DSCN1624
1. Podstawy procesów odlewniczych
F,=F

(1.9)
gdzie wysokości H i h pokazano na rys. 1.16.
kiedy jego minimalny przekrój jest na dolę, powiększenie to jest mniejsze,
Tatwn o powiększeniu przekroju wlewu głównego w stosunku do Fmm decyduje nfemnrff Hfh. W przypadku wlewu głównego zbieżnego ku dołowi.
gdy zaś minimalny przekrój wlewu głównego znajduje się w górnej jego części — większe: Prawidłowość ta, jak również sama zależność (1.9), wynikają z analizy ciągłości strugi metalu we wlewie głównym, z którą można zapoznać się szczegółowo w pracy [17j- Należy dodać, że wlew główny zbieżny ku górze ma największą objętość (dla danego F—1 a więc jest najgorszym rozważaniem z punktu widzenia uzysku odlewniczego.
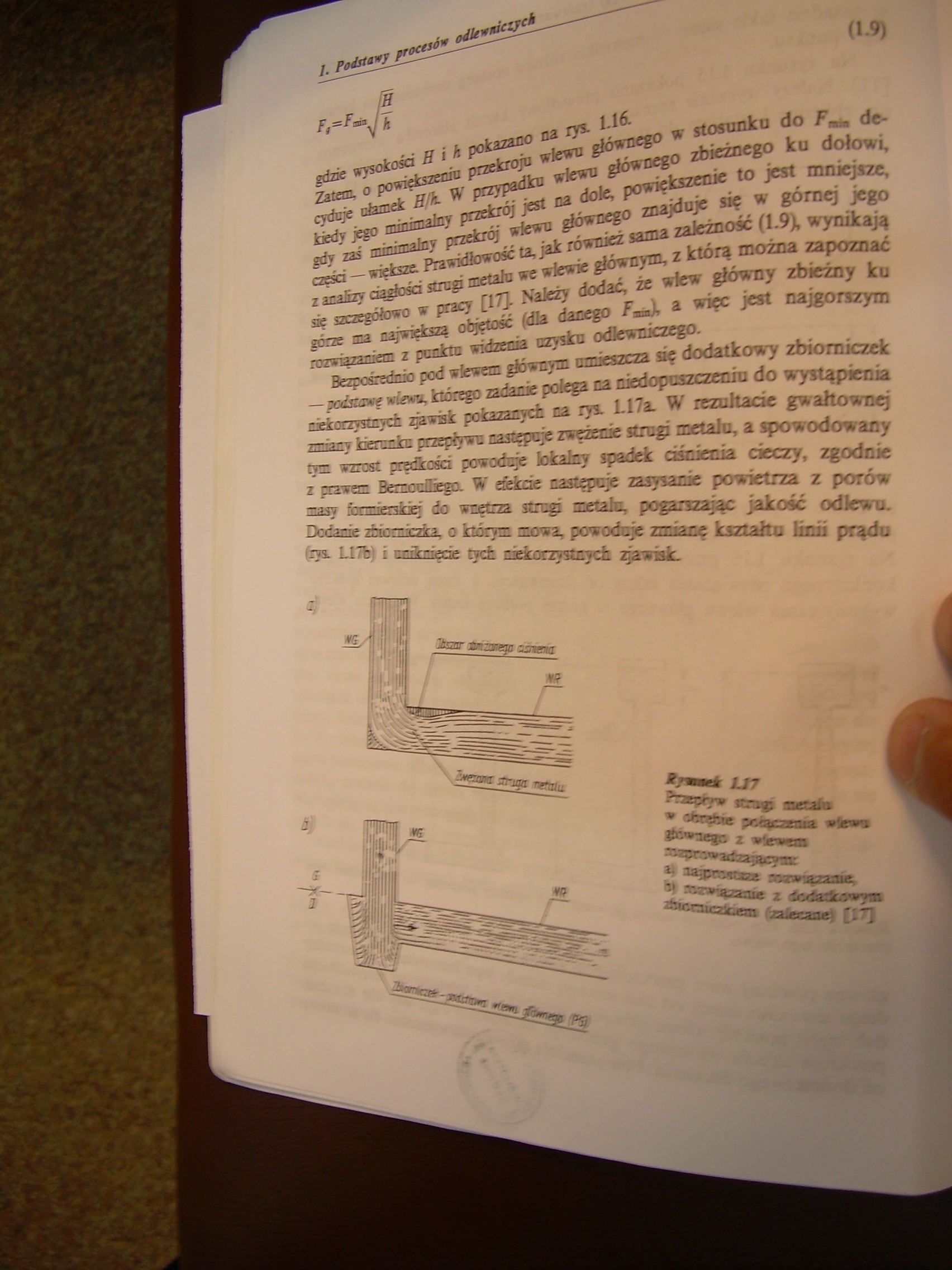
Bezpośrednio pod wlewem głównym umieszcza się dodatkowy zbiorniczek — podstawę iiewu, którego zatfenie polega na niedopuszczeniu do wystąpienia niekorzystnych zjawisk pokazanych na rys. L17a. W rezultacie gwałtownej zmiany kierunku przepływu następuje zwężenie strugi metalu, a spowodowany tym wzrost prędkości powoduje lokalny spadek dsnimia cieczy, 7g<vtn«» z prawem Be—cdLiesc. W efekcie następuje zasysanie powietrza z porów masy formierskiej do wnętrza strugi metalu, pogarszając jakość odlewu. Dodanie zbiorniczka, o którym mowa, powoduje zmianę Wztałt-n Kmi prądu (rys. I_L7fe) i on Tknięcie tych niekorzystnych zjawisk.

*iw sfiawag PS
*tmmii U7 Prsrptym sszegf mrrafct * dbafiós iiiilm miii wfewot Stówaega z wfeweas

ał lujpuMaz anwsK 6) sc | z iediekaoy*
dBcnatans rsieaa^ [IT]
Wyszukiwarka
Podobne podstrony:
DSCN1634 /. Podstawy procesów odlewniczych--- --- Zakładając, że temperatura formy jest utrzymywana
DSCN1612 /. Podstawy procesów odlewniczych 20 7. Dla większości stopów wymagających stosowania nadle
DSCN1618 /. Podstawy procesów odlewniczych 26 Szybkość wypełniania formy nie może być zbyt duża, gdy
DSCN1641 /. Podstawy procesów odlewniczych 48 /. Podstawy procesów odlewniczych 48 W praktyce w odle
DSCN1677 /. Podstawy procesów odlewniczych Dobór i obliczenia wykładzin (wkładek) Producenci wkładek
DSCN1686 I. Podstawy procesów odlewniczych__ Zasilanie ze zredukowanym ciśnieniem (z kontrolą ciśnie
DSCN1688 /, Podstawy procesów odlewniczych Rysnnek L74 Przykład odlewu z trzema segmentami I - najwi
2 (1913) 3. Podstawy teoretyczne Schemat zginania belki pokazano na rys. 2a Rys. 2. Schemat zginania
319 (11) Taką sytuację pokazano na rys. 16.6. Na rysunku tym wykreślono ponadto linie pozycyjne woln
Obraz0052 52 ruchu głównego (1), posuwowego (2) i wypadkowego (3) dla wybranych przypadków pokazano
ScanImage92(1) Rys. 16.127 znajdują się kotwie. Przykłady różnych rozwiązań pokazano na rys. 16.125,
Kolendowicz31 Łuki16 Cięgno pokazane na rys. 16-1 jest wskutek obciążenia rozciągane osiowo. Gdybyśm
DSCN1614 22 /. Podstawy procesów odlewniczych Rymach 1.10. Dwugniazdowa kokila do wykonywania odlewó
DSCN1610 18 i. Podstawy procesów odlewniczych • na płycie modelowej (tj. modelu pr
DSCN1620 28 I. Podstawy procesów odlewniczych ścianki odlewu i miejsca doprowadzenia metalu do odlew
DSCN1671 78 /. Podstawy procesów odlewniczych dłużenie zasięgu działania jednego nadlewu, umieszczon
DSCN1696 102 7. Podstawy procesów odlewniczych 1.43. Mechaniczne oddziaływania odlewu na formę metal
więcej podobnych podstron