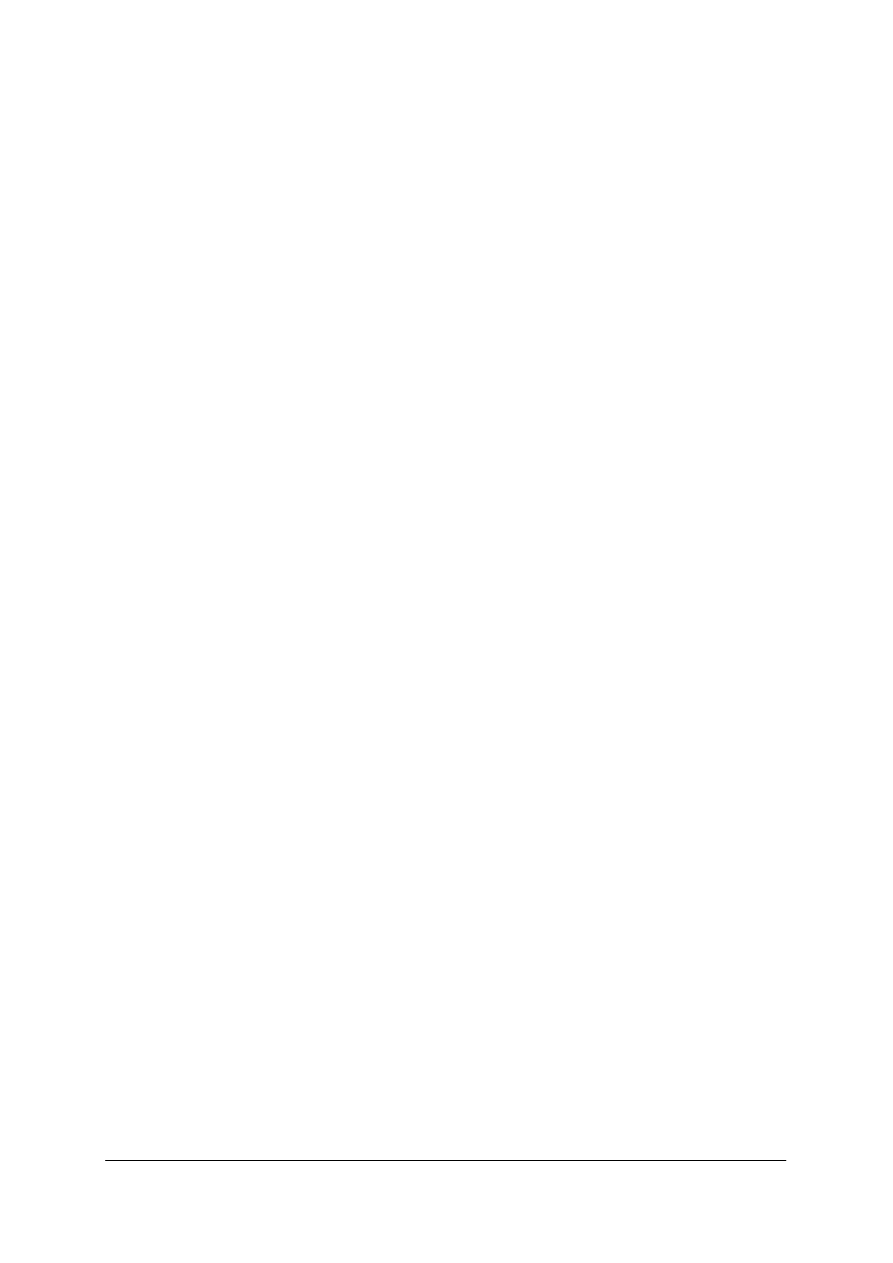
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
katalityczne dopalanie lub kondensacja rozpuszczalników. Analizy wykazały, że dominujące
technologie oczyszczania powietrza wylotowego często nie stanowią satysfakcjonującego
rozwiązania w przypadku techniki sitodrukowej. Do pewnego stopnia metoda adsorbowania
oparów w układach węgla aktywnego może być jakimś rozwiązaniem. Każda drukarnia musi
sama zadecydować o tym, jakie podjąć kroki w kierunku zapobieżenia emisjom
rozpuszczlników.
Substancje odpadowe
Poniżej są wymienione podstawowe rodzaje odpadów zwykle powstających w czasie
drukowania techniką sitodrukową:
Resztki farb drukowych (zawierających rozpuszczalniki), resztki farb drukowych (na bazie
wodnej, utwardzone), rozcieńczalnik do farb, szlam farbowy, folie z tworzyw sztucznych
(zniszczone arkusze), zanieczyszczone ściereczki, odpady papierowe, ramy form
sitodrukowych, środki do czyszczenia sit, resztki farb UV, pojemniki po farbach UV,
pojemniki po farbach rozpuszczalnikowych.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje samonakładaków?
2. Czy znasz zasadę działania samonakładaków i urządzeń odbierających podłoże drukowe?
3. Czy znasz rolę rakla w druku sitowym?
4. Czy potrafisz dobrać rakiel do drukowania na różnych podłożach drukowych?
5. Czy wiesz, jak ustalić kąt nachylenia rakla i siłę jego docisku przy druku tradycyjnym
i rastrowym?
6. Czy potrafisz dobrać profil rakla w zależności od zadrukowywanego podłoża?
7. Jakie właściwości charakteryzują farby sitodrukowe?
8. Jakie zastosujesz środki ochrony indywidualnej podczas drukowania na maszynie
sitodrukowej
9. Czy znasz przepisy bhp i przeciwpożarowe jakich należy przestrzegać drukując na
maszynie sitodrukowej?
10. Czy potrafisz zorganizować stanowisko pracy przy maszynie sitodrukowej?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj analizy działania systemu podawania i odbierania podłoża drukowego
w automatycznej maszynie sitodrukowej na podstawie wycieczki dydaktycznej do zakładu
pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
uważnie prześledzić drogę podłoża drukowego w automatycznej maszynie sitodrukowej,
2)
zwrócić uwagę na regulację zespołu prowadzenia podłoża – samonakładaka i urządzenia
odbierającego,
3)
sporządzić notatki i szkice na podstawie obserwacji pracy maszyny,
4)
dokonać analizy przebiegu podłoża drukowego przez samonakładak maszyny
sitodrukowej i urządzenie odbierające.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyposażenie stanowiska pracy:
−
automatyczna maszyna sitodrukowa z samonakładakiem i urządzeniem odbierającym,
−
arkusz do wykonania szkiców schematu maszyny,
−
schemat automatycznej maszyny sitodrukowej z samonakładakiem i urządzeniem
odbierającym.
Ćwiczenie 2
Ustaw kąt nachylenia rakla i siłę jego docisku do drukowania rastrowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zwrócić uwagę na materiał z jakiego wykonany jest rakiel,
2)
zwrócić uwagę na profil zastosowanego rakla,
3)
dokonać właściwego montażu rakla w maszynie sitodrukowej,
4)
porównać parametry ustawienia rakla w sitodruku tradycyjnym i rastrowym.
Wyposażenie stanowiska pracy:
−
maszyna sitodrukowa,
−
narzędzia do regulacji rakla,
−
rakiel.
Ćwiczenie 3
Dokonaj wyboru odpowiednich przepisów bhp i ochrony przeciwpożarowej oraz
ś
rodków do ochrony indywidualnej niezbędnych podczas drukowania farbami utrwalanymi
promieniami UV na maszynie półautomatycznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zwrócić uwagę na właściwości farb UV,
2)
przeanalizować proces suszenia druków z naniesiona warstwą farby UV,
3)
wybierać odpowiednie przepisy bhp i ochrony przeciwpożarowej oraz środki ochrony
indywidualnej.
Wyposażenie stanowiska pracy:
−
zestaw przepisów bhp i ochrony przeciwpożarowej,
−
arkusz do sporządzania notatek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować samonakładaki?
2)
określić właściwości farb sitodrukowych?
3)
określić zadania rakla w druku sitowym?
4)
rozróżnić rakle przeznaczone do druku na różnych podłożach?
5)
zamocować rakiel?
6)
zastosować przepisy bhp i ochrony przeciwpożarowej?
7)
wymienić środki ochrony indywidualnej potrzebne do pracy przy
maszynie sitodrukowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 45 min.
9.
Po zakończeniu testu podnieś rękę i zaczekaj aż nauczyciel odbierze od Ciebie pracę.
Powodzenia!
Materiały dla ucznia:
−
instrukcja,
−
zestaw do zadań testowych,
−
karta odpowiedzi.
ZESTAW ZADAŃ TESTOWYCH
1.
Farby sitodrukowe powinny charakteryzować się następującymi właściwościami
a)
być krótkie, posiadać małą lepkość.
b)
być długie, posiadać małą lepkość.
c)
być krótkie, posiadać dużą lepkość.
d)
być długie, posiadać dużą lepkość.
2.
Farby utrwalające się w wyniku polimeryzacji to farby utrwalające się w wyniku
a)
reakcji fizycznych.
b)
reakcji chemicznych.
c)
odparowania rozpuszczalnika.
d)
promieniowania UV.
3.
Do drukowania napisów, znaków i emblematów nanoszonych na gotowe ubrania stosuje
się farby
a)
transparentne.
b)
ultrafioletowe.
c)
dwuskładnikowe.
d)
pigmentowe.
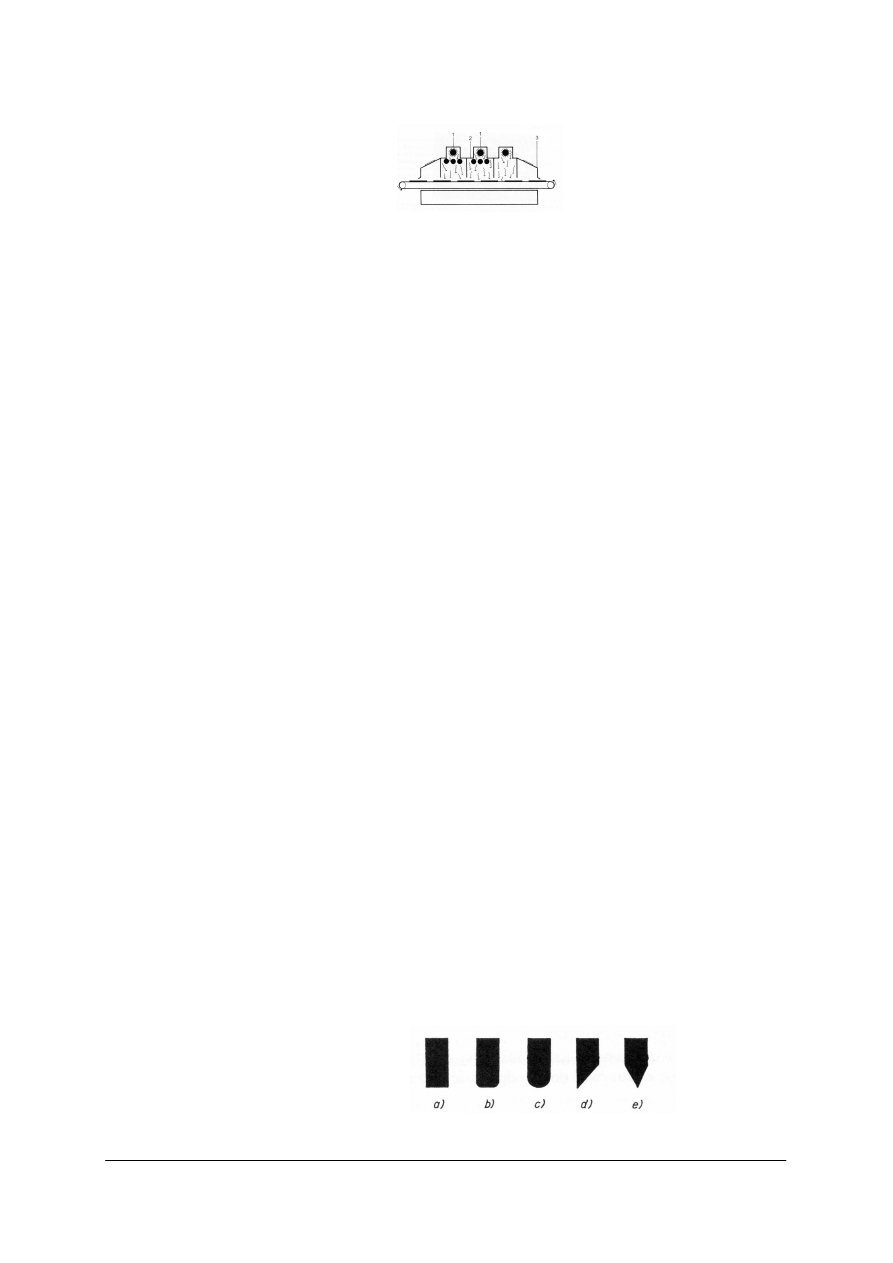
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.
Rysunek przedstawia suszarkę do suszenia druków. Jest to suszarka
a)
ruchoma.
b)
dyszowa.
c)
tunelowa.
d)
rusztowa.
5.
Nanoszenie na podłoże drukowe lakieru UV to proces
a)
drukowania.
b)
impregnowania.
c)
uszlachetniania.
d)
laminowania.
6.
Elementy charakterystyczne dla sitodruku to
a)
siatka, walec anilox.
b)
duktor, lakier.
c)
walec, anilox.
d)
siatka, rakiel.
7.
W półautomatycznych maszynach sitodrukowych automatycznie nie jest wykonywane
a)
przesuwanie rakla.
b)
podnoszenie formy.
c)
nanoszenie farby.
d)
nakładanie arkuszy.
8.
Przyczyną przywierania zadrukowanego podłoża do formy sitodrukowej są
a)
zbyt mały odskok, zbyt duża lepkość farby.
b)
zbyt duża lepkość farby, zbyt wysoka temperatura.
c)
nadmierna wsiąkliwość farby, mały odskok.
d)
duży odskok, zbyt mała wsiąkliwość farby.
9.
Kontrola densytometryczna odbitki drukarskiej polega na ocenie
a)
odwzorowania linii, odwzorowania rysunku.
b)
odwzorowania linii, wartości tonalnych.
c)
wartości tonalnych, intensywności barwy.
d)
intensywności barwy, odwzorowania linii.
10.
Densytometr służy do pomiaru wielkości fizycznej, którą jest
a)
jednostka długości.
b)
gęstości optyczna.
c)
natężenie prądu.
d)
jednostki oświetlenia.
11.
Rakiel o profilu jak na rysunku d stosuje się przy drukowaniu
a)
podłoży niewsiąkliwych.
b)
dużych powierzchni.
c)
na przedmiotach okrągłych.
d)
podłoży wsiąkliwych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
12.
Kąt nachylenia rakla w sitodruku tradycyjnym wynosi
a)
80
°
.
b)
85
°
.
c)
70
°
.
d)
75
°
.
13.
Samonakładak jest stosowany w maszynach sitodrukowych
a)
stołach ręcznych.
b)
automatycznych.
c)
półautomatycznych.
d)
ręczno-półautomatycznych.
14.
Mycie pośrednie sita jest potrzebne, gdy drukowanie odbywa się przy użyciu farb
a)
pigmentowych.
b)
ultrafioletowych.
c)
rozpuszczalnikowych.
d)
termoaktywnych.
15.
Najbezpieczniejsze dla otaczającego nas środowiska są farby
a)
rozpuszczalnikowe.
b)
ultrafioletowe.
c)
na bazie wody.
d)
pigmentowe.
16.
Do ochrony indywidualnej podczas drukowania farbami UV zastosujesz
a)
okulary, maskę.
b)
rękawice, kask.
c)
kask, rękawice.
d)
okulary, fartuch.
17.
Forma sitodrukowa jest mocowana w maszynie sitodrukowej za pomocą
a)
spinaczy.
b)
uchwytów.
c)
taśmy.
d)
wełny.
18.
W suszarkach tunelowych suszenie druków odbywa się w temperaturze
a)
20
°
–50
°
C.
b)
40
°
–80
°
C.
c)
60
°
–100
°
C.
d)
70
°
–120
°
C.
19.
Rysunek przedstawia maszynę do sitodruku. Jest to
a)
stół do sitodruku ręcznego.
b)
karuzela wielokolorowa.
c)
półautomat jednokolorowy.
d)
automat wielokolorowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
20.
Przyczyną powstawania smug i rys w druku (tzw. druk prążkowy) jest
a)
nieprawidłowy docisk rakla i kąt nachylenia.
b)
nadmierna ilość farby na sicie.
c)
wadliwy wybór formy kopiowej.
d)
zły dobór farby i rakla sitodrukowego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Drukowanie sitowe wielokolorowe
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
6.
LITERATURA
1.
Branżowe Normy
2.
Cichocki L., Pawlicki T., Ruczka I.: Poligraficzny słownik terminologiczny. Polska Izba
Druku, Warszawa 1999
3.
Czichon H., Czichon M.: Farby sitodrukowe wodorozcieńczalne. W: „Świat Druku”
Nr 1/2007
4.
Jakucewicz S., Czichon H., Czichon M.: Materiałoznawstwo poligraficzne.
Wydawnictwa PW, Warszawa 1992
5.
Jakucewicz S, Magdzik S.: Podstawy poligrafii, WSiP, Warszawa 1997
6.
Kochaniak R.: Sitodrukowe farby UV a ochrona pracy i środowiska. W: „Świat Druku”
Nr 1/2004
7.
Kołak J., Ostrowski J.: Maszyny i urządzenia. Maszyny drukujące. WSiP, Warszawa
1979
8.
Nelson R. Eldred: Co drukarz powinien wiedzieć o farbach. COBRPP, Warszawa 2007
9.
Poligrafia procesy i technika. Tłumaczenie ze słowackiego. COBRPP, Warszawa 2005
10.
Poligrafia a ochrona środowiska. Najlepsze dostępne techniki (BAT) w przemyśle
poligraficznym. Polska Izba Druku. COBRPP, Warszawa 2001
11.
Polskie Normy
12.
Sitodrukowe Konfrontacje. W: „Świat Druku” Nr 1/2007
13.
Stankiewicz B., Czech G.: Sitodruk. COBRPP, Warszawa 2001
14.
Stankiewicz B.: Tendencje rozwojowe w technice sitodruku. W: „Świat Druku”
Nr 6/2002
15.
Materiały reklamowe firmy Grey Metal
16.
Materiały reklamowe firmy Romanik
17.
Zarządzanie barwami w poligrafii. W: „Świat Druku” Nr 7–8/2006
Wyszukiwarka
Podobne podstrony:
drukarz 825[01] z4 03 u
drukarz 825[01] z4 03 n
drukarz 825[01] z4 03 n
drukarz 825[01] o1 03 u
drukarz 825[01] z1 03 n
drukarz 825[01] o1 03 n
drukarz 825[01] z4 01 u
drukarz 825[01] z3 03 n
drukarz 825[01] z4 02 n
drukarz 825[01] z2 03 u
drukarz 825[01] z4 02 u
drukarz 825[01] z3 03 u
drukarz 825[01] z4 01 n
drukarz 825[01] z1 03 u
drukarz 825[01] z2 03 n
drukarz 825[01] z4 01 n
drukarz 825[01] o1 03 n
drukarz 825[01] z2 03 n
drukarz 825[01] z1 03 n
więcej podobnych podstron