DSCN1610
18
i. Podstawy procesów odlewniczych
• na płycie modelowej (tj. modelu przymocowanego do płyty podmodelowej) ustawia się skrzynkę formierską (bez dna, o kształcie lamy);
• skrzynkę wypełnia się masą formierską (z pewnym nadmiarem);
• masę formierską utwardza się (albo przez silne zagęszczenie, np. prasowanie, albo drogą reakcji chemicznych zachodzących w dodatkach wiążących ziarna masy ze sobą);
• połówka formy zostaje oddzielona od modelu (inaczej mówi się, że model jest usuwany z formy); w przypadku połówki dolnej obraca się ją następnie o 180°.
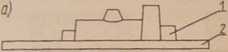
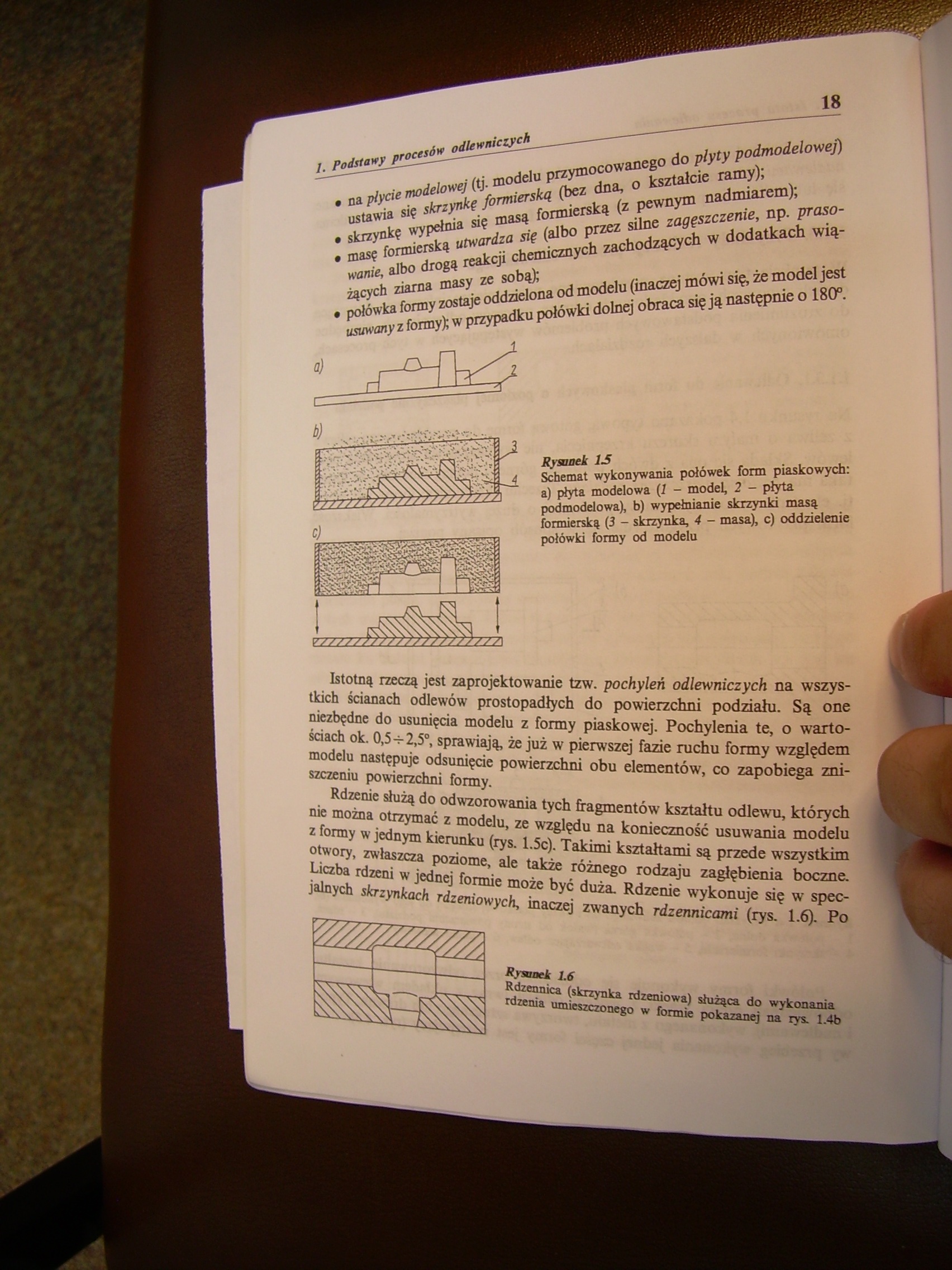
Rysunek 1-5
Schemat wykonywania połówek form piaskowych: a) płyta modelowa (i - model, 2płyta podmodelowa), b) wypełnianie skrzynki masą formierską (3 - skrzynka, 4 - masa), c) oddzielenie połówki formy od modelu
Istotną rzeczą jest zaprojektowanie tzw. pochyleń odlewniczych na wszystkich ścianach odlewów prostopadłych do powierzchni podziału. Są one niezbędne do usunięcia modelu z formy piaskowej. Pochylenia te, o wartościach ok. 0,5 -i- 2,5°, sprawiają, że już w pierwszej fazie ruchu formy względem modelu następuje odsunięcie powierzchni obu elementów, co zapobiega zniszczeniu powierzchni formy.
Rdzenie dużą do odwzorowania tych fragmentów kształtu odlewu, których nie można otrzymać z modelu, ze względu na konieczność usuwania modelu z formy w jednym kierunku (rys. 1.5c). Takimi kształtami są przede wszystkim otwory, zwłaszcza poziome, ale także różnego rodzaju zagłębienia boczne. Liczba rdzeni w jednej formie może być duża. Rdzenie wykonuje się w specjalnych skrzynkach rdzeniowych, inaczej zwanych rdzennicami (rys. 1.6). Po
|
7m |
m. | |
|
m |
i=g |
b |
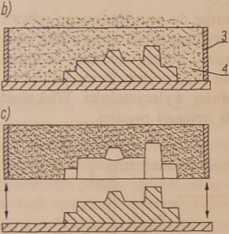
Rysunek 1.6
Rdzennica (skrzynka rdzeniowa) służąca do wykonania rdzenia umieszczonego w formie pokazanej na rys. 1.4b
Wyszukiwarka
Podobne podstrony:
DSCN1614 22 /. Podstawy procesów odlewniczych Rymach 1.10. Dwugniazdowa kokila do wykonywania odlewó
DSCN1620 28 I. Podstawy procesów odlewniczych ścianki odlewu i miejsca doprowadzenia metalu do odlew
DSCN1671 78 /. Podstawy procesów odlewniczych dłużenie zasięgu działania jednego nadlewu, umieszczon
DSCN1696 102 7. Podstawy procesów odlewniczych 1.43. Mechaniczne oddziaływania odlewu na formę metal
DSCN1653 60 I. Podstawy procesów odlewniczych y+grafit (układ równowagi stabilnej)
DSCN1663 70 /. Podstawy procesów odlewniczych proces zasilania przebiegać będzie łatwo, taki zaś rod
DSCN1606 U maW*j /. Podstawy procesów odlewniczych • wlania roztopionego metalu do
DSCN1608 16 1. Podstawy procesów odlewniczych i wzroście kryształów, które mogą przybierać bardzo ró
DSCN1622 30 /. Podstawy procesów odlewniczych towcgo, przekroje zaś wszystkich kanałów układu wlewow
DSCN1626 34 /. Podstawy procesów odlewniczych mają pewne cechy wspólne. Jedną z nich jest stosowanie
DSCN1628 36 /. Podstawy procesów odlewniczych Wymagane minimalne długości poszczególnych odcinków wl
DSCN1630 wlew /. Podstawy procesów odlewniczych Przykładowe, typowe wartości stosunku przekrojów
DSCN1636 44 /. Podstawy procesów odlewniczych Pizy ochładzaniu ciekłego metalu od temperatury zalewa
DSCN1643 50 ], Podstawy procesów odlewniczych Ze wzoru (1.27) wynika również, że zarodkowanie będą u
DSCN1647 54 /. Podstawy procesów odlewniczych Krystalizacja równowagowa występuje przy nieskończenie
DSCN1655 62 /. Podstawy procesów odlewniczych Podobną, choć nioco szerszą klasyfikaąję rodząjów graf
DSCN1661 68 1. Podstawy procesów odlewniczych zasilania różnią się istotnie dla obu tych grup materi
DSCN1673 80 f. Podstawy procesów odlewniczych nieniem atmosferycznym do wnętrza odlewu przez pory w
DSCN1694 100 I. Podstawy procesów odlewniczych W przedziale między temperaturą Ę a temperaturą T.bsO
więcej podobnych podstron