1
ZARZĄDZANIE PRODUKCJĄ I
USŁUGAMI I
BELKA POPRZECZNA MSP.B 3 W TYŁ
2
ZADANIA DO REALIZACJI W PROJEKCIE:
1.
Sporządzić tabele MRP zawierające ilości elementów zakupowych, terminy planowanych dostaw dla
wszystkich elementów składowych wchodzących w skład struktury produktu oraz stany magazynowe
po zakończeniu realizacji zlecenia produkcyjnego.
2.
Wyznaczyć poniesione przez zakład koszty na realizację zlecenia.
DANE PROJEKTOWE:
1. Prezentacja przedsiębiorstwa
Dane do projektu zostały znacząco uproszczone i częściowo dostosowane do potrzeb
projektu, a pochodzą z zakładu produkującego m.in. ramy wózków do różnego typu pojazdów takich jak
wagony, lokomotywy, tramwaje i inne. Z uwagi na czasochłonne przezbrojenie, rozmiary produktów i
stanowisk pracy, produkcja poszczególnych typów ram odbywa się na wydzielonych liniach
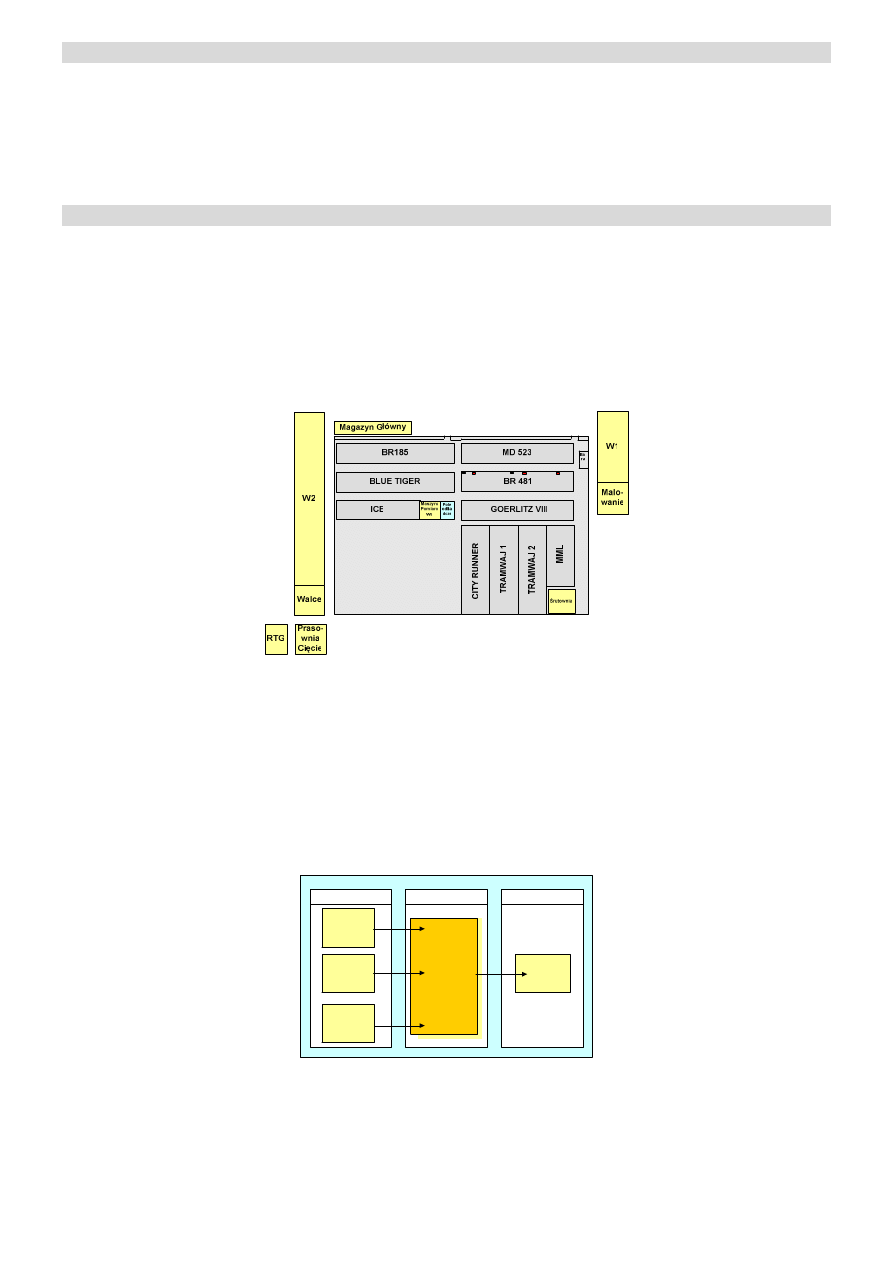
produkcyjnych (nawach hali). Na Rysunek 1 przedstawiono ogólny schemat Zakładu.
Rysunek 1. Ogólny plan sytuacyjny Zakładu Wózków z zaznaczonymi operacjami zewnętrznymi
W trakcie procesu produkcyjnego wyroby lub ich elementy składowe kilkakrotnie wywożone są
na zewnątrz hali na operacje zewnętrzne lub do kooperacji. Transport elementów wewnątrz naw odbywa
się za pomocą suwnic, a poza nimi za pomocą wózków.
Wejścia do systemu produkcyjnego to m.in. zamówienia klienta, blachy i komponenty
dostarczane od dostawców i kooperantów, wyjściami są natomiast wyroby gotowe, poddawane kontroli
jakości. Schemat systemu produkcyjnego analizowanego przedsiębiorstwa przedstawia Rysunek 2.
System produkcyjny
[T]
Proces
produkcyjny
[WE]
Klient
Dostawcy
blach
zamówienia
blachy
elementy
do produkcji
Kooperanci
[WY]
Kontrola
jako
ś
ci
wyroby
gotowe
Rysunek 2 Schemat systemu produkcyjnego analizowanego przedsiębiorstwa
Z uwagi na specyfikę produktów z klientami podpisywane są długoterminowe umowy, w
oparciu o które sporządzany jest plan sprzedaży. Jest on podstawą do planowania produkcji, dostaw blach
i innych komponentów oraz podpisywania umów z kooperantami.
3
Również zamówienia na blachy wysyłane są na podstawie długoterminowych umów z hutami.
Czas realizacji zamówienia jest różny. Wszystkie elementy zakupowe oraz wyroby gotowe dostarczane są
do magazynu głównego.
2. Prezentacja wyrobu.
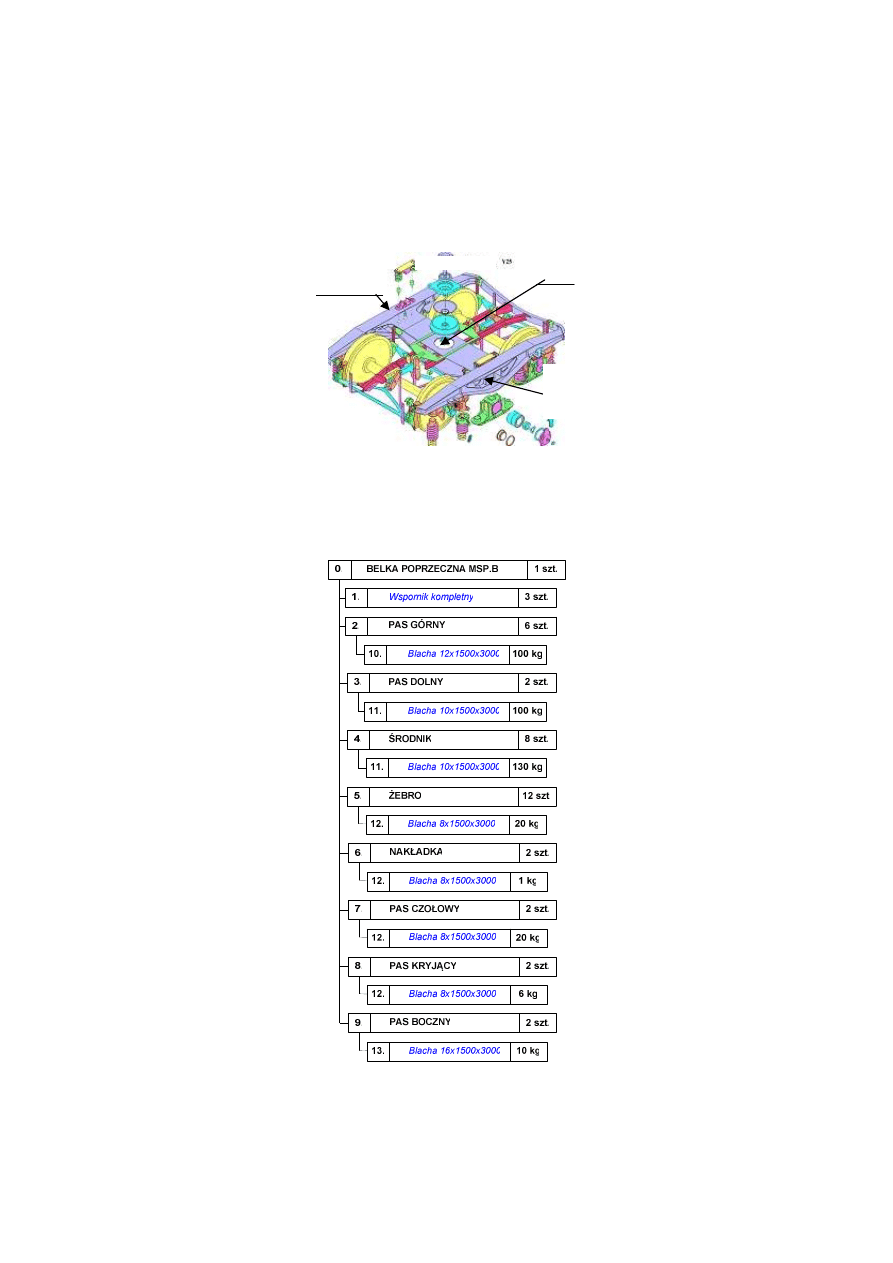
Rama BR 481 wózka tocznego jest jednym z wyrobów produkowanych w analizowanym
zakładzie. Główne elementy składowe ramy to: podłużnica MSP_A, podłużnica MSP_B oraz belka
poprzeczna MSP_A. Budowę wózka przedstawia Rysunek 3.
Rysunek 3. Wózek toczny z ramą BR 481
3. Struktura wyrobu
Elementy zakupowe oznaczone są na Rysunek 4 struktury produktowej pochyloną czcionką, natomiast
elementy produkowane czcionką pogrubioną.
Rysunek 4. Struktura belki poprzecznej MSP_B
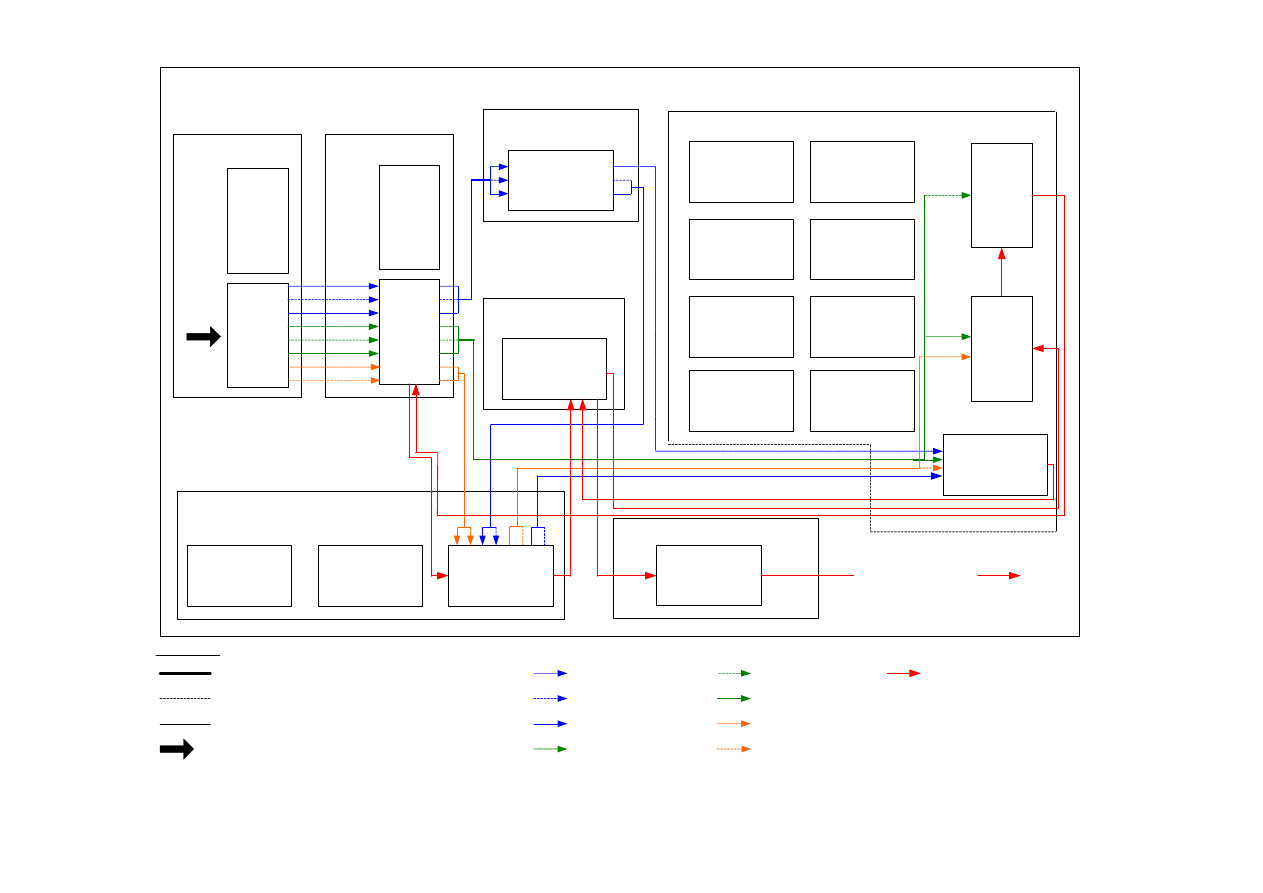
3. Struktura wydziału produkcyjnego
Wydział produkcyjny i przykładowe marszruty przedstawiono na Rysunek 5
Podłużnica
MSP_A
Belka poprzeczna
MSP_A
Podłużnica MSP_B
4
WYDZIAŁ PRODUKCJI RAMY WÓZKA BR 481
Wydział produkcyjny
Legenda:
Komórka 1.1
1
.1
.2
W
y
c
in
a
rk
a
2
1
.1
.1
W
y
c
in
a
rk
a
1
Komórka 1.2
1
.2
.2
Ś
lu
s
a
rz
p
ro
d
2
1
.2
.1
Ś
lu
s
a
rz
p
ro
d
.
1
Komórka 1.3
1.3.1
Walce
prostuj
ą
ce
Komórka 1.5
1.5.1
Ś
rutownica
1.4.4
Półautomat
spawalniczy 4
1.4.5
Półautomat
spawalniczy 5
1.4.8
Półautomat
spawalniczy 8
1.4.9
Półautomat
spawalniczy 9
1.4.6
Półautomat
spawalniczy 6
1.4.7
Półautomat
spawalniczy 7
1.4.10
Półautomat
spawalniczy 10
1.4.11
Półautomat
spawalniczy 11
1
.4
.3
P
ó
ła
u
to
m
a
t
s
p
a
w
a
ln
ic
z
y
3
1
.4
.2
P
ó
ła
u
to
m
a
t
s
p
a
w
a
ln
ic
z
y
2
1.4.1
Półautomat
spawalniczy 1
Komórka 1.4
Komórka 1.6
1.6.2
Frezarko-
wiertarka 2
1.6.3
Frezarko-
wiertarka 3
1.6.1
Frezarko-
wiertarka 1
Komórka 1.7
1.7.1
Frezarko-
wiertarka 1
Komórka produkcyjna
Gniazdo produkcyjne
Ź
ródło materiałów z magazynu głównego
Pas dolny
Ś
rodnik
Pas górny
Pas kryj
ą
cy
Pas czołowy
Nakładka
Pas boczny
Ż
ebro
Do magazynu
wyrobów gotowych
Belka poprzeczna MSP.A
Rysunek 5. Layout wydziału produkcyjnego ramy wózka BR 481, przykładowy przepływ 1 elementu belki poprzecznej MSP.A
5
4.
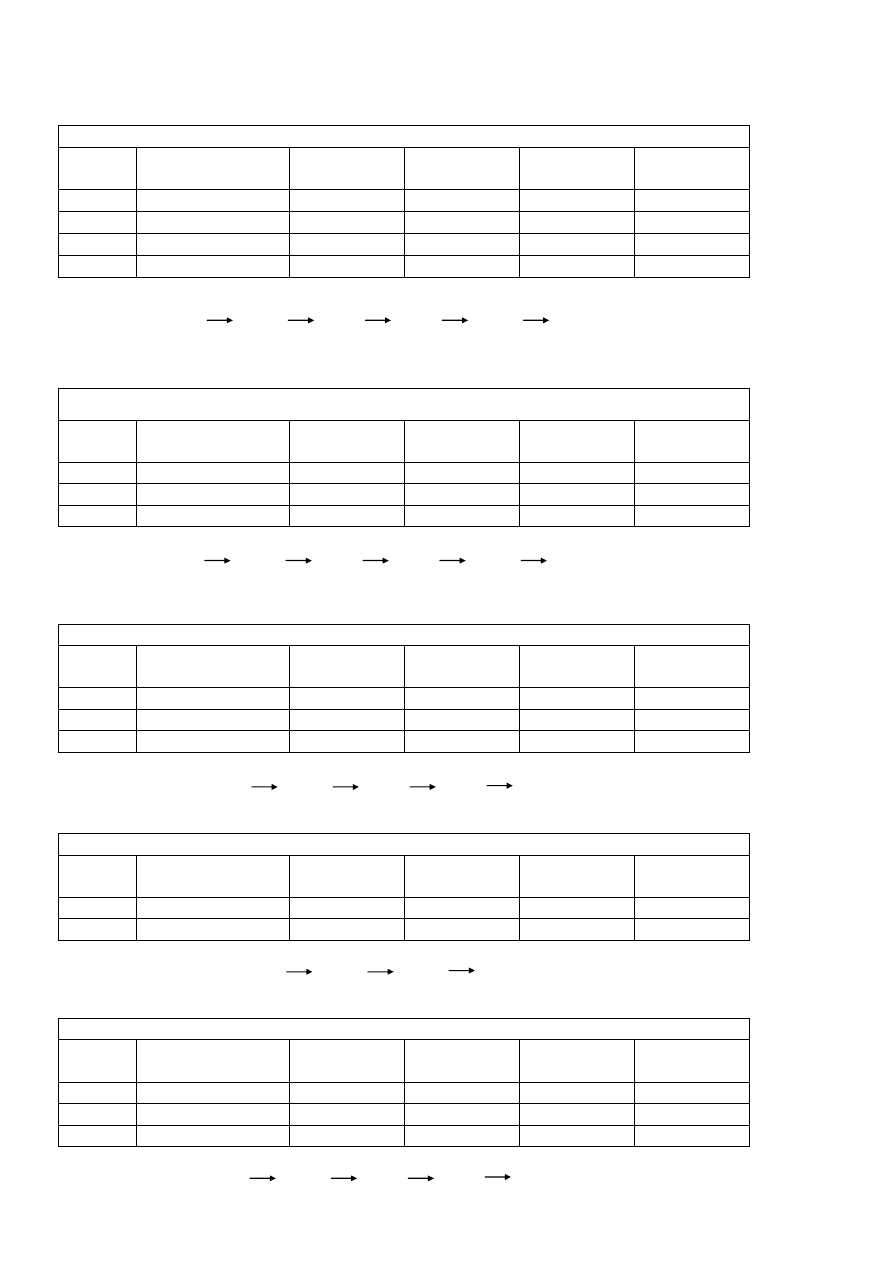
Operacje technologiczne dla poszczególnych elementów:
Tabela 1. Operacje technologiczne dla pasa dolnego
Pas dolny
Nr oper.
Operacja
Nr gniazda.
prod.
jednostka
T
pz
[godz.]
T
i
[godz.]
10
Cięcie
1.1.1
godz./jedn.
0
0,2
20
Szlifowanie
1.2.1
godz./jedn.
0
0,3
25
Prostowanie
1.3.1
godz./jedn.
1
0,1
30
Wiercenie
1.6.1
godz./jedn.
1
0,4
Tabela 3. Operacje technologiczne dla środnika
Ś
rodnik
Nr oper.
Operacja
Nr gniazda.
prod.
Jednostka
T
pz
[godz.]
T
i
[godz.]
10
Cięcie
1.1.1
godz./jedn.
0
0,2
20
Szlifowanie
1.2.1
godz./jedn.
0
0,2
30
Prostowanie
1.3.1
godz./jedn.
1
0,1
Tabela 4. Operacje technologiczne dla żebra
Ż
ebro
Nr oper.
Operacja
Nr gniazda.
prod.
Jednostka
T
pz
[godz.]
T
i
[godz.]
10
Cięcie
1.1.1
godz./jedn.
0
0,1
20
Szlifowanie
1.2.1
godz./jedn.
3
0,3
30
Frezowanie
1.6.1
godz./jedn.
1
0,1
Tabela 5. Operacje technologiczne dla nakładki
Nakładka
Nr oper.
Operacja
Nr gniazda.
prod.
Jednostka
T
pz
[godz.]
T
i
[godz.]
10
Cięcie
1.1.1
godz./jedn.
0
0,2
20
Szlifowanie
1.2.1
godz./jedn.
0
0,1
Tabela 6. Operacje technologiczne dla pasa bocznego
Pas boczny
Nr oper.
Operacja
Nr gniazda.
prod.
Jednostka
T
pz
[godz.]
T
i
[godz.]
10
Cięcie
1.1.1
godz./jedn.
0
0,2
20
Szlifowanie
1.2.1
godz./jedn.
0
0,1
30
Frezowanie
1.6.1
godz./jedn.
1
0,1
Magazyn
główny
1.1.1
1.1.2
1.2.1
1.2.2
1.3.1
1.6.1
1.6.2
1.6.3
Magazyn
przystanowiskowy
Magazyn
główny
1.1.1
1.1.2
1.2.1
1.2.2
1.3.1
1.2.1
1.2.2
Magazyn
przystanowiskowy
Magazyn
główny
1.1.1
1.1.2
1.2.1
1.2.2
1.6.1
1.6.2
Magazyn
przystanowiskowy
Magazyn
główny
1.1.1
1.1.2
1.2.1
1.2.2
Magazyn
przystanowiskowy
Magazyn
główny
1.1.1
1.1.2
1.2.1
1.2.2
1.6.1
1.6.2
Magazyn
przystanowiskowy
6
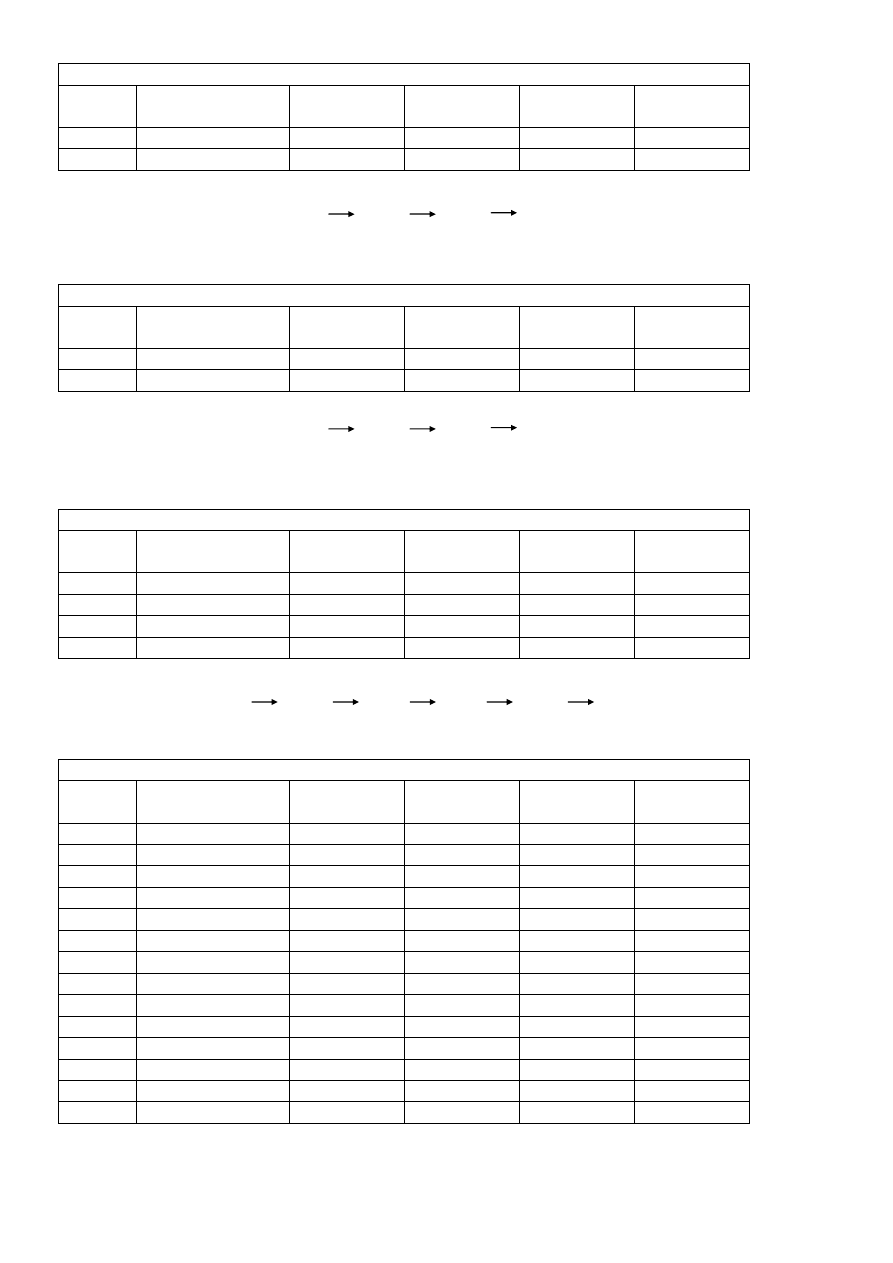
Tabela 7. Operacje technologiczne dla pasa czołowego
Pas czołowy
Nr oper.
Operacja
Nr gniazda.
prod.
Jednostka
T
pz
[godz.]
T
i
[godz.]
10
Cięcie
1.1.1
godz./jedn.
0
0,1
20
Szlifowanie
1.2.1
godz./jedn.
0
0,1
Tabela 8. Operacje technologiczne dla pasa kryjącego
Pas kryjący
Nr oper.
Operacja
Nr gniazda.
prod.
Jednostka
T
pz
[godz.]
T
i
[godz.]
10
Cięcie
1.1.1
godz./jedn.
0
0,1
20
Szlifowanie
1.2.1
godz./jedn.
0
0,1
Tabela 9. Operacje technologiczne dla pasa górnego
Pas górny
Nr
oper.
Operacja
Nr gniazda.
prod.
Jednostka
T
pz
[godz.]
T
i
[godz.]
10
Cięcie
1.1.1
godz./jedn.
0
0,3
20
Szlifowanie
1.2.1
godz./jedn.
0
0,4
25
Prostowanie
1.3.1
godz./jedn.
1
0,1
30
Wiercenie
1.6.1
godz./jedn.
1
0,3
Tabela 10. Operacje technologiczne dla belki poprzecznej MSP_A
Belka poprzeczna MSP_A
Nr oper. Operacja
Nr gniazda.
prod.
Jednostka
T
pz
[godz.]
T
i
[godz.]
10
Sczepianie
1.4.1
godz./jedn.
1
1,1
20
Spawanie
1.4.1
godz./jedn.
0
0,2
30
Spawanie
1.4.1
godz./jedn.
0
2,6
35
Ś
rutowanie
1.5.1
godz./jedn.
0
0,1
40
Sczepianie
1.4.2
godz./jedn.
1
0,7
50
Spawanie
1.4.2
godz./jedn.
0
0,1
60
Spawanie
1.4.2
godz./jedn.
0
1,9
70
Sczepianie
1.4.3
godz./jedn.
1
1,7
80
Spawanie
1.4.3
godz./jedn.
0
0,2
90
Spawanie
1.4.3
godz./jedn.
0
2,5
100
Szlifowanie
1.2.1
godz./jedn.
0
1,4
110
Frezowanie
1.6.1
godz./jedn.
1
2,2
115
Ś
rutowanie
1.5.1
godz./jedn.
0
0,2
120
Kontrola jakości
1.7.1
godz./jedn.
0
0,1
Magazyn
główny
1.1.1
1.1.2
1.2.1
1.2.2
Magazyn
przystanowiskowy
Magazyn
główny
1.1.1
1.1.2
1.2.1
1.2.2
Magazyn
przystanowiskowy
Magazyn
główny
1.1.1
1.1.2
1.2.1
1.2.2
1.3.1
1.6.1
1.6.2
1.6.3
Magazyn
przystanowiskowy
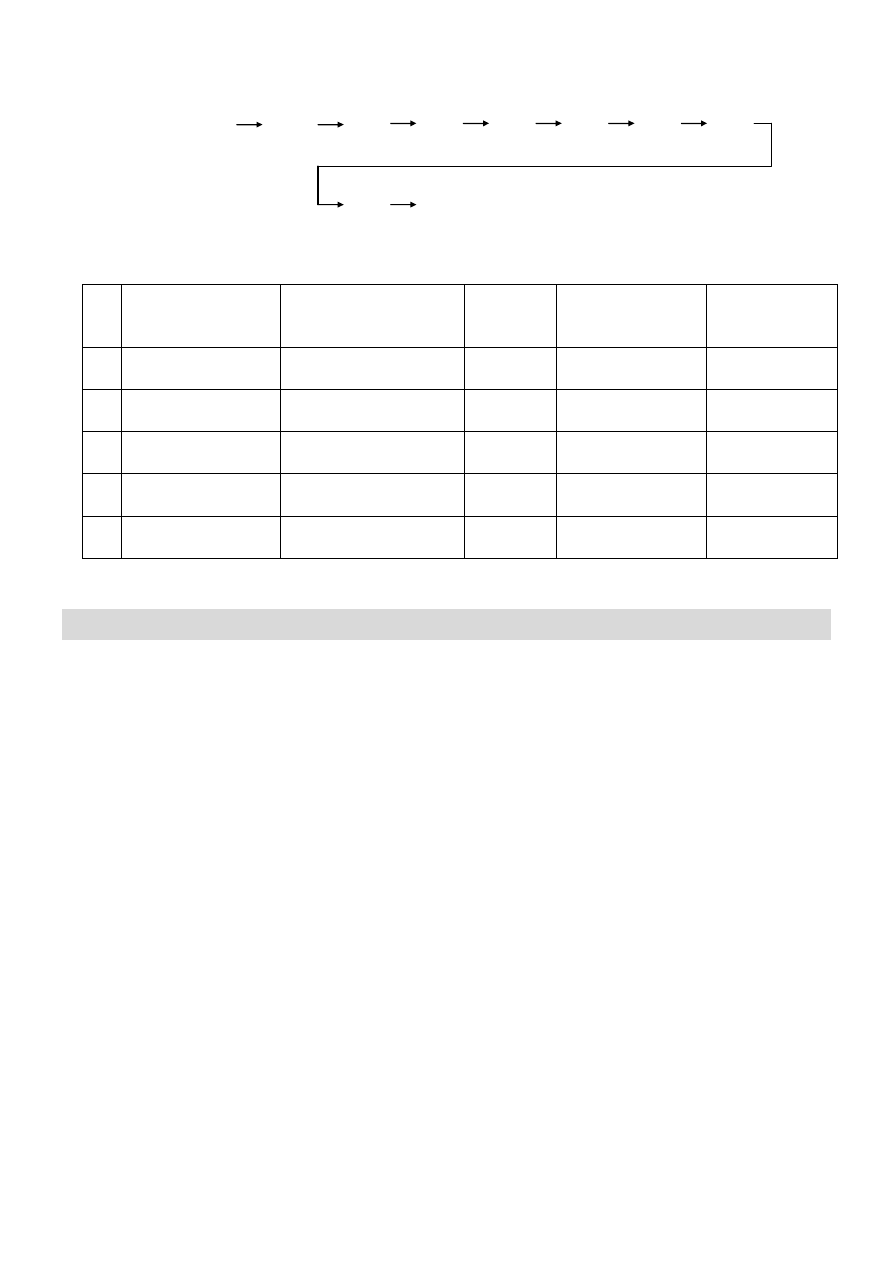
7
Tabela 1. Dane dotyczące zużywanych materiałów i podzespołów
Nr
MATERIAŁ /
PODZESPÓŁ
CZAS REALIZACJI
ZLECENIA [dni]
KOSZT
ZAKUPU
[zł]
MIN.
WIELKOŚĆ
PARTII
ZAPAS
BEZPIECZ.
1.
Wspornik
kompletny
21
150
10 szt.
15 szt.
10.
Blacha
12x1500x3000
5
59
150 kg
500 kg
11.
Blacha
10x1500x3000
7
55
100 kg
500 kg
12.
Blacha
8x1500x3000
16
50
150 kg
500 kg
13.
Blacha
16x1500x3000
5
73
50 kg
150 kg
ZAŁOŻENIA DO PRZYJĘCIA W PROJEKCIE:
1.
Wielkość zlecenia 6 sztuk. Zastosować harmonogramowanie w tył. Stany magazynowe w momencie
rozpoczęcia realizacji zlecenia wynoszą 0.
2.
Wielkość partii transportowej 3 sztuk. Pomiędzy stanowiskami oraz magazynem można
transportować tylko po 3 sztuk elementów danego rodzaju.
3.
Czasy transportu, załadunku i rozładunku pomijamy.
4.
Kalendarz produkcyjny uwzględnia ustawowe dni wolne od pracy, a zakład pracuje pięć dni w
tygodniu (poniedziałek – piątek) od godziny 7
00
do 16
00
, z przerwą obiadową pomiędzy godziną 12
00
a
13
00
. Należy przyjąć dowolną datę rozpoczęcia lub zakończenia produkcji.
5.
Na każdym stanowisku pracy pracuje jeden pracownik. Jego koszt to 25 zł/godz.
6.
Brak wad jakościowych produkowanych wyrobów oraz surowców.
7.
Przy pierwszym zamówieniu należy pokryć wielkość zapasu bezpieczeństwa.
8.
Aby rozpocząć montaż wyrobu głównego należy zgromadzić wszystkie elementy (produkowane i
zakupowe) potrzebne do produkcji 1 szt.
9.
Można wyznaczyć czasy dostępności dla pozycji zakupowych z dokładnością do 1 dnia roboczego
zaokrąglając w dół, dla pozycji produkowanych z dokładnością do 1 godziny zaokrąglając w górę.
Magazyn
przystanowiskowy
1.4.1
1.4.4
1.5.1
1.4.2
1.4.5
1.4.3
1.4.6
Magazyn wyrobów
gotowych
1.2.1
1.2.2
1.6.1
1.6.2
1.5.1
1.7.1
Wyszukiwarka
Podobne podstrony:
bp B 6 w tył
Bramki Cyfrowe zespol 8 , Robert Tracz gr 3P25
Aksjologia (gr
PRACA NA 4 RECE (aga)(1)[1]
Budżet i podatki gr A2
SEM odcinek szyjny kregoslupa gr 13 pdg 1
charakterystyka II gr kationów
13 ZACHOWANIA ZDROWOTNE gr wtorek 17;00
termoregulacja gr II
prezentacja edukacja muzyczna gr 3
Diety gr 2
Mechanizm wrzodotwórczej reakcji stresowej gr 5b wtorek
aniony charakterystyka gr III i IV ppt
MiTR Projekt 1 A B GiG III gr 1 niestacjonarne
więcej podobnych podstron