M Feld TBM323
323
8.5. Ramowe procesy technologiczne wałów stopniowanych
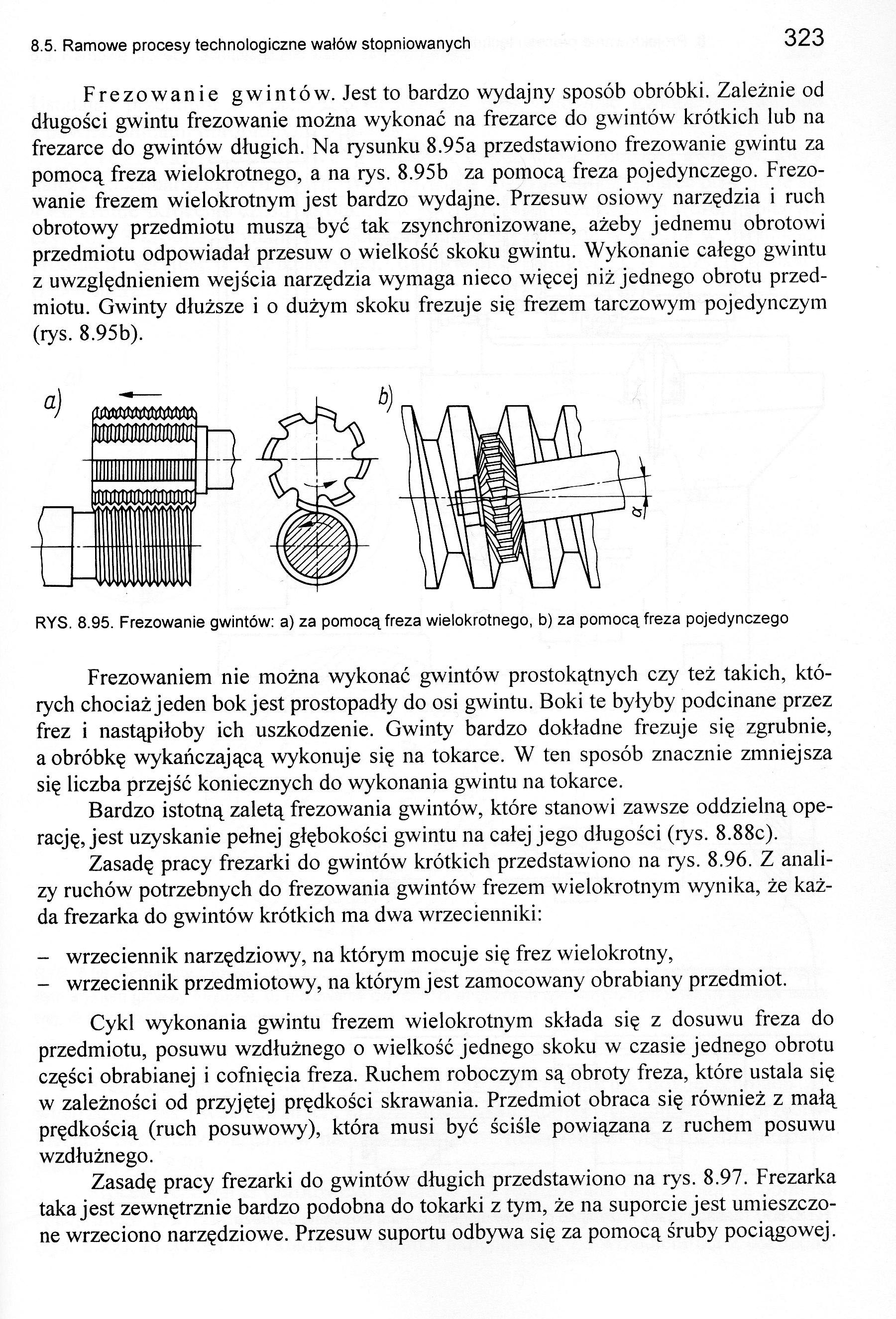
Frezowanie gwintów. Jest to bardzo wydajny sposób obróbki. Zależnie od długości gwintu frezowanie można wykonać na frezarce do gwintów krótkich lub na frezarce do gwintów długich. Na rysunku 8.95a przedstawiono frezowanie gwintu za pomocą freza wielokrotnego, a na rys. 8.95b za pomocą freza pojedynczego. Frezowanie frezem wielokrotnym jest bardzo wydajne. Przesuw osiowy narzędzia i ruch obrotowy przedmiotu muszą być tak zsynchronizowane, ażeby jednemu obrotowi przedmiotu odpowiadał przesuw o wielkość skoku gwintu. Wykonanie całego gwintu z uwzględnieniem wejścia narzędzia wymaga nieco więcej niż jednego obrotu przedmiotu. Gwinty dłuższe i o dużym skoku frezuje się frezem tarczowym pojedynczym (rys. 8.95b).
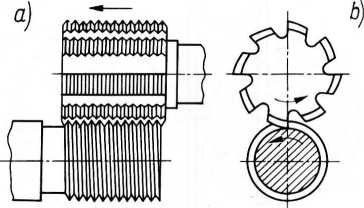
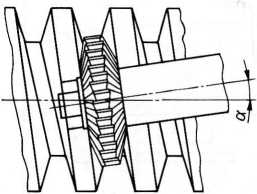
RYS. 8.95. Frezowanie gwintów: a) za pomocą freza wielokrotnego, b) za pomocą freza pojedynczego
Frezowaniem nie można wykonać gwintów prostokątnych czy też takich, których chociaż jeden bok jest prostopadły do osi gwintu. Boki te byłyby podcinane przez frez i nastąpiłoby ich uszkodzenie. Gwinty bardzo dokładne frezuje się zgrubnie, a obróbkę wykańczającą wykonuje się na tokarce. W ten sposób znacznie zmniejsza się liczba przejść koniecznych do wykonania gwintu na tokarce.
Bardzo istotną zaletą frezowania gwintów, które stanowi zawsze oddzielną operację, jest uzyskanie pełnej głębokości gwintu na całej jego długości (rys. 8.88c).
Zasadę pracy frezarki do gwintów krótkich przedstawiono na rys. 8.96. Z analizy ruchów potrzebnych do frezowania gwintów frezem wielokrotnym wynika, że każda frezarka do gwintów krótkich ma dwa wrzecienniki:
- wrzeciennik narzędziowy, na którym mocuje się frez wielokrotny,
- wrzeciennik przedmiotowy, na którym jest zamocowany obrabiany przedmiot.
Cykl wykonania gwintu frezem wielokrotnym składa się z dosuwu freza do przedmiotu, posuwu wzdłużnego o wielkość jednego skoku w czasie jednego obrotu części obrabianej i cofnięcia freza. Ruchem roboczym są obroty freza, które ustala się w zależności od przyjętej prędkości skrawania. Przedmiot obraca się również z małą prędkością (ruch posuwowy), która musi być ściśle powiązana z ruchem posuwu wzdłużnego.
Zasadę pracy frezarki do gwintów długich przedstawiono na rys. 8.97. Frezarka taka jest zewnętrznie bardzo podobna do tokarki z tym, że na suporcie jest umieszczone wrzeciono narzędziowe. Przesuw suportu odbywa się za pomocą śruby pociągowej.
Wyszukiwarka
Podobne podstrony:
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
więcej podobnych podstron