024 3
24
Naprawa samochodów Syrena
Tablica 2-10
ZNAKOWANIE GRUP SELEKCYJNYCH CIĘŻARÓW GŁÓWKI I STOPY KORBOWODU
|
Ciężar G |
Znakowanie barwił | |
|
114-:-118 |
biała | |
|
Główka |
na^-122 |
czerwona |
|
122-T-I26 |
czarna | |
|
Stopa |
147-f-150 |
biała |
|
150-:-153 |
czarna |
m.
«/
2.2.6. Korbowód
Kształt korbowodu o przekroju dwuteowym trzona otrzymuje się za pomocą odkucia ze stali 15 HGM. Otwór stopy korbowodu poddany jest nawęglaniu i hartowaniu do twardości HRC = 60-i-65. W główce korbowodu osadzono brązową tuleję ślizgową, której otwór ro/.wierco-
-*c,ał».
W zależności od wykonanego otworu, korbo-wody zostają zaszeregowane do jednej z dwóch grup selekcyjnych, znakowanych odpowiednią barwą zgodnie z tablicą 2-9.
Tablica 2-9
ZNAKOWANIE OTWORU GŁÓWKI KORBOWODU
|
Zakres średnicy olWoru giOwk! korbowodu mm |
Znakowanie barwę |
|
20,028-7-20,033 |
biała -ł- zielona |
|
20,023-^20,028 |
czerwona |
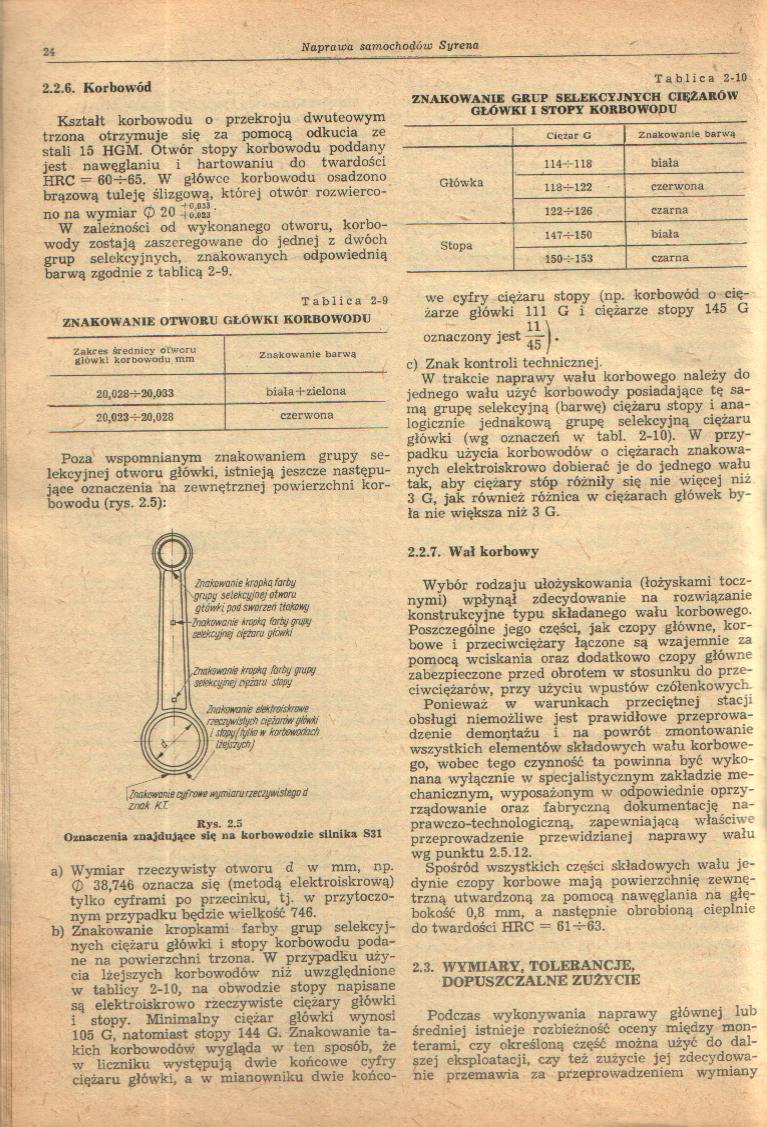
Poza wspomnianym znakowaniem grupy selekcyjnej otworu główki, istnieją jeszcze następujące oznaczenia na zewnętrznej powierzchni korbowodu (rys. 2.5):
we cyfry ciężaru stopy (np. korbowód o ciężarze główki 111 G i ciężarze stopy 145 G
oznaczony jest -
c) Znak kontroli technicznej.
W trakcie naprawy wału korbowego należy do jednego wału użyć korbowody posiadające tę samą grupę selekcyjną (barwę) ciężaru stopy i analogicznie jednakową grupę selekcyjną ciężaru główki (wg oznaczeń w tabl. 2-10). W przypadku użycia korbowodów o ciężarach znakowanych elektroiskrowo dobierać je do jednego wału tak, aby ciężary stóp różniły się nie więcej niż 3 G, jak również różnica w ciężarach główek była nic większa niż 3 G.
2.2.7. Wał korbowy
Zftakcmaie kropką farby ■grupy selekcyjnejotworu gtćwżi pobsworze* ttetowy ■foakwwsie kraphj farbygnpy selekcyjną aężsru gfórrki testowanie krofrą farby grupy setekcgpęjcężaru stopy
testowanie efektroiskrows rzrozywistyci) aęźttwgtmtii topy/tyto* kortiewodadi \ iżejsryctrj
Rys. 2.5
Oznaczenia znajdujące się na korbowodzic silnika S31
a) Wymiar rzeczywisty otworu d w mm, np.
0 38,746 oznacza się (metodą elektroiskrową) tylko cyframi po przecinku, tj. w przytoczonym przypadku będzie wielkość 746.
b) Znakowanie kropkami farby grup selekcyjnych ciężaru główki i stopy korbowodu podane na powierzchni trzona. W przypadku użycia lżejszych korbowodów niż uwzględnione w tablicy 2-10, na obwodzie stopy napisane są elektroiskrowo rzeczywiste ciężary główki
1 stopy. Minimalny ciężar główki wynosi 105 G, natomiast stopy 144 G. Znakowanie takich korbowodów wygląda w ten sposób, że w liczniku występują dwie końcowe cyfry ciężaru główki, a w mianowniku dwie końco
Wybór rodzaju ułożyskowania (łożyskami tocznymi) wpłynął zdecydowanie na rozwiązanie konstrukcyjne typu składanego wału korbowego. Poszczególne jego części, jak czopy główne, korbowe i przeciwciężary łączone są wzajemnie za pomocą -wciskania oraz dodatkowo czopy główne zabezpieczone przed obrotem w stosunku do przeciwciężarów, przy użyciu wpustów czółenkowych.
Ponieważ w warunkach przeciętnej stacji obsługi niemożliwe jest prawidłowe przeprowadzenie demontażu i na powrót zmontowanie wszystkich elementów składowych wału korbowego, wobec tego czynność ta powinna być wykonana wyłącznie w specjalistycznym zakładzie mechanicznym, wyposażonym w odpowiednie oprzyrządowanie oraz fabryczną dokumentację na-prawczo-technologiczną, zapewniającą właściwe przeprowadzenie przewidzianej naprawy wału wg punktu 2.5.12.
Spośród wszystkich części składowych wału jedynie czopy korbowe mają powierzchnię zewnętrzną utwardzoną za pomocą nawęglania na głębokość 0,8 mm, a następnie obrobioną cieplnie do twardości HRC = 61-r-63.
2.3. WYMIARY, TOLERANCJE, DOPUSZCZALNE ZUŻYCIE
Podczas wykonywania naprawy głównej lub średniej istnieje rozbieżność oceny między monterami, czy określoną część można użyć do dalszej eksploatacji, czy też zużycie jej zdecydowanie przemawia za przeprowadzeniem wymiany
Wyszukiwarka
Podobne podstrony:
070 2 70 .Naprawa samochodów Syrena By*. 6.4. Tarcza sprzęgłaf*UL ■ Wymiary otworów w okładzinach ci
82 Naprawa samochodów Syrena cd. t h b L 7-1 1 l 3 4 s 6 7 53 Średnica zewnętrzna na
092 2 Naprawa samochodów Syrena regulacyjnych 39, których łączna grubość uwzględnia odchyłki a i k o
094 2 94 Naprawa samochodów Syrena 211,000+ 0,11 ±0,025 = 211,11±0-02* = 211,085+ +211,135 mm. Otrzy
096 2 96 Naprawa samochodów Syrena Po wymontowaniu z pojazdu silnika S31 (pkt 2.5.1) przystępuje się
98 (17) 98 Naprawa samochodów Lublin Tablica 4-4 cd. 1 2 3 4 Próba sprężyn naciskowych ograniczni
100 3 100 Naprawa samochodów Syrena Rys. 7.38. Płytka do ściągania kó! III i IV biegu ora* łożyska z
128 Naprawa samochódow Syrena — Usunąć smar z bębna hamulcowego i z powierzchni
132 Naprawa samochodów Syrena sze bicia, niż podano, należy przeprowadzić prostowanie tylnej osi na
134 2 134 Naprawa samochodów Syrena Bieżnik musi się przeciwstawić wpływom czynników chemicznych i
LIS Naprawa samochodów Syrena Zauważone pęknięcia o długości do 50 *mm w tarczy 2, jak i w obręczy 1
87876 star266132 132 Naprawa samochodu terenowego STAR 266 Tablica 5.10. Momenty dokręcania łącznikó
star266090 90 Naprawa samochodu terenoioego STAR 266 90 Naprawa samochodu terenoioego STAR 266 Rys.
star266106 106 Naprawa samochodu terenowego STAR 2664.10. PARAMETRY REGULACYJNE ORAZ &nb
star266148 148 Naprawa samochodu terenowego STAR 266 Niedomagania mostów napędowych i sposoby ich us
star266192 192 Naprawa samochodu terenowego STAR 266 Tablica 11.1. Wymiary zasadniczych części mecha
star266216 216 Naprawa samochodu terenowego STAR 266 216 Naprawa samochodu terenowego STAR 266 Tabli
więcej podobnych podstron