DSCN1673
80
f. Podstawy procesów odlewniczych
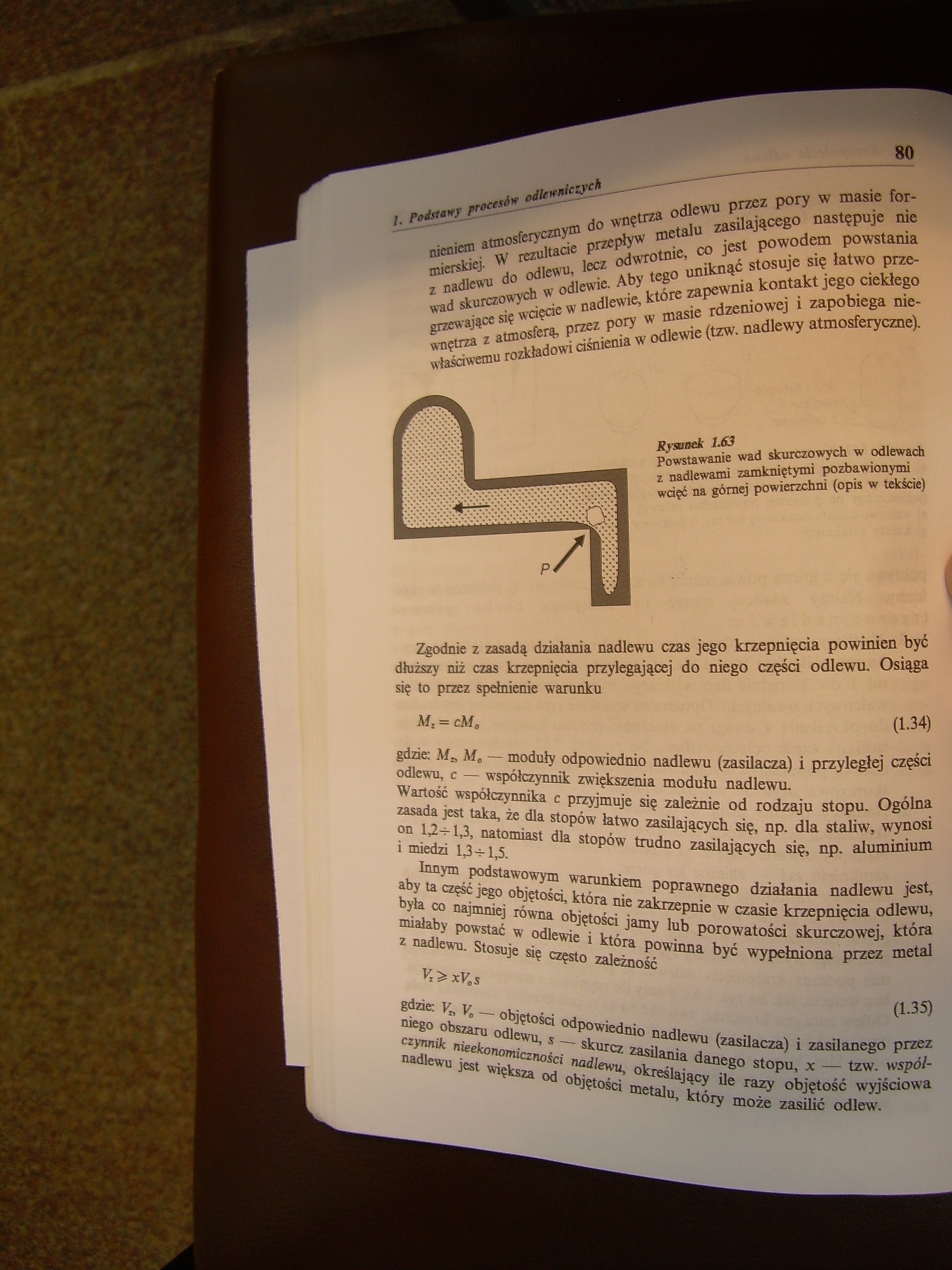
nieniem atmosferycznym do wnętrza odlewu przez pory w masie for* mierskiej. W rezultacie przepływ metalu zasilającego następuje nie z nadlewu do odlewu, lecz odwrotnie, co jest powodem powstania wad skurczowych w odlewie. Aby tego uniknąć stosuje się łatwo przegrzewające się wcięcie w nadlewie, które zapewnia kontakt jego ciekłego wnętrza z atmosferą, przez pory w masie rdzeniowej i zapobiega niewłaściwemu rozkładowi ciśnienia w odlewie (tzw. nadlewy atmosferyczne).
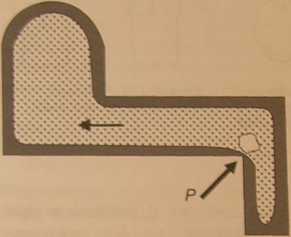
Rysunek 1.63
Powstawanie wad skurczowych w odlewach z nadlewami zamkniętymi pozbawionymi wcięć na górnej powierzchni (opis w tekście)
Zgodnie z zasadą działania nadlewu czas jego krzepnięcia powinien być dłuższy niż czas krzepnięcia przylegającej do niego części odlewu. Osiąga się to przez spełnienie warunku
Mt = cM9 (1.34)
gdzie: Af» M0 — moduły odpowiednio nadlewu (zasilacza) i przyległej części odlewu, c — współczynnik zwiększenia modułu nadlewu.
Wartość współczynnika c przyjmuje się zależnie od rodzaju stopu. Ogólna zasada jest taka, że dla stopów łatwo zasilających się, np. dla staliw, wynosi on 1,2-r-1,3, natomiast dla stopów trudno zasilających się, np. aluminium i miedzi 1,3-i-1,5.
Innym podstawowym warunkiem poprawnego działania nadlewu jest, aby ta część jego objętości, która nie zakrzepnie w czasie krzepnięcia odlewu, była co najmniej równa objętości jamy lub porowatości skurczowej, która miałaby powstać w odlewie i która powinna być wypełniona przez metal z nadlewu. Stosuje się często zależność
Vx>xV0s (1.35)
gdzie: V„ V„ — objętości odpowiednio nadlewu (zasilacza) i zasilanego przez niego obszaru odlewu, s — skurcz zasilania danego stopu, x — tzw. współczynnik nieekonomiczności nadlewu, określający ile razy objętość wyjściowa nadlewu jest większa od objętości metalu, który może zasilić odlew.
Wyszukiwarka
Podobne podstrony:
DSCN1606 U maW*j /. Podstawy procesów odlewniczych • wlania roztopionego metalu do
DSCN1614 22 /. Podstawy procesów odlewniczych Rymach 1.10. Dwugniazdowa kokila do wykonywania odlewó
DSCN1620 28 I. Podstawy procesów odlewniczych ścianki odlewu i miejsca doprowadzenia metalu do odlew
DSCN1636 44 /. Podstawy procesów odlewniczych Pizy ochładzaniu ciekłego metalu od temperatury zalewa
DSCN1653 60 I. Podstawy procesów odlewniczych y+grafit (układ równowagi stabilnej)
DSCN1663 70 /. Podstawy procesów odlewniczych proces zasilania przebiegać będzie łatwo, taki zaś rod
DSCN1608 16 1. Podstawy procesów odlewniczych i wzroście kryształów, które mogą przybierać bardzo ró
DSCN1610 18 i. Podstawy procesów odlewniczych • na płycie modelowej (tj. modelu pr
DSCN1622 30 /. Podstawy procesów odlewniczych towcgo, przekroje zaś wszystkich kanałów układu wlewow
DSCN1626 34 /. Podstawy procesów odlewniczych mają pewne cechy wspólne. Jedną z nich jest stosowanie
DSCN1628 36 /. Podstawy procesów odlewniczych Wymagane minimalne długości poszczególnych odcinków wl
DSCN1630 wlew /. Podstawy procesów odlewniczych Przykładowe, typowe wartości stosunku przekrojów
DSCN1643 50 ], Podstawy procesów odlewniczych Ze wzoru (1.27) wynika również, że zarodkowanie będą u
DSCN1647 54 /. Podstawy procesów odlewniczych Krystalizacja równowagowa występuje przy nieskończenie
DSCN1655 62 /. Podstawy procesów odlewniczych Podobną, choć nioco szerszą klasyfikaąję rodząjów graf
DSCN1661 68 1. Podstawy procesów odlewniczych zasilania różnią się istotnie dla obu tych grup materi
DSCN1671 78 /. Podstawy procesów odlewniczych dłużenie zasięgu działania jednego nadlewu, umieszczon
DSCN1694 100 I. Podstawy procesów odlewniczych W przedziale między temperaturą Ę a temperaturą T.bsO
DSCN1696 102 7. Podstawy procesów odlewniczych 1.43. Mechaniczne oddziaływania odlewu na formę metal
więcej podobnych podstron