M Feld TBM339

339
8.5. Ramowe procesy technologiczne wałów stopniowanych
Otwory o stosunku Ud > 8 powinno się wykonywać na obrabiarkach do otworów długich przy użyciu odpowiednich narzędzi. Tego rodzaju technologia, przy starannym doborze warunków obróbki, umożliwia osiągnięcie:
- dokładnych otworów w granicach 9^11 klasy dokładności, a w szczególnych przypadkach nawet 7^-9 klasy dokładności,
- chropowatości powierzchni 1,2 pm > R„ >0,16 pm,
- odchyłki kołowości do 2 pm,
- prostoliniowości otworu w zależności od jego długości w granicach 0,01 + 0,05 mm.
Krótkie otwory, dla których stosunek długości do średnicy wynosi ok. 5, wykonuje się najczęściej wiertłem krętym. Przy wierceniu takim wiertłem otworów dłuższych należy się liczyć z odchyleniem wiertła od osi, dlatego naddatki, jakie powinny być przewidziane na powierzchniach zewnętrznych, muszą być znacznie powiększone.
Dlatego też nie stosunek długości do średnicy powinien decydować, czy otwór wykonywać wiertłem krętym, czy wiertłami do długich otworów, ale wymagania postawione przez konstruktora w stosunku do tolerancji wymiaru, chropowatości powierzchni, okrągłości, prostoliniowości itp. Czasami więc otwory krótsze o zwiększonych wymaganiach dokładności można ekonomicznie obrabiać na obrabiarkach do otworów długich. Dotyczy to zwłaszcza tych przypadków, kiedy dzięki obróbce na obrabiarkach do otworów długich, osiąga się żądane dokładności i unika rozwiercania, wytaczania czy nawet przeciągania.
Technologia otworów długich zależy od obrabiarki, na której otwór będzie wykonany, oraz od narzędzia. Cechą charakterystyczną tej metody jest podawanie pod ciśnieniem płynu obróbkowego, którego zadaniem jest, oprócz smarowania narzędzia i jego chłodzenia, przede wszystkim wypłukiwanie wiórów.
a)
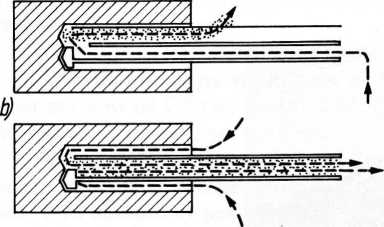
RYS. 8.116. Sposoby doprowadzenia płynu obróbkowego do ostrzy wiertła: a) doprowadzenie wewnętrzne i odprowadzenie zewnętrzne, b) doprowadzenie zewnętrzne i odprowadzenie wewnętrzne
Stosowane są dwie podstawowe metody podawania płynu obróbkowego (rys. 8.116). Może on być doprowadzany do strefy obróbki wewnętrznie, przez uchwyt narzędzia i otwór w głowicy narzędziowej, i odprowadzany wraz z wiórami zewnętrznie przez odpowiednie wybranie (rys. 8.116a). Wióry odprowadzane zewnętrznie pogarszają jednak jakość powierzchni obrabianej. Drugim sposobem, nie mającym tej wady, jest zewnętrzne doprowadzenie płynu i wewnętrzne odprowadzenie go wraz z wiórami (rys. 8.116b).
Wyszukiwarka
Podobne podstrony:
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
więcej podobnych podstron