DSCN1636

44
/. Podstawy procesów odlewniczych
Pizy ochładzaniu ciekłego metalu od temperatury zalewania do temperatury początku krzepnięcia zmniejsza on swą objętość właściwą zgodnie z ogólnym prawem dylatacji temperaturowej (wykorzystywanym w termometrach cieczowych). Ta zmiana objętości jest nazywana w odlewnictwie skurczem w stanie ciekłym lub skurczem przegrzania.
Podczas całego okresu krzepnięcia zdecydowana większość stopów odlewniczych wykazuje zmniejszanie się objętości, czyli dodatni skurcz krzepnięcia. Dla stopów krzepnących w zakresie temperatury skurcz ten jest zazwyczaj większy (w przeliczeniu na jeden stopień spadku temperatury) od współczynnika dylatacji objętościowej danego materiału, zarówno w stanie ciekłym, jak i w stanie stałym, co wiąże się ze zmianą stanu skupienia.
Jednak niektóre stopy, a mianowicie żeliwa, w których główny składnik stopowy węgiel występuje w postaci wolnej, tj. grafitu, zachowują się inaczej. Grafit jest składnikiem strukturalnym o małej gęstości (tj. dużej objętości właściwej) w porównaniu z żelazem. W pierwszej fazie krzepnięcia żeliwa dominuje wydzielanie się grafitu i dlatego następuje przyrost objętości stopu. W końcowej fazie krzepnięcia przeważa wydzielanie się innych składników strukturalnych bogatych w węgiel (węglik żelaza Fe3C — cementyt) o większej gęstości (tj. mniejszej objętości właściwej) i żeliwo kurczy się. Na rysunku 1.30
Typowe stopy odlewnicze

Żeliwa szare i sferoidalne
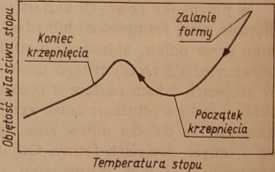
Rysunek 130. Zmiany objętości podczas krzepnięcia stopów odlewniczych pokazano schematycznie oba omówione wyżej typy krzepnięcia stopów. Należy podkreślić, że opisany przyrost objętości żeliwa dotyczy tylko żeliw szarych — z grafitem płatkowym, żeliw sferoidalnych — z grafitem w postaci zbliżonej do kulistej oraz rzadziej spotykanych żeliw wennikularnych — mających pośrednią formę wydzieleń grafitowych. Żeliwa krzepnące jako białe, tj. takie, w których cały węgiel występuje w postaci węglika żelaza Fe3C (cementytu), będą zachowywały się podobnie jak większość stopów odlewniczych; zmniejszenie objętości obserwuje się w nich w całym zakresie krzepnięcia.
Łączną wartość względnej zmiany objętości zachodzącą od zakończenia zalewania formy do końca krzepnięcia metalu nazywamy skurczem zasilania (gdyż ten właśnie skurcz należy skompensować przez zasilenie odlewu) lub
Wyszukiwarka
Podobne podstrony:
DSCN1653 60 I. Podstawy procesów odlewniczych y+grafit (układ równowagi stabilnej)
DSCN1663 70 /. Podstawy procesów odlewniczych proces zasilania przebiegać będzie łatwo, taki zaś rod
DSCN1606 U maW*j /. Podstawy procesów odlewniczych • wlania roztopionego metalu do
DSCN1608 16 1. Podstawy procesów odlewniczych i wzroście kryształów, które mogą przybierać bardzo ró
DSCN1610 18 i. Podstawy procesów odlewniczych • na płycie modelowej (tj. modelu pr
DSCN1614 22 /. Podstawy procesów odlewniczych Rymach 1.10. Dwugniazdowa kokila do wykonywania odlewó
DSCN1620 28 I. Podstawy procesów odlewniczych ścianki odlewu i miejsca doprowadzenia metalu do odlew
DSCN1622 30 /. Podstawy procesów odlewniczych towcgo, przekroje zaś wszystkich kanałów układu wlewow
DSCN1626 34 /. Podstawy procesów odlewniczych mają pewne cechy wspólne. Jedną z nich jest stosowanie
DSCN1628 36 /. Podstawy procesów odlewniczych Wymagane minimalne długości poszczególnych odcinków wl
DSCN1630 wlew /. Podstawy procesów odlewniczych Przykładowe, typowe wartości stosunku przekrojów
DSCN1643 50 ], Podstawy procesów odlewniczych Ze wzoru (1.27) wynika również, że zarodkowanie będą u
DSCN1647 54 /. Podstawy procesów odlewniczych Krystalizacja równowagowa występuje przy nieskończenie
DSCN1655 62 /. Podstawy procesów odlewniczych Podobną, choć nioco szerszą klasyfikaąję rodząjów graf
DSCN1661 68 1. Podstawy procesów odlewniczych zasilania różnią się istotnie dla obu tych grup materi
DSCN1671 78 /. Podstawy procesów odlewniczych dłużenie zasięgu działania jednego nadlewu, umieszczon
DSCN1673 80 f. Podstawy procesów odlewniczych nieniem atmosferycznym do wnętrza odlewu przez pory w
DSCN1694 100 I. Podstawy procesów odlewniczych W przedziale między temperaturą Ę a temperaturą T.bsO
DSCN1696 102 7. Podstawy procesów odlewniczych 1.43. Mechaniczne oddziaływania odlewu na formę metal
więcej podobnych podstron