1
/ 2 0 1 2
53
T E C H N I K A
D E N T Y S T Y C Z N A
Fizykochemiczne
podstawy lutowania
w technice dentystycznej
uzyskanie trwałej adhezji. Jeżeli
jednak pomiędzy te powierzchnie
zostanie wprowadzona cienka war-
stwa substancji płynnej, która wy-
pełni istniejące nierówności, nastąpi
silne przyleganie tych powierzchni
do siebie. Substancja taka powinna
mieć łatwość wpływania do istnieją-
cych mikrozagłębień. Cecha ta nosi
nazwę zdolności zwilżania i im jest
ona większa, tym silniejsza adhezja
pomiędzy zwilżoną powierzchnią
a substancją.
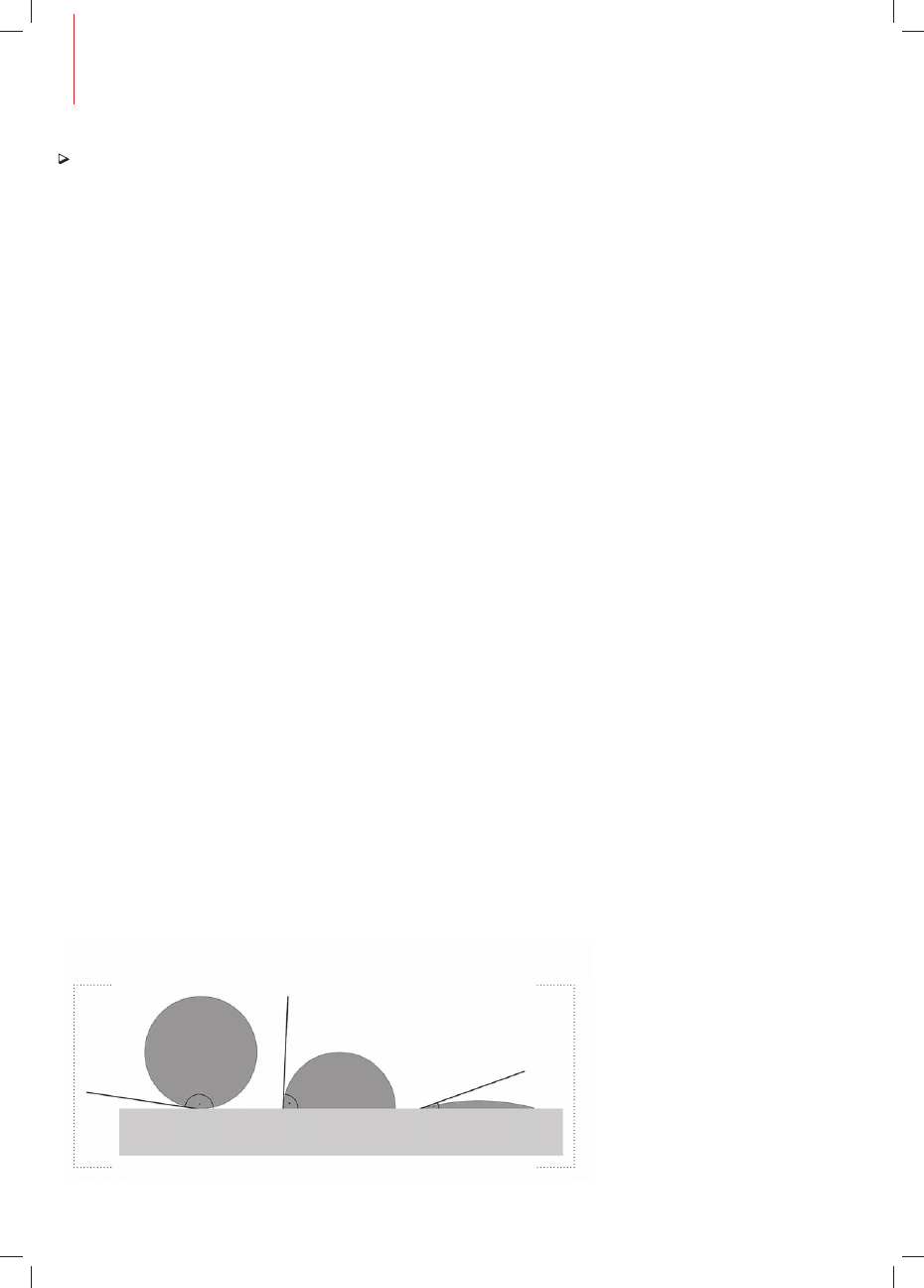
Zdolność płynu do zwilżania mie-
rzy się za pomocą kąta zwilżania (kąt
kontaktu), którym jest kąt utworzony
pomiędzy kroplą substancji zwilżają-
cej a zwilżaną powierzchnią (rys. 1)
(2). Jeżeli przyciąganie pomiędzy czą-
steczkami płynu zwilżającego a po-
wierzchnią, na której się znajduje,
jest niewielkie, płyn ma tendencję
do tworzenia kropli, a tworzący się
pomiędzy płynem a powierzchnią kąt
jest bardzo duży. Natomiast gdy wza-
jemne przyciąganie jest duże, płyn
łatwo rozpływa się po powierzchni,
a kąt zwilżania zmniejsza się. Sub-
stancja o idealnych właściwościach
adhezyjnych powinna tworzyć tak
Proces lutowania składa się z kilku
etapów, do których należą: ukształ-
towanie i oczyszczanie łączonych po-
wierzchni, nagrzanie ich do tempera-
tury bliskiej temperaturze topnienia
lutu, nałożenie topnika, stopienie
lutowia i wprowadzenie go pomię-
dzy łączone elementy, co prowadzi
do wzajemnej dyfuzji łączonych me-
tali oraz ciekłego lutu, a następnie
schłodzenie i skrzepnięcie lutowi-
ny (1). W praktyce powyższe etapy
z reguły wzajemnie się zazębiają,
a niektóre z nich przebiegają wręcz
równocześnie, jak na przykład na-
grzewanie metalowych elementów
i topienie lutu. Zadowalająca jakość
i trwałość połączenia są w tym przy-
padku uzależnione nie tylko od odpo-
wiednio dobranej dla danego metalu
temperatury oraz użycia właściwe-
go lutowia, lecz przede wszystkim
od zdolności dokładnego przylega-
nia lutu do łączonych powierzchni
(1). Po przyłożeniu do siebie dwóch
idealnie gładkich powierzchni kon-
taktują się one mikroskopowo tylko
wystającymi cząsteczkami, co unie-
możliwia bezpośredni kontakt po-
zostałych cząsteczek, a tym samym
TITLE
Soldering in dental technology
and the physical-chemical process
involved
SŁOWA KLUCZOWE
lutowanie,
adhezja, energia powierzchni
STRESZCZENIE
Proces lutowania
składa się z kilku etapów. Zadowalająca
jakość oraz trwałość połączenia
są w tym przypadku uzależnione
od wielu czynników.
KEY WORDS
soldering, adhesion,
surface energy
SUMMARY
The soldering process
involves steps which in many cases.
In order to achieve satisfactory results
and create a durable soldered joint
it is important that the procedure
be performed.
mgr inż. Arkadiusz Kubik
1
, dr hab. n, med. Mariusz Pryliński
2
, prof. dr hab. med. Honorata Shaw
3
L
utowanie jest procesem
polegającym na łączeniu
metali lub ich stopów
za pomocą lutowia, którego
temperatura topnienia
jest niższa od temperatury
łączonych elementów.
N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
54
T E C H N I K A
D E N T Y S T Y C Z N A
cienką warstwę, że kąt zwilżania jest
bliski zeru (3, 4). Na zdolność zwil-
żania ma również wpływ energia po-
wierzchni, która jest spowodowana
różnicą pomiędzy siłami przyciągania
atomów wewnątrz ciała stałego, gdzie
to przyciąganie jest wzajemne, a tym
samym zrównoważone we wszyst-
kich kierunkach, a siłami przyciąga-
nia atomów znajdujących się na po-
wierzchni, które są przyciągane tylko
przez atomy z nimi sąsiadujące i znaj-
dujące się pod nimi (3, 5). Ze względu
na fakt, że nic nie równoważy ich sił
przyciągania skierowanych na ze-
wnątrz, ta niezrównoważona energia
tworzy energię powierzchni (5).
Na energię powierzchni wpływ
ma również obecność czynnych grup
chemicznych oraz budowa kryszta-
łów tworzących siatkę przestrzenną
określonego ciała stałego. Im wyższa
jest energia, tym łatwiejsze jest zwil-
żanie powierzchni, a co za tym idzie
uzyskanie zadowalającej adhezji. Sku-
teczność zwilżania zależy również
od czystości zwilżanej powierzchni
oraz lepkości i napięcia powierzch-
niowego substancji zwilżającej.
Te dwa ostatnie elementy wpływają
w sposób bezpośredni na zdolność
wpływania substancji zwilżającej
do mikroretencyjnych zagłębień po-
wierzchni (3, 5).
Roztopione metale oraz stopy
metali charakteryzują się różnymi
wartościami napięcia powierzch-
niowego. Pierwiastki, takie jak sód,
bizmut i ołów, zmniejszają napięcie
powierzchniowe lutów na osnowie
cyny, natomiast miedź, kadm, man-
gan, cynk i aluminium je zwiększają.
W przypadku lutów na bazie ołowiu
zmniejszenie napięcia powierzchnio-
wego powodują sód, bizmut, potas
i wapń.
W procesie lutowania niezwykle
istotne znaczenie ma lejność lutu,
czyli zdolność wypełniania drobnych
szczelin pod wpływem działania siły
ciężkości. Lejność ciekłego metalu
jest uzależniona od różnicy wielko-
ści pomiędzy początkową i końcową
temperaturą krzepnięcia. Im większa
jest ta różnica, tym gorsza lejność
metalu. Dlatego też lutowia powinny
mieć możliwie mały zakres różnic po-
między omawianymi wartościami, jak
to ma miejsce w przypadku czystych
metali lub stopów eutektycznych (6).
D
YFUZJA
Ważną rolę odgrywa również zjawi-
sko dyfuzji, występujące pomiędzy
ciekłym lutem i metalem, polegają-
ce na przemieszczaniu się atomów
będących składnikami lutu w głąb
łączonych metali i odwrotnie. Wielko-
ścią charakterystyczną dla procesów
dyfuzyjnych jest tzw. współczynnik
dyfuzji, który określa masę metalu
w gramach, jaka podlega dyfuzji
w ciągu 1 s przez 1 cm² powierzch-
ni. Współczynnik ten zależy głów-
nie od temperatury i staje się coraz
wyższy wraz z jej przyrostem. Jednak
nadmierne podwyższenie tempera-
tury może prowadzić do nadtopienia
lutowanych krawędzi i silnego utle-
niania płynnego lutu. Dlatego też dla
każdego rodzaju lutowia określona
jest optymalna temperatura lutowa-
nia, w której dyfuzja jest zadowalają-
ca, a niekorzystne zjawiska uboczne
jeszcze nie mają miejsca (7).
S
WOBODNE
PŁYNIĘCIE
Kolejnym ważnym elementem w pro-
cesie lutowania jest swobodne płynię-
cie, które jest powiązane z napięciem
powierzchniowym roztopionego lu-
towia. Oba te parametry kontrolu-
ją działanie kapilarne, co sprawia,
że roztopiony metal penetruje drobne
szczeliny pomiędzy łączonymi ele-
mentami. Lutowia o niższej próbie
są bardziej płynne w stanie stopio-
nym niż lutowia o wyższej próbie
z powodu mniejszej zawartości złota
oraz obecności małych ilości metali
stapiających, takich jak cyna i cynk.
Z tego też względu do łączenia okre-
ślonych elementów aparatów orto-
dontycznych korzystniejsze wydają
się być lutowia o niższej próbie, po-
nieważ szybciej i swobodniej zapły-
wają do dostępnych obszarów.
1
Studium Doktoranckie,
Zakład Technik i Technologii Dentystycznych
Uniwersytetu Medycznego
im. K. Marcinkowskiego w Poznaniu
2
Zakład Technik i Technologii Dentystycznych
Uniwersytetu Medycznego
im. K. Marcinkowskiego w Poznaniu
3
Emerytowany profesor
Uniwersytetu Medycznego
im. K. Marcinkowskiego w Poznaniu
Piśmiennictwo
1. Anusavice K.: Skinner’s science of dental ma-
terials. 11
th
. PA, W.B. Saunders, Philadelphia
2003.
2. Jaroszyk F.: Biofizyka. PZWL, Warszawa
2008.
3. Limanowska H.: Adhezja tkanek zęba i ma-
teriałów dentystycznych oraz warunki jej
uzyskania. „Pozn. Stom.”, 1991, 75-80.
4. Newman G.E.: Adhesion and orthodontic
plastic attachments. „Am. J. Orthod.”, 1969,
56, 573-588.
5. Pryliński M.: Mosty adhezyjne oparte
na wkładach koronowych. Elamed, Katowice
2010.
6. Radomski T., Ciszewski A.: Lutowanie.
„NTD”, 1979, 5, 63.
7. Ciszewski A., Radomski T., Szumer A.: Ma-
teriałoznawstwo. OWPW, Warszawa 2003.
Rys. 1. Różne kąty zwilżania pomiędzy płynem a ciałem stałym
ry
s. autor
ów
Document Outline
Wyszukiwarka
Podobne podstrony:
technik artykul 2012 01 34875
technik artykul 2012 01 34868
technik artykul 2012 01 34855
technik artykul 2012 01 34874
technik artykul 2012 01 34862
technik artykul 2012 01 34871
technik artykul 2012 01 34873
technik artykul 2012 01 34859
technik artykul 2012 01 34870
technik artykul 2012 01 34877
technik artykul 2012 01 34878
technik artykul 2012 01 34872
technik artykul 2012 01 34869
technik artykul 2010 01 28279
technik artykul 2011 01 31484
technik artykul 2012 06 37650
technik artykul 2010 01 28265
technik artykul 2012 03 36009
technik artykul 2010 01 28273
więcej podobnych podstron