„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ireneusz Kocoń
Wykonywanie
prac
z
zakresu
obróbki
ręcznej
i mechanicznej skrawaniem 721[02].O1.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Michał Sylwestrzak
mgr inż. Andrzej Zych
Opracowanie redakcyjne:
mgr inż. Ireneusz Kocoń
Konsultacja:
mgr inż. Andrzej Zych
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 721[02].O1.06
„Wykonywanie prac z zakresu obróbki ręcznej i mechanicznej skrawaniem, zawartego
w modułowym programie nauczania dla zawodu Monter kadłubów okrętowych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Organizacja stanowiska
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
13
4.2. Obróbka ręczna
14
4.2.1. Materiał nauczania
14
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
17
4.2.4. Sprawdzian postępów
19
4.3. Narzędzia o napędzie elektrycznym i pneumatycznym
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
26
4.3.3. Ćwiczenia
26
4.3.4. Sprawdzian postępów
28
4.4. Obróbka mechaniczna
29
4.4.1. Materiał nauczania
29
4.4.2. Pytania sprawdzające
37
4.4.3. Ćwiczenia
38
4.4.4. Sprawdzian postępów
42
5. Sprawdzian osiągnięć
43
6. Literatura
48

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy i umiejętności o podstawowych
technikach wytwarzania elementów maszyn.
W poradniku znajdziesz:
−
wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
aby bez problemów opanować treści nauczania w ramach jednostki modułowej
721[02].O1.06 „Wykonywanie prac z zakresu obróbki ręcznej i mechanicznej
skrawaniem”,
−
cele kształcenia, czyli wykaz umiejętności, jakie powinieneś nabyć podczas zajęć
w ramach tej jednostki modułowej,
−
materiał nauczania, czyli niezbędne minimum wiadomości teoretycznych, wymaganych
do opanowania treści jednostki modułowej,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś wymagane treści nauczania,
−
ćwiczenia, podczas których będziesz doskonalił umiejętności praktyczne w oparciu
o wiedzę teoretyczną, zaczerpniętą z poradnika i innych źródeł,
−
sprawdzian osiągnięć, czyli przykładowy zestaw zadań i pytań; pozytywny wynik
sprawdzianu potwierdzi, że dobrze wykorzystałeś zajęcia i uzyskałeś niezbędną wiedzę
i umiejętności z zakresu tej jednostki modułowej,
−
wykaz literatury uzupełniającej.
Poradnik zawiera materiał nauczania składający się z 4 rozdziałów:
−
rozdział „Organizacja stanowiska”, pomoże Ci się zapoznać z zasadami organizacji
stanowiska pracy, wymaganiami jakie powinny spełniać narzędzia do obróbki ręcznej,
oraz z metodami ich wykorzystania,
−
rozdział „Obróbka ręczna” prezentuje sposoby wykonywania podstawowych operacji
obróbki ręcznej,
−
rozdział „Narzędzia o napędzie elektrycznym i pneumatycznym” opisuje najczęściej
stosowane narzędzia, określa zasady posługiwania się nimi,
−
rozdział „Obróbka mechaniczna” ma pomóc Ci w zapoznaniu się z obrabiarkami, oraz
metodami wykonywania podstawowych operacji na tokarkach i frezarkach.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Przed przystąpieniem do obsługi maszyn i urządzeń powinieneś zapoznać się
z instrukcjami obsługi. W trakcie wykonywania ćwiczeń zwracaj uwagę na zagrożenia jakie
mogą powstać w trakcie obsługi maszyn i urządzeń. W celu zminimalizowania zagrożeń
zawsze przestrzegaj zasad bezpiecznej eksploatacji oraz stosuj środki ochronne określone
w stanowiskowych instrukcjach BHP.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
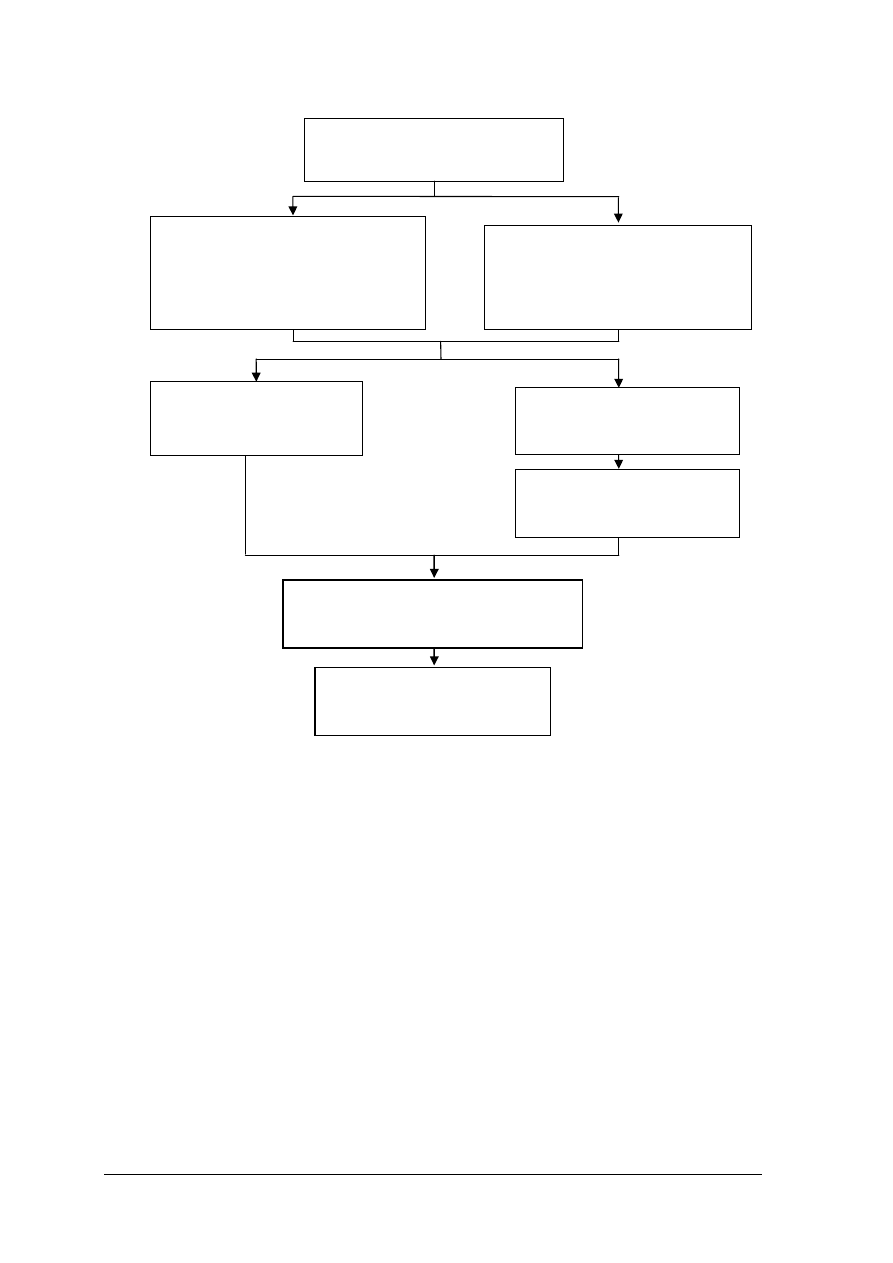
Schemat układu jednostek modułowych
721[02].O1
Techniczne podstawy zawodu
721[02].O1.01
Stosowanie przepisów bezpieczeństwa
i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska
721[02].O1.05
Wykonywanie pomiarów
warsztatowych
721[02].O1.07
Wykonywanie połączeń
spawanych
721[02].O1.06
Wykonywanie prac z zakresu obróbki
ręcznej i mechanicznej skrawaniem
721[02].O1.03
Posługiwanie się dokumentacją
techniczną
721[02].O1.04
Dobieranie materiałów
konstrukcyjnych
721[02].O1.02
Posługiwanie się pojęciami
charakteryzującymi statek
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć.
−
korzystać z różnych źródeł informacji,
−
stosować przepisy prawne dotyczące pracownika
i pracodawcy w zakresie
bezpieczeństwa i higieny pracy,
−
stosować podstawowe zasady higieny i fizjologii pracy,
−
organizować bezpieczne i ergonomiczne stanowisko pracy,
−
dokonywać oceny ryzyka zawodowego na stanowisku pracy,
−
dobierać i zastosować odzież ochronną oraz środki ochrony indywidualnej w zależności
od wykonywanych prac,
−
stosować procedury udzielania pierwszej pomocy w stanach zagrożenia zdrowia i życia,
−
stosować zasady ochrony środowiska,
−
korzystać z Polskich Norm, Kodeksu pracy oraz rozporządzeń dotyczących
bezpieczeństwa i higieny pracy oraz ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć.
−
zorganizować stanowisko pracy, zgodnie z wymaganiami ergonomii,
−
zastosować narzędzia ręczne z napędem elektrycznym i pneumatycznym stosowane do
obróbki skrawaniem,
−
dobrać przyrządy pomiarowe,
−
wykonać trasowanie na płaszczyźnie,
−
wykonać ścinanie i przecinanie,
−
wykonać cięcie piłką ręczną i nożycami,
−
wykonać gięcie i prostowanie blach cienkich,
−
wykonać piłowanie powierzchni płaskich i kształtowych,
−
wykonać wiercenie, rozwiercanie i pogłębianie otworów o różnych średnicach,
−
naciąć gwint na powierzchniach zewnętrznych i wewnętrznych,
−
wykonać operacje toczenia i frezowania,
−
wykonać szlifowanie elementów konstrukcji stalowej przeznaczonych do montażu na
szlifierce ostrzałce i szlifierce kątowej,
−
sprawdzić jakość wykonanej pracy,
−
skorzystać z dokumentacji technicznej, norm, poradników,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska podczas wykonywania pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Organizacja stanowiska
4.1.1. Materiał nauczania
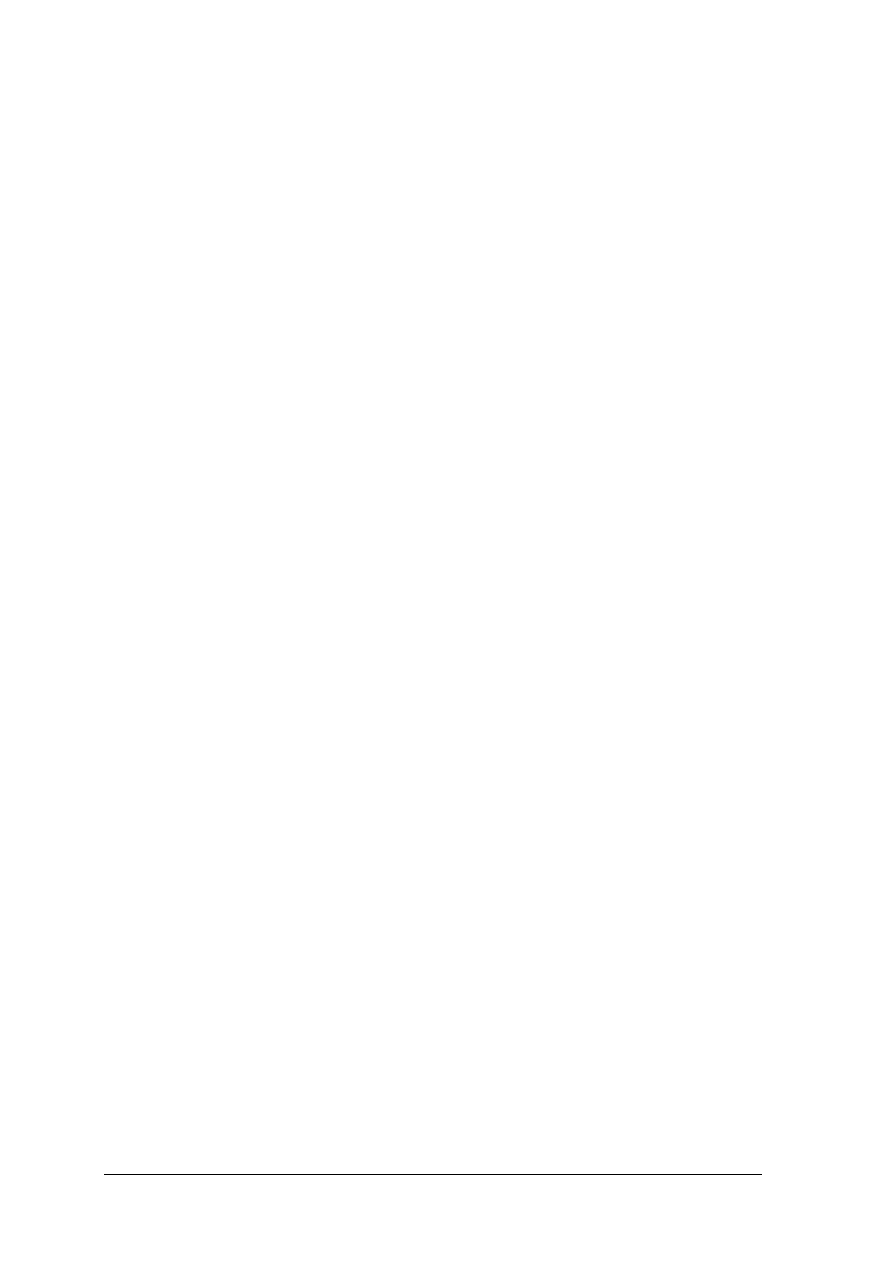
Obróbka ręczna polega na wykonywaniu różnych przedmiotów z metali i innych tworzyw
przy użyciu narzędzi ręcznych i elektronarzędzi (np. wiertarki ręcznej elektrycznej, szlifierki
kątowej). Większość tych prac wykonuje się na stole ślusarskim wyposażonym w imadło,
różnego rodzaju narzędzia i przyrządy ślusarskie. Stół ślusarki jest przedstawiony na
rysunku 1.
Rys. 1.Stół ślusarski dwustanowiskowy: 1 – lampa, 2 – imadło ślusarskie, 3 – szuflada na narzędzia [3]
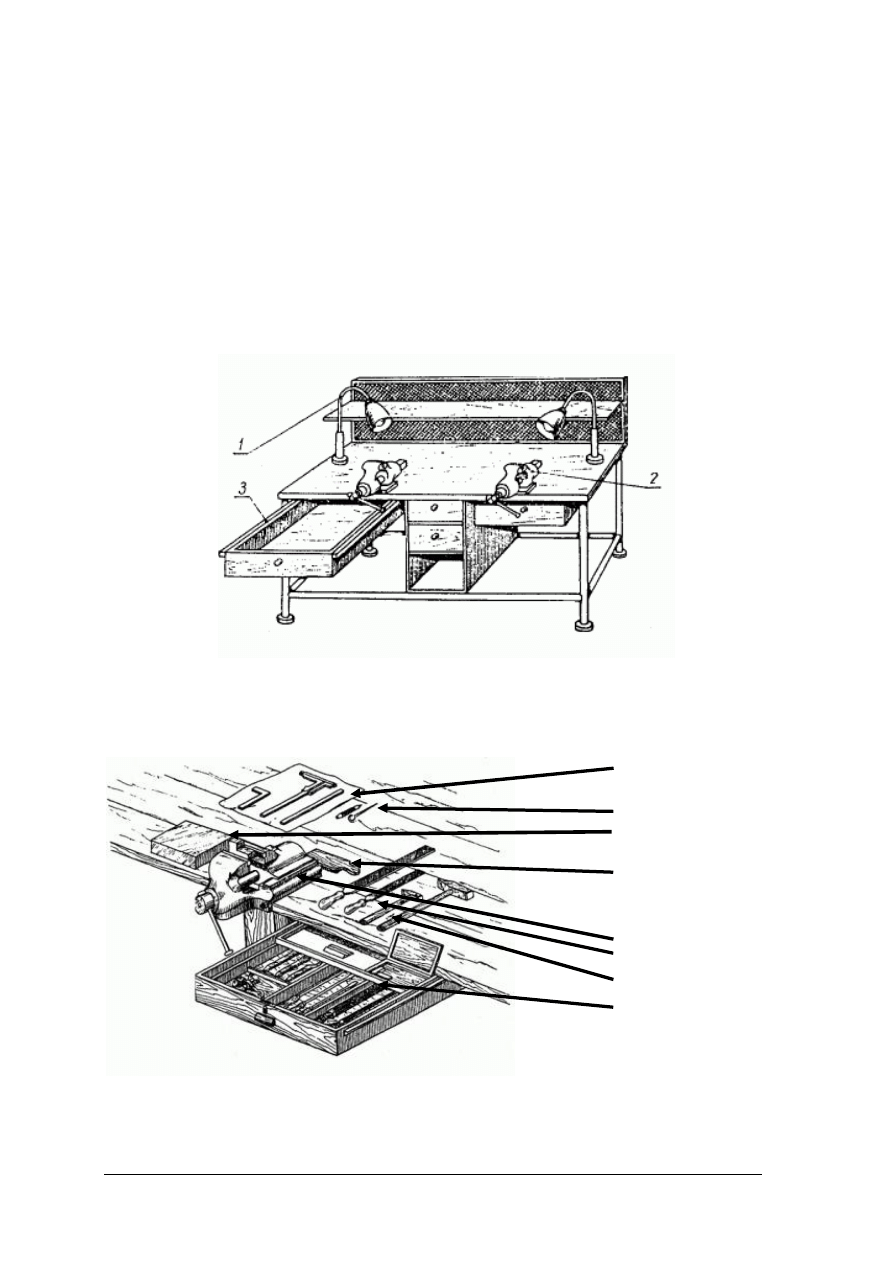
Na stanowisku do obróbki ręcznej powinien być utrzymywany porządek i ład (właściwe
ułożenie narzędzi, właściwe użytkowanie i przechowywanie). Sposób ułożenia narzędzi
przedstawiony jest na rysunku 2.
1. Narzędzia
pomiarowe.
2. Rysik, punktak.
3. Płyta do prostowania.
4. Szczotka
do
czyszczenia pilnika.
5. Imadło ślusarskie.
6. Pilniki.
7. Młotki.
8. Wyposażenie
dodatkowe.
Rys. 2. Rozmieszczenie narzędzi na stole ślusarskim [3]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Podczas wykonywania prac należy stosować się do zasad bezpieczeństwa i higieny pracy
oraz ochrony środowiska.
Podczas pracy bardzo łatwo jest o wypadek lub uraz. Należy więc zachować ostrożność,
prace wykonywać spokojnie i dokładnie, narzędzia używać zgodnie z przeznaczeniem.
Ponadto należy stosować środki ochrony indywidualnej. Rękawice ochronne używać do prac
przy gięciu, prostowaniu oraz tam, gdzie materiał może posiadać ostre krawędzie, np. blachy.
Okulary ochronne używać tam, gdzie mogą wystąpić odpryski, wióry (np. przy prostowaniu,
wierceniu). W pomieszczeniu warsztatowym mogą leżeć na podłodze ostre przedmioty
i odpady, należy więc używać obuwia na twardej podeszwie. Konieczne jest również
posiadanie ubrania roboczego.
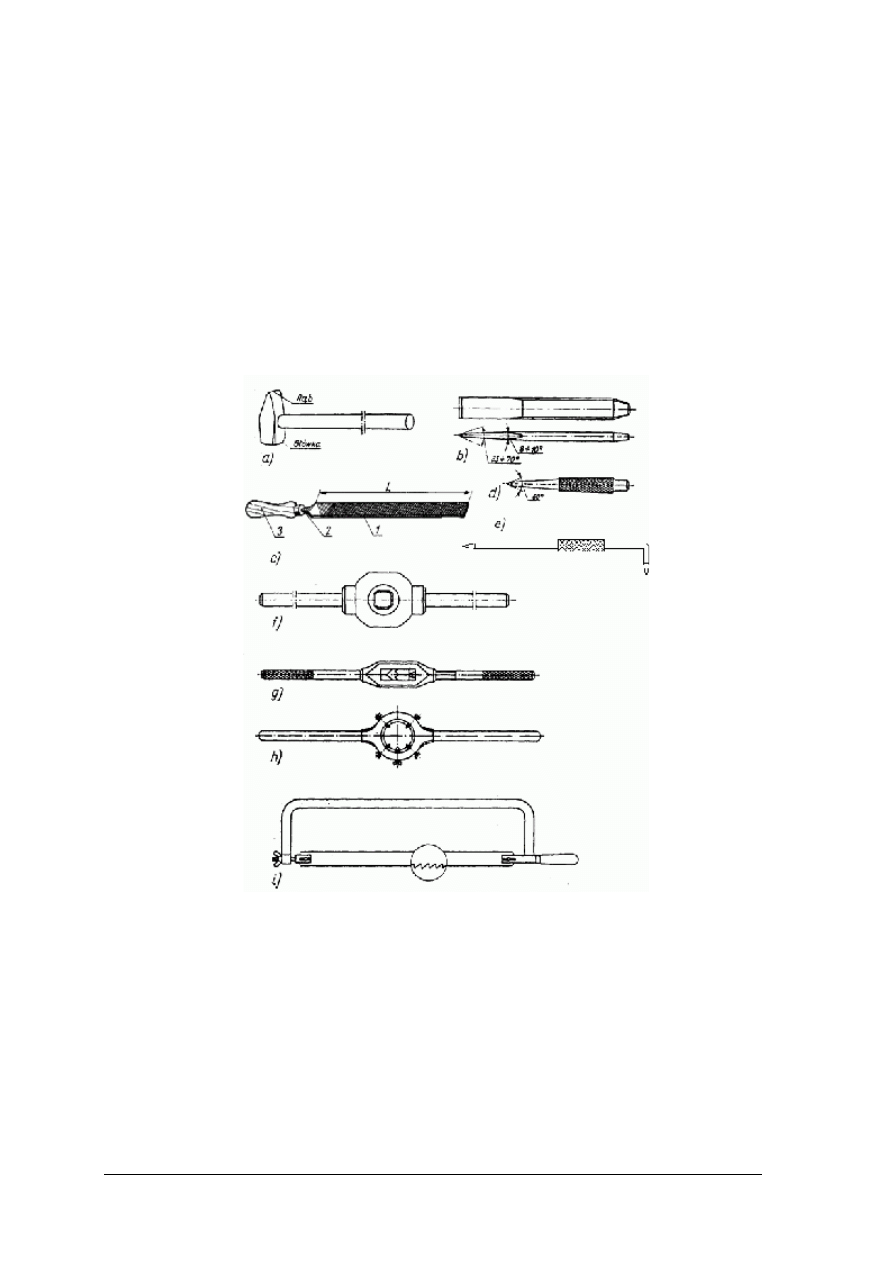
Do podstawowych narzędzi stosowanych w obróbce ręcznej zaliczamy: pilniki, młotki,
piłki do metalu, przecinaki, rysik traserski, punktak, cyrkiel traserski, wiertła, gwintowniki,
narzynki, narzędzia pomiarowe. Zestaw narzędzi ślusarskich przedstawiono na rysunku 3.
Rys. 3. Narzędzia do obróbki ręcznej: a) młotek ślusarski, b) przecinak, c) pilnik ślusarski (1 – cześć
robocza, 2 – cześć chwytowa, 3 – rękojeść, d) punktak, e) rysik, f), g) pokrętło do
gwintowników, h) pokrętło do narzynek, i) piłka do metalu [3]
Szczęki kleszczy, szczypiec i obcęgów muszą być ukształtowane odpowiednio do obrysu
chwytanego przedmiotu, co ma zapobiec wysuwaniu się z nich przedmiotów w czasie pracy.
Szczypce o szczękach płaskich powinny mieć wewnętrzną powierzchnię odpowiednio
nacinaną. Ostrza szczypiec używanych do przecinania materiału powinny dokładnie się
schodzić, nie powinny być wyszczerbione. Końce szczypiec do zginania drutu nie powinny
być spiczaste, lecz równo obcięte. Szczypce do obejmowania rur i przedmiotów o przekroju
okrągłym powinny mieć wewnętrzną powierzchnię szczęk zaopatrzoną w zęby zapobiegające
obracaniu się ściskanego przedmiotu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Połączenie obu części szczypiec, kleszczy, obcęgów, stanowiące oś obrotu, powinno
umożliwić łatwe poruszanie się części wokół osi, lecz wykluczać wszelki ich ruch w kierunku
osi. W tym celu obydwie części są zamocowane nitem. Nie należy zamiast nitu stosować
śruby, ponieważ nakrętka śruby łatwo się obluzowuje, co może spowodować np. przy
uderzeniu młotkiem, wyrwanie trzymanego przedmiotu.
Szczypce nastawne mają na szczękach ponacinane zęby. Obie części szczypiec powinny
być połączone z sobą za pomocą zabezpieczonej nakrętki i śruby, która stanowi ich oś obrotu.
Śruba ta powinna się dawać przekładać w celu uzyskania większego lub mniejszego
rozwarcia szczęk. Używanie sworzni zamiast śruby jest zabronione.
Młotki
Najczęstszą przyczyną urazów przy pracy młotkiem jest nieumiejętne posługiwanie się
nim, niewłaściwe dobranie młotka lub praca młotkiem uszkodzonym. Uszkodzenie młotka
może polegać na, na przykład zmianą kształtu powierzchni obucha (ścięta, zakrzywiona,
popękana) lub powstaniem na niej rozklepów albo szczerb. We wszystkich tych przypadkach
młotek w czasie pracy będzie odskakiwał na bok, ześlizgiwał się z przedmiotu lub zaczepiał o
niego. Grozi to powstawaniem niebezpiecznych odprysków. Rozklepy utworzone na bijaku
należy usuwać. Trzonek młotka powinien być wykonany z suchego twardego drewna
odznaczającego się dużą sprężystością i odpowiednią wytrzymałością mechaniczną, a także
odpornością na pękanie. Właściwości te mają: akacja, wiąz, dąb.
Podczas prostowania metali należy pamiętać, że nie wolno uderzać stalowym młotkiem
w części ze stali hartowanej, nawęglanej lub cyjanowej, ponieważ z reguły powoduje to
pękanie materiału.
Wkrętaki
Wiele osób uważa wkrętaki za narzędzia uniwersalne, mogące zastąpić np. dłuto,
podbijak lub nawet dźwignię do podważania. Wkrętaki, które używane są do takich czynności
bywają zwykle uszkadzane i dlatego później, przy właściwej pracy, wysuwają się z nacięć
wkrętów.
Należy zawsze używać wkrętaka odpowiedniego rozmiaru, o ostrzu dobrze pasującym do
nacięcia. Boki ostrza wkrętaka nie mogą być zaokrąglone, a cześć pracująca powinna
stanowić linię prostą. Przedmioty, w które wkręca się lub z których wykręca się wkręt muszą
być zawsze pewnie zamocowane (np. w imadle), aby uniemożliwić wyskoczenie wkrętaka
z nacięcia. Zasada ta dotyczy także przedmiotów małych; w niektórych przypadkach, małe
wkręty można wkręcać w większe przedmioty trzymane w ręku.
Jedyną siłą wywieraną na wkrętak powinien być nacisk rąk na jego trzonek. Stosowane do
tego celu cążki, klucze czy młotek może go wygiąć lub złamać i uszkodzić łeb wkrętaka.
Pilniki
Przed przystąpieniem do piłowania obrabiany element należy przede wszystkim pewnie
zamocować w imadle lub w inny sposób zabezpieczyć przed wysuwaniem. W czasie pracy
pracownik powinien stać w odległości około 0,2 m od obrabianego materiału. Dla
pracowników praworęcznych lewa noga powinna być wysunięta do przodu, tułów lekko
pochylony do przodu, ciężar ciał głównie na lewej nodze, u leworęcznych odwrotnie.
Pilnik należy ująć tak, aby duży palec znalazł się na trzonku, a pozostałe obejmowały go
od spodu. Lewą rękę z nie zgiętymi palcami należy ułożyć na końcu pilnika. Obejmowanie
końca pilnika całą dłonią może spowodować skaleczenie palców o piłowany materiał.
Piłować należy całą długością pilnika ruchami ciągłymi i równomiernymi, regulując przy tym
nacisk zależnie od zmiany położenia i kształtu piłowanej powierzchni. Stałemu,
równomiernemu ruchowi rąk towarzyszy lekkie wahanie tułowia.
Pilnikiem nie wolno uderzać jak młotkiem o imadło, ponieważ jest on kruchy i może
pęknąć. Nie można także używać pilnika jako dźwigni do podważania. Do pracy powinno się
używać tylko pilników ostrych i nieuszkodzonych. Używanie tępych narzędzi jest
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
niedozwolone, gdyż powoduje zwiększenie wysiłku pracującego, zniszczenie materiału,
uszkodzenie, a nawet zniszczenie samego narzędzia. Narzędzie tępe lub uszkodzone trzeba
bądź naostrzyć, bądź wycofać z eksploatacji.
Narzędzia należy utrzymywać w czystości i przechowywać w szafce narzędziowej,
zabezpieczając ostrza przed tępieniem się, a ludzi przed możliwością skaleczenia ręki.
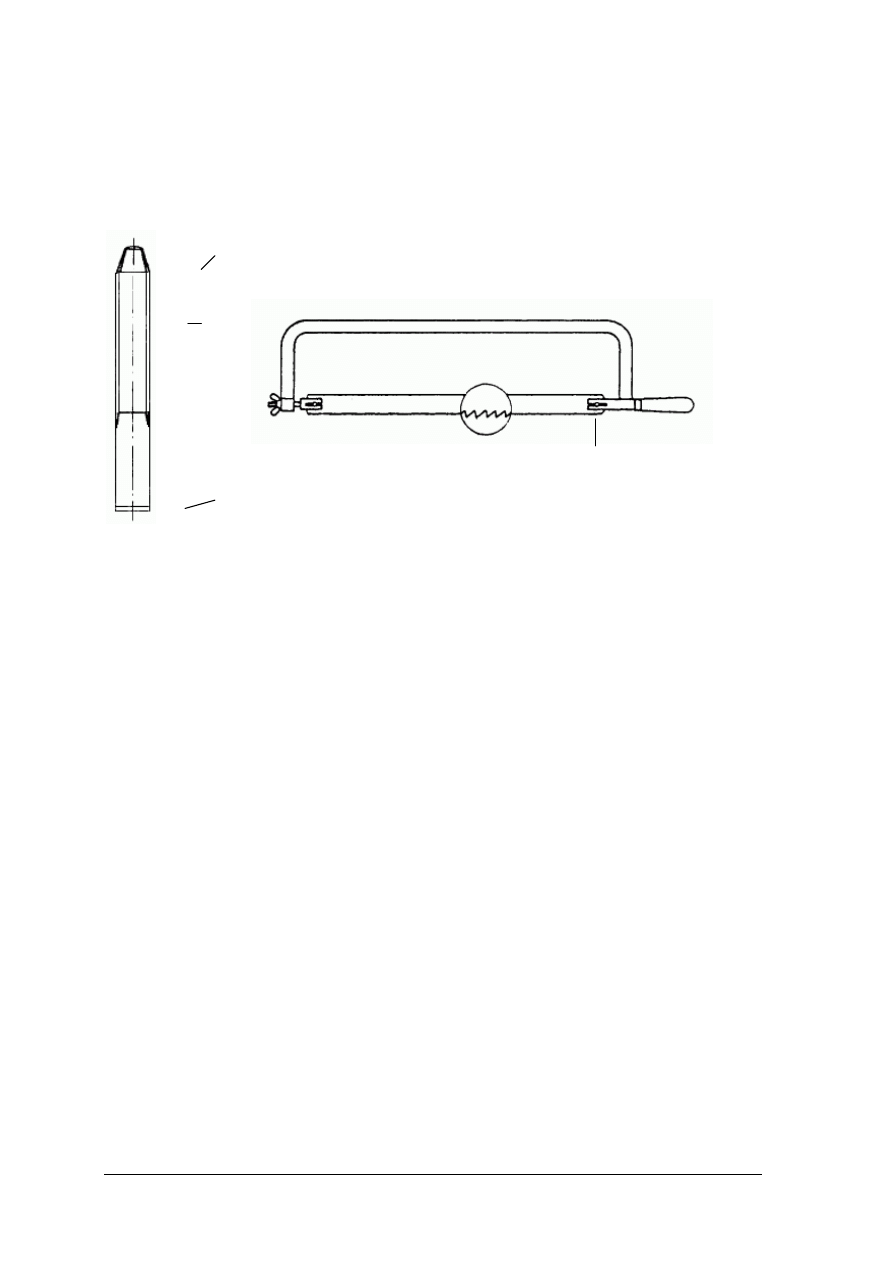
Rys. 4. Przecinak i piłka do metalu
Przecinaki
Przecinaki (rys. 4) używane są podczas ścinania i przecinania. Nie wolno używać
przecinaków ze zbitym, zdeformowanym łbem. W czasie pracy przecinak trzyma się lewą
ręką, przyciskając go do miejsca przycinanego. W prawej ręce trzyma się młotek, którym
uderza się w łeb przecinaka. Nie należy ściskać przecinaka zbyt mocno, aby można było
odgiąć rękę w razie nie prostopadłego uderzenia.
Właściwe prowadzenie przecinaka przy ścianniu uzyskuje się przez jego odpowiednie
pochylenie. Dolna powierzchnia ostrza powinna tworzyć z powierzchnią obrabianą kąt 75°.
Zbyt strome ustawienie przecinaka powoduje nadmierne zagłębienie ostrza w materiale
i ciągłe zwiększanie grubości ścinanej warstwy. Natomiast zbyt płaskie ustawienie przecinaka
zmniejsza kąt skrawania oraz przyłożenia, a wtedy ostrze wychodzi z materiału.
Podczas pracy przecinakiem należy używać specjalnej gumowej osłony lub tarczy
ochronnej założonej na przecinak i rękawic roboczych. Przy pracy w trudno dostępnych
miejscach, tam gdzie ręka mogłaby zetknąć się z obrabianym detalem, wskazane jest
używanie specjalnych uchwytów.
W celu zabezpieczenia oczu przed odpryskami obrabianego materiału należy zawsze
stosować okulary ochronne ze szkła nierozpryskującego.
Narzędzia do cięcia
W obróbce ręcznej operacje cięcia wykonuje się za pomocą piłki do metalu (np. odcięcie
odpowiednio długiego kształtownika), ręcznych lub dźwigniowych nożyc do blach,
przecinaka (np. przecięcie kawałka grubego drutu). Nożyce powinny być dostosowane do
grubości przycinanego metalu tak, aby nacisk wywierany ręką na dźwignie nożyc wystarczał
do jednego przecięcia. Nie wolno uderzać młotkiem w dźwignie w celu zwiększenia nacisku
na nożyce.
Nie należy pracować tępymi nożycami, które zamiast ciąć, powodują zgniatanie
materiału. Zgniatany materiał ucieka spod nożyc zwiększając niebezpieczeństwo skaleczenia.
W żadnym wypadku nie wolno pracować nożycami zbyt luźno skręconymi lub
z uszkodzonymi ostrzami.
Łeb
Część chwytowa
Ostrze
Brzeszczot

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Najbardziej bezpieczny i jednocześnie mniej męczący sposób cięcia polega na tym, że
nożyc nie trzyma się swobodnie, a opiera się je jedną rękojeścią o płytę stołu. Następnie lewą
ręką wsuwa się nożyce w blachę, a prawą naciska płynnie z góry na drugą rękojeść. Nie
należy obejmować dłonią rękojeści, ponieważ pod koniec ruchu nożyce mogą zamknąć się
niespodziewanie szybko i ścisnąć palce.
Piłka ręczna (rys. 4) służy do przecinania grubszych blach lub płyt, prętów i rur.
Przecinany materiał powinien być pewnie zamocowany w imadle. W czasie przecinania piłkę
należy trzymać w obu rękach. Prawa ręka trzyma trzonek (rękojeść), lewa – przedni koniec
oprawki. Pracownik powinien stać w odległości ok. 0,2m od zamocowanego przedmiotu,
prosto, swobodnie, utrzymując ciężar ciała na lewej nodze.
Ruch piłki od siebie i do siebie należy wykonywać tylko rękami, a nie całym ciałem.
Nacisk na piłę powinna wywierać przede wszystkim lewa ręka, prawa zaś prowadzić piłę. Siła
wywieranego nacisku zależy od twardości, kształtu i wielkości przecinanego materiału oraz
od stanu naostrzenia zębów piły.
Przed rozpoczęciem pracy brzeszczot piły powinien być naciągnięty niezbyt słabo, ale
i nie za mocno. W jednym i drugim przypadku zwiększa się możliwość pęknięcia
brzeszczotu.
Przy obróbce ręcznej powstaje dużo odpadów, wiórów (np. resztki materiałów
metalowych, z tworzyw sztucznych), stosuje się rożne materiały pomocnicze (np. oleje,
smary). W związku z tym należy przestrzegać zasad ochrony środowiska. Wszelkie odpady
należy segregować i składać do odpowiednio oznakowanych pojemników. To samo należy
robić z pozostałymi odpadami, np. składać osobno zaoliwione czyściwo).
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest obróbka ręczna?
2. W jaki sposób powinno być zorganizowane stanowisko do wykonywania obróbki
ręcznej?
3. W jakie narzędzia powinno być wyposażone stanowisko do obróbki ręcznej?
4. W jaki sposób stosuje się przecinaki?
5. Do jakich prac można wykorzystywać wkrętaki?
6. Z jakiego drzewa wykonuje się trzonki do młotków?
7. Do czego stosuje się piłki ręczne?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj wszystkie wskazane przez nauczyciela narzędzia. Nazwij je i wskaż operacje,
jakie można wykonać za ich pomocą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokładnie obejrzeć wskazane narzędzia,
2) ustalić ich nazwy, porównując z obrazkami, ilustracjami zawartymi w literaturze,
3) wskazać operacje, do jakich mogą być użyte,
4) zapisać i zaprezentować wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Wyposażenie stanowiska pracy:
−
gwintowniki, narzynki, pilniki, szczypce, wkrętaki, itp.
−
przyrządy traserskie (rysik traserski, punktak, młotek 300g.),
−
komplet wierteł i rozwiertaków,
−
przyrządy pomiarowe (przymiar, suwmiarka, mikrometr, itp.),
−
przybory do pisania.
Ćwiczenie 2
Na podstawie katalogów dobierz narzędzia, jakie powinny znajdować się na stanowisku,
na którym przecinane będą pręty stalowe o średnicy Ø 5mm. Przygotuj zamówienie na
wybrane narzędzia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić charakter prac wykonywanych na stanowisku,
2) dobrać narzędzia zwracając uwagę na ergonomię,
3) przygotować zamówienie na wybrane narzędzia, podając typ, wielkość oraz numer
katalogowy,
4) uzasadnić dokonane wybory.
Wyposażenie stanowiska pracy:
−
katalogi narzędzi do obróbki ręcznej,
−
przybory do pisania, papier,
−
katalogi środków ochrony osobistej.
−
stół ślusarski z imadłem,
−
komplet pilników płaskich i okrągłych,
−
przymiar kreskowy i rysik,
−
odcinek pręta stalowego o przekroju kwadratowym 25x25 mm,
−
rysunek wymiarowy młotka.
Ćwiczenie 3
Z pręta o przekroju kwadratowym, np. starego noża tokarskiego, wykonać młotek przy
pomocy pilników.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) pobrać od nauczyciela materiał na młotek i komplet pilników oraz rysunek wymiarowy,
przymiar kreskowy i rysik.
2) wytrasować zarys młotka i otwór na trzonek,
3) przewiercić dwa otwory na wiertarce stołowej,
4) przy pomocy pilników okrągłego i płaskiego wypiłować otwór na trzonek o wymiarach
zgodnych z rysunkiem,
5) przy pomocy pilnika zdzieraka i pilnika gładzika nadać kształt zgodny z rysunkiem,
6) sprawdzić poprawność wykonania ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Wyposażenie stanowiska pracy:
−
stół ślusarski z imadłem,
−
komplet pilników płaskich i okrągłych,
−
przymiar kreskowy i rysik,
−
odcinek pręta stalowego o przekroju kwadratowym 25x25 mm,
−
rysunek wykonawczy.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko na którym wykonywać będziesz prace
w zakresie obróbki ręcznej?
2) dobrać narzędzia i urządzenia do wykonania podstawowych operacji
obróbki ręcznej?
3) kontrolować stan narzędzi do obróbki ręcznej?
4) identyfikować narzędzia do obróbki ręcznej?
5) montować gwintowniki w pokrętłach, narzynki w oprawkach
i brzeszczoty w oprawkach?
6) przewidywać i minimalizować prawdopodobieństwo zaistnienia
urazów podczas obróbki ręcznej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Obróbka ręczna
4.2.1. Materiał nauczania
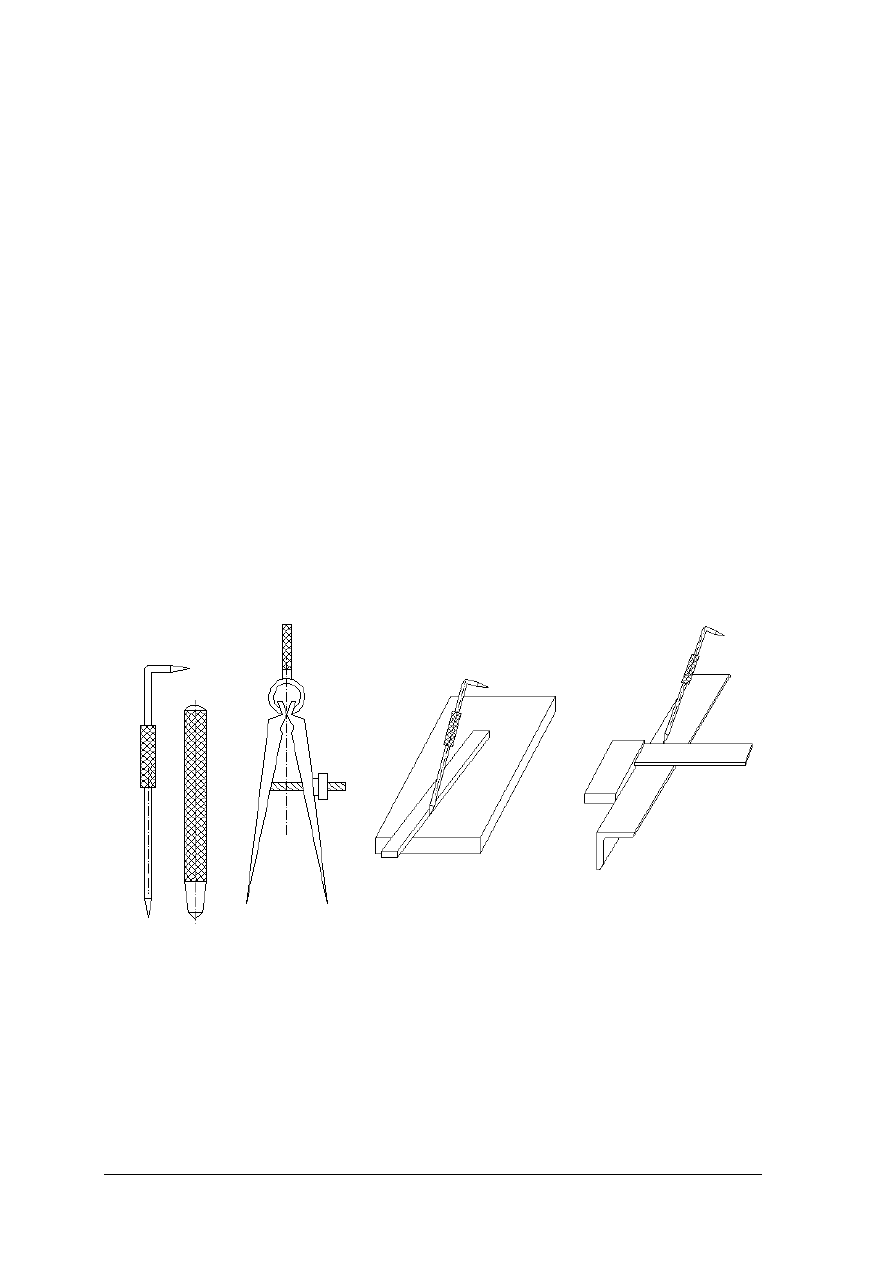
Trasowaniem nazywamy wyznaczanie na powierzchni materiału (blachy, kształtownika)
środków kół, obrysów, linii pomocniczych za pomocą rys traserskich. Do trasowania na
powierzchni metalu używa się:
−
rysiki traserskie (do nanoszenia linii prostych),
−
cyrkle traserskie (do trasowania kół i łuków),
−
liniały i kątowniki (do prowadzenia rysika),
−
punktak (do wybijania punktów).
Podstawowe narzędzia traserskie przedstawiono na rysunku 5.
Przed
trasowaniem należy
sprawdzić jakość i stan materiału przeznaczonego do trasowania. Zwróć uwagę na
porowatość, skrzywienia i pęknięcia materiału. Następnie oczyścić dokładnie materiał
i sprawdzić ponownie jego stan. Należy sprawdzić prawidłowość naddatków na późniejszą
obróbkę i pomalować materiał w celu zwiększenia widoczności trasowanych powierzchni. Do
malowania dużych nieobrobionych przedmiotów stosuje się kredę rozdrobnioną w wodzie
z dodatkiem oleju lnianego, natomiast przedmioty stalowe lub żeliwne obrobione maluje się
wodnym roztworem siarczanu miedzi.
W trakcie trasowania pierwszą czynnością jest przyjęcie bazy, od której wyznaczane
będą kolejne wymiary. Podstawą mogą być: punkt, oś lub płaszczyzna, od których odmierza
się wymiary na przedmiocie. Mogą być również: dwie osie, dwa obrobione boki, jeden
obrobiony bok i prostopadle do niego oś symetrii. Ostatnim krokiem jest nieniesienia linii na
trasowany materiał.
Rys. 5. Podstawowe narzędzia traserskie: a) rysik, b) punktak, d) cyrkiel traserski, e) liniał traserski, kątownik
Przy wykonywaniu przedmiotów w operacjach obróbki ręcznej konieczne jest ustalenie
odpowiedniego materiału. Następnie należy przygotować odpowiedni jego kawałek (np.
odcinek pręta, kątownika) do wykonania przedmiotu.
Po ucięciu odpowiedniej części materiału dalszą obróbkę możemy wykonać pilnikami.
Do piłowania stosuje się różne pilniki. Są to przede wszystkim pilniki ślusarskie o różnym
kształcie części roboczej (płaskie, kwadratowe, okrągłe, trójkątne, półokrągłe) i różnej
wielkości (długości części roboczej od 100 mm do 600 mm). Pilniki ponadto różnią się
gęstościami nacięć. Są więc pilniki zdzieraki (o grubych nacięciach), pilniki równiaki
a)
b)
c)
d)
e)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
(o średnich nacięciach) i pilniki gładziki (o drobnych nacięciach). Do piłowania bardzo
małych przedmiotów służą pilniki igłowe (iglaki), które mają różny przekrój części roboczej
(płaskie, okrągłe, owalne, soczewkowe, kwadratowe) oraz pilniki kluczykowe. Piłowanie
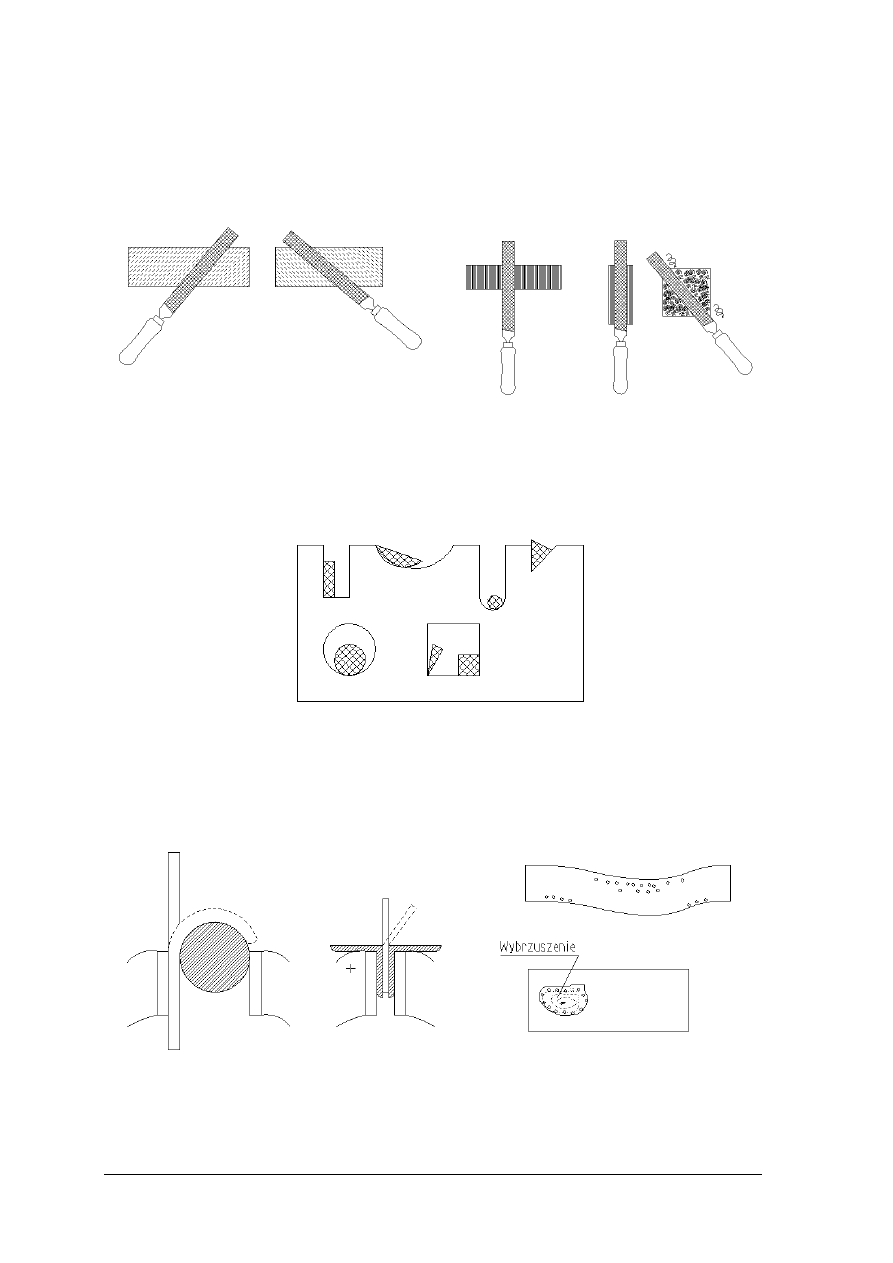
powierzchni płaskich pokazano na rysunku 6. Na rysunku 6a przedstawiono piłowanie
zgrubne, a na 6b piłowanie wykańczające.
Rys. 6. Piłowanie płaszczyzn
Na rysunku 7 przedstawiono dobór pilników do piłowania kształtowego pilnikami
o różnym przekroju części roboczej. Pilniki dobiera się w zależności od kształtu powierzchni
piłowanej oraz od jej wielkości (małe powierzchnie piłuje się pilnikami igłowymi o różnych
kształtach, większe pilnikami ślusarskimi).
Rys. 7. Dobór kształtu pilnika w piłowaniu kształtowym [3]
W obróbce ręcznej często zachodzi konieczność gięcia oraz prostowania. Przykłady
gięcia i prostowania przedstawiono na rysunku 8. Przy gięciu i prostowaniu musimy stosować
narzędzia, które nie uszkadzają przedmiotów. Mogą to być młotki drewniane, z gumy lub
z miedzi.
Rys. 8. Przykłady gięcia i prostowania: a) gięcie pręta na walcu zamocowanym w imadle, b) gięcie
blach w skręconych kątownikach, c) prostowanie płaskownika (kółeczkami oznaczono
miejsca uderzeń), d) prostowanie wybrzuszenia w blasze (uderzenia zaczynamy od zewnątrz
i ruchem spiralnym poruszamy się do środka). [3]
a)
b)
c)
d)
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
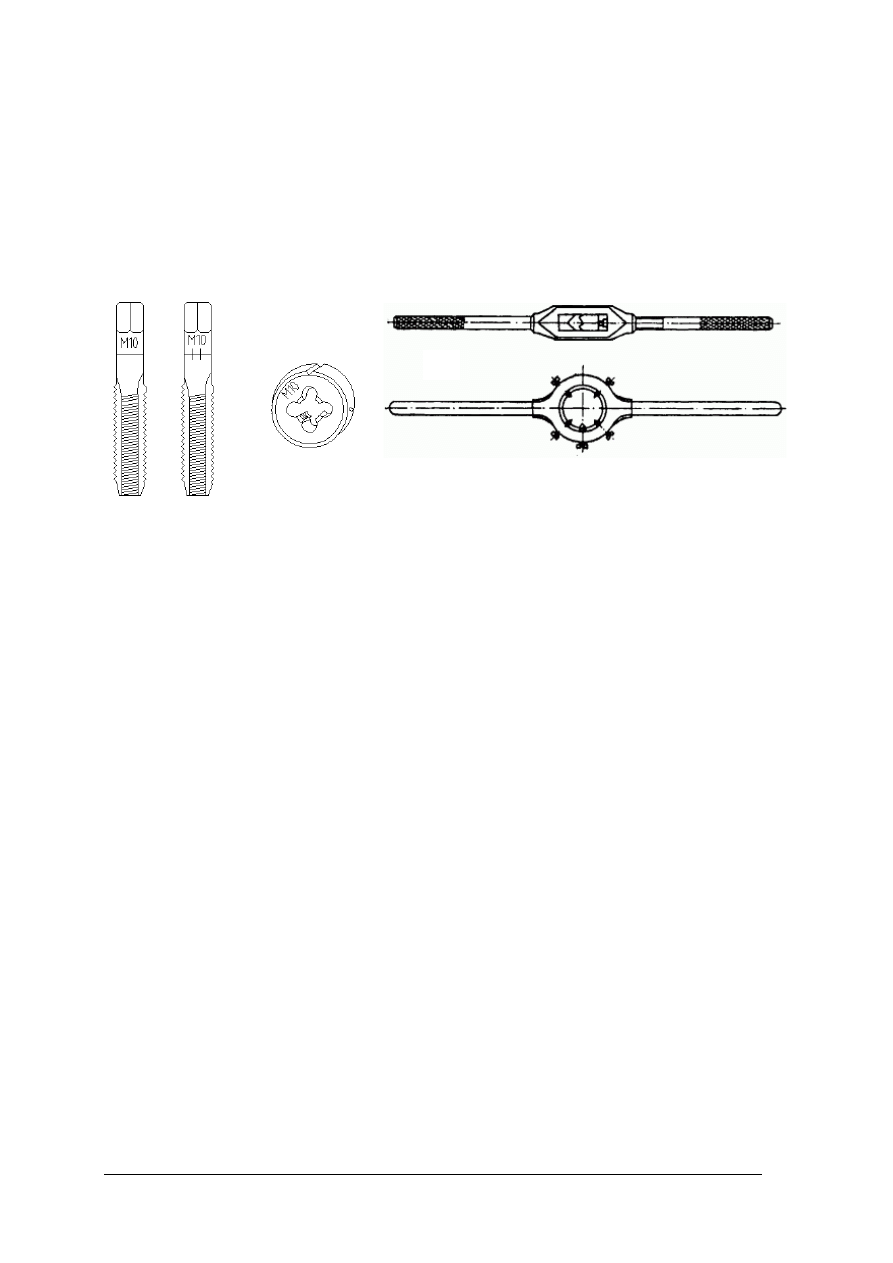
Gwintowanie jest to nacinanie na zewnętrznych lub wewnętrznych powierzchniach
walcowych rowka po linii śrubowej (gwintu). Gwinty wewnętrzne nacina się gwintownikami
(komplet składa się w dwóch lub trzech gwintowników), a gwinty zewnętrzne nacina się
narzynkami. Komplet gwintowników przedstawiony jest na rysunku 9 a. Narzynka
przedstawiona jest na rysunku 9 b. Podczas gwintowania gwintownikami osadza się je
w pokrętłach (rysunek 9 c). Podczas gwintowania narzynkami mocuje się je w oprawkach
(rysunek 9 d).
Rys. 9. Narzędzia do gwintowania ręcznego: a) komplet gwintowników, b) narzynka, c) pokrętło do
gwintowników, d) oprawka do narzynek [na podstawie 3]
Na rysunkach technicznych gwinty oznacza się podając symbol rodzaju gwintu i średnicę
zewnętrzną, np. na gwintownikach i narzynce podano symbol „M10”, co oznacza, że jest to
gwint trójkątny metryczny o średnicy 10 mm. Gwinty zewnętrzne nacina się na trzpieniach
o średnicy mniejszej niż średnica gwintu (np. dla gwintu M10 średnica trzpienia powinna
wynosić 9,8 mm). Gwinty wewnętrzne nacina się w otworach odpowiednio dobranych do
średnicy gwintu (Dla gwintu M10 średnica otworu powinna wynosić ok. 8,4 mm). Wymiary
te można dobrać z poradników (np. z poradnika ślusarza).
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje pilników?
2. Na podstawie jakich kryteriów dobiera się pilniki do wykonania określonych prac?
3. Jakich narzędzi używa się do prostowania blach?
4. W jaki sposób gnie się pręty?
5. Jakie narzędzia zalicza się do narzędzi traserskich?
6. Jakimi narzędziami wykonuje się gwinty zewnętrzne?
7. Jakie jest oznaczenie gwintów metrycznych na rysunku technicznym?
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2.3. Ćwiczenia
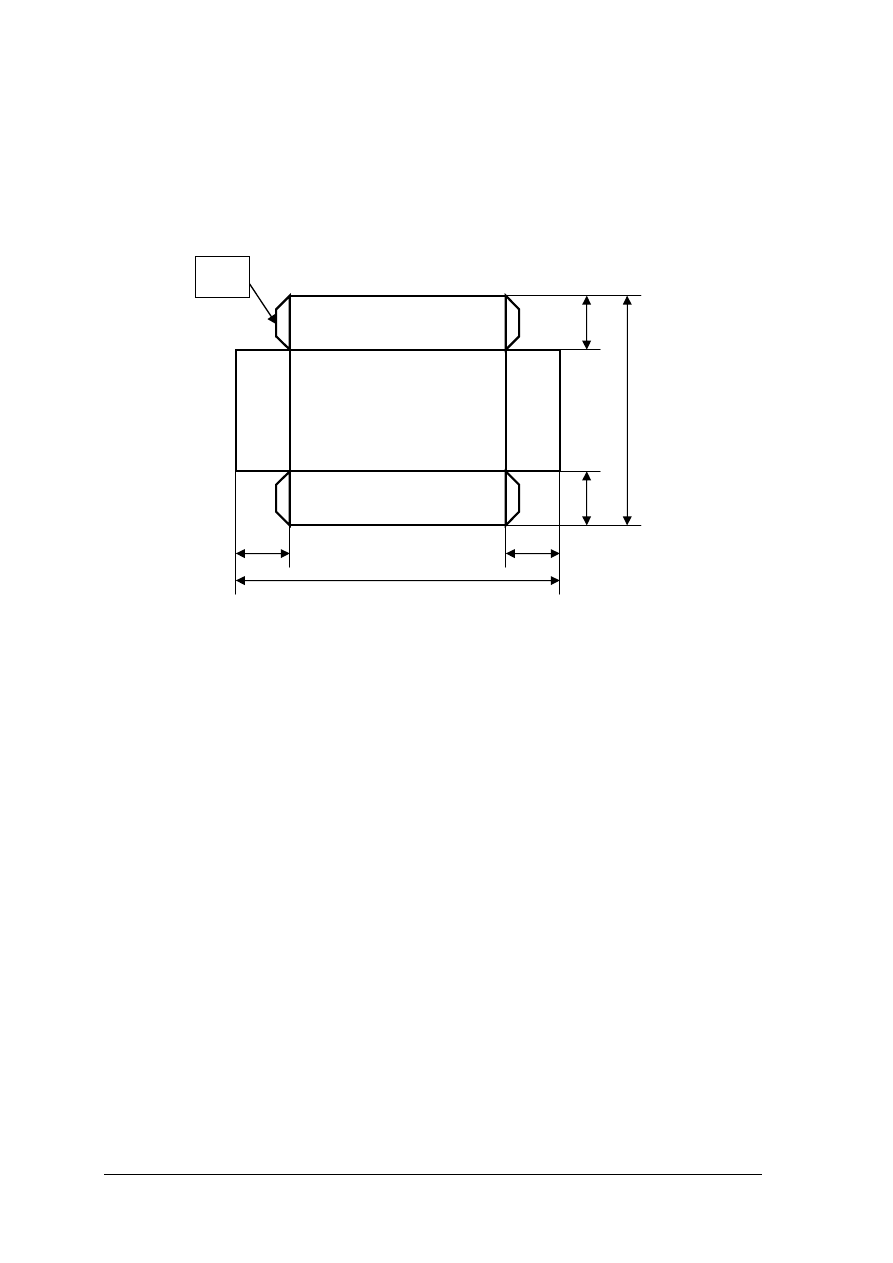
Ćwiczenie 1
Wykonaj plan, według którego można będzie wykonać pudełko prostopadłościenne
o wymiarach 160 mm × 60 mm × 40 mm, z blachy o grubości 0,5 mm. Pudełko to jest otwarte
(bez pokrywki). Dobierz wielkość zakładek A. Boki pudełka połącz nitami aluminiowymi Ø3.
Rysunek do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać wszystkie czynności, jakie należy wykonać,
2) określić kolejność wykonywania tych czynności,
3) opracować plan obróbki,
4) sporządzić wykaz maszyn, urządzeń, narzędzi oraz środków ochronnych niezbędnych do
wykonania ćwiczenia,
5) sporządzić wykaz elementów niezbędnych do wykonania połączeń boków
Wyposażenie stanowiska pracy:
−
zeszyt,
−
przybory do pisania.
Ćwiczenie 2
Wykonaj pudełko z blachy o grubości 0,5 mm według dokumentacji opracowanej
w ćwiczeniu 1 punku 4.2.3 poradnika ucznia. Sprawdź poprawność planu wykonanego
w ćwiczeniu 1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować maszyny, urządzenia i narzędzia,
2) wytrasować linie ciecia i gięcia,
140
40
40
240
40
40
A
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
3) wyciąć odpowiedni kształt blachy,
4) wykonać w odpowiedniej kolejności zabiegi gięcia,
5) oczyścić i fazować krawędzie, ostre krawędzie stępić,
6) wywierć otwory pod nity,
7) zgodnie z wybraną metodą wykonać połączenia boków,
8) sprawdzić jakość połączeń nitowych,
9) spiłować ewentualne nierówności łbów nitów,
10) sprawdzić poprawność wykonania elementu.
Wyposażenie stanowiska pracy:
−
przyrządy pomiarowe (przymiar, suwmiarka),
−
blacha,
−
przyrządy traserskie (rysik traserski, punktak, młotek 300g.),
−
nożyce do blachy,
−
komplet pilników,
−
wiertarka z kompletem wierteł,
−
zestaw do nitowania.
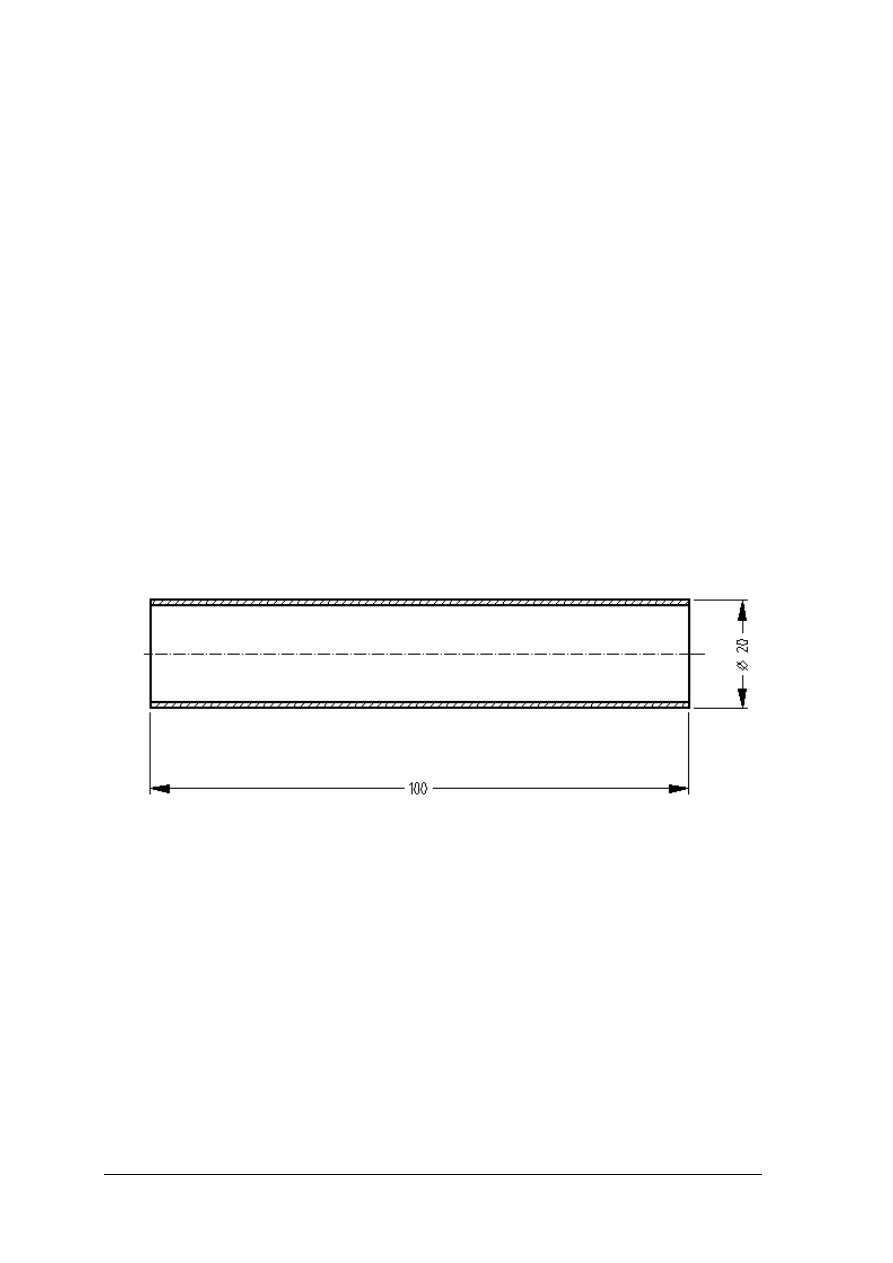
Ćwiczenie 3
Wykonaj detal przedstawiony na poniższym rysunku. Rurę wykonaj w procesie zawijania
z blachy ocynkowanej 0,5 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykonać szkic materiału i zwymiarować go,
2) obliczyć długość blachy do gięcia,
3) przedstawić szkic nauczycielowi,
4) opracować plan obróbki wykonania elementu,
5) przygotować półfabrykat,
6) wykonać rurę,
7) stępić ostre krawędzie,
8) sprawdzić wymiary,
9) zlutować rurę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wyposażenie stanowiska pracy:
–
stanowisko ślusarskie,
–
blacha 0,5 mm, ocynkowana,
–
pręt do wykonania zawijania,
–
młotek drewniany,
–
narzędzia i materiały do lutowania,
–
poradnik ślusarza.
Ćwiczenie 4
Wyprostuj arkusz blachy o wymiarach 150mm×400 i grubości 1mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) sprawdzić na płycie traserskiej i zaznaczyć miejsca, w których mają być zgięcia,
2) zapoznać się z metodami prostowania blach,
3) za pomocą młotka wyprostować wskazany arkusz,
4) sprawdzić kształt blachy,
5) gdy zachodzi potrzeba wykonać ponownie prace określone w pkt. 1–4,
Wyposażenie stanowiska pracy:
–
płyta do prostowania,
–
zestaw młotków,
–
kreda,
–
arkusz blachy 40 cm × 15 cm i grubości 1mm,
–
środki ochrony osobistej.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować poszczególne operacje obróbki ręcznej?
2) dobrać narzędzia i urządzenia do wykonania podstawowych operacji
obróbki ręcznej?
3) trasować zgodnie z dokumentacją obrabiany przedmiot?
4) planować kolejność wykonywania poszczególnych operacji?
5) prowadzić samokontrolę wykonanych operacji?
6) wykonać obróbkę ręczną detalu zgodnie z dokumentacją?
7) przewidywać i minimalizować prawdopodobieństwo zaistnienia
zagrożeń dla zdrowia i życia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Narzędzia o napędzie elektrycznym i pneumatycznym
4.3.1. Materiał nauczania
W
celu
przyśpieszenia
oraz
ułatwienia
wykonywania
niektórych
operacji
technologicznych stosuje się narzędzia, o napędzie elektrycznym lub pneumatycznym.
Przed podłączeniem narzędzia do odpowiedniej sieci należy sprawdzić dokładnie
parametry techniczne narzędzi i sieci. Podłączenie możliwe jest tylko, gdy odpowiednie
parametry sieci są zgodne z danymi znamionowymi urządzeń.
Przed podłączenie elektronarzędzi należy sprawdzić:
−
wartość napięcia zasilania (V),
−
rodzaj napięcia zasilającego (sieć prądu przemiennego, sieć prądu stałego),
−
maksymalny prąd pobierany przez urządzenie (A),
−
warunki klimatyczne w jakich urządzenia mogą pracować (temperatura, wilgotność, itp.).
Dla urządzeń pneumatycznych należy sprawdzić:
−
ciśnienie nominalne powietrza (MPa),
−
średnie zużycie powietrza (l/min),
−
maksymalne zużycie powietrza (l/min),
−
średnice i rodzaj przyłącza powietrza ("),
−
długość przewodu zasilającego (m).
Najczęściej spotykanymi narzędziami o napędzie elektrycznym lub pneumatycznym są:
−
wiertarki (wkrętarki, wkrętarko – wiertarki, wiertarki udarowe, młotowiertarki, itp. ),
−
szlifierki (proste, kątowe, taśmowe, polerki, itp.).
Rys. 10. Elektryczna wiertarka ręczna: 1 – uchwyt trójszczękowy, zaciskany ręką, 2 – uchwyt
trójszczękowy zaciskany kluczem, 3 – klucz do uchwytu trójszczękowego 2, 4 – nastawny
ogranicznik głębokości wiercenia, 5 – wrzeciono zakończone gwintem ½” UNF,
6
–
Rękojeść
pomocnicza,
7
–
przełącznik
funkcji
udaru,
8 – przełącznik przekładni, 9 – budowa przekładni, 10 – budowa silnika, 11 – dźwignia
zmiany kierunku obrotów, 12 – przycisk uruchamiania i regulacji prędkości obrotowej
wrzeciona, 13 – blokada przycisku 12 do pracy ciągłej, 14 – przewód zasilający
zakończony wtyczką sieciową
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Wiercenie
Wiercenie jest to skrawanie materiału za pomocą narzędzia zwanego wiertłem, w wyniku
którego otrzymujemy otwór o przekroju kołowym. Przy zastosowaniu specjalnych wierteł,
możliwe jest uzyskanie otworu wielokątnego (np. trójkątnego, czworokątnego). Wiercenie
odbywa się, jeżeli wiertło się obraca, a przedmiot obrabiany pozostaje nieruchomy.
Inne typowe operacje wykonywane na wiertarkach to:
−
powiercenie – powiększanie średnicy otworu,
−
pogłębianie – zmiana wymiarów istniejącego otworu.
−
rozwiercanie – w celu uzyskania dokładnego wymiaru i małej chropowatości
W trakcie przygotowania do wiercenia należy dobrać następujące parametry skrawania
−
prędkość obrotowa n [obr./min],
−
średnica wiertła [mm],
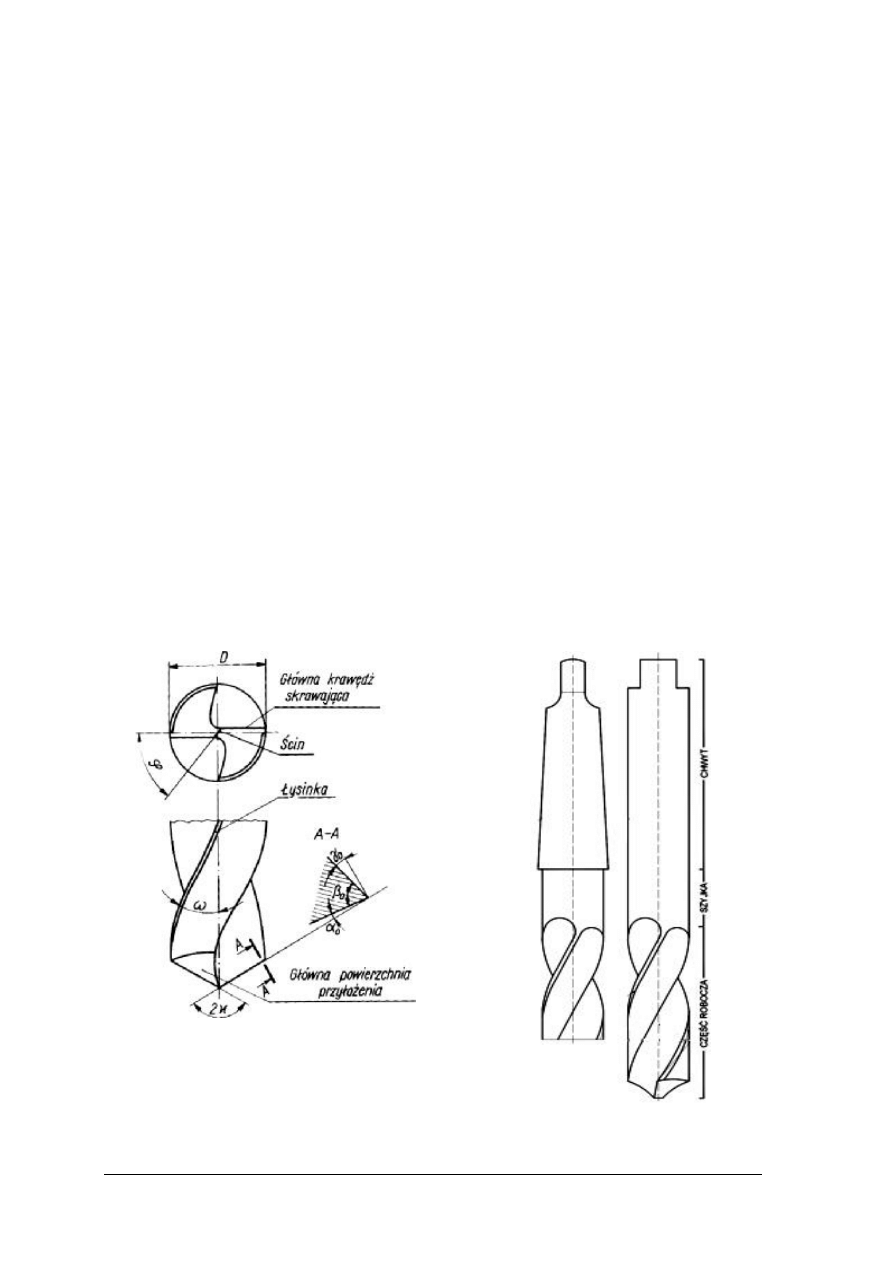
Budowę wierteł przedstawia rysunek 11. W Wiertle wyróżniamy chwyt, szyjkę i część
roboczą. W wiertłach do wiercenia na wiertarkach przemysłowych chwyt może być walcowy,
stożkowy lub typu SDS. Wiertła z chwytem walcowym mocuje się w oprawach (np.
trzyszczękowy samocentrujący, taki jaki na ogół posiada wiertarka elektryczna ręczna).
Wiertła z chwytem stożkowym wbija się bezpośrednio we wrzeciono wiertarki lub w tuleje
redukcyjne (stożek jest samozaciskający się i nie trzeba dodatkowo mocować wiertła).
Krawędzie skrawające wierteł należy okresowo ostrzyć, używając do tego specjalnych
ostrzarek lub szlifierek stołowych wyposażonych w przyrządy zapewniające właściwe
położenie wiertła w czasie ostrzenia. Prawidłowe i szybkie zaostrzenie wiertła wykonuje się
na ostrzarce specjalnej do wierteł krętych. Ręczne ostrzenie wierteł wymaga dużej
umiejętności i wprawy. Po naostrzeniu jednej krawędzi skrawającej obraca się wiertło o 180°
względem jego osi podłużnej i ostrzy drugą krawędź. Ostrzeniu podlegają tylko krawędzie
skrawające – nie wolno ostrzyć żadnych innych elementów wiertła.
a)
b)
Rys. 11. Budowa wiertła do metalu z chwytem: a) walcowym, b) stożkowym [3]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Podczas wykonania na wiertarce nieprzelotowych otworów występują często trudności
w oczyszczaniu ich z wiórów pozostałych po wierceniu lub gwintowaniu. Trudności te
występują zwłaszcza wtedy, gdy przedmiot, w którym wykonywane są otwory, ma duże
wymiary, np. korpus maszyny i nie można usunąć wiórów z otworu przez odwrócenie detalu.
W tym przypadku wydmuchiwanie wiórów z otworu ustami jest kategorycznie zabronione.
Zagraża to zaprószeniem oczu pyłem lub wiórami znajdującymi się w otworze. Oczyszczanie
sprężonym powietrzem głębokich otworów powinno odbywać się za pomocą specjalnego
pistoletu z odpowiednią ukształtowaną dyszą. Przy wierceniu metali, łamanie wióra ciągłego
należy dokonywać poprzez wiercenie przerywane.
Przedmioty w czasie wiercenia powinny być dobrze zamocowane i unieruchomione
w imadle, w uchwycie lub innym przyrządzie pomocniczym. Niedopuszczalne jest
przytrzymywanie obrabianego przedmiotu przez operatora wiertarki, ponieważ moment
obrotowy wrzeciona może spowodować nagły obrót przedmiotu i wyrwanie elementu z ręki.
Przed rozpoczęciem pracy nawiercany przedmiot mocujemy na stabilnej płaszczyźnie.
Sprawdzamy zamocowanie wiertła w uchwycie. Wiertarkę należy trzymać dokładnie w osi
wiercenia. Zalecane jest stosowanie okularów ochronnych. Wiertarka powinna znajdować się
prostopadle do punktu wiercenia. Wiercić zaczynamy na wolnych obrotach zwiększając je
w trakcie pogłębiania się otworu. W czasie wiercenia należy regularnie cofać wiertło, aby
ułatwić wydostanie się wiórów. Podczas wyciągania wiertła delikatnie zwiększamy obroty.
W razie zablokowania zmieniamy kierunek obrotów. Po zakończeniu wiercenia wiertło
pozostawiamy w głowicy, aż do ostygnięcia. Przy wymianie wiertła lub przeprowadzaniu
regulacji wiertarki, należy odłączyć ją od sieci.
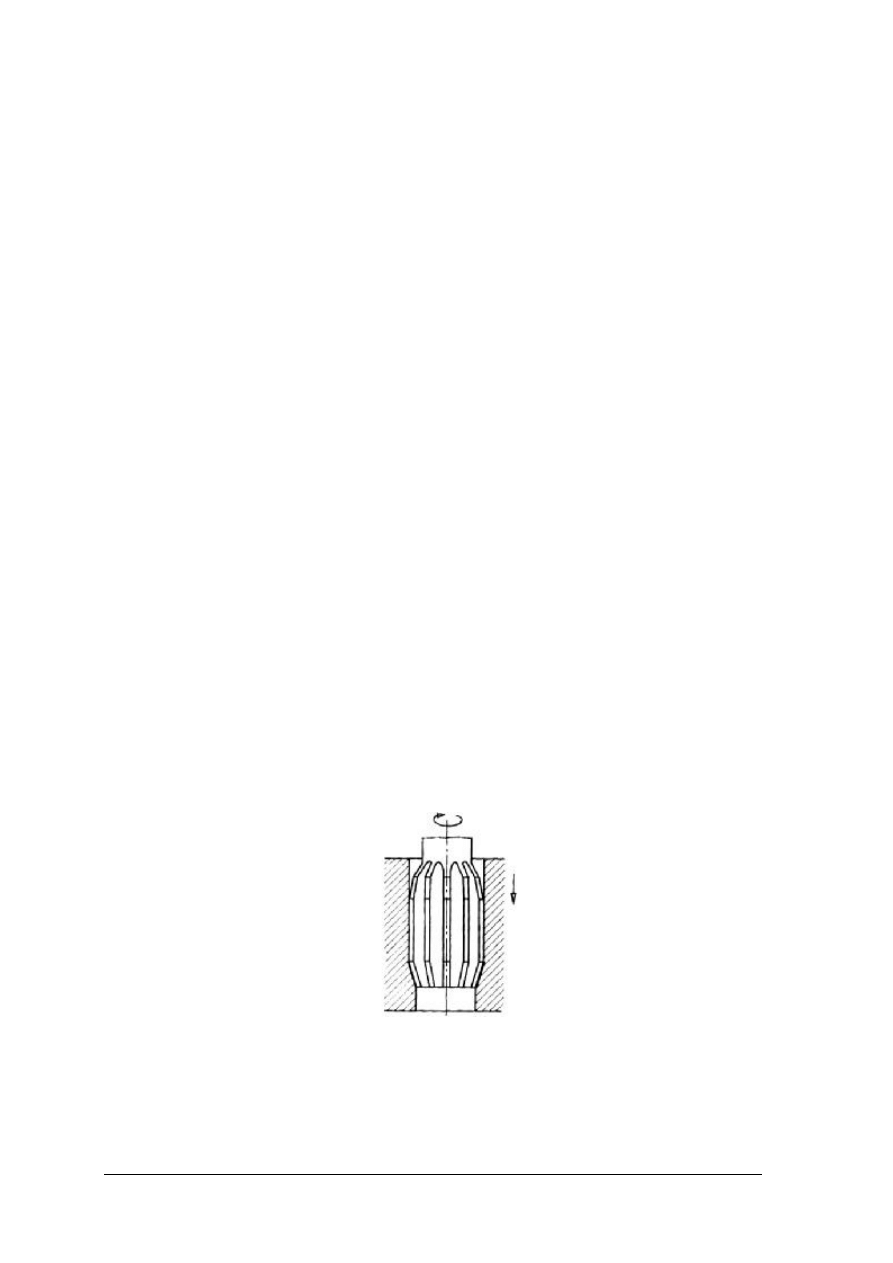
Rozwiercaniem nazywa się sposób obróbki narzędziami wieloostrzowymi, zwanymi
rozwiertakami (rys. 12), polegający na powiększeniu średnicy otworu wywierconego.
W czasie obróbki rozwiertak wykonuje ruch obrotowy i posuwowy wzdłuż osi obrotu. Celem
rozwiercania jest uzyskanie otworu o żądanej dokładności i chropowatości powierzchni, nie
dającej się uzyskać wiertłami. Rozwiercać można otwory walcowe i o małej zbieżności.
Rozróżnia się rozwiercanie
−
zgrubne (wykonywane po wierceniu),
−
wykańczające, w wyniku którego otrzymuje się ostateczny wymiar otworu.
Powiększenie otworu za pomocą wiertła o średnicy otworu już wywierconego lub
istniejącego w przedmiocie nazywa się wierceniem wtórnym lub powiercaniem.
W szczególnych przypadkach, z użyciem specjalnych wierteł i odpowiednich przyrządów,
metodą wiercenia wtórnego można obrabiać otwory nieokrągłe.
Rys. 12. Rozwiertak [5]
Pogłębianiem otworów nazywamy sposób obróbki otworów, polegający na użyciu
pogłębiaczy do wykonania miejsca na łby wkrętów, śrub, sworzni, by nie wystawały one
z materiału. Wyróżniamy pogłębiacze: walcowe i stożkowe.
Przed rozpoczęciem wiercenia trzeba wytrasować dwie prostopadłe linie, w których
przecięciu ma się znaleźć środek otworu. Punkt przecięcia pogłębia się znacznikiem, robiąc
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
miejsce na ścin wiertła. Po unieruchomieniu przedmiotu wkłada się ścin do wgłębienia
i ustawia wiertło prostopadle do wierconej powierzchni.
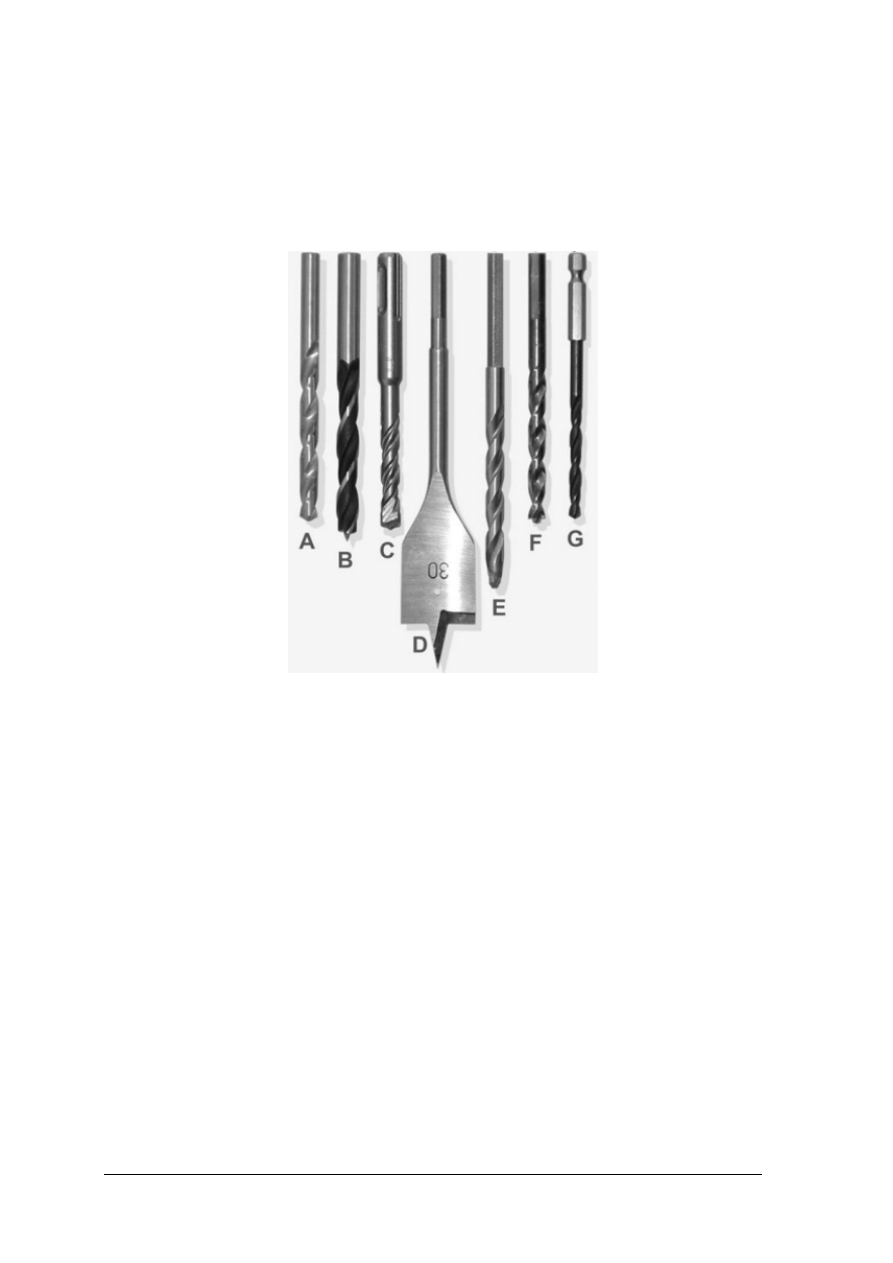
Wiertło jest to narzędzie skrawające do wykonywania otworów. Wiertło mocuje się
w uchwycie. Występuje 5 podstawowych chwytów wierteł. W zależności od rodzaju wiertarki
należy zastosować odpowiednie wiertło. Na rysunku poniżej przedstawiono następujące
chwyty wierteł: A, B – chwyt walcowy, C – chwyt SDS Plus, D, E – chwyt sześciokątny,
F – chwyt walcowy z trzema płaszczyznami G – chwyt wtykowy 1/4 cala (do wkrętarki).
Rys. 12. Rodzaje wierteł: A – do metalu z ostrzem stalowym, B – do drewna kręte, C – do betonu
z ostrzem z węglików, D – do drewna piórkowe, E – uniwersalne do metalu lub betonu
z ostrzem z węglików,F – do blach, G – uniwersalne (do metalu, drewna, tworzyw) [13]
W trakcie wiercenia należy przestrzegać następujące zasady:
−
stanowisko należy odpowiednio oświetlić, złe oświetlenie źle wpływa na dokładność
i jakość pracy, prowadzi do zmęczenia oczu, co często jest przyczyną wypadku,
−
stanowisko do wiercenia powinno być wyposażone w okulary i nauszniki,
−
mocowanie wierteł i innych narzędzi w uchwycie wiertarskim, zdejmowanie uchwytu
wiertarskiego oraz wszystkie czynności związane z mocowaniem nasadek mogą być
wykonywane dopiero po wyjęciu wtyczki z gniazda wtyczkowego; zatrzymanie silnika
przez zwolnienie przycisku łącznika na rękojeści wiertarki nie jest wystarczające,
−
niewielkie przedmioty w trakcie wiercenia powinny być unieruchomione np. w imadle.
Podczas wiercenia nie wolno:
−
zdejmować osłony i zabezpieczenia z wiertarek,
−
obsługiwać wiertarek w rękawicach ochronnych lub z zabandażowanymi palcami,
−
chłodzić wiertła lub obrabianego przedmiotu mokrymi szmatami lub pakułami,
−
hamować ręką wrzeciono przy wyłączeniu silnika,
−
przytrzymywać nawiercany przedmiot ręką,
−
dotykać wiertła w czasie ruchu,
−
smarować i konserwować wiertarkę w czasie ruchu,
−
zdmuchiwać wióry ustami lub sprężonym powietrzem,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
−
usuwać wióry rękami,
−
używać do pracy uszkodzonych, tępych narzędzi,
−
pozostawiać klucz w uchwycie lub klin w otworze wrzeciona,
−
wiercić w metalach ciągliwych bez zastosowania wierteł z łamaczami wiórów,
−
mocować lub zdejmować przedmiot w czasie ruchu wrzeciona,
−
układać żadnych dodatkowych przedmiotów na płycie stołu podczas wiercenia,
−
mocować wierteł z chwytem stożkowym w uchwytach wiertarskich przeznaczonych do
chwytów walcowych.
Szlifowanie
Szlifowanie polega na masowym mikroskrawaniu materiału obrabianego przez ziarna
ścierne związane spoiwem. Jest to najbardziej rozpowszechniona metoda oczyszczania
powierzchni jak i obróbki zgrubnej, która zapewnia uzyskanie dużej dokładności wymiarowo-
kształtowej i wysoką jakość warstwy wierzchniej przy dużej wydajności.
Do materiałów twardych używamy tarcz miękkich i na odwrót do materiałów miękkich
używamy tarcz twardych.
Szlifierki stosowane w przemyśle dzieli się na cztery grupy:
−
szlifierki ogólnego przeznaczenie przenośne (szlifierki kątowe, szlifierki proste),
−
polerki
−
szlifierki specjalizowane stacjonarne (przecinarki, do przedmiotów kształtowych, jedno-
i dwutarczowe do szlifowania zgrubnego lub ostrzenia narzędzi, do gwintów),
−
szlifierki specjalne (narzędziowe, ostrzarki, do wałków rozrządczych, do łożysk
tocznych, do tłoków).
Rys. 13. Szlifierka Pneumatyczna Kątowa
Rys. 14. Szlifierka Pneumatyczna Oscylacyjna
Przedmiot obrabiany należy zamocować w uchwytach, w imadle lub bezpośrednio na
stole za pomocą docisków, klocków oporowych, śrub mocujących, itp.
Operator obsługujący szlifierkę, powinien nosić odpowiednią odzież roboczą, która
powinna być opięta, gdyż luźno noszona odzież, np. nie zapięte rękawy, może zostać
pochwycona przez wirujące narzędzie i doprowadzić do powstania urazu u operatora. Ponadto
powinien być wyposażony w odpowiednie środki ochrony indywidualnej, np.: okulary,
ochronniki słuchu, fartuchy skórzane, itp.
Ze względu na bezpieczeństwo obsługi szlifierek wskazane jest, aby ściernica uchwycona
była tarczami dociskowymi o możliwie dużej średnicy. Im większą zastosuje się średnicę
tarcz dociskowych, tym bardziej ściernica będzie odciążona od naprężeń wewnętrznych
wywołanych siłą odśrodkową w czasie pracy. Tarcze dociskowe nie mogą przylegać do
ściernicy całą swą powierzchnią. Powinny one mieć wgłębienia w części środkowej tak, aby
powierzchnie tarczy przylegające do ściernicy tworzyły kształt pierścienia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
W trakcie obsługi szlifierek nie wolno uderzać w ściernicę ciężkimi przedmiotami, gdyż
tarcza może pęknąć. Nie należy dopuszczać do nadmiernego nagrzewania się tarcz i później
gwałtownego chłodzenia, np. poprzez polewanie rozgrzanej tarczy wodą. W trakcie
gwałtownych zmian temperatury mogą wystąpić mikropęknięcia wewnątrz tarczy, które
osłabiają ja i zwiększają prawdopodobieństwo rozsypania się tarczy w trakcje pracy. Do
szlifowania wolno używać tylko ściernic nieuszkodzonych.
Dosuwanie przedmiotu obrabianego do ściernicy lub ściernicy do przedmiotu powinno
być wykonane powoli tak, aby uniknąć uderzenia, co może spowodować pęknięcie
i rozerwanie się ściernicy. Do szlifowania należy używać tylko tych powierzchni ściernic,
które są do tego celu przeznaczone (powierzchnia czołowa - szlifować od czoła, powierzchnia
boczna – szlifować z boku ściernicy).
W trakcie szlifowania na mokro trzeba przed końcem pracy zamknąć dopływ cieczy
chłodzącej, a następnie nie przerywając pracy ściernicy pozostawić ją tak na kilka minut, aby
ciecz została wyrzucona z porów ściernicy. Pozostawienie bowiem mokrej ściernicy w stanie
spoczynku powoduje ściekanie cieczy chłodzącej. Zmienia się wówczas położenie środka
ciężkości ściernicy, co po ponownym uruchomieniu może spowodować nadmierne drgania
lub jej rozerwanie.
Nie wolno szlifierki będącej w ruchu: naprawiać, czyścić, smarować (z wyjątkiem
czynności przewidzianych w DTR). Nie wolno pozostawiać szlifierki będącej w ruchu bez
obsługi lub nadzoru. Prace na szlifierce wykonywać, gdy wszystkie zabezpieczenie i osłony
są zainstalowane na szlifierce. Zabronione jest sprawdzanie dłonią gładkości powierzchni
obrabianego przedmiotu, gdyż drobiny ścierne mogą wbić się w skórę.
Nie wolno regulować podpórki, jeżeli szlifierka jest w ruchu. Wymianę ściernicy można
wykonać tylko po wcześniejszym odłączeniu szlifierki od zasilania. Szlifierki, które mają
regulację prędkości obrotowej wrzeciona – ściernicy powinny mieć blokadę uniemożliwiającą
zwiększenie otworów ponad wartość znamionową ściernicy.
Kierunek ruchu obrotowego roboczego wrzeciona ściernicy powinien być oznaczony
trwale za pomocą dobrze widocznej strzałki, umieszczonej na osłonie ściernicy lub na
wrzecienniku.
Mocowanie ściernic
Każdą ściernicę, a zwłaszcza o większych wymiarach (o średnicy ponad 250 mm) przed
założeniem na szlifierkę trzeba wyważyć statycznie. Po zamocowaniu nowej ściernicy na
wrzecionie szlifierki i zabezpieczeniu jej osłoną należy uruchomić ją próbnie na biegu
jałowym, przy roboczej prędkości, na kilku minut. W czasie wykonywanej próby szlifierz
powinien stać z boku szlifierki, a nie w płaszczyźnie obrotów ściernicy. Po pomyślnie
wykonanej próbie, tzn.: jeżeli ściernica nie uległa rozerwaniu, oraz po dokładnym obejrzeniu,
czy nie pojawiły się na niej rysy lub pęknięcia, można przy stąpić do pracy.
Wyrzut pękniętych części ściernic podczas procesu szlifowania może spowodować
ciężkie urazy u operatora szlifierki. Najczęstszymi przyczynami pęknięcia lub rozerwania się
ściernic są:
−
ukryte wady w ściernicy szlifierskiej, między innymi: niejednolitość, nierówna spoistość,
mikropęknięcia, itp.,
−
niewłaściwe położenie środka ciężkości ściernicy (niewyważenie ściernicy), które może
prowadzić do: powstania dodatkowych naprężeń w trzpieniu, nadmiernego zużycia
łożysk, powstania drgań pogarszających jakość obróbki i zwiększonych naprężeń
wewnętrznych ściernicy, większego zmęczenia operatora,
−
nieprawidłowe zamocowanie ściernicy na wale (wrzecionie), zbyt mała lub niejednakowa
średnica tarcz mocujących (dociskowych) lub niewłaściwy ich kształt (tzn.: brak
wgłębień w tarczach dociskowych w części środkowej),
−
nadmierna prędkość obrotowa wrzeciona.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie operacje można wykonywać za pomocą wiertarki?
2. Co to jest rozwiercanie?
3. Na czym polega operacja powiercania?
4. Jakie znasz rodzaje chwytów wierteł?
5. Jakie funkcje w wiertle pełni ścin wiertła?
6. Jakie rozróźniamy rodzaje szlifierek?
7. Jakie rozróżniamy typy wiertarek?
8. Jakie zagrożenia występują w trakcie wiercenia?
9. Jakie środki ochrony indywidualnej należy stosować podczas szlifowania?
4.3.3. Ćwiczenia
Ćwiczenie 1
W próbce materiału grubości 8mm wywierć otwory według rysunku wykonawczego
przygotowanego przez nauczyciela. Wstawić suwliwie kołki o odpowiednich wymiarach
w odpowiednich odległościach od siebie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem wymiarowym,
2) wytrasować otwory zgodnie z rysunkiem,
3) zaznaczyć punktakiem środki otworów,
4) dobrać wiertła i przewiercić materiał,
5) dobrać rozwiertaki i rozwiercić otwory,
6) wpasować kołki do otworów,
7) sprawdzić poprawność wykonania,
8) omówić ewentualne błędy i znaleźć ich przyczynę.
Wyposażenie stanowiska pracy:
−
wiertarka stołowa,
−
przyrządy traserskie (rysik, punktak, młotek 300g.),
−
komplet wierteł i rozwiertaków,
−
próbki blachy 8 mm i kołki pasowane Ø6H6, Ø8H6, Ø10H6,
−
mikrometr, suwmiarka,
−
środki ochrony osobistej.
Ćwiczenie 2
Wykonaj pogłębianie otworów w celu schowania wkrętów z łbami stożkowymi
i walcowymi M5, M6, M8.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykonać otwory w próbce materiału zgodnie z rysunkiem wykonawczym,
2) pogłębić je przy pomocy pogłębiaczy stożkowych i walcowych odpowiednio dla łbów
wkrętów,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
3) wkręcić w odpowiednie otwory wkręty z łbem stożkowym lub walcowym,
4) sprawdzić jakość wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
wiertarka stołowa,
−
komplet wierteł,
−
pogłębiacze stożkowe i walcowe,
−
komplety gwintowników M5 M6 M8,
−
pokrętło do gwintowników,
−
klucze trzpieniowe sześciokątne,
−
suwmiarka,
−
próbka o grubości 20 mm,
−
wkręty z łbami stożkowymi i walcowymi z gniazdami na klucz sześciokątny.
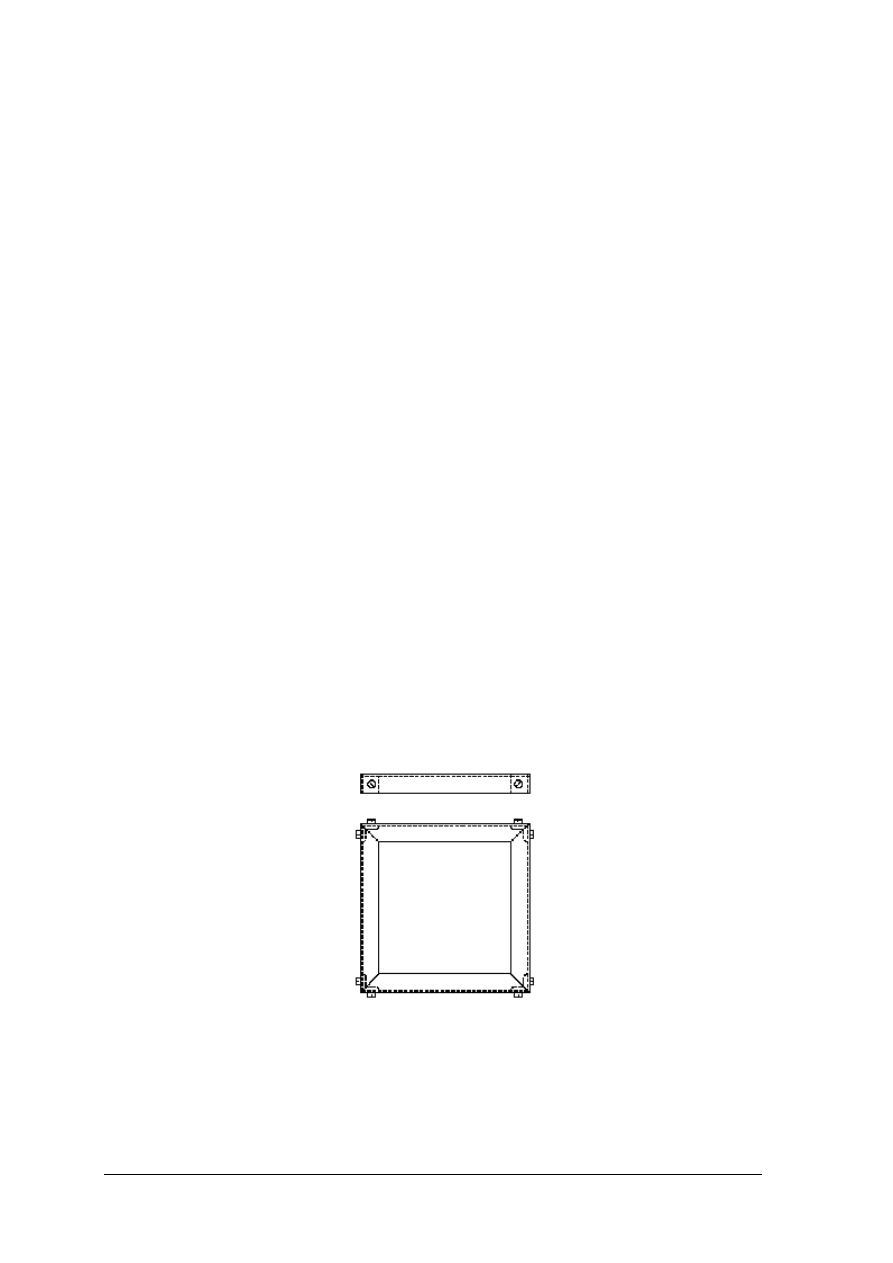
Ćwiczenie 3
Wykonaj połączenie kątowników przygotowanych przez nauczyciela, tak, aby powstała
ramka.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) opracować plan wykonania zadania,
2) przedstawić go nauczycielowi do sprawdzenia,
3) skompletować 4 zestawy (kątownik z blachy i kształtownik),
4) wywiercić otwory Ø3,3 mm jednocześnie przez złączone komplety,
5) rozłączyć zestawy,
6) powiercić w kątownikach otwory na średnicę Ø4,5,
7) wykonać gwinty M4 w kształtownikach,
8) skręcić 4 komplety kątowników,
9) połączyć zestawy w ramkę (kolejność wykonania połączenia za pomocą wkręta
zachować taką, jak wcześniej).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Wyposażenie stanowiska pracy:
−
wiertarka stołowa,
−
5 kątowników o długości 150mm,
−
piłka do cięcia metali.
−
komplet narzędzi traserskich,
−
komplet narzędzi do montażu (klucze, wkrętaki, szczypce, przymiary, itp.
−
wiertła Ø3,3, Ø4,5,
−
komplet gwintowników M4,
−
komplet narzędzi ślusarskich,
−
wkręty M4 z łbem walcowym, szt. 8.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) posłużyć się elektronarzędziami?
2) zamocować wiertła w wiertarce?
3) zamocować tarcze szlifierskie w szlifierkach?
4)
dobrać wiertła i tarcze szlifierskie do wykonania określonych
prac?
5) posłużyć się rozwiertakiem?
6) posłużyć się narzędziami o napędzie pneumatycznym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.4. Obróbka mechaniczna
4.4.1. Materiał nauczania
Obrabiarka jest to maszyna technologicznie przeznaczona do kształtowania przedmiotów
z różnych materiałów konstrukcyjnych za pomocą obróbki skrawaniem. Obrabiarki
skrawające są stosowane do nadawania obrabianemu przedmiotowi wymaganego kształtu
przez oddzielenie nadmiaru materiału w postaci wiórów. Do obrabiarek tych należą: tokarki,
wiertarki, frezarki, strugarki, szlifierki.
Obróbka metali skrawaniem jest podstawową techniką wytwarzania części maszyn
i urządzeń, polegającą na nadawaniu przedmiotowi obrabianemu żądanego kształtu,
wymiarów i właściwości warstwy wierzchniej poprzez usunięcie części materiału za pomocą
narzędzia skrawającego. Można wyróżnić następujące rodzaje obróbki skrawaniem:
−
obróbka ścierna – obróbka skrawaniem wykonywana ziarnami ściernymi luźnymi lub
związanymi spoiwem; między innymi: szlifowanie, docieranie, gładzenie, polerowanie,
−
obróbka wiórowa – obróbka skrawaniem narzędziami o określonym kształcie i geometrii
ostrza (np. nożem tokarskim, frezem), które usuwają materiał w postaci wiórów; m.in.
poprzez: toczenie, wiercenie, frezowanie, struganie, dłutowanie, przeciąganie,
−
obróbka ubytkowa – obróbka, podczas której następuje usunięcie określonej części
materiału obrabianego przedmiotu, między innymi poprzez: obróbkę skrawaniem lub
obróbkę erozyjną,
−
obróbka obwiedniowa – obróbka skrawaniem, podczas której zarys obrabianego
elementu (np. zębów) stanowi obwiednię kolejnych, blisko siebie leżących krawędzi
skrawających narzędzia, najczęściej stosowana przy obróbce uzębień kół zębatych.
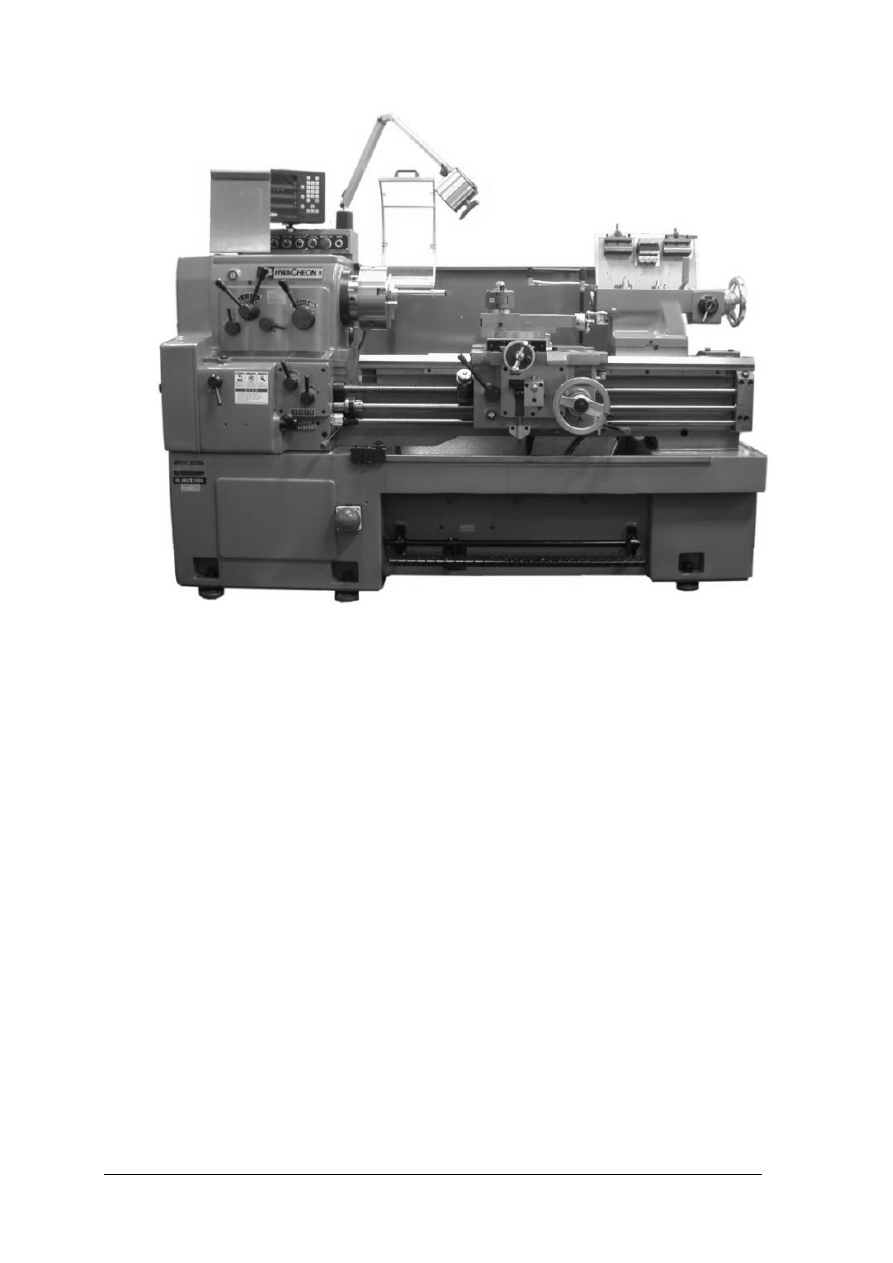
Toczenie
Toczenie to najbardziej rozpowszechniony sposób obróbki skrawaniem, polegający na
oddzielaniu nożem tokarskim warstwy materiału z przedmiotu w celu nadania mu
odpowiedniego kształtu, wymiaru i chropowatości. Tokarki stosowane są do obróbki
skrawaniem przedmiotów najczęściej o powierzchni brył obrotowych (wałki, stożki, kule,
gwinty wewnętrzne i zewnętrzne). Toczenie polega na wprawieniu obrabianego przedmiotu,
zamocowanego w uchwycie tokarki, w ruch obrotowy, a narzędzie realizuje ruch posuwny,
wzdłużny lub poprzeczny. Narzędziem obróbczym w tokarkach są najczęściej noże tokarskie.
W zależności od kierunku ruchu posuwnego noża względem osi obrotu przedmiotu,
rozróżniamy toczenie:
−
wzdłużne (kierunek posuwu noża równoległy do osi obrotu przedmiotu),
−
poprzeczne (kierunek posuwu noża prostopadły do osi obrotu przedmiotu),
−
kopiowe tj. według wzornika sterującego ruchem posuwowym noża wzdłuż linii
tworzącej wzornik,
−
kształtowe tj. toczenie krótkich brył obrotowych niecylindrycznych za pomocą noża,
którego ostrze ma kształt obrabianego przedmiotu.
Na tokarce oprócz toczenia można wykonywać również inne operacje, takie jak:
−
wytaczanie,
−
wiercenie,
−
rozwiercanie,
−
przecinanie i radełkowanie,
−
frezowanie i szlifowanie z użyciem dodatkowych przyrządów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 16. Tokarka uniwersalna
Oprócz toczenia na tokarkach można wykonać też operacje:
−
radełkowania wykonuje się za pomocą umocowanego w imaku radełka.
−
wiercenie, rozwiercania – wiertło jest umocowane w koniku i realizuje ruch posuwowy,
natomiast przedmiot obrabiany wykonuje ruch obrotowy.
−
gwintowanie może odbywać się przez: nacinanie nożem tokarskim (gwinty dokładne),
gwintownikiem lub narzynką osadzoną w koniku.
Toczenie zewnętrznych powierzchni walcowych: (toczenie wzdłużne) wykonuje się
zwykle w dwóch przejściach noża. Pierwsze przejście nazywa się toczeniem zgrubnym,
a drugie – wykończającym.
Toczenie stożków wykonuje się trzema sposobami:
−
z przesuniętym konikiem – toczenie to stosuje się do obróbki stożków o małej zbieżności.
Po zamocowaniu przedmiotu obrabianego w kłach wrzeciona i konika przesuwa się
korpus konika w kierunku poprzecznym o pewną wielkość; zaletą toczenia stożka
z przesuniętym konikiem jest możliwość zastosowania mechanicznego posuwu
wzdłużnego, wadami zaś – mała dokładność obróbki i trudność dokładnego przesunięcia
konika o zmierzoną wartość;
−
ze skręconymi saniami narzędziowymi – stosuje się do stożków krótkich; wykorzystując
podziałkę na obrotnicy można sanie narzędziowe ustawić pod rozmaitymi kątami
w zależności od potrzeby; posuw noża odbywa się ręcznie; zaletą jest możliwość
wykonywania stożków o dużych i małych kątach oraz łatwość skręcania sań na obrotnicy
o dany kąt; wadą jest to, że można obrabiać tylko stożki o wysokości mniejszej od

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
długości przesuwu sań narzędziowych, ręczny posuw wpływa niekorzystnie na gładkość
powierzchni,
−
z zastosowaniem noży kształtowych – toczenie stożka nożem, którego krawędź
skrawająca jest pochylona do osi wałka pod odpowiednim kątem; metoda ta znalazła
zastosowanie przy toczeniu stożków krótkich.
Można wyróżnić następujące tokarki:
−
kłowe, które dzieli się na: stołowe przeznaczone do wykonywania drobnych elementów
precyzyjnych, produkcyjne przeznaczone do mało- i średnioseryjnej produkcji
dowolnych przedmiotów obrabianych, uniwersalne, które umożliwiają obróbkę w kłach,
w uchwycie lub z podparciem kłem,
−
uchwytowe przeznaczone do obróbki przedmiotów sztywnych (tarcze, pierścienie, krążki,
krótkie tuleje) mocowanych w uchwycie wrzeciona,
−
rewolwerowe, do zgrubnej i dokładnej obróbki przedmiotów o złożonych kształtach
w produkcji średnio i wielkoseryjnej; charakterystyczną cechą tokarek rewolwerowych
jest zamocowanie wszystkich narzędzi potrzebnych do obróbki części w głowicy
rewolwerowej oraz w suporcie poprzecznym, co zapewnia dużą koncentrację zabiegów;
obrót głowicy rewolwerowej dla zmiany kolejnego narzędzia odbywa się automatycznie
w tylnym położeniu głowicy,
−
tarczowe są przeznaczone do obróbki przedmiotów o dużej średnicy (do 2400mm), małej
długości, tzn. kół pasowych, tarcz, wirników itp.; ze względu na duże momenty
bezwładnościowe i trudne zrównoważenie obrabianych przedmiotów są stosowane małe
prędkości obrotowe wrzeciona (do 20obr/min.),
−
karuzelowe charakteryzują się wrzecionem o pionowej osi obrotu, na którym jest
osadzony na stałe obrotowy stół przeznaczony do mocowania obrabianych przedmiotów.
Poziome usytuowanie stołu umożliwia obróbkę ciężkich przedmiotów.
−
wielonożowe są wyposażone w dwa lub więcej suportów narzędziowych niezależnie
napędzanych. W każdym suporcie można zamocować kilka noży. Układ taki zapewnia
dużą wydajność obróbki.
Przed rozpoczęciem toczenia należy zamocować element obrabiany w uchwycie, który
jest zamontowany na wrzecionie. Na suporcie umieszczony jest imak narzędziowy, w którym
osadzany jest nóż tokarski. Nóż powinien być zamocowany w imaku prostopadle do osi kłów.
Wysunięcie noża powinno wynosić od 1,5 do 2 wysokości trzonka noża. Wierzchołek ostrza
powinien znajdować się na wysokości osi kłów. W przypadku zastosowania podkładek, każda
z nich powinna mieć stałą grubość, a ponadto powinny one być dosunięte do brzegu imaka.
W zależności od materiału z jakiego wykonany jest obrabiany detal, rodzaju stosowanego
noża należy dobrać:
−
prędkość obrotową V
C
obrabianego przedmiotu [m/min.]: V
C
= Π×d×ω, gdzie: Π = 3,14
– stała, d – średnica obrabianego przedmiotu [m], ω – prędkość obrotowa obrabianego
przedmiotu [obr/min],
−
prędkość posuwu V
F
– prędkość z jaką przesuwa się nóż względem obrabianego
przedmiotu [m/min.],
−
głębokość skrawania g [mm] odległość miedzy powierzchnią obrobioną a obrabianą dla
jednego przejścia narzędzia,
Głębokość skrawania oraz posuw przy toczeniu zgrubnym przyjmuje się możliwie duże,
mając na uwadze sztywność przedmiotu obrabianego, dopuszczalne obciążenie noża oraz moc
tokarki. Należy dążyć do tego, aby naddatek na obróbkę zgrubną zdjąć w jednym przejściu.
Ze względu na ich przeznaczenie możemy wyróżnić:
−
noże ogólnego przeznaczenia, do których należą noże zdzieraki, noże boczne oraz
wytaczaki,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
−
noże specjalnego przeznaczenia, jak na przykład noże do gwintów,
−
noże specjalne, przeznaczone do obróbki ściśle określonej pod względem kształtu
powierzchni przedmiotu obrabianego.
Noże tokarskie ogólnego przeznaczenia możemy również podzielić na prawe i lewe,
a także na noże odgięte, noże odsadzone, noże boczne. Noże prawe i lewe rozróżniamy za
pomocą reguły prawej dłoni tzn. kładziemy nóż na prawej dłoni z wierzchołkiem zwróconym
w stronę patrzącego, jeżeli główna krawędź skrawająca znajduje się po stronie kciuka to jest
to nóż prawy, jeżeli odwrotnie to jest to nóż lewy.
Nożami tokarskimi specjalnego przeznaczenia są noże do gwintów. Ostrze ich ma zarys
toczonych gwintów, są przeznaczone albo do gwintów metrycznych, albo calowych,
trapezowych lub innych. W zależności od sposobu zamocowania noże do gwintów dzielimy
na: imakowe i oprawkowe, natomiast w zależności od liczby przejść niezbędnych dla nacięcia
pełnego zarysu gwintu dzieli się je na noże pojedyncze i wielokrotne.
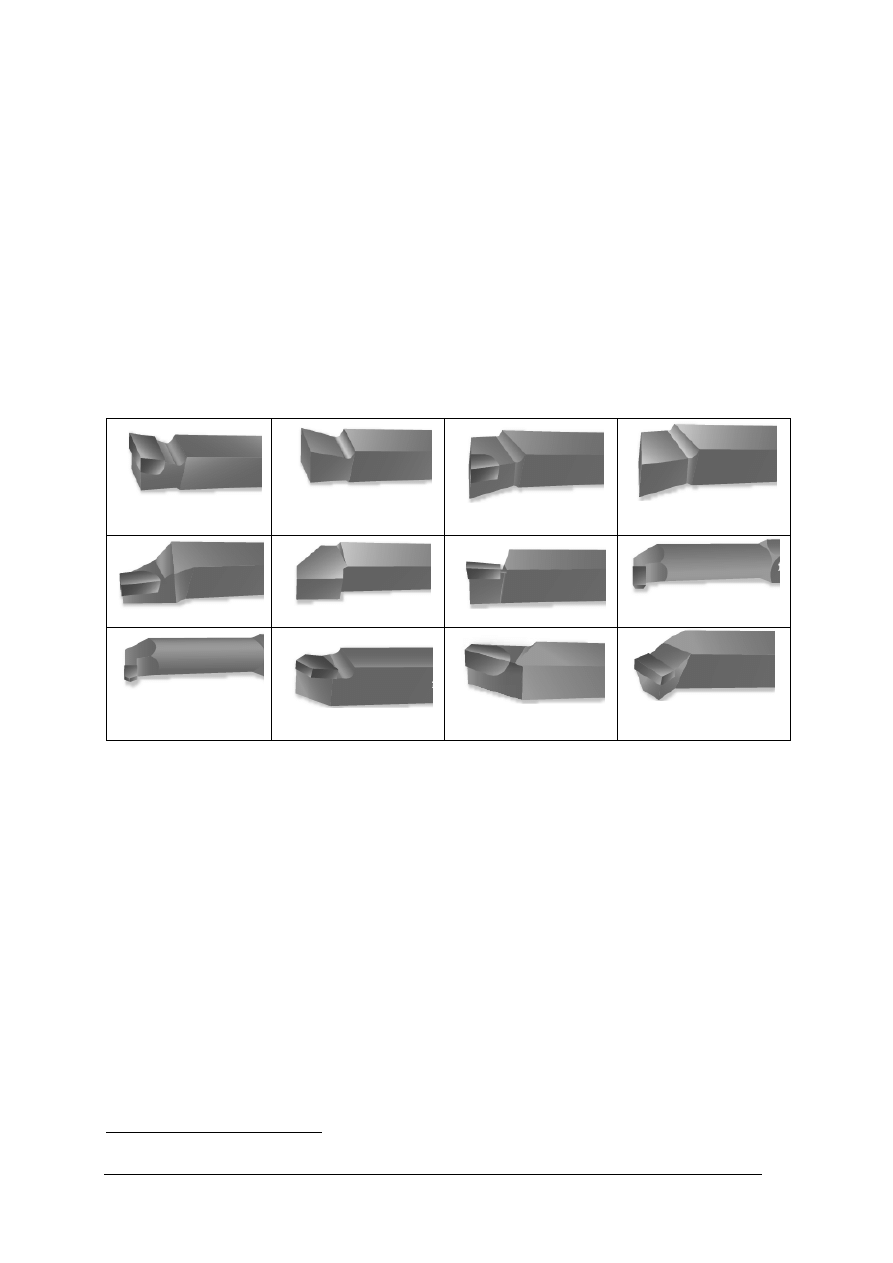
Tabela. 1. Podstawowe noże tokarskie
1
Nóż szeroki z płytką
Nóź szeroki
Nóż boczno czołowy z
płytką
Nóż boczno czołowy
Nóż lewy z płytką
Nóż lewy
Przecinak prawy
Wytaczak hakowy
Nóż do wycinania
gwintów prawy
Nóż do wycinania
gwintów z płytką
Nóż prosty prawy
Nóż boczny wygięty
Tokarki powinny być wyposażone w osłony chroniące operatora przed urazami
powodowanymi przez ruchome elementy (np.: uchwyty, śruby pociągowe), wyrzucane
elementy (wióry, uszkodzone narzędzia) oraz przed rozbryzgiem cieczy chłodzących.
W trakcie obsługi tokarki należy przestrzegać następujących zasad:
−
stosowane przy tokarkach uchwyty i tarcze zabierakowe powinny być zabezpieczone
osłonami,
−
osłony ruchome uchwytów tokarskich, które mogą być unoszone (gdy tego proces
wymaga, aby dostać się do strefy roboczej) powinny być dostosowane do wymiarów
uchwytu tokarki oraz oznakowane znakiem bezpieczeństwa. Wskazane jest, aby osłony
ruchome zastosowane przy uchwytach tokarskich wyposażone były w urządzenia
blokujące uniemożliwiające otwarcie jej w czasie pracy tokarki,
−
przestrzeń robocza tokarki powinna być osłonięta osłonami stałymi lub ruchomymi, np.:
w postaci osłony stałej zamocowanej do suportu tokarki i poruszającej się wraz z nim lub
w postaci drzwi przesuwnych (osłony ruchomej) osłaniających całą strefę roboczą,
−
osłony zastosowane w tokarkach wystające poza obrys obrabiarki powinny być
oznakowane barwami ostrzegawczymi lub znakami bezpieczeństwa.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
−
w przypadku stołów obrotowych tokarek karuzelowych należy je wyposażyć na całym
obwodzie w osłony chroniące przed zagrożeniami powodowanymi przez wióry lub ciecz
chłodzącą,
−
przed uruchomieniem wrzeciona tokarki należy sprawdzić, czy nie pozostawiono klucza
do zaciskania przedmiotu w uchwycie tokarki, po zakończeniu mocowania przedmiotu
klucz powinien być natychmiast wyjęty z uchwytu,
−
nie przedłużać ramienia klucza innym kluczem bądź rurką,
−
podczas pracy na tokarce należy używać wyłącznie odpowiednich narzędzi
przewidzianych w procesie skrawania i przyrządów dostosowanych do określonego
procesu skrawania,
−
przedmiot i narzędzia skrawające powinny być sztywno zamocowane i jak najmniej
wysunięte,
−
przed włączeniem obrotów wrzeciona nóż tokarski zamocowany w imaku powinien być
odsunięty od obrabianego przedmiotu,
−
podczas przerw w pracy nóż tokarski należy odsunąć od obrabianego przedmiotu,
−
narzędzie skrawające (nóż tokarski) dosuwać powoli i ostrożnie do obrabianego
przedmiotu,
−
długie elementy powyżej 800 mm należy mocować przy pomocy uchwytu i kła w koniku,
a powyżej 1500 mm stosować okular lub podtrzymkę, natomiast długie przedmioty (np.:
pręt) wystające poza wrzeciono należy osłonić lub zabezpieczyć przed możliwością
kontaktu pracownika (lub innych osób),
−
stosować odpowiednie koszyczki zaopatrzone w długą rączkę umożliwiające chwytanie
opadających obrobionych przedmiotów podczas toczenia i obcinania,
−
do zakładania i zdejmowania ciężkich przedmiotów należy stosować urządzenia
transportowe tj.: wciągniki, żurawie, suwnice,
−
nie wolno zdejmować osłon i zabezpieczeń z użytkowanych tokarek,
−
przed przystąpieniem do pracy należy sprawdzić stan techniczny lub ewentualnie
zastosować: odpowiednią osłonę uchwytu tokarskiego, tarczy zabierakowej lub całej
strefy roboczej, osłonę na całym obwodzie stołu obrotowego tokarki karuzelowej, osłonę
przedmiotu wystającego poza obrys tokarki, szczególnie w tokarkach rewolwerowych
i automatach tokarskich, które nie zostały wyposażone w magazyn obrabianego
przedmiotu,
−
naprawy tokarek powinny być dokonywane wyłącznie przez osoby upoważnione przez
pracodawcę i z odpowiednimi kwalifikacjami,
−
niedopuszczalne jest usuwanie wiórów sprężonym powietrzem lub ręcznie (gołą dłonią),
−
do usuwania wiórów z przestrzeni roboczej należy stosować narzędzia ręczne (haczyki,
zmiotki),
−
należy stosować noże z łamaczami lub zwijaczami wiórów przy obrabianiu materiałów
miękkich,
−
niedopuszczalne jest chłodzenie narzędzia lub obrabianego przedmiotu za pomocą
mokrego czyściwa,
−
nigdy nie należy hamować ruchu wrzeciona ręką lub przy użyciu jakichkolwiek
przedmiotów,
−
nie wolno w czasie mechanicznej obróbki sprawdzać dłonią dokładności obróbki,
wymiarów przedmiotu obrabianego i dokonywać innych podobnych czynności,
−
nie wolno dotykać ręką przedmiotu obrabianego w czasie ruchu wrzeciona,
−
niedopuszczalne jest dokonywanie czynności konserwacyjnych podczas pracy tokarki,
−
niedopuszczalne jest nakładanie pasów napędowych i regulacja ich naciągu podczas
pracy tokarki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
−
nóż powinien opierać się całą swoją podstawą o powierzchnię imaka nożowego,
−
wysuniecie noża poza krawędź imaka powinno być jak najmniejsze,
−
kierunek docisku śrub mocujących nóż powinien być zgodny z kierunkiem sił skrawania
oddziałujących na narzędzie w czasie jego pracy,
−
używanie odpowiednich podkładek oraz ich odpowiednie położenie nie powodujące
niezamierzonego zwiększenia wysięgu poza krawędź imaka nożowego,
−
w ustawianiu wierzchołka ostrza noża w osi obrabianego przedmiotu stosować różnego
rodzaju wzorniki oraz przyrządy,
−
ze względu na bezpieczeństwo przewody i urządzenia elektryczne powinny być
szczególnie starannie zabezpieczone przed wilgocią i działaniem cieczy stosowanych
przy obróbce metali,
−
każda tokarka powinna mieć uziemienie ochronne,
−
w razie zauważenia usterek lub uszkodzeń należy je natychmiast zgłosić i wprowadzić
działania naprawcze,
−
nie naprawiać zauważonych uszkodzeń tokarki samemu.
Frezowanie
Frezowanie jest to obróbka mechaniczna skrawaniem za pomocą wirującego narzędzia
wieloostrzowego zwanego frezem. Cechą charakterystyczną frezowania jest to, że frez
wykonuje ruch obrotowy (prostopadle do osi posuwu) a przedmiot obrabiany wykonuje ruch
posuwisty względem freza lub freza względem przedmiotu obrabianego.
Obrabiarka, na której wykonuje się frezowanie nazywa się frezarką. Frezarki stosowane
są do obróbki powierzchni płaskich i kształtowych (tj.: rowki, gwinty, koła zębate).
Frezarki możemy podzielić na:
−
frezarki wspornikowe,
−
frezarki łożowe,
−
frezarki wzdłużne,
−
kopiarki,
−
karuzelowe i bębnowe (w produkcji seryjnej),
−
wiertarko-frezarki,
−
wielowrzecionowe,
−
sterowane numerycznie CNC.
Frezarki wspornikowe budowane są jako poziome i pionowe. Frezarka pozioma
w odróżnieniu od frezarki pionowej ma poziomo ułożyskowane wrzeciono.
Frezarki łożowe, przeznaczone są do obróbki dużych i ciężkich przedmiotów. Frezarki te
mają stół krzyżowy usytuowany na łożu obrabiarki; sanie wzdłużne stołu mogą się przesuwać
po prowadnicach łoża, a sanie poprzeczne po prowadnicach wykonanych na górnej
powierzchni wzdłużnych. Wrzeciennik frezarki może być przemieszczany pionowo, po
prowadnicach wykonanych w korpusie.
Frezarki wzdłużne przeznaczone są do obróbki korpusów maszyn. Stół frezarki może się
przemieszczać wzdłużnie po prowadnicach wykonanych na łożu. Narzędzia mocowane są we
wrzecionach wrzecienników górnych i bocznych. Każdy z wrzecienników ma samodzielny
napęd ruchu głównego. Wrzecienniki górne mogą, być przesuwane po prowadnicach
wykonanych w belce – belka może być przemieszczana pionowo po prowadnicach stojaków
Podczas obróbki narzędzie zamocowane we wrzecionie bezpośrednio lub za
pośrednictwem trzpienia frezarskiego wykonuje ruch główny.
Frezy nasadzane zamocowuje się na trzpieniu frezarskim o średnicy odpowiadającej
średnicy otworu we frezie. Trzpień jest ponadto zaopatrzony w rowek wpustowy, podobnie
jak frez. Po nasadzeniu na trzpień unieruchamia się go za pomocą wpustu, łączącego trzpień
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
z frezem. Odległość freza od kołnierza trzpienia ustala się za pomocą pierścieni
dystansowych, nakładanych na trzpień. Po ustaleniu położenia freza nakłada się na trzpień
brakujące pierścienie dystansowe i tulejkę obrotową (służącą do uchwycenia w podtrzymce
maszyny) oraz całość skręca nakrętką. Tak przygotowany trzpień frezarski wkłada się
w stożkowe gniazdo we wrzecionie frezarki i panewce podtrzymki.
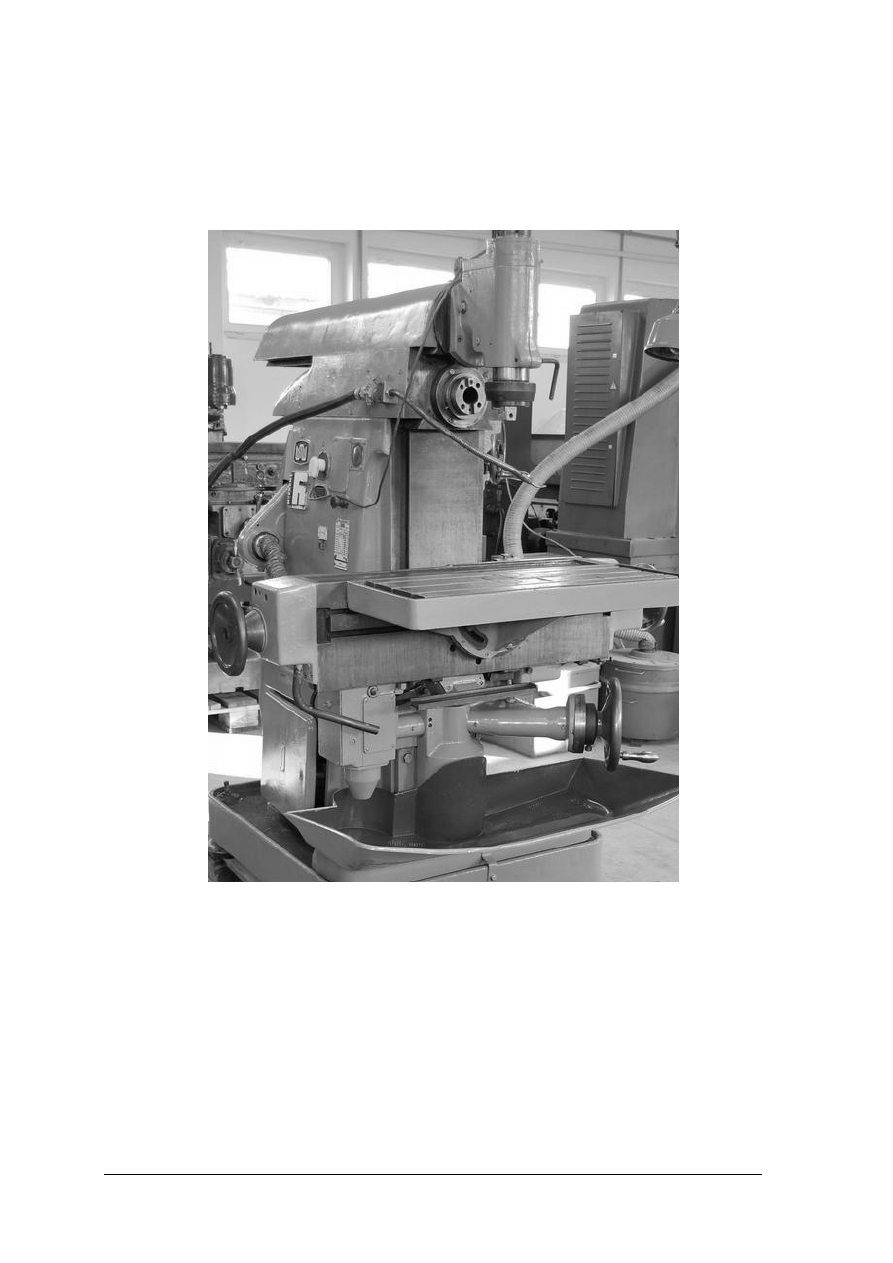
Rys. 17. Frezarka
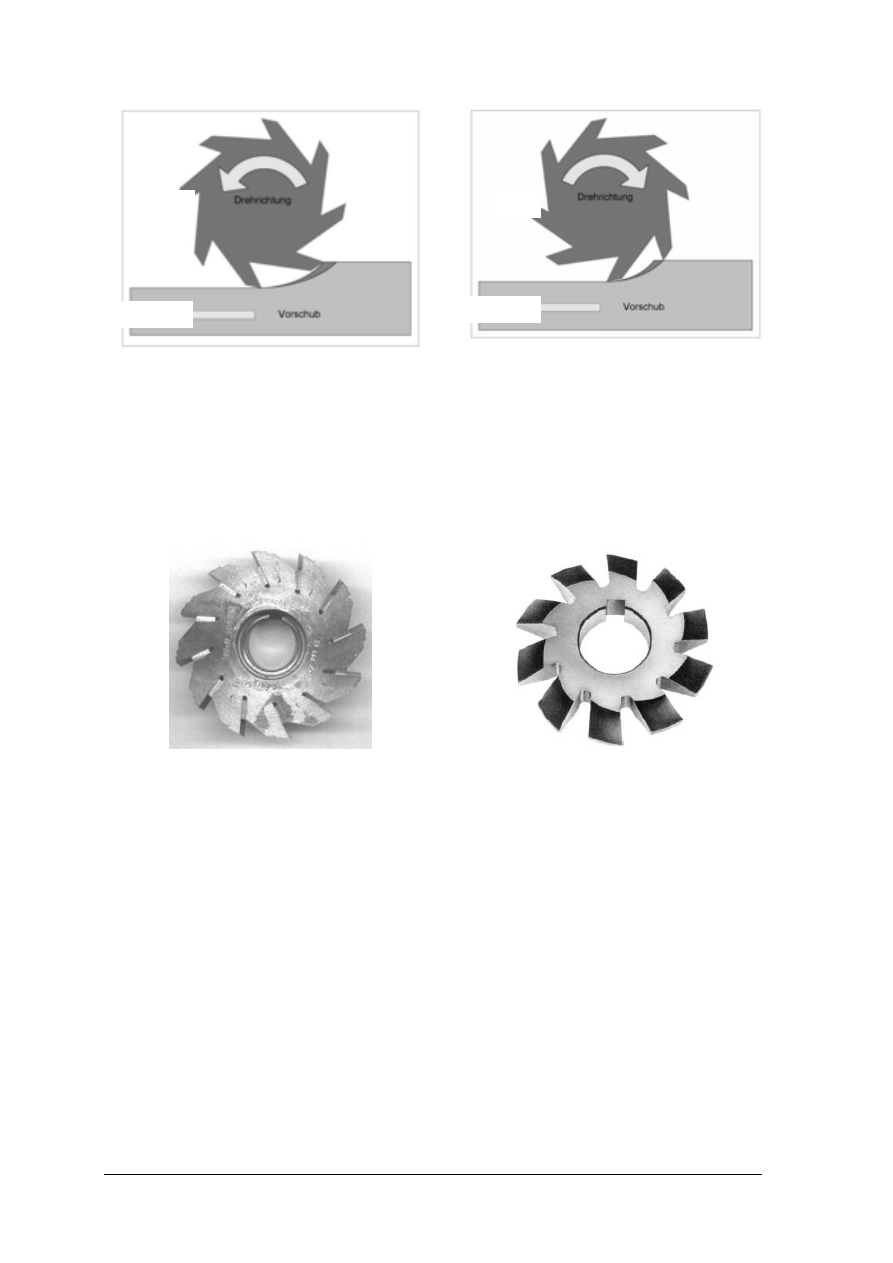
Frezowanie obwodowe może być:
−
współbieżne, kiedy ruch obrabianego przedmiotu jest zgodny z kierunkiem obrotu freza,
−
przeciwbieżne, kiedy kierunki ruchu przedmiotu i obrotu freza są przeciwne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 18. Frezowanie przeciwbieżne
Rys. 19. Frezowanie współbieżne
Przedmiot obrabiany mocowany jest na stole frezarki i wykonuje ruchy posuwowe oraz
nastawcze. Stół frezarski może przemieszczać się w następujących kierunkach:
–
poziomo wzdłuż frezarki (posuw wzdłużny),
–
poziomo w poprzek (posuw poprzeczny),
–
pionowo (nastawianie głębokości skrawania).
Frezowanie może być wykonywane przy użyciu pojedynczego frezu, głowicy frezowej
lub zespołu frezów. Ze względu na kształt frezy dzielimy na: walcowe, czołowe, walcowo-
czołowe, tarczowe, kątowe, kształtowe, palcowe, piłkowe, do kół zębatych.
Rys. 20. Frez walcowo-czołowy
Rys. 21. Frez modułowy
Podczas obsługi frezarek należy przestrzegać następujących zasad:
−
przed uruchomieniem wrzeciona frezarki należy sprawdzić stan techniczny obrabiarki,
−
przed przystąpieniem do pracy należy sprawdzić stan techniczny lub ewentualnie
zastosować: osłony ruchomych części nie biorących udziału w procesie frezowania
chroniące przed przypadkowym dotknięciem częścią ciała przez operatora lub innych
osób, osłony strefy roboczej chroniące pracowników przed odrzucanymi wiórami
(szczególnie podczas szybkościowego frezowania metali frezami o dużej średnicy lub
głowicami frezowymi), osłonę trzpienia frezarskiego wystającego poza okular, osłonę
śruby mocującej frez i trzpień wystającej poza korpus frezarki,
−
przed przystąpieniem do pracy należy: zapoznać się z dokumentacją techniczno-ruchową
frezarki, sprawdzić działanie urządzeń napędowych, sterujących i obieg smarowania
frezarki,
−
przy szybkościowym frezowaniu metali wyłączenie frezarki powinno się odbywać przez
wyłączenie ruchu noża, a następnie – posuwu stołu,
−
sprawdzić stan i funkcjonowanie sprzęgła rozłączającego korbki i kółka służące do
ręcznego posuwu stołu ze śrubą pociągową stołu w przypadku włączenia posuwu
mechanicznego,
frez
frez
materiał
materiał

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
−
sprawdzić we frezarkach sterowanych numerycznie stan działania automatycznego
mechanizmu mocowania narzędzi i przyrządów we wrzecionie,
−
ustawić barierki lub odpowiednio oznakować barwami ostrzegawczymi miejsca
wysuwania się stołu frezarki poza jej korpus lub obrabianego przedmiotu, w przypadku
gdy obrabiany przedmiot ma większe gabaryty niż stół frezarki,
−
do zakładania i zdejmowania ciężkich przedmiotów należy stosować urządzenia
transportowe, tj.: wciągniki, żurawie, suwnice, wózki jezdniowe z odpowiednim
osprzętem,
−
podczas pracy na frezarce należy używać wyłącznie narzędzi skrawających i przyrządów
dostosowanych do określonego procesu frezowania,
−
przedmiot i narzędzia skrawające powinny być prawidłowo i pewnie zamocowane,
−
przed włączeniem obrotów wrzeciona frezarki, frez powinien być odsunięty od
obrabianego przedmiotu,
−
nie wolno zdejmować osłon i zabezpieczeń z obsługiwanych frezarek,
−
niedopuszczalne jest usuwanie wiórów sprężonym powietrzem lub ręcznie (gołą dłonią),
−
do usuwania wiórów z przestrzeni roboczej należy stosować narzędzia ręczne (np.:
pędzle, zmiotki) lub urządzenia (np. elektromagnetyczne lub pneumatyczne),
−
niedopuszczalne jest chłodzenie narzędzia lub obrabianego przedmiotu za pomocą
mokrego czyściwa,
−
nigdy nie należy hamować ruchu wrzeciona ręką lub przy użyciu jakichkolwiek
przedmiotów,
−
nie wolno w czasie mechanicznej obróbki sprawdzać dłonią dokładności obróbki,
wymiarów przedmiotu obrabianego i dokonywać innych podobnych czynności,
−
niedopuszczalne jest dokonywanie czynności smarowniczych i konserwacyjnych
w przypadku, gdy instrukcja obsługi nie zezwala na taką czynność (np.: gdy na frezarce
prowadzone jest frezowanie),
−
nie wolno układać w trakcie obróbki na stole frezarki narzędzi, sprzętu, przyrządów
pomiarowych, itp.,
−
nie wolno chłodzić obrabianego przedmiotu i narzędzia przy pomocy mokrych szmat,
pakuł w czasie trwania obróbki,
−
nie wolno podczas frezowania zdejmować jakichkolwiek osłon,
−
nie dopuszczalne jest samodzielne naprawianie uszkodzeń we frezarce.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są podstawowe rodzaje operacji wykonywanych na frezarkach?
2. Z jakie wyróżniamy rodzaje frezarek?
3. Jakie są zasady bezpiecznego używania frezarki?
4. Według jakich kryteriów dobiera się noże?
5. Na czym polega frezowanie przeciwbieżne?
6. Jakie są kryteria doboru parametrów skrawania?
7. Jakie są podstawowe metody toczenia stożków?
8. Jakie są sposoby odcinania gwintów zewnętrznych na tokarkach?
9. Jakich zasad należy przestrzegać podczas obsługi frezarki?
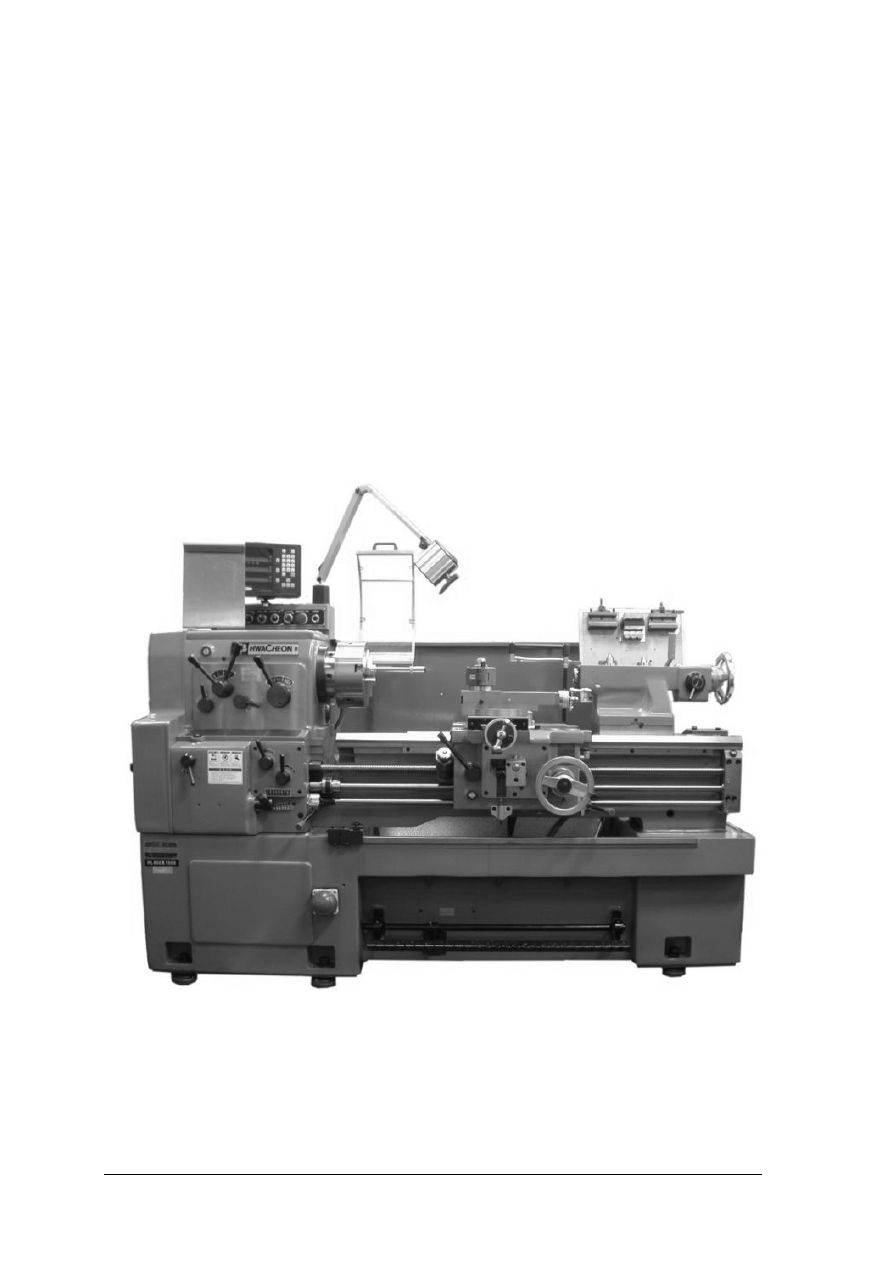
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.4.3. Ćwiczenia
Ćwiczenie 1
Zaznacz na rysunku główne zespoły tokarki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wyszukać w literaturze opis budowy tokarki,
2) zapoznać się z opisem,
3) odszukać na rysunku: suport, wrzeciono, konik, wrzeciennik, łoże, śrubę pociągową,
4) na rysunku wpisać ołówkiem nazwy tych elementów.
Wyposażenie stanowiska pracy:
–
przybory do pisania,
–
literatura,
–
instrukcje obsługi tokarek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Ćwiczenie 2
Zaznacz na rysunku, wszystkie istotne podzespoły frezarki.
Sposób wykonania ćwiczenia
Aby wykonać to ćwiczenie, powinieneś:
1) wyszukać w literaturze opis budowy frezarki,
2) zapoznać się z opisem obrabiarki,
3) odszukać na rysunku główne zespoły frezarki,
4) na rysunku ołówkiem umieścić nazwy tych elementów.
Wyposażenie stanowiska pracy:
–
przybory do pisania,
–
literatura,
–
instrukcje obsługi frezarek.
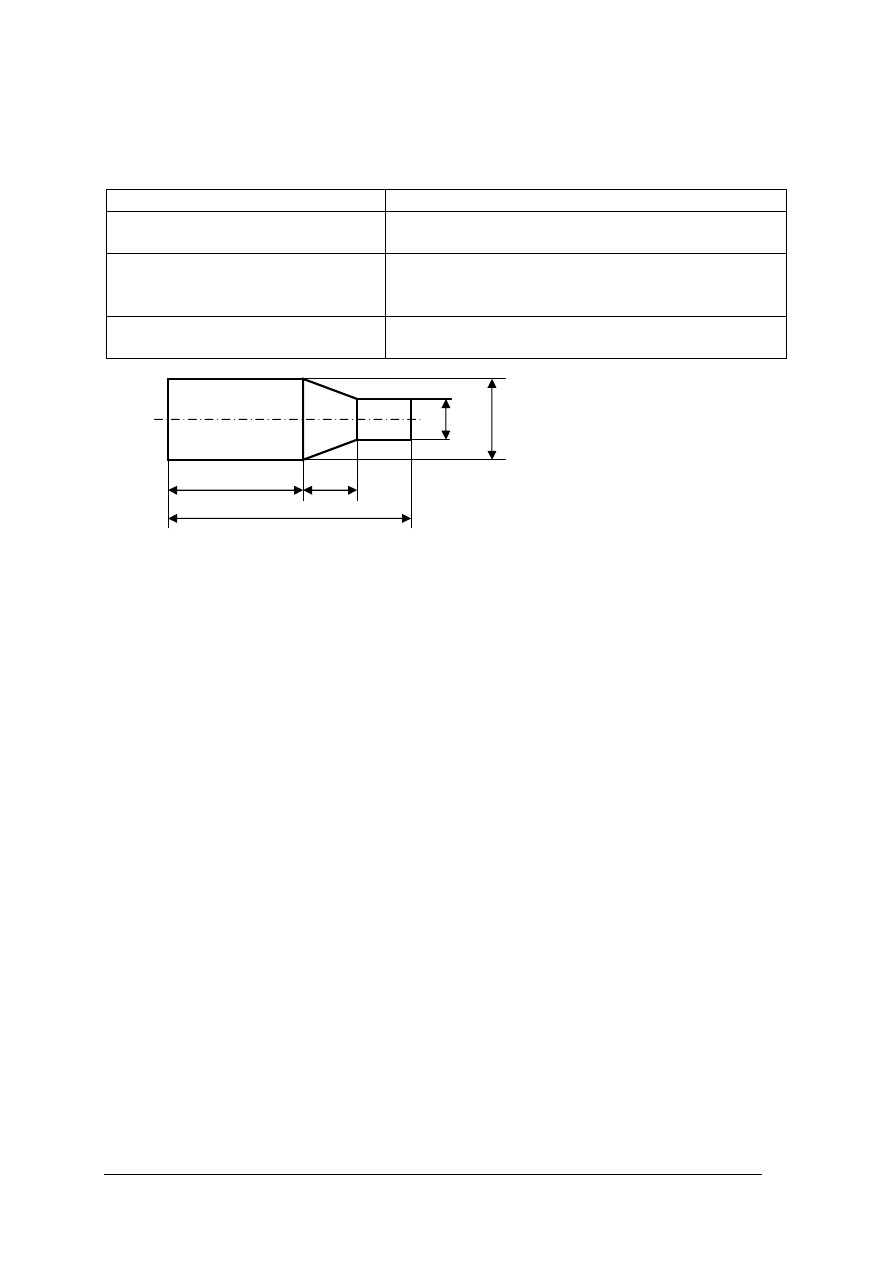
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Ćwiczenie 3
Przygotuj tokarkę i wykonaj z wałka o średnicy 20mm i długości 80mm element
o wymiarach podanych na rysunku.
Dobór warunków skrawania
Nazwa, typ, szkic, wielkości
Noże tokarskie
Parametry obróbki do toczenia
zgrubnego
stali
ST3S
(obroty,
posuw)
Parametry do obróbki dokładnej stali
ST3S (obroty, posuw)
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w katalogu noże tokarskie i wpisać je do tabeli (nóż do obróbki zgrubnej,
dokładnej i do toczenia poprzecznego (planowania),
2) zapoznać się ze sposobem dobierania parametrów toczenia,
3) dobrać parametry obróbki (z poradnika tokarza),
4) porównać swoją tabelę z tabelami kolegów,
5) zamocować przedmiot obrabiany i ustawić parametry obróbki,
6) zgłosić nauczycielowi przygotowanie tokarki do pracy
7) wykonać detal.
Wyposażenie stanowiska pracy:
–
tokarka,
–
zestaw noży tokarskich,
–
wałek stalowy
ø
20
×
80 mm,
–
katalog noży tokarskich,
–
suwmiarka,
–
dokumentacja techniczna tokarki,
–
poradnik tokarza.
Ćwiczenie 4
Przygotuj dwie próbki o grubości 8mm do spawania, zukosuj w każdej z nich jeden bok.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) znaleźć w tabelach parametry ukosowania dla blach o podanych grubościach,
2) zapoznać się z budową frezarki,
Φ
16
Φ
10
50
25
16
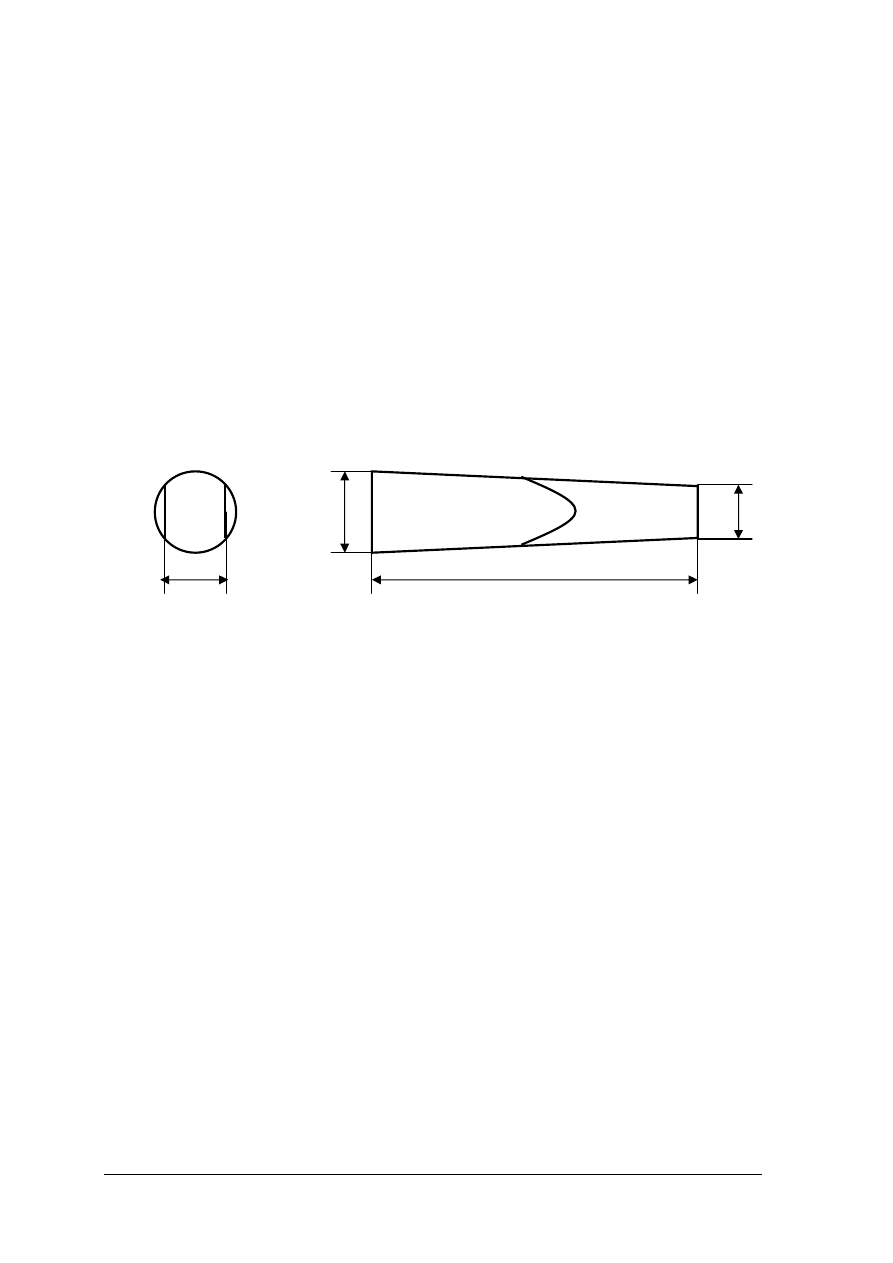
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
3) umocować blachę przeznaczoną do ukosowania na stole roboczym,
4) dobrać i zamontować frez,
5) zukosować obie blachy,
6) sprawdzić jakość wykonanej pracy.
Wyposażenie stanowiska pracy:
−
frezarka uniwersalna,
−
zestaw frezów,
−
imaki ślusarskie,
−
suwmiarka,
−
próbki blachy grubości 8 i 10 mm,
−
dokumentacja techniczna frezarki,
−
środki ochrony osobistej.
Ćwiczenie 5
Wykonaj rękojeść zgodnie z rysunkiem zamieszczonym poniżej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić kolejność wykonywania poszczególnych czynności,
2) określić rodzaj materiału, jaki otrzymałeś od nauczyciela,
3) dobrać odpowiedni frez,
4) dobrać parametry frezowania,
5) dobrać odpowiednie noże tokarskie,
6) dobrać parametry toczenia,
7) określić metody mocowania elementów na tokarce i frezarce,
8) wykonać element.
Wyposażenie stanowiska pracy:
−
frezarka uniwersalna,
−
tokarka uniwersalna
−
zestaw frezów i noży tokarskich,
−
imaki ślusarskie,
−
wałek o średnicy
ø
30
×
100 mm,
−
suwmiarka,
−
Poradnik tokarza lub poradnik mechanika,
−
środki ochrony osobistej.
75
25
15
20

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dobierać parametry skrawania?
2) dobierać narzędzia skrawające?
3) toczyć stożki i walce?
4) frezować rowki i płaszczyzny?
5) dobierać środki ochrony indywidualnej?
6) czyścić i konserwować obrabiarki po zakończonej pracy?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 pytań i sprawdza Twoje wiadomości z zakresu obróbki ręcznej
i mechanicznej.
5. Tylko jedna odpowiedź do każdego pytania jest prawidłowa.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Skreśl prawidłową
odpowiedź.
7. Jeżeli się pomylisz, błędną odpowiedź weź w kółko i skreśl odpowiedź prawidłową.
Jeżeli skreślisz więcej niż jedną odpowiedź do jednego pytania, nie zostanie one
ocenione.
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, odłóż jego rozwiązanie
na później; wrócisz do niego, gdy zostanie Ci wolny czas.
10. Na rozwiązanie testu masz 45 minut.
Powodzenia!
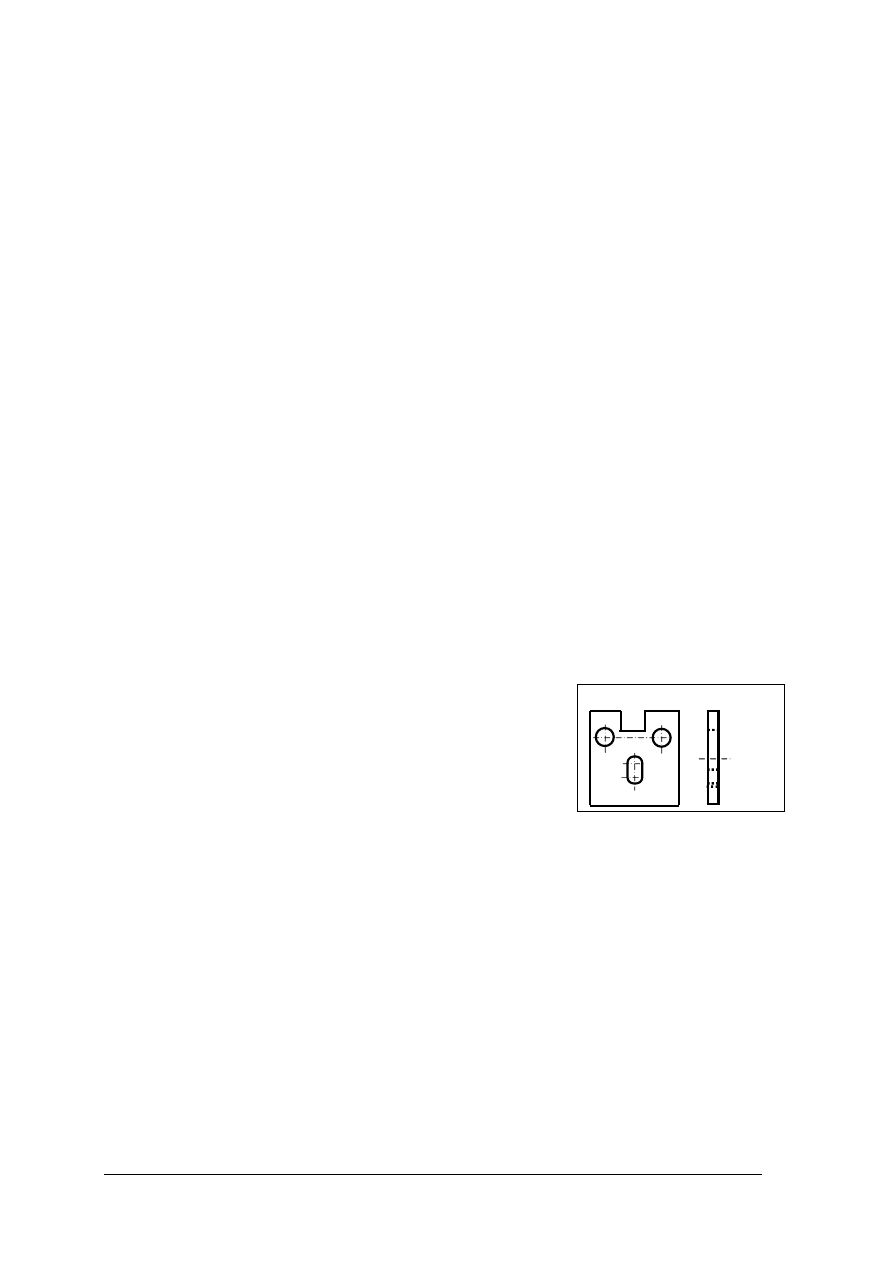
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
ZESTAW ZADAŃ TESTOWYCH
1. Podczas wykonywania jakich operacji nie wolno stosować rękawic ochronnych
a) piłowanie płaszczyzn.
b) przecinanie piłką do metalu.
c) gięcie blach.
d) wiercenie na wiertarce.
2. Odpady powstające przy pracach ślusarskich powinny być składowane w następujący
sposób
a) osobne pojemniki na metale, papier, zaoliwione czyściwo i pozostałe odpady.
b) wystarczy pojemnik na metale i pozostałe odpady.
c) osobne pojemniki na każdy metal, papier, zaoliwione czyściwo, czyste czyściwo
i pozostałe odpady.
d) wystarczy jeden pojemnik, który na końcu zostaje opróżniony, a odpady
posegregowane.
3. Przyporządkuj narzędzia operacjom obróbki ręcznej
1. pilnik, 2. piłka do metalu, 3. rysik, 4. wiertło, 5. gwintownik
I) gięcie, II) prostowanie, III) wiercenie, IV) gwintowanie, V) przecinanie,
VI) trasowanie, VII) piłowanie, VIII) rysowanie,
a) 1 – I,
2 – VII,
3 – VIII,
4 –III,
5 – IV,
b) 1 – VII,
2 – V,
3 – VI,
4 - III,
5 – IV,
c) 1 – VII,
2 – V,
3 – VI,
4 - III,
5 – IV,
d) 1 – VII,
2 – V,
3 – VIII,
4 - III,
5 – IV.
4. Kolejność wykonania detalu z rysunku powinna być następująca
a) piłowanie
zgrubne
powierzchni
zewnętrznych,
wiercenie, rozwiercanie, wypiłowywanie.
b) piłowanie
zgrubne,
piłowanie
wykańczające,
wiercenie.
c) trasowanie, piłowanie powierzchni zewnętrznych,
wiercenie, piłowanie powierzchni wewnętrznych.
d) trasowanie,
piłowanie,
wiercenie,
rozwiercanie,
wycinanie.
5. Operacja polegająca na powiększaniu średnicy istniejącego otworu nazywa się
a) poszerzaniem.
b) rozwiercaniem.
c) pogłębianiem.
d) powiercaniem.
6. Aby połączyć dwie blachy o grubości po 5 mm wkrętem z łbem stożkowym należy
wykonać następujące operacje
a) wiercenie, gwintowanie, wkręcenie wkręta.
b) wiercenie, powiercanie górnej blachy i jej nagwintowanie, wkręcenie wkręta.
c) wiercenie, powiercanie górnej blachy, nagwintowanie dolnej blachy, wkręcenie
wkręta.
d) wiercenie, powiercanie górnej blachy, pogłębienie otworu w górnej blasze,
nagwintowanie dolnej blachy, wkręcenie wkręta.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
7. Dobierając wiertło do wykonania otworu pod gwint jego średnicę określamy
w następujący sposób
a) obliczamy ze wzoru.
b) odczytujemy z napisu na gwintowniku.
c) mierzymy średnice gwintownika.
d) odczytujemy z tablic zamieszczonych w poradnikach.
8. Do prostowania kształtowników metalowych wykonanych ze stali hartowanych używa
się
a) młotków.
b) młotów pneumatycznych.
c) prasy mimośrodowej.
d) elementów hartowanych się nie prostuje.
9. Radełkowanie jest to
a) wyciskania drobnych rowków na powierzchni obrabianego elementu.
b) cięcie prętów na tokarce.
c) frezowanie drobnych rowków na elementach o przekroju okrągłym.
d) wykonanie połączenia wpustowego.
10. Wskaż jakie chwyty nie występują wśród wierteł
a) SDS.
b) walcowy.
c) stożkowy.
d) mimośrodowy.
11. Sprawdzenie jakości wykonanego detalu możemy przeprowadzić w następujący sposób
a) porównując wzrokowo wykonany detal z wzorcem.
b) porównując wzrokowo wykonany detal z rysunkiem.
c) wykonując pomiary narzędziami pomiarowymi i porównując je z wymiarami
określonymi na rysunku.
d) wykonując pomiary mikrometrem mierzącym z dokładnością do 0,01 mm.
12. Wskaż operacje, które można wykonywać na tokarkach
a) toczenie, frezowanie, wiercenie, rozwiercanie.
b) toczenie, wiercenie, pogłębianie, rozwiercanie.
c) toczenie, wiercenie, szlifowanie, rozwiercanie.
d) toczenie, pogłębianie, rozwiercanie, ścinanie.
13. Parametr obróbki określający o ile przesunie się nóż tokarski podczas jednego obrotu
przedmiotu obrabianego nazywamy
a) głębokością toczenia.
b) szybkością przesuwu.
c) posuwem.
d) wydajnością toczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
14. Na tokarce bardzo długie przedmioty mocuje się
a) w uchwycie trójszczękowym.
b) w uchwycie trójszczękowym z podparciem kłem.
c) w kłach.
d) w uchwycie trójszczękowym i dwóch kłach.
15. Wskaż rodzaje operacji, które można wykonywać na frezarkach
a) frezowanie płaszczyzn, frezowanie rowków, frezowanie gwintów.
b) frezowanie płaszczyzn, frezowanie rowków, frezowanie nakiełków.
c) frezowanie płaszczyzn, frezowanie rowków na wpusty, frezowanie rozwierconych
otworów.
d) frezowanie rowków, frezowanie powierzchni kształtowych, frezowanie czopów pod
łożyska toczne.
16. Wskaż rodzaje operacji które można wykonywać na szlifierkach
a) szlifowanie płaszczyzn, szlifowanie wałków, szlifowanie pogłębień.
b) szlifowanie płaszczyzn, szlifowanie wałków, szlifowanie spawów.
c) szlifowanie wałków krótkich, szlifowanie wałków długich, szlifowanie rozwierceń.
d) szlifowanie wałków, szlifowanie otworów, szlifowanie płaszczyzn.
17. Jak się nazywa przekładnia zwiększająca obroty wrzeciona uruchamiana ręcznie
a) odboczka.
b) przyśpiesznik.
c) przekładnik.
d) opóźniacz.
18. Kąt wierzchołkowy zarysu gwintu metrycznego wynosi
a) 50
o
.
b) 40
o
.
c) 60
o
.
d) 90
o
.
19. Do wykonywania gwintów zewnętrznych na tokarkach stosuje się
a) przecinaki.
b) noże boczne.
c) noże do nacinania gwintów.
d) noże boczno-czołowe.
20. Pogłębiacze służą do
a) pogłębienia otworów przy braku wierteł odpowiedniej długości.
b) wpuszczenia łbów lub śrub w materiał.
c) pogłębiania śladów punktaka po trasowaniu w celu lepszego uwidocznienia punktu.
d) pogłębiania punktów punktaka po trasowaniu w celu lepszego prowadzenia wiertła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie prac z zakresu obróbki ręcznej i mechanicznej skrawaniem
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
6. LITERATURA
1. Bernaciak A.: Przedsiębiorstwa wobec wymagań ochrony środowiska. Wydawnictwo
„Salamandra”, Poznań 2000
2. Dretkiewicz-Więch J.: Materiałoznawstwo. OBRPNiSS, Warszawa 1993
3. Dretkiewicz-Więch J.: Technologia mechaniczna. Techniki wytwarzania. WSiP,
Warszawa 2000
4. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP,
Warszawa 2006
5. Hansen A.: Bezpieczeństwo i higiena pracy. WSiP, Warszawa 1998
6. Malinowski J., Jakubiec W.: Tolerancje i pasowania w budowie maszyn. WSiP,
Warszawa 1998
7. Mały poradnik mechanika. WNT, Warszawa 1999
8. Paprocki K.: Rysunek techniczny. WSiP, Warszawa1999
9. Rączkowski B.: Bezpieczeństwa i higieny pracy w praktyce. ODDK, Gdańsk 2002
10. Schmid D., Baumann A., Kaufmann H., Paezold H., Zippel B.: Mechatronika. REA,
Warszawa 2002
11. Siuta W.: Mechanika techniczna. WSiP, Warszawa 2000
12. Wojtkun F., Bukała W.: Materiałoznawstwo część 1 i 2. WSiP, Warszawa 1999
13. http://wikipedia.pl
Wyszukiwarka
Podobne podstrony:
monter kadlubow okretowych 721[02] o1 06 u
monter kadlubow okretowych 721[02] o1 06 n
monter kadlubow okretowych 721[02] o1 03 n
monter kadlubow okretowych 721[02] o1 07 u
monter kadlubow okretowych 721[02] o1 07 n
monter kadlubow okretowych 721[02] o1 04 n
monter kadlubow okretowych 721[02] z1 06 n
monter kadlubow okretowych 721[02] o1 03 u
monter kadlubow okretowych 721[02] z1 06 u
monter kadlubow okretowych 721[02] o1 01 u
monter kadlubow okretowych 721[02] o1 05 n
monter kadlubow okretowych 721[02] o1 02 n
monter kadlubow okretowych 721[02] o1 05 u
monter kadlubow okretowych 721[02] o1 01 n
monter kadlubow okretowych 721[02] o1 03 n
monter kadlubow okretowych 721[02] o1 07 u
monter kadlubow okretowych 721[02] o1 07 u
monter kadlubow okretowych 721[02] o1 01 n
więcej podobnych podstron